CADCAM实验报告,计算机辅助设计完整报告
cadcam课程设计实验报告

cadcam课程设计实验报告一、课程目标知识目标:1. 学生能理解CAD/CAM的基本概念,掌握其应用领域及发展历程。
2. 学生能掌握CAD/CAM软件的基本操作,如绘图、编辑、建模、渲染等。
3. 学生能了解CAD/CAM技术在制造业中的实际应用,如模具设计、数控编程等。
技能目标:1. 学生能运用CAD软件进行二维和三维图形的绘制,具备一定的设计能力。
2. 学生能运用CAM软件对设计好的图形进行加工路径的生成和仿真,具备基本的加工操作能力。
3. 学生能通过CAD/CAM软件解决实际问题,具备一定的创新能力和实践能力。
情感态度价值观目标:1. 学生通过学习CAD/CAM课程,培养对制造业的兴趣和热情,增强职业认同感。
2. 学生在学习过程中,培养团队协作、沟通交流的能力,养成良好的学习习惯。
3. 学生能认识到CAD/CAM技术在现代制造业中的重要性,树立正确的科技观和创新意识。
课程性质:本课程为实验课程,注重实践操作和实际应用,结合理论教学,提高学生的实际操作能力和创新能力。
学生特点:本课程面向初中年级学生,学生对新鲜事物充满好奇,动手能力强,但理论知识相对薄弱。
教学要求:教师应注重理论与实践相结合,引导学生主动参与实践,提高学生的操作技能和解决问题的能力。
同时,关注学生的个体差异,因材施教,使每个学生都能在课程中收获成果。
通过课程目标的分解和实施,确保教学设计和评估的有效性。
二、教学内容1. CAD/CAM基本概念与历史发展- CAD/CAM定义及其相互关系- CAD/CAM发展历程及趋势2. CAD软件操作与绘图技巧- 软件界面及基本工具介绍- 二维图形绘制与编辑- 三维建模与渲染3. CAM软件加工路径生成与仿真- 数控加工基础知识- 加工路径策略及参数设置- 加工仿真与优化4. CAD/CAM技术在制造业的应用实例- 模具设计与制造- 数控编程与加工- 产品设计与创新5. 实践操作与案例分析- 实践项目设计与实施- 学生作品展示与评价- 行业案例分析及讨论教学内容安排与进度:第一周:CAD/CAM基本概念与历史发展第二周:CAD软件操作与绘图技巧第三周:CAM软件加工路径生成与仿真第四周:CAD/CAM技术在制造业的应用实例第五周:实践操作与案例分析教材章节关联:《CAD/CAM技术与应用》第一章:CAD/CAM概述《CAD/CAM技术与应用》第二章:CAD软件操作《CAD/CAM技术与应用》第三章:CAM软件加工《CAD/CAM技术与应用》第四章:CAD/CAM应用实例教学内容确保科学性和系统性,注重理论与实践相结合,引导学生掌握CAD/CAM技术的基本知识和操作技能,提高实际应用能力。
cadcam报告

CAD/CAM报告1. 简介CAD(计算机辅助设计)和CAM(计算机辅助制造)是现代制造业中广泛应用的重要工具。
CAD用于设计产品的电子模型,CAM则利用CAD模型生成切削路径,并控制机床进行加工。
本文将介绍CAD/CAM的基本概念、应用领域和工作流程。
2. CAD/CAM的基本概念CAD/CAM是一种综合应用技术,通过计算机辅助的手段来实现产品的设计和制造。
CAD主要用于产品的三维建模和设计,可以根据设计要求生成产品的详细图纸和设计文件。
CAM则根据CAD模型生成数控机床的加工程序,实现自动化的制造过程。
3. CAD/CAM的应用领域CAD/CAM广泛应用于各个制造行业,包括机械、汽车、航空航天等。
在机械制造中,CAD/CAM可以加速产品设计和制造过程,并提高产品质量和精度。
在汽车工业中,CAD/CAM可以用于汽车设计、模具制造和零部件加工等。
在航空航天领域,CAD/CAM能够实现复杂零部件的设计和制造,提高生产效率和精度。
4. CAD/CAM的工作流程CAD/CAM的工作流程可以分为以下几个步骤:4.1. 产品设计首先,设计师使用CAD软件创建产品的三维模型。
设计师可以根据需求和约束条件对模型进行修改和优化,以满足设计要求。
4.2. CAD模型转换一旦设计师完成了三维模型的设计,模型将被转换成合适的格式,以便供CAM 软件使用。
通常,CAD模型会被转换成STEP或IGES等通用格式。
4.3. 加工路径生成CAM软件根据CAD模型生成切削路径。
切削路径包括切削工具的运动轨迹和加工顺序。
CAM软件还可以考虑刀具的尺寸和工艺参数,以确保加工质量。
4.4. 数控程序生成根据切削路径,CAM软件生成数控程序。
数控程序包含了机床的加工指令,例如刀具的进给速度、切削深度等。
数控程序可以被传输到数控机床进行产品的加工。
4.5. 产品加工数控机床按照数控程序进行产品的加工。
机床可以根据程序自动调整刀具的位置和切削参数,以实现高效的加工过程。
实习报告记录(共7篇)

实习报告记录(共7篇)CAD/CAM , ( .puter Aided Design )计算机辅助设计和(.puter Aided Manuf acturing )计算机辅助制造技术,是近些年出现的一种高效的先进工业生产技术,随着计算机技术的飞跃发展,近十多年来一些先进国家的模具制造行业,己广泛采用NC 和 .C 机床来加工模具,以提高模具精度和生产效率,在当前以信息工业为核心的新工业的兴起过程中,CAD/CAM 技术己成为新一代生产技术的核心,是实现自动化集成制造系统(CIMS)不可缺少的主要技术发展阶段。
1.CAD/CAM 的发展过程CAD/CAM 技术从出现到现在己经发展了50 多年了,无论是硬件技术还是软件技术都发生了很大的大变化,总的来说先后经历了三个阶段。
1.1单元技术的发展和应用阶段在这一阶段,分别针对一些特殊的应用领域开展了计算机辅助设计,分析,工艺,制造等单一功能的开发及应用,这些系统的通用性17差,应用不普及,系统之间的数据结构不统一,出现信息孤岛现象,系统之间不能进行数据交换。
1.2 CAD/CAM 集成阶段随着一些专业系统的应用普及,出现了通用的CAD/CAM 系统,而且系统的功能迅速增强,列如CAD 系统迅速从二维绘图发展到三维建模。
特征造型,参数化设计等先进技术被CAD 系统普遍采用,继而CAD, CAE, CAPP, CAM 系统实现集成或数据交换标准化,CAD/CAM 的应用取得显著成就。
