兄弟机床维修3
模具维修知识总结范文(推荐7篇)
模具维修知识总结范文第1篇我们告别成绩斐然的20xx上半年,迎来了充满希望的20xx下半年。
过去的半年,我们有付出也有收获;我们有欢笑也有泪水。
20xx年上半年,在领导的正确指导下,在同事们的积极支持和大力帮助下,完成工作任务。
一、20xx上半年工作总结1、20xx年上半年开发新注塑模具91付,自主开发78付,模具产值80万左右。
注塑模具维修、冷冲模具开发及维修的模具产值30左右。
外接注塑模具、冷冲模具、锌合金模具,共12付,模具产值4、3万。
2、20xx年x月份在公司和部门领导的指导下,在没有影响新开发模具进度的同时,完成了公司的搬迁工作。
3、车间员工考核制度进行了改进,有原来的固定工资工资,改变为考核工资。
考核工资制度使员工提高了工作积极性也提高了工作效率,有原来的不愿加班到现在的自愿加班,只有把工作完成才有考核工资,淘汰了加班不见效率的思想。
4、在技术科、注塑车间的帮助下对模具的结构进行了改进,有原来的半自动生产,到现在的全自动生产,现在基本上把,抽芯模具、下托模具、弧形L板模具、手柄按钮模具及个别的手柄模具全部改为全自动生产,从而提高了生产效率降低了生产成本。
5规范模具的维修方法,降低产品的不合格率,对于模具生产量比较大,容易损坏的配件进行材料特殊处理及准备备件。
二、20xx年上半年工作不足1、模具新开发水平不高,与广东、深圳模具的差距还很大,投产使用的合格率不够高,磨合时间长。
2、模具设计能力不全面,制造工艺安排欠缺。
3、车间管理上,坚持每周有计划,责任明确到人,考核制度还不够健全。
三、20xx年上半年的工作指导思想1、提高模具开发的能力,加快模具开发进度。
2、提高全体员工的整体技术水平,对员工每周进行车间内部培训,让有经验的老师傅一起与大家共同分享工作经验,学习先进技术。
通过消化吸收国内先进模具,提高模具设计开发能力3、加强模具供应商管理,寻找高水平模具制造商、模具加工商,使模具的精度、寿命有很大提高。
简单的数控工程师岗位职责(4篇)

简单的数控工程师岗位职责作为数控工程师,你将负责设计、开发和维护数控机床,以及编写和优化数控程序。
下面是一些简单的数控工程师岗位职责:1. 数控机床设计和开发:负责设计和开发数控机床,包括数控系统、电气控制系统、机械结构等。
根据客户需求和技术要求,制定相应的设计方案,并与团队成员进行协作。
2. 数控机床维护和故障排除:负责数控机床的维护工作,包括日常保养、故障排除和修理。
通过调试和检测,确定和修复机床的故障,并确保机床的可靠运行。
3. 数控程序编写和优化:根据客户需求编写数控程序,实现机床的自动化加工。
对现有程序进行优化,提高加工效率和质量。
与设计团队和生产团队合作,确保程序的准确性和可靠性。
4. 数控工艺、工装设计:根据产品要求和加工过程,设计数控加工工艺和工装夹具。
优化工艺流程,提高加工效率和质量。
与其他相关部门进行沟通和协作,确保工艺和工装的顺利实施。
5. 数控机床的操作和培训:熟悉并熟练操作数控机床,能够根据加工要求和机床的特点进行合理的操作。
对操作流程进行培训,并向操作人员提供技术指导和支持。
6. 数控技术支持:向客户提供数控技术支持,解决技术问题和难题。
与客户进行沟通,了解需求和问题,并提供相应的解决方案。
为客户提供培训和指导,提高其数控技术水平。
