产品审核记录表
认证产品记录表
认证产品:① P.C32.5R ② P.O42.5 ③P.O52.5 注册商标:盘固审核类型:□初次第12次监督□扩大生产工艺:完整工艺□粉磨站说明事项1、工艺设备新型干法窑设计规模: 185 万吨熟料/年;水泥:250万吨/年窑规格、台时产量t/h):4.8*72米破碎机规格、台时产量t/h):PCF1018.18 700t/h生料磨规格、台时产量t/h):RP200-180 500t/h选粉机规格:N-3000包装机规格、台时产量t/h)说明事项:无变化2、认证产品产量(审核前一年)①万吨,②万吨,③万吨,④万吨,⑤万吨。
3审核当日、认证产品或类似产品生产情况:①√是②√是③√是④是否⑤是否观察到生产,如是,过程控制指标√是符合要求,作业指令√是执行4、出厂水泥合格率:审核前12个月内合格率100%5、出厂水泥富裕合格率:审核前12个月内合格率100%6、出厂水泥袋重合格率:审核前12个月内包装水泥20袋总质量(含包装袋)≥1000kg合格率100%,单包净重≥49.5kg合格率100%;包装标志√是齐全、清晰,包装用袋√是符合GB9774标准要求。
有散装水泥时记录散装量万吨,占销量的 %,散装卡内容√是符合标准要求。
7、审核前四次出厂水泥均匀性试验Cv(时间/产品/结果,多产品时记录认证产品):;;;。
认证产品实物质量:(1)审核前12个月内(时间:年月~年月%)试饼法时安定性填合格,初凝填最低,其他填最高值和按说明填写)不溶物:①②③④⑤烧失量:①②③④⑤氧化镁:①②③④⑤三氧化硫: ①②③④⑤氯离子: ①②③④⑤比表面积或细度:①②③④⑤安定性:①③④⑤初凝:①②③④⑤终凝:①②③④⑤出厂熟料f-CaO:①②③④⑤3天抗压强度审核结果:①平均值X= MPa;其中最高值: MPa,最低值: MPa。
②平均值X= MPa;其中最高值: MPa,最低值: MPa。
③平均值X= MPa;其中最高值: MPa,最低值: MPa。
新产品开发评审表格
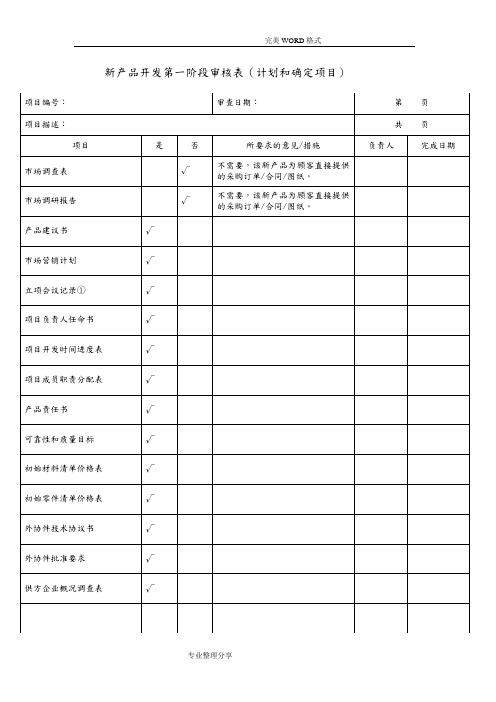
新产品开发第一阶段审核表(计划和确定项目)新产品开发第二阶段审核表(产品设计和开发)新产品开发第三阶段审核表(过程设计和开发)新产品开发第四阶段审核表(产品和过程确认)新产品开发第五阶段审核表(反馈、评定和纠正措施)A — 1 设计FMEA检查表修订日期第1页,共1页制定人:专业整理分享A — 2 设计信息检查表修订日期第1页,共4页专业整理分享A—2 设计信息检查表(续)修订日期第2页,共4页制定人:专业整理分享A — 2 设计信息检查表(续)修订日期第3页,共4页制定人:专业整理分享A — 2 设计信息检查表(续)修订日期第4页,共4页制定人:专业整理分享A— 3 新设备、工装和试验设备检查表修订日期第1页,共2页制定人:专业整理分享A — 3 新设备、工装和试验设备检查表(续)专业整理分享A — 4 产品 / 过程质量检查表修订日期第1页,共4页本检查表并不打算代替克莱斯勒、福特和通用汽车公司的质量体系评定专业整理分享A — 4 产品 / 过程质量检查表(续)修订日期第2页,共4页专业整理分享A — 4 产品 / 过程质量检查表(续)修订日期第3页,共4页专业整理分享A — 4 产品 / 过程质量检查表(续)修订日期第4页,共4页制定人:专业整理分享A — 5 车间平面布置检查表修订日期第1页,共2页制定人:专业整理分享A — 5 车间平面布置检查表(续)修订日期第2页,共2页制定人:专业整理分享A — 6 过程流程图检查表修订日期第1页,共1页制定人:专业整理分享A — 7 过程FMEA检查表修订日期第1页,共1页制定人:专业整理分享A —8 控制计划检查表修订日期第1页,共1页制定人:专业整理分享专业整理分享。