l.3 C I M S技术推广应用阶段计算机技术除了在设计制造等领域截获与深入应用同时,几乎在企业生产的各个领域都获得应用,由于企业的开发活动与企业的其他经营活动是密切相关的,因此要求CAD/CAM 等计算机辅助系统与计算机管理系统实现进行信息交流,把正确的信息传递给正确的地方,这是一个高层次的企业内的信息集成,就是所谓的计算机集成应用系统。
1.4 我国CAD I CAM 技术的发展现状我国CAD/CAM 技术的开发应用水平与发达国家相比还有相当大的差距,我国的CAD I CAM 技术的开发是在7 0 年代末开始的,到目前为止先后通过国家有关部门进行鉴定的有 1 9 8 4 年华中工学院开发的精冲模CAD I CAM 系统,1985 年北京机电研究院开发的冲裁模CAD/CAM 系统,吉林大学开发的棍锻模和锤锻模CAD I CAM 系统,1 9 8 6 年华中工学院开发的冷冲模CAD/CAM 系统和上海交通大学模18具研究所开发的冷冲模CAD I CAM 系统,1 9 8 8 年华中工学院开发的塑压模CAD 系统等。
机械CADCAM实验报告
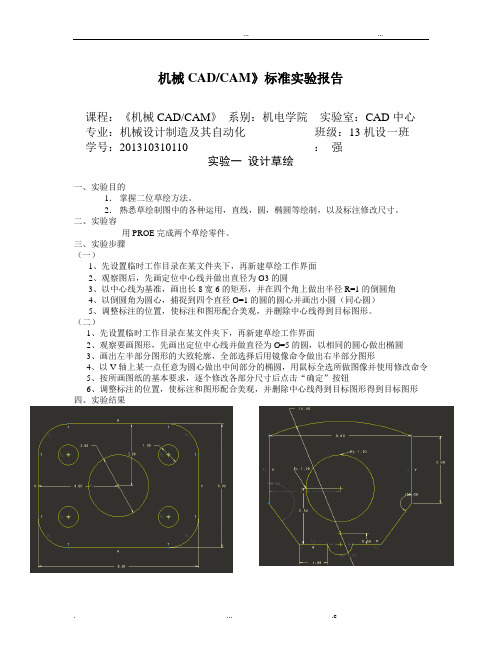
机械CAD/CAM》标准实验报告课程:《机械CAD/CAM》系别:机电学院实验室:CAD中心专业:机械设计制造及其自动化班级:13机设一班学号:201310310110 :强实验一设计草绘一、实验目的1.掌握二位草绘方法。
2.熟悉草绘制图中的各种运用,直线,圆,椭圆等绘制,以及标注修改尺寸。
二、实验容用PROE完成两个草绘零件。
三、实验步骤(一)1、先设置临时工作目录在某文件夹下,再新建草绘工作界面2、观察图后,先画定位中心线并做出直径为Ø3的圆3、以中心线为基准,画出长8宽6的矩形,并在四个角上做出半径R=1的倒圆角4、以倒圆角为圆心,捕捉到四个直径Ø=1的圆的圆心并画出小圆(同心圆)5、调整标注的位置,使标注和图形配合美观,并删除中心线得到目标图形。
(二)1、先设置临时工作目录在某文件夹下,再新建草绘工作界面2、观察要画图形,先画出定位中心线并做直径为Ø=5的圆,以相同的圆心做出椭圆3、画出左半部分图形的大致轮廓,全部选择后用镜像命令做出右半部分图形4、以V轴上某一点任意为圆心做出中间部分的椭圆,用鼠标全选所做图像并使用修改命令5、按所画图纸的基本要求,逐个修改各部分尺寸后点击“确定”按钮6、调整标注的位置,使标注和图形配合美观,并删除中心线得到目标图形得到目标图形四、实验结果实验二构建三维拉伸实体一、实验目的1、了解和熟悉Pro/ENGINEER野火版;2、掌握Pro/ENGINEER野火版拉伸特征的创建方法和过程;3、掌握Pro/ENGINEER野火版草绘和三维的切换;4、掌握Pro/ENGINEER野火版进行零件设计的方法和步骤。
二、实验容用PROE完成拉伸特征的三维模型图。
三、实验步骤1、先设置临时工作目录在某文件夹下,再新建草绘工作界面2、观察零件图后,选择基准平面。
先画定位中心线并做出矩形(120×120mm),并在四个角分别做出R=12mm的圆角,零件的厚度为18mm3、选择拉伸命令,选择基准平面,画出Ø=90的圆,圆的厚度是5mm4、选择拉伸—剪切命令,选择基准平面,画出Ø=70的圆,圆的剪切厚度是16mm5、选择拉伸—剪切命令,先做出2条中心线,做出Ø=7的圆,圆的厚度剪切到零件底面(即通孔)。
CADCAM技术试验报告(5篇可选)

CADCAM技术试验报告(5篇可选)第一篇:CADCAM技术试验报告CAD/CAM技术综合实验报告专业:班级:姓名:学好:日期:CAD/CAM技术试验综合报告一、试验目的二、试验设备及所用软件三、试验原理(说明CAD/CAPP/CAM各自的作用及怎样利用其相关的理论进行集成制造的)四、试验内容(一)CAD造型1.CAD软件(CAXA)学习及草图绘制(自选图形进行练习,简要说明绘制草图的过程)2实体及曲面的三维造型(用曲面裁剪法完成鼠标的三维造型,并简要说明其过程)3自由曲面的绘制(用曲面法绘制五角星的三维图形或可口可乐瓶底的曲面造型,并简要说明造型过程)(二)CAM与数控加工1.CAXA制造工程师加工模块中毛坯的定义方法有哪些2.数控加工切削方式3自由曲面的数控编程及加工(利用加工中心模拟软件对利用CAD设计的五角星造型进行数控指令生成和可视化加工模拟。
简要说明其操作步骤)。
五、说明CAD/CAM技术在数控加工中的具体应用过程六、实验收获第二篇:CADCAM技术1.CAD/CAM技术是以计算机、外围设备及其系统软件为基础,综合计算机科学与工程、计算机几何、机械设计、机械加工工艺、人机工程、控制理论电子科技学科等知识,以工程应用为对象,实现包括二维绘图设计、三维几何造型设计、工程计算分析与优化设计、数控加工编程、仿真模拟、信息存储与管理等相关功能。
2.广义、狭义CAD/CAM技术【广义CAD/CAM技术】是指利用计算机辅助技术进行产品设计与制造的整个过程及与之直接或者间接的活动【狭义CAD/CAM技术】是指利用CAD/CAM系统进行产品的造型、计算分析和数控程序的编制。
.CAD/CAM系统主要有有关的硬件系统和相应的软件系统构成,硬件系统主要有计算机及其外围设备组成,包括主机,存储器,输入输出设备,网络通信设备以及生产加工设备登;软件系统包括系统软件,支撑和应用软件。
4.CAD/CAM系统分类①根据使用的支撑软件的规模大小【CAD系统,CAM系统,CAD/CAM集成系统】②根据CAD/CAM系统使用的计算机硬件及其信息处理方式【主机系统,工程工作站系统,微机系统】③根据CAD/CAM系统是否使用计算机网络【单机系统,网络化系统】5.【输入设备】键盘,鼠标,光笔,数字化仪,图形输入板,触摸屏,扫描输入设备【输出设备】显示器,打印机,绘图机,生产系统设备【网络设备】服务器,工作站,网卡,通信电缆,集线器,中继器,网桥,路由器,网关【应用软件】在系统软件的基础上,针对某一专用领域的需要而研制的软件 6.计算机图形学计算机图形学是利用计算机系统产生,操作,处理图形对象的学科,图形对象可能是矢量图形也可能是点阵图形图形生成技术与算法【线段】DDA法、Brcsenham法,逐点比较法【圆弧】DDA法、逐点比较法、正负法【区域填充】简单递归填充算法、扫描区域填充法【自由曲线和曲面插值】曲线或曲面的拟合、曲线或曲面的插值7.几何建模几何建模就是以计算机能够理解的方式,对几何实体进行确切的定义,赋予一定的数学描述,再以一定的数据结构形式对所定义的几何实体加以描述,从而在计算机内部构造一个实体的模型。
