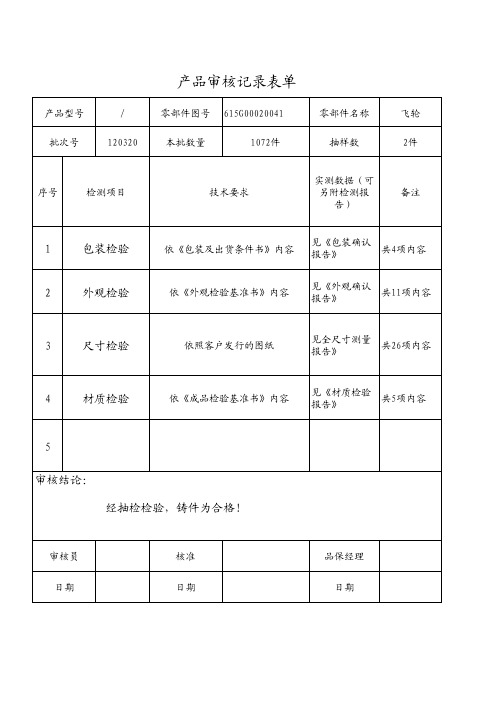
产品审核记录单
产品质量审核记录单
产品质量审核记录单日期:______________审核人员:______________审核单位:______________一、产品基本信息:1.产品名称:2.产品型号:3.产品批次号:4.生产日期:5.产品标准:(例如:国家标准、行业标准、企业标准等)二、审核内容:1.审核前准备:a)审核范围确定:根据产品标准和质量管理需求,确定需要审核的内容范围。
b)审核人员准备:审核人员应具备相关产品知识和质量管理知识,熟悉产品标准和企业质量管理体系。
a)文件完整性:确认质量体系文件是否完整、准确和及时。
b)文件有效性:确认质量体系文件是否符合质量管理要求,并能有效地支持企业质量管理活动。
a)原材料控制:确认原材料的采购合格证明和进料检验记录,并检查是否符合产品标准要求。
b)生产设备:核查生产设备的运行情况和维护保养情况,保证设备能正常运行。
c)生产操作规范:核查工人操作是否符合作业指导书和产品标准要求。
a)检验记录:检查产品的检验记录,确认是否符合产品标准要求。
b)检测设备:核查检测设备的运行情况和校准情况,保证检测结果准确可靠。
c)包装和储存:确认产品包装是否符合产品标准要求,储存条件是否符合产品要求。
b)纠正措施:确认是否有对不合格品进行纠正的措施,并核查措施的实施情况。
d)预防措施:确认是否有对不合格品进行预防的措施,并核查措施的有效性。
三、审核结果:四、改进措施:1.针对审核结果提出的改进建议,按优先级制定改进措施。
2.指定改进责任人和改进时间。
3.预计改进效果和评估方法。
五、审核结论:审核人员根据审核结果和改进建议,给出适当的审核结论。
六、附件清单:1.质量体系文件2.生产记录3.检验记录4.不合格品记录5.其他相关资料七、审核人员签名:审核人员对审核结果和审核结论进行签名确认。
八、复核人签名:复核人对审核记录单进行复核,并签名确认。
备注:以上内容仅为参考,具体的产品质量审核记录单应根据不同行业和企业的实际情况进行相应调整和完善。
TS16949产品审核记录表

合格
拉伸强度(50min/Mpa)
>20
23
合格
性能(A)
SC
邵尔A硬度/度
70±5
70
合格
SC
扯断强度/Mpa
>10
14
合格
SC
扯断伸长率/%
>250
378.9
合格
SC
热空气老化
硬度变化(度)
<+5
2
合格
SC
热空气老化
扯断强度变化率(%)
<-25
-25.3
合格
SC
热空气老化
扯断伸长变化率(%)
SC
浸3#标准油
扯断伸长变化率(%)
>-35
-14.6
合格
SC
浸3#标准油
体积变化率(%)
0~+20
13.8
合格
SC
低温脆性温度(℃)
-40℃无裂纹
-50℃无裂纹
合格
外观
(C)
表面无杂质、焦烧现象
包装
(C)
包装
与该零件包装要求相符
标识
与该零件标识要求相符
数量
20公斤/件
FP:∑(缺陷数*A10+缺陷数*B5+缺陷数*C1)=0
合格
SC
低温脆性温度(℃)
-25℃无裂纹
-40℃无裂纹
合格
外观
(C)
表面光滑、无缺陷等
包装
(C)
包装
与该零件包装要求相符
标识
与该零件标识要求相符
数量
500件/箱
FP:∑(缺陷数*A10+缺陷数*B5+缺陷数*C1)=0
QKZ:100-缺陷点数/样本数=100
过程审核检查及记录表
内部评审: 外部评审:
编号: 编号:
产品: 供应商:
评审人: 日期:
No
第一章 QAP.p
评审标准
N/A
R
C
CRI
备注
CAR
1 2
1.1 QAP.p 有一份完整的强制性要求文件提供吗?
有关的要求文件必须提供,并要求随时更新;
5 10
有一份完整的质量保证文件提供吗?