ISO9001内审检查记录表(审核对象:研发及工程部)

√
7)公司暂无委外采购及加工。
8)目前策划内容暂无更改,文件中规定了评审非预期变更的后
果,以及相关的可能引起的风险控制措施要求。
9)策划的输出基本能够应适合组织的运行需要,适宜。
1.公司建立了设计和开发管理制度,并形成了文件。
1)抽查最新产品的设计开发:对市场进行了调研,考虑目前市场上
基本情况,公司可考虑开发效率高、作业面大、节约成本的新产
4.对于产品在测试中发现的不利影响进行了更改,变更过程得到评
√
审,授权人进行了批准,更改确认适宜,满足要求。
5.设计和开发更改控制适宜。
文件编号:
■ISO9001 NO. 标准条款
被审核部门:研发及工程部 审核内容
内审检查记录表
审核日期:
审核记录
审核员: 判定结果
严重 一般 轻微 符合
1.员工是否知道并理解本公司质量方针?
1.抽查工号XX的员工:理解并知悉本公司质量方针(全员参与品
1 5.2质量方针
2.以何种形式获取到本公司质量方针?
质,持续改善进取,打造一流产品,保证客户满意)
√
1.有无设计开发更改的情况?
2.设计开发更改是否进行了评审?
11
8.3.6 设计和开发变 3.评审人员有无授权?是否符合能力?
更
4.评审过程有无考虑风险与机遇?
5.控制是否适宜?
1.查设计和开发更改通知:有更改日期,更改项目的改进要求;
2.查更改内容:确认测试过程中发现了问题导致产品部件作调整;
3.查更改的签核:申请人、审核人、批准人符合权限要求;
报告等。
2.对产品的设计开发策划控制适宜。
新产品的设计开发输入包括:
8
过程审核检查及记录表
内部评审: 外部评审:
编号: 编号:
产品: 供应商:
评审人: 日期:
No
第一章 QAP.p
评审标准
N/A
R
C
CRI
备注
CAR
1 2
1.1 QAP.p 有一份完整的强制性要求文件提供吗?
有关的要求文件必须提供,并要求随时更新;
5 10
有一份完整的质量保证文件提供吗?
标识:零件号、更改等级、标记、可见性、可读性,等等; 可追踪性:产品由来源到终点存在联系
46 在生产工位和传送过程中无破损风险?
包装和装卸设备,周转库存区,等
5 5
47 生产计划与荣光公司交货要求(每日送货需求量)一致? 紧急批次有标识吗?
R: Risk重要性C: Conformity合格程度 (0 = 好; 4 =通过; 7 =不足; 10 =没有)
评审标准
Chap. 2 sub-total carried over:
N/A
R
C
CRI
备注
CAR
16 对于进货产品有评审程序吗?
对于有关的产品进行PQA评审。有一份评审时间安排吗?
5 5
17 对于每一类零件,是否进行包括更改等级的PQA归档吗 (手工样件,试装零件)? 2.1.4 标识与可追溯性 18 对于物料批次和具有受控特性、关键特性、安全/法规特性的零部件, 有标识和可追溯性吗? 19 分有如下质量状态吗?:待决定、接受、拒收、例外接受、返工等等?