CADCAM实训报告
CAD/CAM综训报告系别机械工程班号学号姓名年月日第一章造型1.1 题目(自拟图)1.2 零件的造型过程造型特点:飞机的机身是流线型曲面,这种结构可以先利用导动面建立空间曲面,然后再建立草图拉伸到面来实现。
飞机机翼为平面可以通过草图拉伸增量来实现,飞机的尾翼顶部和低部是相同的轮廓可以通过放样增量来实现。
步骤1.1:构造如图1空间飞机机身曲面,利用双导动线,单截面线建立空间曲面。
图1 图2步骤1.2:在X,Y平面建立草图其尺寸如图2。
步骤1.3:退出草图将草图线框对图A曲面进行拉伸到面如图3,从而得到飞机机身如图4。
图3 图4步骤2:在X,Z面建立草图尺寸如图6并对其进行旋转增量如图7图6 图7进行如上操作后得到整个飞机的机身如图8图8步骤3:在X,Y面建立草图并绘制草图线框的到如图9尺寸的草图。
图9退出草图并对其进行拉伸增量图10步骤4:以X,Z面为草图基准面建立草图并按图11尺寸绘制草图并对其进行旋转除料如图12,图11图12步骤5:分别以X,Y平面向上偏移35和向上偏移8为基准面建立草图绘制尺寸如图13、14的草图线框。
图13 图 14再对两个草图进行放样增量如15图图15步骤6:对成型机体进行圆角过度最终形成完整机体,圆角分别两机翼上周边R5,尾翼顶部和跟部圆角过度为R2如图16。
图16第二章零件加工的刀具轨迹和工艺参数2.2 毛坏尺寸与加工路线2.2.1 毛坏尺寸选择零件毛坯尺寸为150X85X30。
2.2.2 加工路线1、“平面区域粗加工”对毛坯上表面进行粗加工。
2、“平面区域粗加工”对凹腔区域进行粗加工。
2、“平面轮廓精加工”对凹腔轮廓进行精加工。
2.3刀具轨迹和工艺参数2.3.1平面区域粗加工,对毛坯上表面进行粗加工。
毛坯轮廓形如图1。
刀具参数如图2。
加工参数如图3,加工路线如图4,其于均为默认值。
图1 图2图3 图42.3.2平面区域粗加工,对凹腔区域进行粗加工。
刀具参数如图5,加工参数半圆区域顶层高25低层高10如图6。
CADCAM实验报告
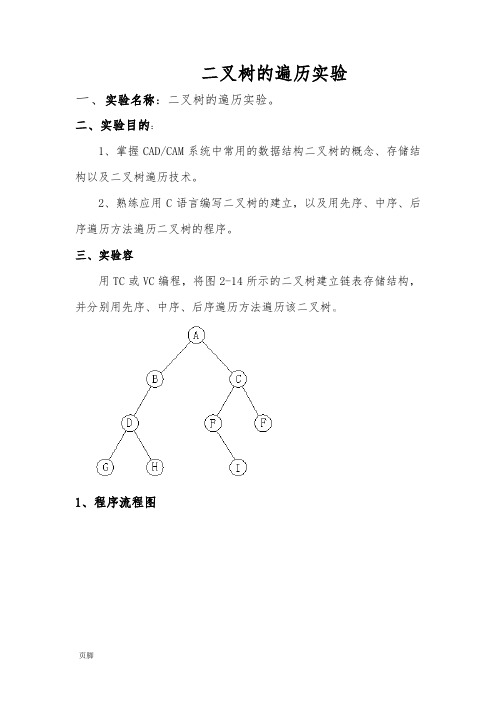
二叉树的遍历实验一、实验名称:二叉树的遍历实验。
二、实验目的:1、掌握CAD/CAM系统中常用的数据结构二叉树的概念、存储结构以及二叉树遍历技术。
2、熟练应用C语言编写二叉树的建立,以及用先序、中序、后序遍历方法遍历二叉树的程序。
三、实验容用TC或VC编程,将图2-14所示的二叉树建立链表存储结构,并分别用先序、中序、后序遍历方法遍历该二叉树α1、程序流程图2、程序#include<stdio.h>#include<malloc.h>struct btree{ char data;struct btree *lchild,*rchild;}*node[9];void preorder(struct btree *node) { if(!node) return ;printf("%c",node->data);preorder(node->lchild);preorder(node->rchild);}void inorder(struct btree *node) { if(!node) return ;inorder(node->lchild);printf("%c",node->data);inorder(node->rchild);}void postorder(struct btree *node) { if(!node) return ;postorder(node->lchild);postorder(node->rchild);printf("%c",node->data);}void main(){int i;for(i=0;i<9;i++){node[i]=(struct btree *)malloc(sizeof(struct btree));node[i]->data='A'+i;node[i]->lchild=NULL;node[i]->rchild=NULL;}node[0]->lchild=node[1];node[0]->rchild=node[2];node[1]->lchild=node[3];node[2]->lchild=node[4];node[2]->rchild=node[5];node[3]->lchild=node[6];node[3]->rchild=node[7];node[4]->rchild=node[8];printf("按先序遍历:");preorder(node[0]);printf("\n按中序遍历:");inorder(node[0]);printf("\n按后序遍历:");postorder(node[0]);getchar();return 0;}实验结果如下:三、主要仪器设备计算机(C++语言环境)实验二数表的程序化处理一、实验名称:数表的程序化处理二、实验目的1、掌握对工程手册和设计规中的各种数据表格(包括数值、数表、线图)的计算机处理技术。
CAD CAM 综合实验报告
CAD/CAM综合实验报告实验内容:结合学生的专业和课题的情况,设计某产品。
实验要求:1.系统掌握一种CAD软件,熟练掌握产品三维设计、零件装配等功能,完成产品设计与装配。
2.对产品所有的零件进行必要的色彩搭配。
3.选择一个较复杂的零件进行数控编程,程序符合数控加工的要求,能进行实际加工。
实验步骤:1.CAD软件名称及版本实验选择UGNX6.0,UG(Unigraphics NX)是Siemens PLM Software公司出品的一个产品工程解决方案,它为用户的产品设计及加工过程提供了数字化造型和验证手段。
Unigraphics NX针对用户的虚拟产品设计和工艺设计的需求,提供了经过实践验证的解决方案。
NX 是 UGS PLM 新一代数字化产品开发系统,它可以通过过程变更来驱动产品革新。
NX 独特之处是其知识管理基础,它使得工程专业人员能够推动革新以创造出更大的利润。