标识:零件号、更改等级、标记、可见性、可读性,等等; 可追踪性:产品由来源到终点存在联系
46 在生产工位和传送过程中无破损风险?
包装和装卸设备,周转库存区,等
5 5
47 生产计划与荣光公司交货要求(每日送货需求量)一致? 紧急批次有标识吗?
R: Risk重要性C: Conformity合格程度 (0 = 好; 4 =通过; 7 =不足; 10 =没有)
评审标准
Chap. 2 sub-total carried over:
N/A
R
C
CRI
备注
CAR
16 对于进货产品有评审程序吗?
对于有关的产品进行PQA评审。有一份评审时间安排吗?
5 5
17 对于每一类零件,是否进行包括更改等级的PQA归档吗 (手工样件,试装零件)? 2.1.4 标识与可追溯性 18 对于物料批次和具有受控特性、关键特性、安全/法规特性的零部件, 有标识和可追溯性吗? 19 分有如下质量状态吗?:待决定、接受、拒收、例外接受、返工等等?
评审标准
N/A
R
C
CRI
备注
CAR
8 9
2.1 采购及进货检验 采购订单上有特定的要求吗?
产品审核表单

产品审核表单一、产品信息1. 产品名称:[填写产品名称]2. 产品型号:[填写产品型号]3. 产品分类:[填写产品所属分类]4. 产品描述:[简要描述产品的功能、特点等]二、生产商信息1. 生产商名称:[填写生产商名称]2. 生产商地址:[填写生产商地址]3. 生产商联系人:[填写生产商联系人]4. 生产商联系方式:[填写生产商联系方式]三、质量控制1. 是否通过ISO质量认证:[是/否]2. 是否有相关产品的质量报告:[是/否]3. 是否有产品质量控制流程:[是/否]4. 是否有产品质量检测设备:[是/否]四、安全性评估1. 是否通过相关安全性认证:[是/否]2. 是否存在可能对用户安全构成威胁的因素:[是/否]3. 是否存在可能对环境安全构成威胁的因素:[是/否]4. 是否存在可能对他人安全构成威胁的因素:[是/否]五、性能评估1. 是否有产品性能测试数据:[是/否]2. 是否有产品性能对比数据:[是/否]3. 是否有产品性能改进计划:[是/否]4. 是否有产品性能验证报告:[是/否]六、市场需求1. 是否有相关市场调研数据:[是/否]2. 是否有产品销售预测数据:[是/否]3. 是否有产品市场竞争分析报告:[是/否]4. 是否有产品市场推广计划:[是/否]七、用户评价1. 是否有用户反馈数据:[是/否]2. 是否有用户满意度调查报告:[是/否]3. 是否有用户投诉记录:[是/否]4. 是否有用户需求改进计划:[是/否]八、审核结论1. 经过综合评估,该产品是否符合相关标准和要求:[是/否]2. 若不符合,列出不符合的方面及改进计划:[详细描述不符合的方面及改进计划]以上为产品审核表单的内容,通过对每个方面的评估,能够全面了解产品的质量、安全性、性能、市场需求和用户评价等方面的情况。
根据审核结论,可以决定是否批准该产品上市,或者提出改进意见。
通过严格的审核流程,确保产品的质量和用户满意度,保障消费者的权益。
产品放行审核单
品名
规格
批号
数量
审核项目
标准
结果判定
1起始物料有合源自报告书,物料领用、发放按规定程序执行
□符合规定
□不符合规定
2
批生产记录
生产指令完备,原辅料领用退库有相应记录,各工序物料平衡在规定限度内,各工序生产操作、数据记录应有操作人、复核人签名确认,数据记录准确无误,各工序严格执行清场操作规程,有相应清场记录并有清场合格证,中间品检验报告齐全、数据准确。
□符合规定
□不符合规定
3
批检验记录
中间品、成品的取样执行批准的取样规程,取样符合要求,按批准的检验方法进行检验,原始记录数据准确无误,有检验人、复核人签名确认
□符合规定
□不符合规定
4
偏差处理
生产过程偏差处理按批准程序执行,偏差处理结果应符合规定
□符合规定
□不符合规定
5
配料、称重过程复核
按批生产指令配方量配料,配料称量执行一人称量、一人复核,数据应准确无误
□符合规定
□不符合规定
6
QA现场监督
记录完整、与批记录一致,准确无误
□符合规定
□不符合规定
