国产细纱机新型牵伸元件及工艺配置与成纱质量的关系
FA492粗纱机工艺参数与成纱质量的关系
棉机一 F 豪猪 开 棉机—A 6 电气配 棉器一 A 9 C A16 0 O2 0 2 型 棉箱 给 棉机 一 A 7 成卷 机 一F 2 1 梳 棉机 一F 3 2 O6 A 0 B A 0 予
并条机 一E 2 3 条卷机 一E 2 6 精梳 机 一F 3 2 A 2 并条 机 一
2纺纱试验及工艺优 选
F 2 纱 机 在 我 公 司 以 纺 制 CJ . t 、 A49 粗 8e 5 X CJ .t x 73 e 、纯 棉 精 梳 高 支 纱 为 主 ,本 文 主 要 以 纺 制
Cd .tx 58e 品种 时 ,探 讨对 粗纱 工艺 的优 选。
F 9 粗 纱 机 7 , 要 生 产 纯 棉 精 梳 产 品 ,如 : A4 2 台 主
1F 4 2 A 9 粗纱机 的性 能特点及 工艺参数
F 4 2 纱机 的主 要 技术 参 数及 技 术规 格 :适纺 纤 A 9粗 维 长 度2 ~3 mm,适纺 线 密度 2 0~1 0 tx 2 8 0 0e ,捻 度范 0
F 42 A 9 粗纱 机 一F 5 6 纱机 。 A0细
C 97e 、C 73e 、C 58e 等 。使 用 F 4 2 型 高 J .tx J .tx J . x t A 9新 速 悬锭 电脑粗 纱 机 , 目的在 于提 高 粗 纱质 量 ,减少 高 支 纱 的细 节 、弱 环 ,使 成纱 质 量 满足 织 造 工序 的 要 求。 它 采 用先 进 的 电脑 控 制技 术 ,取掉 了原 有粗 纱 机 的铁 炮 变 速 机 构 、机 械 成 形机 构 ,采 用进 [变频 器 ,实现 无 极 变 2 1 速 。 四个 变频 电机分 别 驱 动锭 翼 、罗拉 、卷绕 、升 降 系 统 ,运 用成 熟 的计 算 机 控 制技 术 ,实现 了四大 运 动 系统 的 同步 匹配 ;配备 悬 挂 式全 封 闭 高速 锭 翼 ,最 高机 械 锭 速 达 1 0 转/ ,是 目前 国 内较 先 进 的 高速 悬 锭 电脑 粗 50 分
纺织器材专件性能分析及与成纱质量关系的探讨

而且, 今后 纺织 工业 面 临 的 新形 势 已经 从 产销 量 转 化 到 质量 和品种 上 来 , 量 和 品种 已成 为 纺织 企 业 质
大程度 地减 少离 散 , 降低弱 环发 生 的机 率 , 根据 各个 细节特 性配 置器 材 、 件 。 专 1 3 易忽视 及 不 能完 全 解 决 的 问题 。在 纺纱 过 程 . 中有些 质量 问题 不能 完全解 决 , 只能 尽力 去弥 补 、 完 善 , 时通 过 器 材 、 件 的 优 化 可 以 达 到 较 好 的 效 这 专
针布 隔距 的工 艺设定 , 接影 响 到梳理 效果 , 面要 直 针
作 者 简 介 : 克 华 ( 9 7 ) 男 , 鲁 木 齐 人 , 级 工 程 黄 17一 , 乌 高 师 , 册 棉 花 质 量 检 验 师 , 册 质 量 工 程 师 , 要 从 事 棉 花 质 注 注 主 量 检验 、 花厂质量 控制 , 织工 艺及 质量 控制 、 品开发 、 轧 纺 产 生产计 划 、 备管理 , 线接单 、 售等工作 。 设 纱 销
吸引力 的价 格 和适 当的质 量恰 能满 足市场 需求 。纺 织厂 在 生产过 程 中沿用 以往 、 常规 的工 艺及 设 备 配
锡林一 盖 板分梳 区域 是 梳棉 机 的主要 自由分 梳 区 , 担着 主梳 理 的功能 , 承 是整 台机 器梳 理功 能 的关
键 。随着材 质及 工 艺 的 提 高 , 型棉 型锡 林 针 布 发 新
果 。 比如 , 多数 企业在 器 材专件 管理 方 面 , 纺 比较 前 重 视针 布 , 细纱 比较重 视牵 伸部 件 , 往 忽视 了细纱 往
பைடு நூலகம்
生存 的关键 。面临这种 局 面 , 织器 材 、 件将成 为 纺 专
细纱重定量大牵伸工艺对成纱质量的影响
近 年 来 , 定量 纺 纱工 艺 引起 了纺 纱工 艺 领域 的 一场 大变 革 , 传 统 的 “ 定量 、 速度 ” 艺理 念形 重 对 轻 慢 工 成 强 烈 的冲 击.随 着纺 纱 机 械行 业 的技 术进 步 , 械制 造 质 量 的大 幅提 高 , 量先 进 设备 的 引进 , 纱工 机 大 纺
了纱 线 内纤 维 的结构 状态 , 纱 线 内纤 维分 布 的结 构恶化 . 使 4 结语 通 过 此 次生 产 实践 证 明 , 细 纱 工 序 实行 重 定 量 大牵 伸 的 工艺 , 对 成 纱百 米 重 量 C % 、 纱 强力 在 会 V 单 C %、 长 C V 伸 V%、 V %产 生不 利 影响 . Cb 1 在 同一 粗 纱 下 , 纱牵 伸倍 数 与 成 纱 重量 C %、 纱 强 力 C %、 纱伸 长 C %之 间 处 于 正强 相 ) 细 V 单 V 单 V 关, 存在 随着牵 伸倍 数增加 而增 大的趋 势 ; 而细纱 牵伸倍 数与条 干 C b 间处于 弱相关 , 关性不 明显. V %之 相 2 设 备状 况 对 试验 数 据 的 可靠 性 影 响 明显 , 用状 况 好 的设 备进 行 纺纱 试 验 , ) 使 试验 数 据分 布 的规 律
南 通纺 织 职业 技术 学 院学 报 ( 合版 ) 综
表 2 千 定 量 为 5 2 / O 粗 纱 所 纺 纱线 技术 指 标 .g l m
8 6 4 2 O 8 6 4 2 O
2 1 焦 01
表 3 干 定 量 为 55 / 0 粗 纱 所 纺 纱 线 技 术指 标 .g 1 m
细纱牵伸器材及工艺配置对成纱细节的影响

为了应 对 当前 纺 织 行业 激 烈 的市 场 竞 争 , 纺 各
织 企业 纷纷 采取 相应 技术 措施 以进 一步 提高 成纱 质 量 。近年来 各纺 织器 材 厂相继 开发 生产 了一 批新 型
细纱牵 伸器 材 , 使用 中 取得 原 因 , 过优 选配 置 针 通 新型 纺纱器 材并 优化 纺纱 工艺 , 取得 了较好 的效 果 。
面粗糙 度 、 上下销 的配 置 、 伸 型 式 、 牵 细纱 后 区牵 伸
倍 数 等都会 不 同程度 地影 响细 节 的产生 。
2 牵伸 器 材 对 细 节 的 影 响
2 1 尼龙 上销 钳 口面宽 度 .