NX 可以管理生产和系统性能知识,根据已知准则来确认每一设计决策。
NX 建立在为客户提供无与伦比的解决方案的成功经验基础之上,这些解决方案可以全面地改善设计过程的效率,削减成本,并缩短进入市场的时间。
通过再一次将注意力集中于跨越整个产品全生命周期的技术创新,NX 的成功已经得到了充分的证实。
这些目标使得NX 通过无可匹敌的全范围产品检验应用和过程自动化工具,把产品制造早期的从概念到生产的过程都集成到一个实现数字化管理和协同的框架中。
2.设计过程进入UG界面,新建一个模型,由于零件的操作几乎是类似的,所以在这里只介绍一种零件的建模过程。
如图所示:图1 UG界面2.1 创建圆柱体单击【特征】-【圆柱】,创建一个圆柱体。
图2 圆柱体单击【特征】-【螺纹】按钮,在圆柱体上建立螺纹。
图3 螺纹2.3创建导棒单击【创建草图】,在草图环境中,勾画一个圆,退出草图环境,单击【拉深】,在波尔运算中,选择求交。
图4 导棒2.4倒圆角单击【边倒圆】,设置倒圆半径。
cad与cam实训报告范文10页

千里之行,始于足下。
cad与cam实训报告范文10页CAD(Computer-Aided Design)和CAM(Computer-Aided Manufacturing)是现代制造业中常用的两种技术,它们通过计算机辅助的方式提高了工程设计和制造的效率和精度。
本文将针对CAD与CAM实训的内容,分别介绍实训的目的、实训的具体内容、实训的收获和体会,以及对将来的展望。
首先,我们来介绍一下CAD与CAM实训的目的。
CAD与CAM实训的目的是为了让学生熟悉和掌握CAD与CAM的基本功能和操作,在实践中提高工程设计和制造的能力。
通过实训,学生将能够更好地理解工程设计和制造的整个流程,对不同的产品进行建模和设计,并且通过CAM将其转化为实际的制造工艺。
接下来,我们将具体介绍实训的内容。
实训的内容主要包括CAD的基本操作和功能、CAD建模的技巧和规范、CAM的基本操作和功能,以及CAM的工艺分析和优化等。
在CAD的实训中,学生需要学习CAD软件的基本操作,比如绘图、修改、缩放等,同时还要学习CAD建模的技巧和规范,比如构建几何体、应用曲线和曲面等。
在CAM的实训中,学生需要学习CAM软件的基本操作,比如导入CAD模型、选择加工工艺和工具路径等,同时还要学习CAM的工艺分析和优化,比如进行切削力和切削温度的模拟和分析,以及对工艺参数的优化。
通过实训,我们不仅掌握了CAD和CAM的基本功能和操作,还学会了如何进行工程设计和制造的整个流程。
我们将所学的知识应用到实际项目中,在实操中提高了我们的操作能力和解决问题的能力。
接下来,我们来介绍一下实训的收获和体会。
通过CAD与CAM实训,我们不仅提高了工程设计和制造的技能,还培养了我们的创新和合作能力。
在实训第1页/共2页锲而不舍,金石可镂。
过程中,我们遇到了各种不同的问题和挑战,在与同学们的合作中解决了这些问题,从中学会了如何与他人合作并分工合作。
通过实训,我们还发现了CAD和CAM在工程设计和制造中的巨大优势。
模具CAD、CAM实训报告
模具CAD、CAM实训报告1. 引言本报告旨在总结和讨论模具CAD(计算机辅助设计)和CAM(计算机辅助制造)实训的经验和成果。
模具设计和制造是现代工业生产过程中的重要环节,准确的CAD和CAM技术的应用可以提高生产效率、降低成本,并保证产品的质量。
在本实训中,我们通过学习CAD和CAM软件的使用,从事模具设计和制造的实践操作,以提高我们的技术水平和应用能力。
2. 实训内容2.1 CAD软件的学习和应用在实训开始阶段,我们首先进行了CAD软件的学习。
我们选择了AutoCAD作为主要的CAD设计工具。
AutoCAD是一款强大的二维和三维CAD软件,被广泛应用于建筑、机械设计等领域。
我们通过学习AutoCAD的基本操作和常用工具,掌握了绘图技巧和命令的使用。
在实际操作中,我们使用AutoCAD进行了模具零件的绘制和装配、尺寸标注、剖视图的生成等工作。
2.2 CAM软件的学习和应用在完成CAD设计后,我们进一步学习了CAM软件的使用。
CAM软件可以将CAD设计转化为机器可执行的代码,实现自动化的加工过程。
我们选择了Mastercam作为CAM软件进行学习和实践。
Mastercam是一款功能强大的CAM工具,广泛应用于数控加工和模具制造领域。
通过学习Mastercam的操作界面和基本功能,我们能够将CAD设计文件导入Mastercam中,进行刀具路径的生成、工艺参数的设定,并最终生成可供数控机床加工的代码。
3. 实训成果3.1 模具CAD设计成果通过实训,我们完成了多个模具CAD设计任务。
我们首先进行了模具零件的绘制,绘制了主要的模具零件包括模具座、上模板、下模板等。
我们使用AutoCAD进行了绘制、编辑和尺寸标注,保证了设计的准确性和可读性。
然后,我们将这些模具零件进行了装配,使用AutoCAD的装配功能,生成了模具的三维装配图。
通过装配图,我们可以清晰地了解模具的结构和组成,并进行必要的修正和优化。
机械CADCAM实验报告

机械CADCAM实验报告实验名称:机械CADCAM实验实验目的:通过学习CADCAM系统,掌握计算机辅助设计和制造的基本操作,能够完成机械零件的绘制和加工。
实验原理:CADCAM系统是计算机辅助设计和制造的集成系统,主要包括CAD (计算机辅助设计)和CAM(计算机辅助制造)两部分。
CAD是通过计算机绘制出一幅图的过程,而CAM则是将绘制好的图形通过计算机让机床进行加工的过程。
CADCAM系统使得机械制造的效率和精度都比传统的手工制造方式有了很大的提高。
实验内容:1. 绘制基本图形:直线、圆、矩形等。
打开CADCAM系统,选择新建图纸,在画布上绘制直线、圆和矩形等基本图形,学习如何控制线宽、线型、颜色等绘图属性。
2. 绘制立体图形:正方体、球体等。
通过将基本图形进行组合和加工,绘制出立体图形,学习如何使用复合命令、拉伸命令、旋转命令等。
3. 编辑零件:修剪、延伸、旋转等。
对绘制好的零件进行编辑,学习如何使用修剪命令、延伸命令、旋转命令等对零件进行变形和修正。
4. 设计工程图:视图、尺寸、注释等。
通过对零件进行投影和标注,制作出工程图,学习如何使用视图组合、尺寸标注和注释等功能。