7. 数控系统的研究和开发:跟踪数控技术的最新发展,了解行业趋势和新技术。
参与数控系统的研发工作,改进和优化现有系统,提高系统的性能和稳定性。
8. 质量控制和质量改进:负责数控加工过程的质量控制,确保加工零件的质量符合要求。
参与质量问题的分析和改善,提出相应的解决方案并跟踪实施。
9. 项目管理和团队协作:参与数控机床项目的管理和协调工作,确保项目按时、按质完成。
与其他相关部门和团队紧密合作,共同推进项目的进展。
10. 安全生产和环境保护:遵守公司的安全生产和环境保护规定,确保工作场所的安全和环境无污染。
积极参与安全培训和环保活动,提高安全意识和环保意识。
brother高精度模式
速度与激情 | BROTHER高精度模式数控机床的欠切和过切就如同驾车一样,在急拐弯时车速太快容易翻车,车速太慢容易熄火。
机床在加工运行过程中,会不断地根据程序改变加工路径,在遇到转角时,就像汽车转弯一样,必然要减速慢行转弯,否则会“翻车”。
提高产品加工质量必然要控制欠切和过切,下面我们来探讨一下加工中欠切过切现象的成因和解决方式。
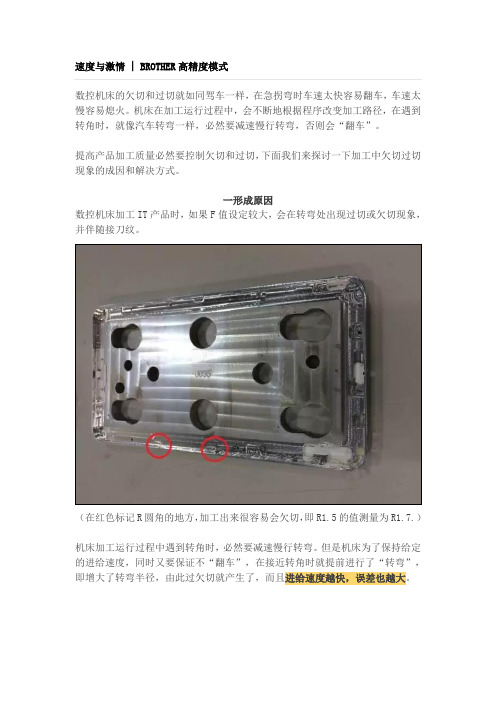
一形成原因数控机床加工IT产品时,如果F值设定较大,会在转弯处出现过切或欠切现象,并伴随接刀纹。
(在红色标记R圆角的地方,加工出来很容易会欠切,即R1.5的值测量为R1.7.)机床加工运行过程中遇到转角时,必然要减速慢行转弯。
但是机床为了保持给定的进给速度,同时又要保证不“翻车”,在接近转角时就提前进行了“转弯”,即增大了转弯半径,由此过欠切就产生了,而且进给速度越快,误差也越大。
二解决对策要保持速度的同时又保证加工形状精度,解决对策就是在转弯处自动加减速。
各系统的自动加减速功能如下:FANUC发那科——AI轮廓控制功能BROTHER兄弟——则是用高精度模式兄弟机型出厂初始设置是关闭高精度模式的,对此有必要打开兄弟机的高精度模式。
即在加工有过欠切的地方,加入高精度模式M代码,让其根据其形状自动进行減速/加速、使形状精度变好。
兄弟C00系统的高精度模式有高精度A和高精度B两种模式。
高精度模式A高精度模式A可以实现高速、高精度、高品质的加工功能。
适于外形加工、三维轮廓加工。
高精度模式A具备提高轮廓精度和提高表面等级两大功能,还可以通过更改用户参数内的设定值来改善加工的轮廓精度和表面等级。
高精度模式A功能篇功能1 提高轮廓精度提高轮廓精度,具体加减速的内容为:⏩自动拐角减速功能;⏩自动圆弧减速功能;⏩自动曲线接近减速功能。
(1)自动拐角减速功能控制拐角指令路径和刀具路径的误差,提高拐角的轮廓精度。
可通过拐角减速超程调整轮廓误差(2)自动圆弧减速功能控制圆弧加工中半径的收缩,提高圆弧的轮廓加工精度。
国外著名机床厂
xxxxxx德马吉上海公司是德国Gildemeister AG吉特迈集团)在中国的全资子公司,负责整个吉特迈集团机床产品的销售及售后服务。
过去几年里,吉特迈(GILDEMEISTE集团凭籍德克尔(DECKEL)马豪(MAHO)和吉特迈(GILDEMEISTER) 这三个品牌成为全球最大的金属切削设备生产厂家。
代表产品:数控万能车床立式车床双主轴生产型车削中心生产型车铣复合加工中心数控纵切自动车床数控多主轴车削中心多主轴自动车床数控万能铣床立式加工中心动柱式机床卧式加工中心数控系统。