溜 率 , 同直 径 胶 圈 与 中铁 辊 间 的滑 溜 率 不 一 样 。 不 经 对 两种直 径 的胶 圈进 行 滑 溜率 测 试 , 现 长胶 圈 发
压力 、 粗纱 退绕 与 吊锭 运 转 状 况 、 纱 质 量 、 辊 表 粗 胶
从 表 1数据 可 以看 出 , 销钳 口面 宽度 3 8mm 上 .
比 1 7 mm 纺 纱 细 节 减 少 , 用 D 1 7 . 采 L 4 0Ⅱ 型 、 D 1 7 H 型尼 龙 上 销 有 利 于减 少 成纱 细 节 。 由于 L 40I 3 8mm 钳 口面宽 度 上 销 与 6mm 平 面 新 型下 销 配 .
维普资讯
第3 4卷
第 3期
纺 织 器 材
20 0 7年 5月
Te tl c s x _ Ac es or e i es
细 纱 牵伸 器 材及 工 艺 配 置 对成 纱 细 节 的影 响
蔡 志 勇 , 名 均 陈
( 西 华 源 江纺 有 限 公 司 , 昌 3 0 3 ) 江 南 3 0 9
应用新型细纱牵伸专件提高CJ7.3tex纱质量

* 通讯联 系人 : 刘丽娜 ( 9 1) 女 , 1 7一 , 陕西 省周至 人 , 助理 工程 师, 从事 纺织 工艺研究工作 , - a : o di @1 6 c 。 Em iw or g 2.o l n n r
・
3 ・ 4
纺织科技 避展
21 年第 4 01 期
复磨进刀量大, 对成纱质量不利等因素 , 复磨周期定 将
12 1 试 验机 型 ..
13 试验 结 果 .
() 析表 1表 2数据 得 出 , A5 8机 型 18 细 1分 、 F 2 4# 纱机 由于使 用 了 YJ一 12 摇 架 , 纤 中铁 壳 及 碳 纤 z 4A 碳
上销 , A5 3 而 1 A机 型 3 细 纱机 仍用 TF 8 1 8 摇 3 1~ 1A
2 1 试 验说 明 .
由于我 公 司没 有冷 冻 站 , 调 虽经 改 造但 能力 有 空
限 , 能完 全 满 足 生 产 需 要 , 别 是 夏 季 高 温 高 湿季 不 特 节, 车间 内区域 温湿 度差别 较 大 。二 、 工 区紧靠 空调 三
架、 铁中铁壳、 铁上销 , 同品种同配棉情况下 , 在 成纱条 干 C 值差异在 15/ V . 左右 , 9 6 可见新型牵伸专件对改 善成纱条干 C 值影响之大。 V () 2 由于铝衬胶辊套差为零 , 解决了双层不处理胶 辊在使用过程中应力重新分 配问题 , 精磨后胶 辊圆整 度好 , 对纤 维 的 握 持 好 , 头 相 对 较 低 。管 间 C 断 Vb和 双层 不处理 胶辊 相差 0 6左 右 , . 纺纱 一致 性 好 , 与锭 锭 间条 干 C 9值差 异小 , 面风 格好 。 V 6 / 布
() 衬 胶 辊 的 主 要 优 点 是 成 纱 一 致 性 好 , 间 3铝 管 C 小, Vb 对一些布面风格要求 高, 路清晰 的高档 织 纹
细纱牵伸器材及工艺配置对成纱质量的影响
摘 要 : 为 了降低 生产成本 , 高成纱质量 , 提 分析 了细纱 牵伸 器材 及 工艺配置 对成纱质 量的影 响 , 细介 详 绍了国产 “ ” 牵伸 、 V型 气动加压 、 弹性胶辊 、 软 新型上 下销 、 中胶 辊等 新型 纺纱 器材在 纺 纱过 程 中的合理 选用与 配置 , 出了新型 牵伸 器材在使用过程 中应 注意 的事项 , 指 并进 行 了纺纱试验。结果表明 : 国产细纱机采 用新型 牵
( atn h ago g eteC . Ld ,ins ) N n gSu nhn xi o ,t.J gu o T l a
Ab t a t T e u e p o u t n c s a d e h n e y m u l y h n u n e fs i n n rf a c s o e n sr c o r d c rd c i o t n n a c a q a i ,t e i f e c s o p n i g d a t c e s r s a d o t l i p o e sn o f u a in o a n q ai e e a ay e rc si g c n i r t n y r u l y w r n z d,t e ra o a l h ie a d c n g r t n o e p p n i g a — g o t l h e s n b e c oc n o f a i f w t e s i n n c i u o n y c s oi s s c o si y e d a t n u t eg t g e s r u h a d me t V tp r ,p e mai w ih i ,mo l l t o olr e p o i e s c f c n l e a p r l ,n w t e t p p n& b t m i is t e y o t p n,me o — du o ol ra d S n w r nr d c d i eal At n ie p o l ms o e y r ta c s o e n u e w r r — i m tp