评审标准
N/A
R
C
CRI
备注
CAR
8 9
2.1 采购及进货检验 采购订单上有特定的要求吗?
ISO9001内审检查记录表(审核对象:生产部)

2.是否确定了新产品流程?
控制程序,即:文件控制程序、记录控制程序、采供控制程
8
8.1 运行策划和控制
3.是否确定了新产品检验规范? 4.是否确定了生产新产品需新增的资源,如设备、模具、工装等? 5.是否按以上要求加以控制?检查工艺检查记录或产品检验记录。 6.是否有工艺更改?是否评审?是否有必要采取措施消除不利影
6 7.5.2 创建和更新
文件是否有标题,制定人、日期、编号、版本等,评审人是否签 字? 批准人是否签字?包括电子版文件
2.查《质量环境管理手册》,文件记录审批齐全;
√
1.文件是否在使用现场可查阅?
2.文件是否清晰完整?
3.是否有保密文件并如何管理?查文件发放表或电子版文件查阅权
7
7.5.3 形成文件的 信息的控制
1.是否确定了本公司生产、仓库、检验、实验、办公系统的环境要 1.查该部门有环境卫生检查表;温湿度控制记录;文件记录
求? 5 7.1.4 过程运行环境 2.对以上要求是否检查并确定合格?
3.是否对以上环境要求制定了维护计划并实施?
齐全; 2.查有生产任务书发放记录清单,文件记录齐全;
√
1.查该部门有20XX年文件存档申记录清单,文件记录齐全;
限? 4.文件是否保存完成,电子版文件是否有备份或杀毒等措施?是否
查该部门有授权书记录清单,文件授权签署齐全。
可以打开可读?
√
5.作废文件的保存时间、标识、处理或销毁方法?
6.是否建立了外来文件清单,是否对外来文件进行了识别?
7.是否对记录进行了保护,如何防止或识别更改?
1.是否有新产品开发?
1.查生产部有《质量失败成本控制程序》,文件包含了10个
■ISO9001
过程审核检查记录表
-仓库管理系统
-FIFO 先进先出 / 按照批次投入使用
-有序和清洁
-气候条件
-防损防污防锈
-标识可追溯性/ 检验状态/ 加工工序/ 使用状态
-确保防止混放和混用
-隔离库设置并使用
1.9员工素质是否满足了相应的岗位要求
- 产品/技术规范/特殊的顾客要求
-模块中的零部件的产品特性和加工过程的专业知识
- 工装模具/设备/机器的保养和维修状态包括有计划的维修
2.2.2在批量生产中使用的测量和检验设备能否有效地监控质量要求-可靠性试验、功能试验和耐腐蚀试验
-测量精度/检测设备能力
-数据采集和可评价性
-检测设备的校准证明
2.2.3生产工位和检验工位是否符合要求
-人机工程学
-照明
-有序清洁
-环境保护
-工作环境/零件搬运
-数据采集和可评价性
-检测设备的校准证明
2.2.3生产工位和检验工位是否符合要求
-人机工程学
-照明
-有序清洁
-环境保护
-工作环境/零件搬运
-安全生产
2.2.4在生产文件和检验文件中是否标出全部的重要事项并得到遵守
- 过程参数如压力、温度、时间、速度
-机器/工装模具/辅助器具的数据
-检验规范重要的特性、检验器具、方法、检验频次
-安全生产
2.2.4在生产文件和检验文件中是否标出全部的重要事项并得到遵守