5. CAM加工:生成刀路、设定加工参数等。
将工程图导入CAM软件中,生成刀路并设定加工参数,最终完成零件的加工。
实验步骤:1. 打开CADCAM软件,选择新建图纸,设置图纸大小和画布大小。
2. 绘制基本图形,如直线、圆、矩形等,学习如何控制线宽、线型、颜色等绘图属性。
3. 通过将基本图形组合和加工,绘制出立体图形,学习如何使用复合命令、拉伸命令、旋转命令等。
4. 对绘制好的零件进行编辑,学习如何使用修剪命令、延伸命令、旋转命令等对零件进行变形和修正。
5. 制作工程图,学习如何使用视图组合、尺寸标注和注释等功能。
6. 将工程图导入CAM软件中,生成刀路并设定加工参数,最终完成零件的加工。
实验结果:通过本次实验,我掌握了CADCAM系统的基本操作,学会了绘制基本图形和立体图形、编辑零件、制作工程图和CAM加工等技能。
CADCAM实训报告
《CAD/CAM实训(一)》上机实验报告第1次实验名称:UG Nx6。
0软件安装及环境界面实验目得:1、掌握UG NX6、0安装过程及其注意事项2、熟悉UG NX6。
0基本环境3。
掌握UG NX6.0基本操作方法实验内容:1。
UG NX6.0安装过程及注意事项1、1首先把安装包复制到F盘得根目录下。
1。
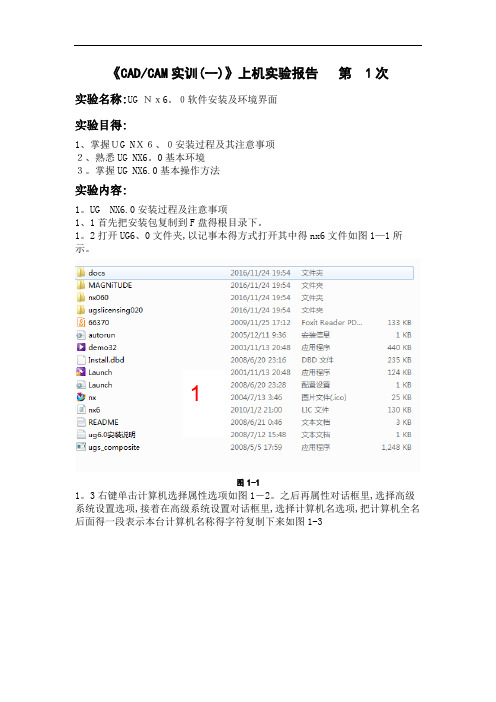
2打开UG6、0文件夹,以记事本得方式打开其中得nx6文件如图1—1所示。
1图1-11。
3右键单击计算机选择属性选项如图1-2。
之后再属性对话框里,选择高级系统设置选项,接着在高级系统设置对话框里,选择计算机名选项,把计算机全名后面得一段表示本台计算机名称得字符复制下来如图1-32图1-23 4图1-31。
4在以记事本打开得nx6文件下把SERVER后面得一段字符用刚才复制得本机得计算机名称替换掉。
需要替换得字符串如图1—4所示,注意字符串前后得空格不要删除掉。
替换之后得结果如图1—5所示。
5图1-46图1—51。
5打开Launch应用程序如图1-6所示、7图1-61.6在安装NX与licenseserver之前现在UG6、0得文件夹下新建两个文件夹,分别命名为NX与license server,如图1—7所示。
8图1—71。
7安装licenseserver软件,注意将文件安装在F盘得UG6。
0文件夹里得license server文件夹下如图1—8所示,之后点击下一步,就到了使用许可证这一步时,点击浏览,选择F盘得UG6。
0文件夹下得nx6。
lic 文件如图1-9,后面就没有什么要注意得,接着就可以完成license server 文件得安装、9图1-810图1-91、8安装NX软件,在安装类型对话框里选典型选项,注意将文件安装在F盘得UG6、0文件夹里得NX文件夹下,如图1-10所示,点击下一步,进入到许可对话框,注意28000@后面与您得计算机名就是否一致,如果一致,就不用做修改,如果不一致就要改成与您得计算机名一致,如图1—11所示,接下来在N X语言对话框选择简体中文,之后就可以完成NX软件得安装。
CAD与CAM实训报告
使用折弯系数表计算折弯系数/折弯扣除;
使用成形工具创建特征,例如筋、窗、矛状器具、浮凸和拉伸法兰;
将糙度细节添加到模型或者工程图上的钣金件;
自动展开零件,以生成包括折弯补偿的展开图以供制造;
在设计过程中自动估计钣金件制造成本。
2.5
solidworks焊件优势:
分型线工具
分型面工具
自动化“填充曲面”功能,用于轻松创建关闭曲面
型心和型腔分割工具
SolidWorks 3D模具基体,直接由主要模具供应商在线提供
SolidWorks配置,用于创建可自定义的模具和模具零部件配置
比较零件工具,当发生设计更改时,在3D中直观查看添加和删除了哪些几何体
模具填充仿真
生产质量的模具工程图创建工具
AssemblyXpert提供了许多加快大型装配体设计速度的建议,如SolidWorks性能设置。
爆炸视图记录并解释您的产品设计,帮助规划下游制造步骤。
2.4
Solidworks钣金设计优势:
转换SolidWorks或导入的CAD模型,创建原始零件,或者围绕一组零件进行设计;
生成基体、边线、斜接和扫描法兰;
CAD/CAM课程设计报告
院系:物理与机电工程学院
班级:2011级机械设计制造及其自动化(1)
姓名:柯 建 坤
学号:2011043523
日期:2014.12.8-2014.12.13
第
1.1
SolidWorks软件是世界上第一个基于Windows开发的三维CAD系统,由于技术创新符合CAD技术的发展潮流和趋势,SolidWorks公司于两年间成为CAD/CAM产业中获利最高的公司。功能强大、易学易用和技术创新是SolidWorks的三大特点,使得SolidWorks成为领先的、主流的三维CAD解决方案。SolidWorks能够提供不同的设计方案、减少设计过程中的错误以及提高产品质量。SolidWorks不仅提供如此强大的功能,同时对每个工程师和设计者来说,操作简单方便、易学易用。
CADCAM实验报告1
学生实验报告(理工类)课程名称: CAD/CAM 专业班级: M12机械(专转本)学生学号 1221408019 学生姓名:丁世斌所属院部:龙蟠学院指导教师:时维元20 13 ——20 14学年第 1 学期金陵科技学院教务处制实验项目名称:拉伸实体特征设计实验学时: 4同组学生姓名:实验地点:工科楼C- 304 实验日期:2013-09-12和2012-09-17 实验成绩:批改教师:时维元批改时间:一、实验目的和要求1.学会应用PRO/E软件进行零件的建模,掌握零件建模的一般过程。
2.熟练掌握二维草绘的各种命令的使用。
3.掌握尺寸标注,文字标注方法。
4.熟练掌握零件拉伸特征的创建方法。
二、实验仪器和设备1.电子计算机、鼠标器、键盘、局域网络。
2.PRO/Engineer 5.0应用软件,局域网教学软件。
3.自备存储设备如软盘、优盘等。
三、实验过程1、单击“拉伸”按钮。
2、在出现的操控板中选取拉伸类型,并确认“实体类型”按钮被按下。
3、定义草绘截面放置属性:(1)在草绘区中右击,从弹出的快捷菜单中选择定义内部草绘命令,系统弹出“草绘”对话框;(2)定义截面草图的放置属性;(3)绘制电脑桌桌面;(4)完成截面绘制后,单击“草绘”工具栏中的“完成”按钮。