r l n O o e e i t u e n d t i e o . t t r b e fn w tp d a c e s r s i s e e p e v e f i o p s d,a d t e s in n e tw s d n .T e r s l s o h ty r u l y c n b n a c d b d p ig n w tp r t oe n h p n ig ts a o e h e u t h wst a a n q ai a e e h n e y a o t e y d a t n e f a c s o e n e s n b e p c s i g i o si p n ig fa . c e s r s a d r a o a l r e sn n d me t s i n n r me i o c
牵伸工艺及牵伸器材对成纱质量的影响
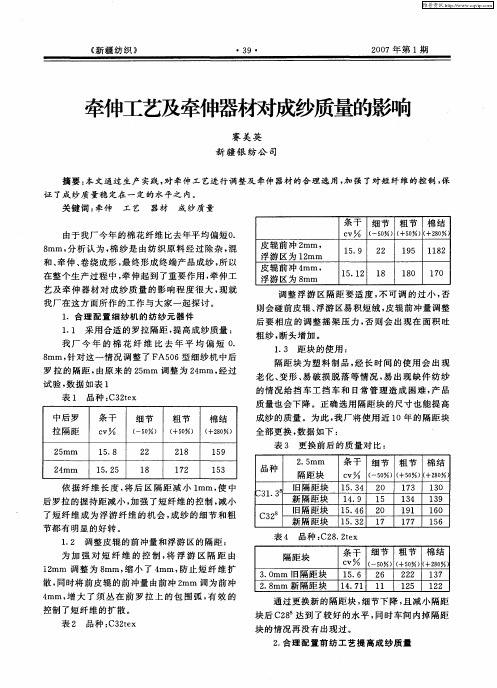
1 1 采 用 合适 的罗 拉 隔距 , 高成 纱质 量 : . 提 我厂 今 年 的棉 花 纤 维 比去 年 平 均偏 短 0 . 8 mm, 对这 一 情况 调 整 了 F 0 针 A5 6型细 纱 机 中后 罗 拉 的 隔距 , 由原 来 的 2 mm 调整 为 2 mm, 过 5 4 经 试 验 , 据如 表 1 数
艺 及 牵伸 器 材 对 成纱 质 量 的影 响 程 度很 大 , 现就
我厂 在 这方 面所 作 的工 作 与大家 一起 探讨 。
1 .合 理 配 置 细 纱 机 的 纺 纱 元 器 件
1 5
.
1 1 2 8
调 整 浮 游 区隔 距 要 适 度 , 可 调 的过 小 , 不 否
则会 碰前 皮 辊 、 浮游 区易 积 短绒 , 辊前 冲 量调 整 皮 后 要相 应 的 调 整摇 架 压 力 , 否则 会 出现 在 面 积 吐 粗纱 , 头增 加 。 断 1 3 距块 的使用 : . 隔距 块 为塑 料 制 品 , 长 时 间 的 使用 会 出 现 经 老化 、 变形 、 易破 损 脱 落 等 情 况 , 出 现 缺 件 纺纱 易 的情 况 给 挡 车工 挡 车 和 日常 管 理造 成 困难 , 品 产 质量也 会 下 降 。正 确 选用 隔距 块 的尺 寸 也 能提高
30 . mm 旧隔距 块 1 . 2 56 6 28 . mm 新 隔距 块 1 . 1 1 4 7 1
22 17 2 3 15 12 2 2
通过 更换 新 的 隔距块 , 细节 下 降 , 减小 隔距 且 块后 C 8 达 到 了较好 的水 平 , 时车间 内掉 隔距 2 同 块 的情 况再 没有 出现 过 。 2 合理 配置 前纺 工 艺提 高成 纱质 量 .
细纱机的主要工艺参数
细纱机的主要工艺参数
细纱机在纺织业中占据着举足轻重的地位,它将粗纱或条子经过牵伸、加拈、卷绕等工艺过程,制成细纱管纱。
在这个过程中,细纱机的工艺参数对纺织品的质量起着决定性的作用。
本文将详细介绍细纱机的主要工艺参数及其对纺织品质量的影响。
首先,细纱机的工艺参数主要包括牵伸参数、加拈参数、卷绕参数和温度参数。
牵伸参数是影响纱线质量的关键因素,其中牵伸比和牵伸钳口位置对纱线质量有着重要影响。
合理的牵伸比能够提高纱线的强力,而适当的牵伸钳口位置可以降低纱线毛羽。
其次,加拈参数对纱线质量也有着重要影响。
拈度和拈器速度是加拈参数的两个重要指标,它们直接关系到纱线的捻度和质量。
合理的拈度和拈器速度能够保证纱线捻度稳定,提高纱线质量。
卷绕参数是影响纱线形状和毛羽的关键因素。
卷绕速度和卷绕方式的选择,能够使纱线在卷绕过程中保持良好的形状,降低毛羽。
合理的卷绕参数可以使纱线在后续加工过程中更容易操作,提高纺织品的质量。
温度参数对纱线质量也具有重要影响。
牵伸区和加拈区的温度设置,直接关系到纱线的收缩率和强度。
适当的温度可以降低纱线收缩率,提高纱线强度和寿命。
总之,细纱机的主要工艺参数对纺织品质量具有重要影响。
合理设置细纱机工艺参数,能够提高纺织品的质量和性能,满足市场需求。
新型下销、上销及相关工艺影响成纱质量的探讨

vLg.,20 6 - 0u7 0 4 N. ‘ 2 3
新 型 下 销 、 销 及 相 关 工 艺 影 响 成 纱 质 量 的 探 讨 上
张相 生
( 鹤壁同发纺织有 限公 司, 河南 鹤壁 48 0 ) 5 0 0
摘
要: 分析 了、 型下销 、 新 弹性尼龙上销 、 附加 牵伸后 区压 力棒 尼龙上 销对 成纱质 量影响的机理 , 探讨 了提
维普资讯
第2卷 2 6 甚期 0 年8 7篓 月 0
SI C N 纺 N L G 装F 。 技 E A M N T C N E D E H O O Y X ‘ &G R E E A TC 织 服 。 科 T OT ’ 。 I E L
表 1 新 型 下销 对 成 纱 质 的影 响
注: 试验 条件 为同锭 、 同粗纱 ; 型为 F 0 机 A5 6牵伸形式为平 面牵伸 ; 印度棉 。
2 新 型 尼 龙 上 销 对 成 纱 质 量 的 影 响
2 1 弹性 尼龙上 销对成 纱 质量 的影 响 .