7
中间品、成品检验报告
检验报告发放及时,检验项目齐全,数据准确、无误,注明检验人、复核人、审核人。
□符合规定
□不符合规定
备注:
结论:□同意放行□不同意放行
审核人/日期
终审(质量受权人)/日期
产品质量审核记录单

产品质量审核记录单日期:_____________________________产品名称:_____________________________供应商名称:_____________________________批次号:_____________________________质量审核人员:_____________________________审核内容:1.原料质量评估:-对原料的质量进行评估,包括外观、气味、颜色等方面的检查,确保原料符合相应的标准和要求。
-对原料进行抽样检测,采用适当的检测方法和设备,检测原料的各项指标,确保原料的质量合格。
-对产品的生产工艺进行审核,包括生产过程中的各项操作流程、设备的选择和使用等。
-检查生产工艺是否符合相关的法规、标准和要求,确保生产过程的合法性和可行性。
3.产品质量检测:-对产品进行全面的质量检测,包括外观、尺寸、功能、性能等方面的检测。
-采用适当的检测方法和设备,检测产品的各项指标,确保产品的质量符合相应的标准和要求。
-对工厂的生产环境进行审核,包括生产车间、仓库、设备等方面的检查。
-检查工厂的环境是否符合相关的法规、标准和要求,确保工厂的生产环境符合卫生和安全的要求。
-对产品质量相关的文件记录进行审核,包括原材料采购记录、生产工艺记录、产品检测记录等。
-检查文件记录是否齐全、准确和完整,确保质量相关的信息可以被有效地追溯和管理。
审核结论:1.符合要求:-原料质量评估合格,生产工艺符合要求,产品质量检测合格,工厂环境符合要求,文件记录齐全、准确和完整。
-审核人员可以确认该产品的质量符合相关的标准和要求,可以放行该批次产品。
2.不符合要求:-原料质量评估不合格,生产工艺不符合要求,产品质量检测不合格,工厂环境不符合要求,文件记录不齐全、准确和完整。
-审核人员应对不符合要求的问题提出整改意见,并要求供应商进行相应的整改和改进,直到问题得到解决后方可放行该批次产品。
产品审核表单格式

审核日期: 零件名称: 图纸日期: 零件号: 生产日期: 审核员: 数 量: 缺陷数量/级别 A — B — C —
序号 201
特性/额定值 包装必须符合顾客包装信息要求
检验结果
值(从„到„)
检测方法 抽样数量 目测 5件
产品包装有包装工艺卡,包装符 合顾客包装信息要求 产品包装表面有合格证标识,内 容填写按顾客要求注明了生产批 次、班号等可追溯信息,产品标 识符合顾客要求 不影响功能的飞边、断差,符合 福特公司工程技术要求 29.95-30.11 29.96-30.13 7.13-7.22 10.24-10.49 20.61-20.78 2.36-2.49 29.34-29.51 0.63-0.66 1.87-1.93 5.0-5.5 实际操作
目测
5件
—
—
—
301 401 402 403 404 405 406 407 408 409 410 411
目测 卡尺 卡尺 卡尺 卡尺 卡尺 卡尺 卡尺 卡尺 卡尺 目测 目测
5件 5件 5件 5件 5件 5件 5件 5件 5件 5件 5件 5件
— — — — — — — — — — — —
— — — — — — — — — — — —
202
产品标识符合顾客要求 产品外观表面无明显银纹、烧 焦、缩痕,无飞边、断差、缺 料,符合福特公司工程技术要 求。 Ø30(-0.10, +0.15)mm Ø30(-0.10, +0.15)mm 7.1(0, +0.15)mm 10.5(-0.3, 0)mm 20.6(0, +0.2)mm 2.4± 0.1mm Ø29.3(0, +0.25)mm 0.63(0,+0.03)mm 1.9±0.05mm 重量5.4±1g 卡脚左右掰动90° 各3次无断 裂,裂纹。
供应商审核记录跟踪表(SQE)
6.1 是否有所有检验、测量和测试设备的一览表?