- 过程参数如压力、温度、时间、速度
-机器/工装模具/辅助器具的数据
-检验规范重要的特性、检验器具、方法、检验频次
-过程控制图中的控制限
-机器能力和过程能力的证明
-设备操作指导
-作业指导书
试产转量产BOM清单评审记录表
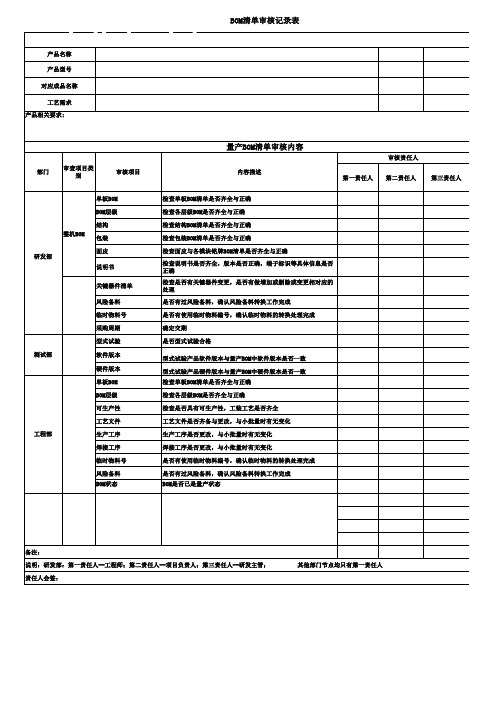
第一责任人第二责任人第三责任人单板BOM 检查单板BOM清单是否齐全与正确BOM层级检查各层级BOM是否齐全与正确结构检查结构BOM清单是否齐全与正确包装
检查包装BOM清单是否齐全与正确面皮
检查面皮与各模块铭牌BOM清单是否齐全与正确说明书
检查说明书是否齐全,版本是否正确,端子标识等具体信息是否正确关键器件清单
检查是否有关键器件变更,是否有做增加或删除或变更相对应的处理风险备料
是否有过风险备料,确认风险备料转换工作完成临时物料号
是否有使用临时物料编号,确认临时物料的转换处理完成采购周期
确定交期型式试验
是否型式试验合格软件版本
型式试验产品软件版本与量产BOM中软件版本是否一致硬件版本
型式试验产品硬件版本与量产BOM中硬件版本是否一致单板BOM
检查单板BOM清单是否齐全与正确BOM层级
检查各层级BOM是否齐全与正确可生产性
检查是否具有可生产性,工装工艺是否齐全工艺文件
工艺文件是否齐备与更改,与小批量时有无变化生产工序
生产工序是否更改,与小批量时有无变化焊接工序
焊接工序是否更改,与小批量时有无变化临时物料号
是否有使用临时物料编号,确认临时物料的转换处理完成风险备料
是否有过风险备料,确认风险备料转换工作完成BOM状态BOM是否已是量产状态备注:
产品名称
产品型号
对应成品名称
工艺需求
整机BOM 产品相关要求:
工程部BOM清单审核记录表
内容描述
部门审核项目审查项目类
别说明:研发部:第一责任人--工程师;第二责任人--项目负责人;第三责任人--研发主管; 其他部门节点均只有第一责任人责任人会签:
审核责任人
量产BOM清单审核内容
研发部
测试部。
供应商审核记录跟踪表(SQE)
6.1 是否有所有检验、测量和测试设备的一览表?
6.检查 测量和 测试设
备
6.2
检定记录是否包括以下内容:以前检定的实际日期、地点、周期、下次 检定的日期、保养和维修细节、检定技术员、制造商名称、型号及出厂
6.3 所有量检具是否有合适的操作规程或作业指导书?
6.4 6.5
新量具和测试设备或经过修理的量具和测试设备是否都要经过检查和检 定 现? 场是否有足够的检测设备保证符合规格要求?
2.9 所有用于提供证据的检验记录是否规定保存期限?
3.合同 评审
3.2 是否有正式的合同评审管理程序?相关记录保存完整?
5.仓库管 理、标识 和可追溯
性
5.1 5.2 5.3 5.5
仓 原库 材是 料否 是整 否齐 可有 以序 回, 溯实 到物 材与质标证签明上或的收内货容人保?是持否一按致照?先进先出的原则发放 使 整用 个?制造过程中, 批标识是否得到保持以保证批的完整性和可追溯性? 是 否有仓库管理制度或相关文件指导操作? 成品是否按先进先出原则进出并实现可追溯性?