弹性尼 龙上销 较普 通铁 板上 销 的区别 主 要是 加 强 了对 主 牵伸 区浮 游 纤维 的控 制 , 特 征是 调 节 板 采 其 用 自动张 紧机构 , 此机 构 能使上胶 圈 自动 张 紧 , 既减 少 了上 胶 圈 中 凹和 因周 长 差异 带来 的 张力 变 化 , 强 加 了上下 胶 圈对纤 维 的控制 , 又减 少 了上胶 圈的 滑溜 , 少 了因上下 胶 圈速 度 差 异造 成 的 纤维 层 上 下 分 层 、 减 搓 动现象 , 有利 于改 善成 纱质量 。弹性尼龙 上销 抗变 形能 力强 , 因此减 少 了 因铁板 上销 变 形 带来 的几 何 尺 寸 变动现 象 , 利 于稳定 成纱 质量 。弹性 尼龙上 销与 铁板上 销纺纱 试 验结果 见表 2 有 。
细纱牵伸区关键部件对成纱条干的影响
Ef fe c t o f Ke y Co mp o n e n t i n Sp i n ni ng Dr a f t Zo n e o n Ya r n Ev e n ne s s
Gu o Mi n g r u i X i e C h u n p i n g L i u X i n j i n S u X u z h o n g
用方式进行 纺纱试验 , 并分析 了使 用效果 。结果 表 明: 3种 牵伸部 件 对成 纱条 干均有 改善作 用 , 纺纱 号数较 细 时, 作用更加 明显 ; 依 条干改善程度 , 前 区压 力棒 最强 , 前 冲上 销和后 区压 力棒 次之 ; 前、 后 区压 力棒联 合使 用效
果优 于单独使 用效果。认为 : 应根 据产品质量要 求, 结合 生产 实际, 合理 选择使 用方 式, 注意做好 配套工 艺的优 选, 加强部件 维护和相 关管理工作 , 使 牵伸部件 能够更好地发挥作 用。
摘要 : 探讨细纱机几种牵伸部件对成纱条干的影响。阐述 了前冲上销、 前 区和后区压力棒改善成纱条
干 的作 用机 理 , 选择 J c 1 8 . 2 x 、 J C 9 . 7 t e x 、 J C 7 . 3 t e x纱4个品种 , 采用几种牵伸部件不 同的搭配使
t e n d e d t o p p i n, r f o n t a n d b a c k p r e s s u r e b a r t o y a r n e v e n n e s s wa s i n t r o d u c e d .F o u r k i n d s o f y a r n J C 1 8 .2 t e x , J C 1 4 . 6 t e x . J C 9 . 7 t e x a n d J C 7 . 3 t e x we r e s e l e c t e d .S p i n n i n g t e s t s we r e c a r r i e d o u t w h e n a d o p t i n g d i f f e r e n t d r a f t d e —
新型细纱牵伸元件与成纱质量的关系
新型细纱牵伸元件与成纱质量的关系v型牵伸纺纱的原理是v型牵伸把后罗拉中心提高12.5毫米,后胶辊沿后下罗拉表面向后偏移,使后胶辊和后下罗拉中心连线与前中下罗拉连线成25°~28°的夹角,从而使后区形成一个曲线牵伸区,增强并扩展了后钳口处摩擦力界,大大加强了对须条握持和对浮游纤维运动的有效控制。
同时有利于提高纤维伸直度,较普通牵伸提高约3.55个百分点,改善了纱条结构,提高了成纱质量。
在此,笔者结合一系列生产试验,就新型v型牵伸元件配置对成纱质量的影响进行分析,探讨提高成纱质量的有效途径。
合理选用优良的胶辊、胶圈国产低硬、高弹、不处理胶辊的使用对提高成纱条干水平的效果已被人们所认识,但胶辊、胶圈本身的特性质量,使用厂制作、维护保养质量,直径大小、硬度搭配,对使用好胶辊、胶圈有着重大影响。
为此,我们做了以下方面的试验对比,以提高成纱条干均匀度。
首先,我们选用了低硬、高弹、微处理胶辊。
微处理、低硬、高弹胶辊在技术性能上的核心是其具有优异的回弹性与圆周硬度的均匀性,保证了握持力均匀。
同时,其表面具有一定涩性,增强了握持力。
为此,我们选用安徽潜山byc-2170微处理、低硬、高弹胶辊与无锡二橡胶wrc-965不处理、低硬、高弹胶辊进行试验对比。
从试验数据可见,在同等工艺条件下,byc-2170胶辊比wrc-965胶辊的成纱条干好,管间变异系数小,成纱粗、细节,棉结相对减少。
因为v型牵伸气动加压的实际压力,都要比弹簧摇架的压力大(20n~30n),而胶辊硬度弹性的选择必须考虑加压状态和连续运转的实质性。
在低硬、高弹条件下byc-2170胶辊比wrc-965胶辊的硬度高3度,回转时其瞬间弹性复原能力增强,保证了摩擦力界分布的均匀性,以及握持面握持力的稳定性。