4、定义深度类型及其深度。
在操控板中,选取“深度类型”按钮,输入深度值15.5、选取深度方向。
6、在操控板中,单击“完成”按钮,完成电脑桌桌面特征的创建。
7、按照前面的步骤完成电脑桌的其他部分。
8、为使电脑桌桌面和靠背粘合的更为光滑,做倒圆角。
9、按照前面绘制桌面的步骤进行桌脚的绘制。
四、实验结果与分析1.将绘制完成图形文件及实验报告文件夹内。
(文件夹名称为学号姓名)2.设计的零件模型如下。
实习总结 cad与cam实训报告范文3篇

cad与cam实训报告范文3篇实训是学生对于计算机实际操作能力和提高巩固计算机应用水平的一项非常重要的教学过程,本文是为大家整理的cad与cam实训报告范文,仅供参考。
cad与cam实训报告范文篇一:一、实训目的学习掌握UG软件的CAD模块的基本操作。
二、实训准备准备UG软件、U盘、CAD基本操作基础。
三、实训要求1、通过实例讲解,抓住机械制图"形体分析法",进一步学会正确分解三维实体模型,以有利于学习理解、掌握UG的基本操作。
2、在了解UG软件的基础上,熟练掌握UG的CAD模块之应用,为学习UG辅助编辑打好基础。
3、独立完成实训任务及自学内容,独立完成实训报告的书写。
4、遵守实训作息时间,保证实训进度。
2、在了解UG软件的基础上,熟练掌握UG的CAD模块之应用,为学习UG辅助编辑打好基础。
完成任务按步骤图的顺序大体分为如图1-1所示的操作过程。
具体操作步骤如下:1、新建所需的文件存储路径。
2、打开UG程序,在菜单栏中选择"文件"中的"新建"命令,或者在工具栏中单击(新建)按钮,打开新建对话框,选择正确的保存位置和建立正确的文件名,然后"确定"进入建模工作界面。
3、在坐标原点放置一个圆柱,圆柱体素特征如图1-2所示,按工程图所给的尺寸正确输入,然后单击"确定"。
具体操作步骤如下:1、新建所需的文件存储路径。
2、打开UG程序,在菜单栏中选择"文件"中的"新建"命令,或者在工具栏中单击(新建)按钮,打开新建对话框,选择正确的保存位置和建立正确的文件名,然后"确定"进入建模工作界面。
3、在坐标原点放置一个圆柱,圆柱体素特征如图1-2所示,按工程图所给的尺寸正确输入,然后单击"确定"。
"求差",圆柱底面的大孔(直径78,深12.5)与圆台上的孔做法相似。
CADCAM实习报告
一、实习目的本实习是继《计算机辅助设计与制造》课程之后的实验性实习,在两周的实习时间中,通过实习巩固《计算机辅助设计与制造》课程所学知识,使学生能够用CAD/CAM技术解决工程实际问题,并且熟悉部分具体的操作过程。
增强对知识的巩固,提高动手能力。
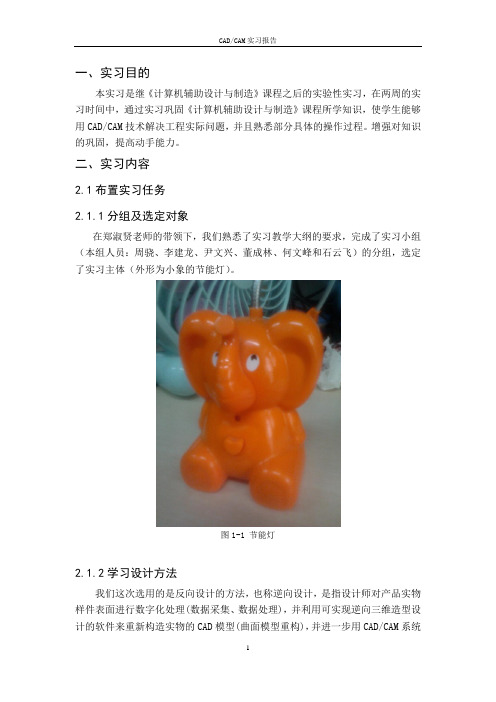
二、实习内容2.1布置实习任务2.1.1分组及选定对象在郑淑贤老师的带领下,我们熟悉了实习教学大纲的要求,完成了实习小组(本组人员:周骁、李建龙、尹文兴、董成林、何文峰和石云飞)的分组,选定了实习主体(外形为小象的节能灯)。
图1-1 节能灯2.1.2学习设计方法我们这次选用的是反向设计的方法,也称逆向设计,是指设计师对产品实物样件表面进行数字化处理(数据采集、数据处理),并利用可实现逆向三维造型设计的软件来重新构造实物的CAD模型(曲面模型重构),并进一步用CAD/CAM系统实现分析、再设计、数控编程、数控加工的过程。
图1-2逆向设计的流程示意图在数据采集这一步,我们采用的是三维扫描的方法。
Roland pix-30 PICZA 机械式三位扫描仪具有很高的准确性和可靠性,可准确、迅速地测量出物体的基本几何形状,如平面,圆柱面,球面等。
其缺点是:探头易磨损,测量速度慢,接触探头在测量时,接触探头的力将使探头尖端部分与被测件之间发生局部变形而影响测量值的实际读数。
图1-3 扫描设备: Roland pix-30 PICZA机械式三位扫描仪而曲面模型重构阶段我们使用的软件是Geomagic Studio 10。
它可以帮助我们实现多边形曲面的拼接、组合和修复,使5个扫描视图面最终合成为三维曲面模型,最终导出为ASCII 文件用于成型加工。
熔融挤压快速成型技术综合了机械工程、CAD 、数控技术及材料科学技术,设备是在计算机控制与管理下,根据零件的CAD 模型,采用材料精确堆积(由点堆积成面,由面堆积成三维实体)的方法制造原型或零件。
图1-4 加工设备:熔融挤压快速成型机,型号Inspire S250,软件版本5.042.2零件反求及设计2.2.1零件反求经郑老师许可,我们将实习主体送到CAD/CAM 实验室扫描,以获取Auto CAD 图形交换文件。
cad与cam实训报告范文(3篇)

cad与cam实训报告范文(3篇)cad与cam实训报告范文(通用3篇)cad与cam实训报告范文篇1一、实习目的1、通过实习了解CAD/CAM设计方法,完成由CAD到CAM的设计任务。
2、熟练使用UG N_软件建模、装配、仿真和制图模块,具备新产品的开发和设计能力。
3、熟悉典型零件的加工工艺规程,进一步熟练UG N_加工模块中车、铣、点位加工的基本操作。
二、实习内容1、按照图纸要求完成减速器各部分零部件的建模,并完成装配和仿真,同时生成装配图纸。
2、在CAD实习(减速器的建模与装配)的基础上,完成减速器的四个主要部件(齿轮轴(包括大轴、小轴)、变速箱机盖、变速箱底座)的数控加工,生成数控代码。
三、实习步骤零件一:调整垫片画草图零件二:小通盖画草图然后拉伸;在底园上建三个凸台在顶园上画草之后进行拉伸在底面上进行打孔之后进零件三:M6螺钉:建个多边形进行拉伸;在再画一个圆拉伸圆并边倒圆与拉伸多边形进行求差,在原来的多边形上拉伸并与上一步形成的框架求差,分别拉伸原来的`多边形和圆至另一端;边倒圆求差同上进行求差,建凸台进行螺纹;零件四:齿轮轴:创建底圆,再底圆上建凸台建立基准平面在基准上进行腔体形成下图,草图画圆然后进行拉伸求差最后进行进行螺纹零件五:大封盖:建立和零件二基本相同啊零件六:建立同零件三;零件七;建立底圆和凸台,在建圆柱与之求差,然后进行打孔边倒圆;零件八:与零件四基本相零件九:建立长方体边倒cad与cam实训报告范文篇2通过实训,我学到了如何给汽车轮胎做保养,首先是将轮胎拔下来,检查一下刹车片有没有故障,是否可以继续用下去,假设磨损较大,就应换新刹车片,然后把车轮上的轴承取下来用汽油清洗干净,抹上新的球子油,然后放回原位,装好轮胎,装上半轴,同时检查半轴是否有打坏的迹象,如有:应换新的然后装上,就这样轮胎的维修,保养就做好了。