现场使用检测仪器的编号及检定状态标识(标识不可丢失,有效期明
4.测量仪 4.2 确);
器、器具
所有检测仪器,必须有作业指导文件,指导如何使用(包括自校);
管理
测试工装的编号及履历建立(货架标识,区分管理); 4.3 所有工装必须作业指导文件,指导如何使用(包括自校);
4.4 测试工装的检定&校准年度计划
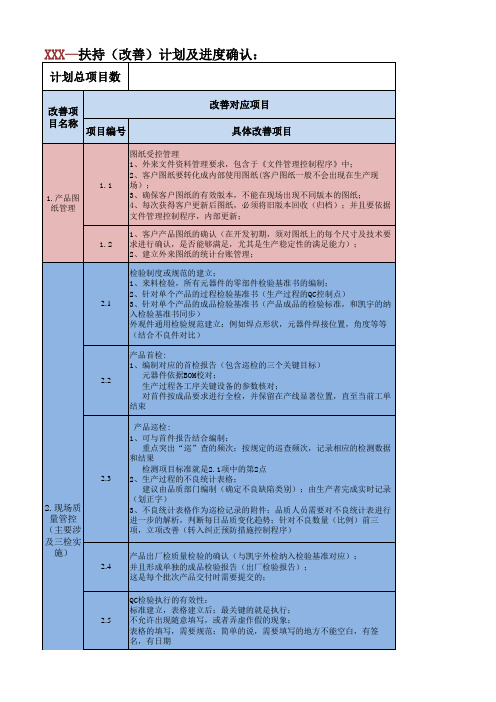
1、客户产品图纸的确认(在开发初期,须对图纸上的每个尺寸及技术要 1.2 求进行确认,是否能够满足,尤其是生产稳定性的满足能力);
2、建立外来图纸的统计台账管理;
检验制度或规范的建立; 1、来料检验,所有元器件的零部件检验基准书的编制; 2、针对单个产品的过程检验基准书(生产过程的QC控制点) 2.1 3、针对单个产品的成品检验基准书(产品成品的检验标准,和凯宇的纳 入检验基准书同步) 外观件通用检验规范建立:例如焊点形状,元器件焊接位置,角度等等 (结合不良件对比)
质量审核检查表

质量审核检查表
1. 概述
质量审核检查表是一种通用的工具,用于记录和验证产品质量检查中的数据和结果。
该文档旨在提供一个标准的质量审核检查表模板,以确保所有的工作人员能够遵守同一套标准执行他们的质量审核检查。
2. 检查表示例
以下是一个简单的质量审核检查表的示例:
检查项符合标准(是/否)备注
外观检查是
尺寸检查是
包装检查否包装损坏
3. 检查项列表
以下是一些可能包含在质量审核检查表中的常见检查项:
外观检查
•产品表面是否有明显的划痕或凹槽?
•产品上的标签是否齐全且易于阅读?
•产品外观是否与样品文件一致?
尺寸检查
•产品是否符合设计尺寸要求?
•尺寸精度是否在可接受范围内?
包装检查
•包装是否完好无损?
•包装内的产品是否与订单一致?
•包装件数是否正确?
性能检查
•产品的工作周期是否符合要求?
•产品的负荷能力是否符合要求?
•产品的能耗是否在可接受范围内?
4. 使用说明
•将检查项列表中的项目添加到检查表中,以满足特定产品类型及其质量审核要求。
•在“符合标准”列中勾选是否符合标准,如果不符合,则在“备注”栏中注明原因。
•对于未能符合标准的项目,记录相应的不合格品数量。
•在进行检查之前,请确保您已经熟悉了产品的质量审核要求,并准备好相应的工具和测试仪器。
5.