6.检查 测量和 测试设
备
6.2
检定记录是否包括以下内容:以前检定的实际日期、地点、周期、下次 检定的日期、保养和维修细节、检定技术员、制造商名称、型号及出厂
6.3 所有量检具是否有合适的操作规程或作业指导书?
6.4 6.5
新量具和测试设备或经过修理的量具和测试设备是否都要经过检查和检 定 现? 场是否有足够的检测设备保证符合规格要求?
2.9 所有用于提供证据的检验记录是否规定保存期限?
3.合同 评审
3.2 是否有正式的合同评审管理程序?相关记录保存完整?
5.仓库管 理、标识 和可追溯
性
5.1 5.2 5.3 5.5
仓 原库 材是 料否 是整 否齐 可有 以序 回, 溯实 到物 材与质标证签明上或的收内货容人保?是持否一按致照?先进先出的原则发放 使 整用 个?制造过程中, 批标识是否得到保持以保证批的完整性和可追溯性? 是 否有仓库管理制度或相关文件指导操作? 成品是否按先进先出原则进出并实现可追溯性?
现场使用检测仪器的编号及检定状态标识(标识不可丢失,有效期明
4.测量仪 4.2 确);
器、器具
所有检测仪器,必须有作业指导文件,指导如何使用(包括自校);
管理
测试工装的编号及履历建立(货架标识,区分管理); 4.3 所有工装必须作业指导文件,指导如何使用(包括自校);
4.4 测试工装的检定&校准年度计划
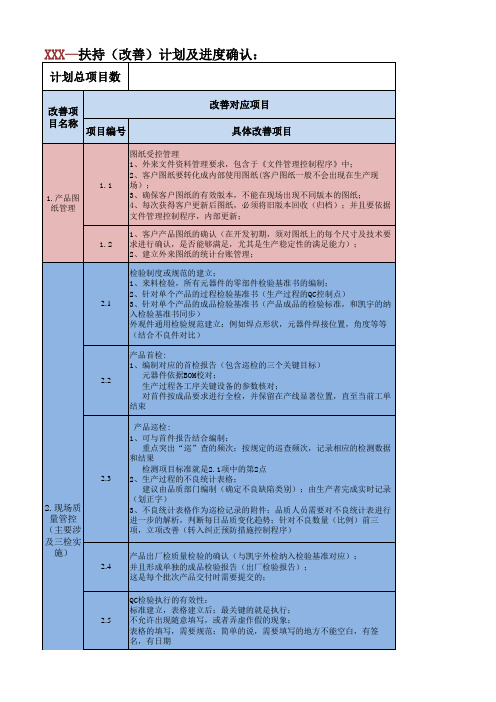
1、客户产品图纸的确认(在开发初期,须对图纸上的每个尺寸及技术要 1.2 求进行确认,是否能够满足,尤其是生产稳定性的满足能力);
2、建立外来图纸的统计台账管理;
检验制度或规范的建立; 1、来料检验,所有元器件的零部件检验基准书的编制; 2、针对单个产品的过程检验基准书(生产过程的QC控制点) 2.1 3、针对单个产品的成品检验基准书(产品成品的检验标准,和凯宇的纳 入检验基准书同步) 外观件通用检验规范建立:例如焊点形状,元器件焊接位置,角度等等 (结合不良件对比)
产品审核记录

调压器的安装组件
调压器壳体上的流体方向的标识符合调压站的流体的方向要求。
7
阀门
阀门壳体上的流体方向的标识符合调压站的流体的方向要求,阀门的操作应灵活,不与调压站的其它部件干涉。
8
管道的紧固件
紧固件无松动。
9
各管件的水平/垂直
横平竖直。
10
调压站气密性检查
试验压力符合图样,规定时间内无泄漏。
11
各参数调试
符合调压站性能参数表中各设定参数值。
12
仪器仪表的安装检查
仪器仪表各接口安装符合图样要求且连接牢固,各仪器仪表的数值显示正常,同各仪器仪表在同台设备上显示数值应一致。
13
站控系统的安装
站控元件型号规格符合图样要求,安装符合防爆要求,布线整齐接线盒的安装位置便于维护。
14
外观
表面涂漆均匀,色泽一致,无起皮、龟裂、损伤、锈蚀、气泡等缺陷。
过滤器裙座、鞍座、支架、托板、调压站底架等均作倒锐处理。
焊缝外观缺陷如有咬边、气孔、下塌、焊瘤等在标准范围内。
管道表面无飞溅残留。
15
安装架
结构符合图纸要求,无碰撞产生的变形、凹坑等现象托架部分与被托部分紧密配合,无间隙。工作走道钢板焊接牢固,铺设平整。