除了给轮胎做保养以外,还要给车的底盘打黄油,车的底盘下,有许多的黄油嘴,有的在半轴上,怎样才算给汽车底盘打好黄油呢开始我也不知道:我只看到师傅在底下弄,后来我产生了好有于是我间师傅,师傅细心的为我一一解释。
CAD-CAM报告

CAD/CAM上机实验报告班级学号姓名2010年11月23日报告内容1、计算机辅助编程软件Master CAM的特点、功能特点:MasterCAM作为基于PC平台开发的CAD/CAM软件,虽然不如工作站软件功能全、模块多,但就其性价比来说更有灵活性。
MasterCAM对硬件要求较低,且具有操作灵活、易学易用的特点,能使企业很快见到效益。
功能:MasterCAM从功能上分为CAD与CAM两部分,从产品模块上分为Mastercam Design、Mastercam Mill、Mastercam Lathe和Mastercam Wire四个功能模块。
Mastercam Design(设计)模块提供了强大的造型功能,不仅可以设计和编辑复杂的二维、三维曲线,还能生成方程曲线,采用NURBS、Parametric等数学模型,强大的实体功能。
用户可创造出复杂曲线、曲面或实体零件。
Mastercam Mill(铣削加工)模块具有强大的铣削加工功能,主要用于二维或三维铣削刀具路径。
Mastercam Lathe(车削加工)模块用于生成车削加工刀具路径,可以进行精车、粗车、车螺纹、径向切槽、钻孔、镗孔等加工。
Mastercam Wire(线切割加工)模块是非常优秀的线切割软件,用它可以快速设计、加工机械零件,还可组织、相关的文档。
Mastercam系统具有功能强大、操作灵活、易学易用的特点,深受广大编程人员的喜爱。
2、零件的几何建模草图建模(半径80)重复以上步骤。
单击图标,删除多余的线条。
效果如图所示:画出来如图所示:3、加工方案与加工参数的选择加工方案:建立毛坯-选择刀具类型及参数-选择加工参数-确定加工起始点-选择加工方法-选择加工表面-刀具轨迹仿真-生成数控加工代码操作步骤:然后Done,就出现如图所示:1. 设定粗加工参数:然后Done,效果如图所示:2.设定精加工参数:选择参数:效果如图所示:数控加工仿真4、后置处理与部分加工程序(首、尾各十行)生成代码。
CADCAM初步实践报告

CAD/CAM初步实践报告学号________ 姓名_ ____ _____ 成绩_______ _____一、问答题1.什么是CAD、CAM、CAD/CAM集成?CAD:计算机辅助设计(CAD-Computer Aided Design)指利用计算机及其图形设备帮助设计人员进行设计工作。
CAM:计算机辅助制造是指在机械制造业中,利用电子数字计算机通过各种数值控制机床和设备,自动完成离散产品的加工、装配、检测和包装等制造过程。
简称CAM。
CAD、CAM集成:CAD/CAM就是产品从设计到制造全过程的信息集成和信息流自动化2.网络化制造的特征有那些?(1)敏捷化:敏捷化是网络化制造的核心思想之一;(2)分散化:表现为资源分散化和制造系统中生产经营管理决策的分散化(3)动态化:根据市场和产品的动态变化,网络化制造联盟随之发生动态变化(4)协作化:资源的充分利用体现在形成产品的价值链中的每一个环节(5)集成化:要充分发挥资源的效率就必须将制造系统中的各种分散的资源能够实现实时集成(6)数字化:借助信息技术,实现真正完全无图纸的虚拟设计,数字化和虚拟化制造(7)网络化:组建高效的网络化联盟需要将电子网络作为支撑环境,并充分利用现代化通信技术和信息技术3.简述数字化设计制造的流程。
(1). CAD---计算机辅助设计:进行结构分析、加工制造等,二维工程图设计,辅助绘图,协助创建、修改、分析和优化设计.(2)CAE---计算机辅助工程分析:CAE (Computer Aided Engineering)通常指有限元分析和机构的运动学及动力学分析。
有限元分析可完成力学分析(线性.非线性.静态.动态);场分析(热场、电场、磁场等);频率响应和结构优化等。
机构分析能完成机构内零部件的位移、速度、加速度和力的计算,机构的运动模拟及机构参数的优化。
(3)CAM---计算机辅助制造:CAM中最核心的技术是数控技术。
通常零件结构采用空间直角坐标系中的点、线、面的数字量表示,CAM就是用数控机床按数字量控制刀具运动,完成零件加工。
CAD-CAMs上机实验报告
CAD/CAM上机实验报告学院工程机械学院班级25040803姓名宋年波学号2504080313指导教师吴文悌2010年11月23日计算机辅助编程软件Master CAM的特点、功能特点:MasterCAM作为基于PC平台开发的CAD/CAM软件,虽然不如工作站软件功能全、模块多,但就其性价比来说更有灵活性。
MasterCAM对硬件要求较低,且具有操作灵活、易学易用的特点,能使企业很快见到效益。
功能:MasterCAM从功能上分为CAD与CAM两部分,从产品模块上分为Mastercam Design、Mastercam Mill、Mastercam Lathe和Mastercam Wire四个功能模块。
Mastercam Design(设计)模块提供了强大的造型功能,不仅可以设计和编辑复杂的二维、三维曲线,还能生成方程曲线,采用NURBS、Parametric等数学模型,强大的实体功能。
用户可创造出复杂曲线、曲面或实体零件。
Mastercam Mill(铣削加工)模块具有强大的铣削加工功能,主要用于二维或三维铣削刀具路径。
Mastercam Lathe(车削加工)模块用于生成车削加工刀具路径,可以进行精车、粗车、车螺纹、径向切槽、钻孔、镗孔等加工。
Mastercam Wire(线切割加工)模块是非常优秀的线切割软件,用它可以快速设计、加工机械零件,还可组织、相关的文档。
Mastercam系统具有功能强大、操作灵活、易学易用的特点,深受广大编程人员的喜爱。
实验报告二:数控铣削加工1、确定加工工艺分析被加工零件图样,明确加工内容和技术要求,确定零件的加工工艺方案,制定数控加工工艺路线。