所以,byc-2170胶辊的成纱水平比wrc-965胶辊好。
但使用byc-2170胶辊时一定要注重精磨和表面处理质量,否则其优异的成纱性能不能充分发挥,并且上车周期不长易绕花。
细纱胶辊、胶圈与成纱质量

胶辊 、胶 圈是细 纱机牵 伸机 构 的重 要器 材 ,它们 与摇 架 、上下销 、罗拉 、锭子 、钢领 及其工 艺参 数共 同 影 响牵伸 机构 的纺 纱 性 能 。有 文献 报 道 :一 般 情况 下 ,国 内纺 纱 胶 辊 、胶 圈 的 费 用 约 占 纺 纱 成 本 的 0.4 ,而胶 辊 、胶 圈 对 成纱 质 量 的影 响程 度 却达 到 60 。 因此 ,胶 辊 、胶 圈 的 质 量 水 平 在 一 定 意 义 上 决 定 着 纺 纱 质 量 的水 平 。
根据 胶 圈表面状 态 ,可分为 平面胶 圈 、内花纹 胶 圈及 内、外 花纹 胶 圈。 内花纹 为 峰谷交 错 的迷 宫 型 。 立达 公 司(Rieter)在 20世 纪 80年代 就在 R2P牵 伸 装置 中广泛 应用 内花纹 胶 圈 ,我 国引 进 立达 公 司 设 备或 改造牵 伸装 置也 全 部 采 用 内花 纹胶 圈 ,使 胶 圈
1 细 纱胶 辊 、胶 圈 的作 用
1.1 胶 辊 的 作 用 胶辊 是 主 要 的牵 伸部 件 ,而 细纱 机 完 成牵 伸 必
须 具有积极 握 持须 条 的两 点 ,且 两 握 持点 之 间保 持 一 定 的 距 离 并 作 相 对 运 动 。 牵 伸 运 动 需 满 足 输 出 端 的线 速度 大于 喂入 端 线速 度 ,握 持 点 上须 有 一 定 的 握持 力 。实现牵 伸还 必须 满足最小 握持 力大 于最 大 牵伸 力 ,并 且处 理好 两 力 之 间 的关 系 。胶 辊 是 对纤 维和 罗拉 直接 的施压体 ,它 与罗拉组 成握 持 钳 口,直 接握持 和牵 伸须 条 。生 产 实 践证 明 ,胶 辊 是 产生 握 持力 的主要 方面 ,其对握 持力 的影 响最 大 。 1.2 胶 圈 的 作 用
纺纱牵伸控制对成纱质量影响的研究

~
变速是牵 伸工艺 的特 性 , 而使 牵伸 运 动过 程 中在 从 每根纤维上 的作用 力 不尽 相 同 , 成 纤维 移距 偏 差 造 差 异率过大 , 纱 CV值恶 化 , 值 变 大 。我们 知 成 C 道, 牵伸力 与握 持力 、 引导力 和控制力在 牵伸过程 中 是极 为重要 的四个作 用 力 , 其摩 擦 力界 和 附加 摩擦 力界 的分布 以及 四种作 用力 的变 化则是控 制成纱 质 量指标 的关 键 。
表 I 摇 架 压 力 改 进 前 后 纺 6 / 5T R 1 . 5 3 / 8 4
tx纱 质 量 对 比 e
据棉 纺紧牵伸 理论 , 在牵 伸 区中 , 绝大 多数纤维在 某
一
截 面积上 由后 罗拉 速 度 瞬时 转 为前 罗拉 速 度 , 而 从 表 1 表 3可 知 : ~ 通过 在 平 面牵 伸后 区采用
一
致性 和稳定性在 一定程度 上影 响纤维 间摩擦 抱 合 力的一 致性 和 稳 定性 , 是 影响 成 纱质量 的 也
个 重 要 因素 。
一
关 键 词 : 伸 过 程 ; 距 偏 差 ; 用 力 ; 纱 质 量 ; 致 性 ; 定 性 ; 制 措 施 牵 移 作 成 一 稳 控
中 图 分 类 号 : 1 3 8 4 TS 0 . 1 文献标 识码 : B 文 章 编 号 : 0 19 3 ( 0 0 0 — 0 8 0 1 0 —6 4 2 1 )20 4 —3
次 改变速度 , 而每 次变速 的时 间极 为短暂 , 却引起 但
浅析牵伸工艺对成纱棉结的影响
浅析牵伸工艺对成纱棉结的影响文顶山刘燕杨耀斌齐志斌(夫津天纺投资控股有限公司棉纺织工厂)摘要:探讨牵伸工艺对成纱棉结的影响。
针对使用美棉纺纱棉结高的问题,运用。
AF,IS检验分析了纺纱流程中棉结、杂质、短绒及纤维伸直平行度的变化规律以及牵伸工艺对成纱棉结的影响,通过对牵伸工艺的分析试验与优选,较大幅度地降低了成纱棉结。
指出:牵伸工艺对棉结也有着重要影响,改进牵伸工艺,提高纤维伸直平行度是提高各牵伸工序半成品质量、降低成纱棉结的关键。
首先应改进预并牵伸工艺,同时合理配置精梳、并条、粗纱、细纱牵伸工艺,充分发挥胶圈牵伸控制纤维运动的优势,可以较好地控制牵伸过程中棉结的增加,达到降低成纱棉结的目的。
关键词:美棉;棉结;AFIS检验;纤维伸直度;牵伸;隔距;压力棒为了降低原料成本,提高企业经济效益,我们用100%的MOT美棉加工cJ 9.7 tex棉纱。
因该美棉棉结杂质高从而导致成纱棉结高,严重影响织物外观,是提高成纱质量所面临的难题。
通过分析,我们着重从提高纤维伸直度人手,改进牵伸工艺参数,大幅度地降低了成纱粗节和棉结,提高了CJ 9.7 tex棉纱整体质量水平。