16
梯架
结构稳固,安装合理,方便人员行走和操作,符合图纸设计要求,不与其它零部件干涉。
产品审核记录
工作令:型号:操作者:日期:
序号
检验项目
要求值
结果
1
提交的资料
完整、正确、及时。
2
外形尺寸
按设计图样要求GB/T1804-V级。
3
缺件出厂手续
齐全、内容明确。
4
产品审核报告
批号、标识 错模 铁锈 非加工面渣孔、气孔、砂 眼等铸造缺陷深度 清晰可辨 0.5mm以下 不可有 深度1mm以下,直径小于¢2正常流 转,3 ≥深度≥1,直径小于¢4可以 修补 OK OK OK
2#
OK OK OK
4
OK
OK
5
加工面的渣孔、气孔、砂 眼等铸造缺陷深度
C:3.2-3.4 Si:1.7-2.2 Mn:0.6-1.0 0.35
其余 ≥98% ≥2%
S: ≤0.12 Cu:0.3-0.6 Cr : 0.2P: ≤0.06
6
铁素体: Ferrite 珠光体: Pearlite 雪明碳体: Cementite C:3.30 Si:1.95 Mn:0.78 P:0.025 判定结果 Result
备注:�此检测报告需加盖供应商章印,同时有检验、审核、核准等人会签,否则无效。 �此检测报告只对此批送样有效。
山东浩信浩德精密机械有限公司
SHANDONG HAOXINHAODE PRECISION MACHINERY CO. LTD 编号: 2012 年 3 月 20 日 材质检验报告 Material Inspection Report 客户 品名 生产日期 潍柴 0041飞轮 2012.3.20 Customer Part Name Prod. Date 品号 材质 批号 615G00020041 HT250 120320 Part NO. Material Lot/Batch 编号 检验项目 方法 规格 检验结果 NO. Test Item Method Spec. Test Result(s) 硬度 1 布氏硬度机 HBS:186 190 Hardness HBS:180-240(本体) 抗拉强度 2 万能试验机 260Mpa ≥250Mpa(单铸试棒) Tensile 延伸率 3 万能试验机 / Elongation / 石墨形状 A型石墨为主,允许少量 A型为主占93.3%,少量的B型 4 万能试验机 Graphite B型,石长不小于4级 石长4级 球化率 5 金相显微镜 / Ductility / 基本组织 Microstructu re Matrix 铁素体: Ferrite 金相显微镜 珠光体: Pearlite 雪明碳体: Cementite 分光仪
产品放行审核单
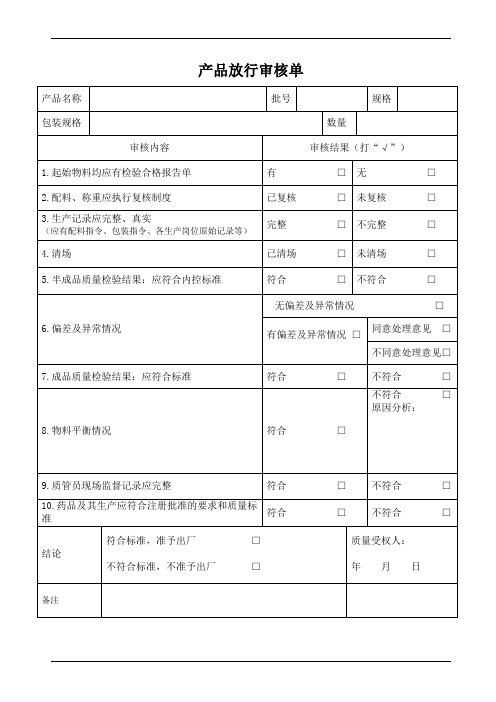
不符合□
6.偏差及异常情况
无偏差及异常情况□
有偏差及异常情况□
同意处理意见□
不同意处理意见□
7.成品质量检验结果:应符合标准
符合□
不符合□
8.物料平衡情况
符合□
不符合□
原因分析:
9.质管员现场监督记录应完整
符合□
不符合□
10.药品及其生产应符合注册批准的要求和质量标准