质量审核检查表是一种标准化的工具,可帮助工作人员记录和验证产品质量检查数据和结果,提高产品的质量水平。
使用本文档提供的模板,可以快速制作符合产品审核要求的质量审核检查表。
不符合项审核记录表

被审核部门质检部陪同人
不符合项报告
审核依据体系文件审核日期
不符合项描述:
有文件清单但更新不及时。
此中现象不
符合IS09001: 2000版质量管理体系423文件控制程序的要求。
审核员签字:审核组长签字:被审核方代表签字:
不符合项种类严重般
原因分析:
被审核方代表:日期:
纠正措施:
被审核方代表:日期:
纠正措施跟踪情况:
审核员签字:日期:
不符合项报告
被审核部门
生产部 陪同人
不符合项报告
不符合项描述: 在成品保管库,发
现
」开叉车的工人在操作时,碰到已码好
垛的产品,有一箱产品出现损坏,此中现象不符合 IS09001: 2000版质量管理体系7.5.5产品防护的要求。
审核员签字: 审核组长签
字:
被审核方代表签字:
不符合项种类 严重
般
原因分析:
被审核方代表:
日期:
纠正措施:
被审核方代表:
日期:
纠正措施跟踪情况:
审核员签字:
日期:
被审核部门销售部陪同人
审核依据体系文件审核日期
不符合项描述:质量手册中程序文件《生产和服务控制程序》522.4要求销售部编制《顾客走访计划》,按计划走访顾客并填写《走访报告》,销售部虽按照
《顾客走访计划》进行走访,但未填写《走访报告》
审核员签字:审核组长签字:被审核方代表签字:
不符合项种类严重一般
原因分析:
被审核方代表:日期:
纠正措施:
被审核方代表:日期:
纠正措施跟踪情况:
审核员签字:日期:。
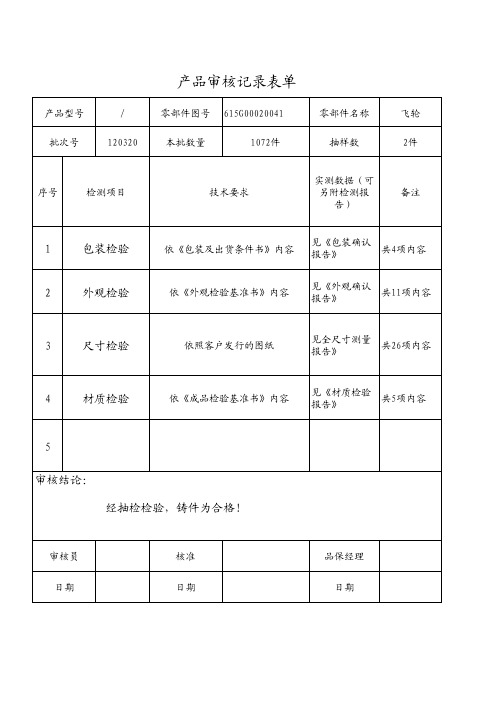
产品审核报告
批号、标识 错模 铁锈 非加工面渣孔、气孔、砂 眼等铸造缺陷深度 清晰可辨 0.5mm以下 不可有 深度1mm以下,直径小于¢2正常流 转,3 ≥深度≥1,直径小于¢4可以 修补 OK OK OK
2#
OK OK OK
4
OK
OK
5
加工面的渣孔、气孔、砂 眼等铸造缺陷深度
C:3.2-3.4 Si:1.7-2.2 Mn:0.6-1.0 0.35
其余 ≥98% ≥2%
S: ≤0.12 Cu:0.3-0.6 Cr : 0.2P: ≤0.06
6
铁素体: Ferrite 珠光体: Pearlite 雪明碳体: Cementite C:3.30 Si:1.95 Mn:0.78 P:0.025 判定结果 Result
备注:�此检测报告需加盖供应商章印,同时有检验、审核、核准等人会签,否则无效。 �此检测报告只对此批送样有效。
山东浩信浩德精密机械有限公司
SHANDONG HAOXINHAODE PRECISION MACHINERY CO. LTD 编号: 2012 年 3 月 20 日 材质检验报告 Material Inspection Report 客户 品名 生产日期 潍柴 0041飞轮 2012.3.20 Customer Part Name Prod. Date 品号 材质 批号 615G00020041 HT250 120320 Part NO. Material Lot/Batch 编号 检验项目 方法 规格 检验结果 NO. Test Item Method Spec. Test Result(s) 硬度 1 布氏硬度机 HBS:186 190 Hardness HBS:180-240(本体) 抗拉强度 2 万能试验机 260Mpa ≥250Mpa(单铸试棒) Tensile 延伸率 3 万能试验机 / Elongation / 石墨形状 A型石墨为主,允许少量 A型为主占93.3%,少量的B型 4 万能试验机 Graphite B型,石长不小于4级 石长4级 球化率 5 金相显微镜 / Ductility / 基本组织 Microstructu re Matrix 铁素体: Ferrite 金相显微镜 珠光体: Pearlite 雪明碳体: Cementite 分光仪