下面是我们就牵伸对成纱棉结的影响分析及减少成纱棉结的技术措施、改进效果的体会介绍,与同行一起探讨交流。
1原棉品质特征MOT329美棉HVI检验数据:上半部平均长度30.6 mm,断裂比强度30.3 eN/tex,马克隆值3.65,成熟度指数0.86,短纤维指数10.0%,棉结338粒/g,含杂率2.3%。
由于该美棉纤维细度细,故成纱截面纤维根数增多,可改善成纱条干均匀度,增加纱线强度,适合于纺细号纱。
但棉结多、短绒高、带纤籽屑多将导致纺纱棉结高、疵点多,是影响成纱和坯布质量的关键问题。
2纺纱工艺流程FA006C型抓棉机——FAl03型开棉机——FA028型混棉机——FAl09型清棉机——FA22lB型梳棉机——FA302型并条机(预并)——SR80型条并卷机——CJ40型精梳机——FA322型并条机——FA492型粗纱机——FA506型细纱机3 棉结成因分析棉结是由单根纤维或多根纤维纠缠而成的粒状纤维结,其成因是棉纤维、未成熟棉或僵棉因轧花或纺纱过程中处理不当集结而成。
牵伸器材、工艺与成纱质量的探讨
关 键 词 : 辊 ; 圈 ; 胶 胶 上销 ; 下销 ; 罗拉 ; 牵伸 工 艺
中图分类 号 : 13 8 TS 0 . 文献 标识 码 : B 文 章编 号 :0 19 3 ( 0 7 0 —0 60 10 —6 4 2 0 ) 30 2 —4
现 代纱线 质 量 控 制 的核 心 问题 , 于 提 高稳 定 在 性, 即纱线 长期稳 定 的各项 指标 , 以及 供后 道产 品 的 高效生 产和 布面 显现质 量 。产 品稳定性 体 现在质 量 体 系能有 效控 制 纺纱 生 产 的 各 种 差异 性 , 少 各 种 减
与铁芯 的结 合 面 受 到 的剪 切 力 和 剥 离 力 增 大 。 因
此, 在高速 、 重压 、 温条 件下 , 高 胶辊 在满 足纺纱 质 量
化, 对产 品质 量 的稳 定 性 至 关 重要 。高 质 量 的 胶辊
要 求 的同 时 , 必须 具 有足 够 的抗绕性 和优 良的弹性 , 胶 料要具 备较 低 的压缩 变形 和较 好 的耐磨性 。
摘 要 : 细纱 关键 牵伸 器材 胶辊 、 圈 、 对 胶 上销 、 下销 、 罗拉 的发展 趋 势和特 点及 实践 应 用作 了分析 ,
结合 牵伸工 艺优化 对 成纱质 量 的影响 分析 , 出新型 器材 发展 变化很 快 , 关键 器材 的使 用 中应 指 在 兼顾 技 术和 经济性 。
1 1 1 高 弹 性 ..
在成 纱 质 量 控制 中 , 型 牵伸 器 材 的合 理 使用 新
以及 与工艺 优化 结 合 , 纱 线 质 量 的稳 定 和 提 升起 对
指 标体现 为 瞬时动 态 圆柱度 、 冲击 弹性 、 弹性 抗 疲劳 时 效等 。高 弹性 的特点 是对 纺纱 系统 轻加压 和
应用新型牵伸器材改善纺纱质量的实践
应用新型牵伸器材改善纺纱质量的实践
牵伸器是纺织加工的一部分,一般它的主要任务是改善纱线在凝聚态和横向伸张方面的质量和纱线质量。
随着面料生产质量的提高,延伸性和纺纱质量也受到了越来越大的关注。
如何提高牵伸器材料的性能和纺纱质量,以制做出优质的面料,已成为行业问题。
因此,延伸性和纱线的性能的改善,已成为纺织加工中的一个研究热点。
最近,我们应用新型牵伸器材改善了纺纱质量。
新牵伸器材具有自然弹性、高精度、少把纱经过拉伸,有助于减少纱线损耗,增加显微结构光泽、均匀度等质量指标,对改善纱缕结构有很大帮助,用以制作优质面料有重要意义。
本实践中,我们使用了新型牵伸器,而不是传统的滚筒。
通过对针织半成品的拉伸,研究了新牵伸器的影响,发现长度的改变较小,形状的改变也很小,这说明新牵伸器能有效减少纱线损耗。
此外,通过改变导线的张力大小,我们还发现新牵伸器可以有效控制纱线的变形、抗拉性能和光泽度,从而改善纱线的质量和纺纱质量。
实践表明,新牵伸器材可以有效改善纱线和纺纱质量。
它能减少纱线损耗,优化纱缕结构,使纱线能够达到优质的纺织品要求,对改善面料质量具有重要价值。
此外,新牵伸器还具有自然弹性和高精度,能有效控制纱线的变形,减少张力,从而改善纱精度。
总之,应用新型的牵伸器材可以有效提高纱线和纺纱质量,从而制作出优质的面料。
它的优越性能有利于更高效和更低损耗的纺织加工,对改善纺纱质量具有重要意义。
应用新型细纱牵伸专件合理工艺配置提高成纱质量

应用新型细纱牵伸专件合理工艺配置提高成纱质量刘丽娜【摘要】文章探讨了新型细纱牵伸专件对成纱质量的影响,分析了新型细纱牵伸专件不同工艺配置对成纱条干的影响,并通过新老牵伸专件实际纺纱对比试验验证,得出:使用新型纺纱专件可以提高成纱质量,而且工艺配置很重要.【期刊名称】《山东纺织科技》【年(卷),期】2010(051)003【总页数】5页(P18-22)【关键词】新型牵伸专件;工艺配置;成纱质量【作者】刘丽娜【作者单位】陕西八方纺织有限责任公司,陕西,咸阳,712000【正文语种】中文【中图分类】TS103.11+4随着纺纱技术的不断进步,我国纺织品市场竞争日益激烈。