2、零件的几何建模草图建模(半径80)创建正五边形:将正五边形各对角线用直线连接起来重复以上步骤。
单击图标,删除多余的线条。
效果如图所示:修剪打断,删除五角星内多余的线段:画出垂直中心线画出来如图所示:3、加工方案与加工参数的选择加工方案:建立毛坯-选择刀具类型及参数-选择加工参数-确定加工起始点-选择加工方法-选择加工表面-刀具轨迹仿真-生成数控加工代码操作步骤:然后Done,就出现如图所示:1. 设定粗加工参数:然后Done,效果如图所示:2.设定精加工参数:选择参数:效果如图所示:数控加工仿真4、后置处理与部分加工程序(首、尾各十行)生成代码。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《计算机辅助设计与制造》
实验报告
班级:
姓名:
学号:
指导教师:
机械工程自动化学院
凸轮设计加工CAD/CAM一体化
二、实验目的
使学生能够熟练的掌握三维设计软件SolidWorks与MasterCAM的使用方法,为无纸化设计奠定基础。
三、试验设备
硬件:计算机
软件:SolidWorks与MasterCAM。
四、实验内容
指导教师提供一产品原始资料包括工程图,提供计算机及网络环境,以及对实验结果的要求,实验全部由学生独立完成,完成零件建模设计及其自动化编程。
五、实验步骤
1、solidworks建模
a)以上视基准面作为草绘平面进行草图绘制,绘制一个∅280mm的圆;通过创建特征进行
拉伸,拉伸深度为18mm
b)在创建的拉伸特征上再进行草图绘制,绘制∅65mm的圆,重复步骤a)拉伸深度为17mm
c)以∅65mm的圆心为圆心画圆,通过智能尺寸约束为∅35mm,通过拉伸切除命令创建通
孔。
d)按零件图所给尺寸画出凸轮槽的中心线,将它变为构造线,通过等距实体命令以及拉伸
切除命令做出凸轮槽,注意相切约束。
e)建模完成后保存,还要另存为step格式,以便作为仿真实验的原始资料。
2、mastercam仿真
a)通过档案转化将建模时生成的step格式文件导入mastercam。
b)通过旋转命令将在mastercam的俯视图与在solidworks中的上视基准面视图一样,这样
做的目的是使二者坐标原点重合。
c)通过工作设定命令创建毛坯,通过刀具路径进行仿真加工,最后进行后处理,到处NC
加工代码。
d)在仿真加工过程中,注意岛屿加工,一般挖槽,边界再加工等方式的区别与理解。
a)建模结果
b)仿真加工截图
c)NC加工代码(部分)
%
O0000
(MATERIAL - ALUMINUM MM - 2024)
( T219 | 10. FLAT ENDMILL | H219 )
( T360 | 35. DRILL | H360 )
N100 G21
N102 G0 G17 G40 G49 G80 G90
N104 T219 M6
N106 G0 G90 G54 X189.307 Y325.843 A0. S0 M5 N108 G43 H219 Z25.
N110 Z10.
N112 G1 Z-35. F0.
N114 X199.307
N116 G2 X209.307 Y315.843 I0. J-10.
N118 G3 X354.307 Y170.843 I145. J0.
N120 X499.307 Y315.843 I0. J145.
N122 X354.307 Y460.843 I-145. J0.
N124 X209.307 Y315.843 I0. J-145.
N126 G2 X199.307 Y305.843 I-10. J0.
N128 G1 X189.307
N130 G0 Z25.
N132 S1909 M3
N134 X354.307 Y315.843
N136 Z10.
N138 G1 Z-17. F95.5
……
N2026 X302.978 Y237.66 I78.999 J0.
N2028 G1 X364.229 Y228.784
N2030 G3 X379.307 Y227.697 I15.078 J104.059 N2032 X409.328 Y232.074 I0. J105.146
N2034 X416.472 Y241.658 I-2.856 J9.584
N2036 X416.056 Y244.513 I-10. J0.
N2038 G1 X413.751 Y252.249
N2040 G0 Z-6.
N2042 Z10.
N2044 X343.859 Y234.262
N2046 G1 Z-31. F190.9
N2048 X344.934 Y241.685 F381.8
N2050 G3 X345.037 Y243.119 I-9.896 J1.434 N2052 X336.472 Y253.015 I-9.999 J0.
N2054 G1 X305.847 Y257.453
N2056 G2 X255.307 Y315.843 I8.46 J58.39
N2058 X284.962 Y367.028 I59. J0.
N2060 G1 X333.039 Y394.591
N2062 G2 X370.281 Y404.776 I38.268 J-66.748 N2064 X371.418 Y404.784 I1.137 J-85.236
N2066 X456.484 Y325.047 I0. J-85.244
N2068 X456.781 Y315.843 I-142.177 J-9.204 N2070 X435.642 Y268.998 I-62.474 J0.
N2072 X379.307 Y247.697 I-56.335 J63.845
N2074 X367.097 Y248.578 I0. J85.146
N2076 G1 X336.472 Y253.015
N2078 G3 X335.038 Y253.118 I-1.434 J-9.896 N2080 X325.141 Y244.553 I0. J-9.999
N2082 G1 X324.066 Y237.13
N2084 G0 Z25.
N2086 M5
N2088 G91 G28 Z0.
N2090 G28 X0. Y0. A0.
N2092 M30
%。