符合□
不符合□
结论
符合标准,准予出厂□
产品放行审核单
产品名称
批号
规格
包装规格
数量
审核内容
审核结果(打“√”)
1.起始物料均应有检验合格报告单
有□
无□
2.配料、称重应执行复核制度
已复核□
未复核□
3.生产记录应完整、真实
(应有配料指令、包装指令、各生产岗位原始记录等)
完整□
不完整□
4.清场
已清场□
未清场□
5.半成品质量检验结果:应符合内控标准
不符合标准,不准予出厂□
质量受权人:
年月日
备注
产品放行审核记录表

评价内容
评价结果
备注
1
生产部
物料的合格的检验报告或可以追溯的检验单号
合格□
不合格□
2
执行的操作是否符合作业指导书
合格□
不合格□
3
批生产记录的填写是否符合规定的要求
合格□
不合格□
4
关键控制点:热溶混合
合格□
不合格□
5
灭菌已经按照规范进行
合格□
不合格□
6
质管部
检验的过程、执行的操作是否符合作业指导书的要求
产品名称规格型号生产批号生产批量生产部物料的合格的检验报告或可以追溯的检验单号10产品的取样是否符合要求11产品的过程检验是否符合要求12生产过程的环境监测是否符合评价结论生产部
产品放行审核单
公司为保证产品的质量满足标准的要求,在产品放行前对以下的项目进行审核:
产品名称规格型号生产批号生产批量序号来自审核部门合格□
不合格□
7
检验的过程经过复核
合格□
不合格□
8
批检验记录的填写是否符合规定
合格□
不合格□
9
该批产品的原辅料是否有检验合格的检验报告
合格□
不合格□
10
产品的取样是否符合要求
合格□
不合格□
11
产品的过程检验是否符合要求
合格□
不合格□
12
生产过程的环境监测是否符合
合格□
不合格□
评价结论
生产部:质管部:质管部负责人:
产品审核记录表—IATF16949实作资料
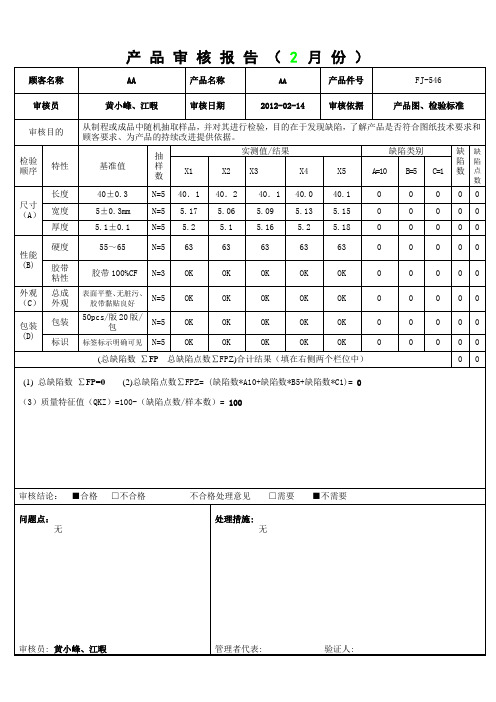
顾客名称
AA
产品名称
AA
产品件号
FJ-546
审核员
黄小峰、江暇
审核日期
2012-02-14
审核依据
产品图、检验标准
审核目的
从制程或成品中随机抽取样品,并对其进行检验,目的在于发现缺陷,了解产品是否符合图纸技术要求和顾客要求、为产品的持续改进提供依据。
检验顺序
特性
基准值
抽样数
实测值/结果
OK
OK
0
0
0
0
0
(总缺陷数∑FP总缺陷点数∑FPZ)合计结果(填在右0(2)总缺陷点数∑FPZ= (缺陷数*A10+缺陷数*B5+缺陷数*C1)=0
(3)质量特征值(QKZ)=100-(缺陷点数/样本数)=100
审核结论:■合格□不合格不合格处理意见□需要■不需要
55~65
N=5
63
63
63
63
63
0
0
0
0
0
胶带
粘性
胶带100%CF
N=3
OK
OK
OK
OK
OK
0
0
0
0
0
外观
(C)
总成外观
表面平整、无脏污、胶带黏贴良好
N=5
OK
OK
OK
OK
OK
0
0
0
0
0
包装
(D)
包装
50pcs/版20版/包
N=5
OK
OK
OK
OK
OK
0
0
0
0
0
标识
标签标示明确可见