各纺织企业为了生存和发展壮大,不断更新设备,加大技改步伐,提高产品质量。
我公司近几年对细纱牵伸改造投入加大,速度加快,先后应用了铝衬套不处理胶辊、碳纤中铁壳、新型上下销、V型牵伸附带压力棒及压力棒隔距块新型牵伸专件,产品档次有了很大提升,目前主要以纺制9.7 tex、7.3 tex、5.83 tex等高档精梳纱为主,产品质量市场反映良好。
1.1 试验说明胶辊从处理到不处理,成纱质量有了大幅提升,但随着精梳纱细度的提高,双层不处理胶辊在制作过程中由于套差而造成内应力不匀,成为纺制细号优质纱质量提高的不利因素,铝衬胶辊的应用推广使这一难题迎刃而解。
1.2 不同牵伸专件成纱质量对比1.2.1 试验机型A 513A 33#细纱机,TF18A—118摇架,铁上销,铁中铁壳,品种CJ 7.3 tex全长绒棉,测试结果见表1。
从测试结果可以看出,铝衬套胶辊较双层胶辊降低成纱条干CV%值幅度为0.3%左右。
国产WRC—365铝衬胶辊成纱条干CV%值优于J—463A阿姆斯壮铝衬胶辊。
1.2.2 试验条件FA 528、148#细纱机,YJ2—142A摇架,碳纤上销,碳纤中铁壳;品种CJ7.3 tex全长绒棉,测试结果见表2。
1.3 试验结论1.3.1 分析表1、表2数据得出,FA 528型148#细纱机由于使用了 YJ2—142A摇架,碳纤中铁壳及碳纤上销,而 A 513A机型 33#细纱机仍用TF18—118A摇架、铁中铁壳、铁上销,在同品种同配棉情况下,成纱条干CV%值差异在1.5%左右,可见新型牵伸专件改善成纱条干CV%值幅度之大。
细纱牵伸器材、专件与细纱工艺原则

细纱牵伸器材、专件与细纱工艺原则前言主要细纱牵伸器材、专件,如:摇架、上下销、胶辊、胶圈、罗拉、锭子、钢领等的内在质量及其制造和加工精度直接影响成纱质量。
有文献报道:一般情况下,国内纺纱胶辊、胶圈的费用约占纺纱成本的0.4%,而胶辊、胶圈对纱线质量的影响程度达到60%。
50多年来,特别是改革开放以来,我国纺织器材、专件行业有了飞跃的发展,开发了众多的品种来适应纺纱质量要求,基本上为国内棉纱质量水平不断提高做出了贡献;但要使我国棉纱、布在国际市场上具有较强竞争能力,则对器材、专件尚有更高的要求。
中国纺织工业协会副会长许坤元先生在2004年新型纺纱工艺技术研讨交流会上指出:“我国棉纺行业最薄弱环节是高档纱批量生产的稳定性差,高档配套的家纺产品供应不足,面料的印染后整理问题依然突出。
应以最终产品为落脚点,大造优势产业链,用优质棉纺出优质纱,织出优质坯布,直到生产出高档面料,形成一个优势产业链”。
可见要想把我国这个纺织大国打造成纺织强国,应当从源头抓起。
除原料外,首先是纺纱装备水平;而纺纱装备水平的核心是器材、专件;要抓器材、专件质量水平与纺纱工艺配套,加上相应的原棉才能纺出好纱,没有好纱就不可能织出好布。
已经使用20多年的老型号细纱机,应采用新型的器材、专件改造牵伸装置,使纱线条干CV值及细节、粗节、棉结在标准配棉情况下优化工艺后可以达到’97USTER公报的5%~25%水平;因为器材、专件的质量水平在一定意义上决定纺纱质量水平。
1 细纱器材、专件应适应市场变化的要求细纱器材、专件应适应国际市场上对纺纱质量逐年提高的要求,并要贯彻几十年来理论研究与实践相结合而总结的“重加压、强控制”工艺原则。
1.1 国际市场对棉纱质量要求逐年提高从USTER公报统计值分析,纱线质量在不断地提高,表现在纱线条干不匀率的逐年降低,强度不断提高、纱疵也有所减少。
图1是29.5tex普梳纱和9.8tex精梳纱条干均匀度改善情况,显示半个世纪来均匀度的水平情况。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘 要 : 过 生产 试验 , 通 分析 了细 纱机 牵伸 系统 采 用 国产新 型 V 型 牵伸 、 气动 加 压 、 硬 度 高 弹性 低 胶 辊 、 型上销 、 新 下销 、 中胶 辊等 纺 纱 器材和 合 理 工 艺配 置 对成 纱质 量 的影 响 , 重点 对 V 型 牵 并
伸 后 区倍 数 、 罗拉 隔 距 、 动 摇 架 压 力 大 小 和 前 胶 辊 的 前 冲 量 进 行 研 究 , 讨 了提 高 成 纱 质 量 的 气 探
有效途 径 。
关 键 词 : 细纱机 ; 牵伸 元件 ; 型 牵伸 ; 艺配置 ; 纱质 量 V 工 成
中图分 类号 : 13 8 T¥ 0 . 文献 标识 码 : B 文 章 编 号 :0 i9 3 ( 0 8 0 一0 10 i 0 -6 4 2 0 ) l0 5 -6 压 力 调 节 方 便 , 节 气 囊 压 力 即 可 对 整 台 车 摇 架 进 调
钳 口处 摩 擦 力 界 , 大 加 强 了 对 须 条 握 持 和 对 浮 游 大
目前 , 应用 国产低 硬度 高弹性 不处 理胶辊 纺纱 , 在提 高成 纱条 干 , 降低 成 纱 粗 、 细节 、 毛羽 等 方 面取 得 了划 时代 的重 要 突破 , 到广 大纺纱 厂 的青 睐 , 受 但 不 处理胶 辊在 实际 使 用过 程 中, 制作 技 术 水平 和 受 温湿 度影 响 , 乎 不 能实 现 真 正 的免 处 理 。纺纱 厂 几 为 了改善 生活 , 往往 都需对 胶辊进 行简 单处理 , 而制 造 厂偏面 注重胶 辊 表 面 的免 处 理 , 致使 其 表 面结 构 性 能对涂 料 的吸收 性较 差 , 即便 采用 l: 0比例进 2 行 笔涂 , 料在 胶辊 表面 的分布也 很不 均匀 , 涂 进而影
1 2 胶 辊 、 圈 的 合 理 选 用 . 胶
越 重视 细纱机 牵伸 元 件 的配 置 ; 因为 采用 新 型 纺纱 器材及 合理工 艺配 置是一 种投 资少 、 效快 、 见 提高 产 品质量 的有 效 手 段 , 已 成 为 各 纺 织 同仁 的共 识 。 这 我公 司在细纱 机上 采用 国产新 型 V 型 牵 伸 、 动 加 气 压、 低硬 度高 弹胶 辊 、 型上 下 销 、 新 中胶辊 等 纺 纱 器 材 , 就细纱 牵伸 元件 及 合 理工 艺 配 置 对成 纱 质 量 并 的影 响进行系 列试 验 , 索 出提 高 成 纱 质量 的有 效 摸
途径 。
胶辊 、 圈是纺纱 牵伸部 分 的重要 工艺器 材 , 胶 在 须条 牵伸 过程 中起 着控 制 纤 维运 动 , 纤 维 变速 点 使 前移 , 减小 纤 维 扩 散 , 改 善 纱 条 条 干 起 着 重 要 作 对 用 。使用 国产低 硬 度 高弹 性 表 面不 处 理胶 辊 , 提 对 高成 纱条 干水平 的作 用 已被 人们所 认识 ; 但胶 辊 、 胶 圈本 身 的特性 质量 , 用 厂制 作 、 护 保养 质 量 , 使 维 直 径 大小 , 度搭 配 , 其有效 使用有 着重 大影 响 。我 硬 对 们也 做 了这方 面的积 极探索 和试验 对 比 。
0 引 言
当 前 , 多 纺 织 企 业 在 更 新 设 备 的 同 时 , 越 来 很 也
行无 级调 压 ; 当气 囊压 力为定 值时 , 改变摇 架上 的变 换销 位置 , 可调 节三个 上罗 拉间压 力分配 ; 气动 加压 属柔性 加压 , 吸振 性 强 , 应 高速 , 适 克服 了 弹簧 加 压 易衰 减 的缺陷 , 有效 地减少 成纱锭 间差 异 。 能
加 压 摇 架 , 摇 架 以 压 缩 空 气 为 动 力 源 , 缩 空 气 经 该 压
微处 理 低 硬度 高 弹性 胶 辊 的技 术性 能 核 心 , 就 是其 具有 优异 的 回弹 性 与 圆周 硬 度 的均 匀 性 , 保证 了握 持力 均匀 。同 时 , 其表 面具有 一定 涩性 , 强 了 增 握持 力 。为此 , 们 选 用 安 徽 潜 山 B - 1 0微 处 我 YC 2 7
降压后 输至细 纱机 两侧 摇架 空 心 支 轴 内 的长 气 囊 , 气囊膨 胀顶住 压力板 , 经联 Байду номын сангаас杠杆 传递 对罗拉 加 压 。
收 稿 日期 : 0 7 0 — 7 2 0 —3 1
响 胶辊握 持力 的均匀 性 。
纤维运 动 的有 效控 制 , 有利 于提高纤 维 伸直度 , 并 较 普 通牵 伸提高 约 3 5 . 5个百 分 点 , 善 了纱 条 结 构 , 改
提高 了成纱 质量 。
1 1 2 气动摇 架 结构 特 点 ..
我 们选用 山东 日照 S A2 2 P V 型牵 伸气 动 DD 1 2 —
1 2 1 选 用 低 硬 度 高 弹 性 微 处 理 胶 辊 ..
1 V 型 牵 伸 元 件 配 置
1 1 V 型牵伸气 动摇 架 的应 用 .
1 1 1 V 型 牵 伸 纺 纱 机 理 . .
V 型牵伸 是把后 罗 拉 中心 提 高 l . 2 5mm, 胶 后 辊沿 后下罗拉 表 面 向后 偏 移 , 后 胶 辊 和后 下 罗 拉 使 中心 连 线 与前 、 中下 罗 拉 连 线 成 2 。 2 。 夹 角 , 5 至 8的 从而使 后 区形 成一 个 曲线 牵伸 区 , 强 并 扩展 了后 增
维普资讯
第 3 5卷 第 1 期 20 0 8年 1月
纺 织 器 材
Te tl c s o i s x i Ac e s re e
国产 细 纱机 新 型 牵伸 元 件 及 工 艺 配 置 与成 纱 质 量 的关 系
吉宜军 , 丁 祥
( 通 双 弘 纺 织 有 限 公 司 , 苏 南 通 2 6 7 ) 南 江 26 1