SAMAG机床股份有限公司SAMAG机床股份有限公司总部位于德国风景秀丽的图林根地区-萨尔费尔德城。
公司董事长PETER HEIDE先生,有近百年历史,专门从事专用机床设计、开发及销售的中型机床公司,有250多名职工,分别在专机厂和汽车零部件分厂工作。
专机为公司主体,主要生产1-3主轴卧式加工中心和柔性专机。
代表产品有:萨马格M型机床、萨马格R型机床、萨马格D型机床、萨马格RM机床、萨马格卧式加工中心、萨马格MFZ1卧式加工中心等。
xx 巨浪有限公司创立于1921年的德国Chiron,位于距斯图加特(Stuttgart)100公里的Tuttlingen,最初通过制造外科手术器具、仪器、仪表产品起家,自1958年Chiron 开始进入机床行业以来,就一直致力于数控立式加工中心的研究和制造,直到今天发展成为拥有世界上最快、最优秀的机床设备。
代表产品有:CHIRON数控立式加工中心、DZ15W Mag num双主轴高效立式加工中心、FZ12KS五轴高精度立式加工中心等。
XXXXXX机床有限公司埃马克的起源要追溯到1867年。
1 952年公司重建,公司重建后开始制造车床。
开始只生产简单的螺丝车床和拉杆车床。
60 年代,开始生产带转塔的自动车床。
自此以后,相继生产程控单轴和双轴车床,高效率、模块式结构的单轴和多轴自动车床。
80年代,埃马克在制造高度自动化的CNC车床单元领域成果甚丰。
兄弟钻攻中心说明手册
1.机门联动器功能:正在支配里板上有机门联动开关,不妨统造机门联动器功能是可灵验,需要钥匙.当机门联动器灵验时,当机门挨开时,系统停止运止,起呵护效率.机门联动器由机门限位开关战机门锁定拆置组成.之阳早格格创做2.切削进给速度:规定为50-4000mm/min.3.正在慢迫停止的状态下挨开大概关关电源,Z轴将下落约莫0.5mm.4.电压报警指示灯:当输进电压超出额定电压的15%时,此灯为白色.5.复位:(1)复位报警状态;(2)保证输进数据灵验;(3)正在步调运止功夫,停止X/Y/Z/A/B/C战主轴的疏通.然而是正正在实止的换刀与攻丝是可停止与决于支配是可完毕.6.脚动模式:不妨实止整面返回、单刀调换、刀库转化、赶快移动、缓速进给移动、步进进给移动、主轴转化与停止、脚脉支配.7.回整后,X/Y/A/B/C的坐标形成0,Z轴形成参数【到Z轴整面的距离】设定值.8.【ATC】键:按下此键,Z轴返回整面,主轴转化,而后Z轴定位到ATC整面位子,刀库转化,最后一步一步定位到Z轴整面.9.当挨开电源时,主轴速度被设定为100r/min;赶快移动倍率设定为10%;进给速度设定为50mm/min,A/B/C轴设定为0.1mm/min;删量步少设定为0.001mm.10.【RELSE】:此键排除刀库的转化过失大概者ATC疏通过失.11.【I/O】:此键正在障碍排除功夫提供设备统造状态的隐现.12.【热却液】:此键处于关关时,纵然步调中有热却液挨开的指令,仍旧没有克没有及实止热却液挨开.13.当出现多个报警时,将依照要害性落序隐现.14.报警疑息:戴2个*号表示最要害,戴1个*表示二级要害,没有戴*号表示三级要害.15.报警停止分级:分5级.(1)停止所有伺服;(2)停止目前动做;(3)停止目前块;(4)停止单步块;(5)只给出报警,机床疏通没有受效率.16.沉置报警要领:根据报警等第实止沉置要领.2*报警需断开电源沉置,1*报警需按RST沉置,无*报警按任性键沉置.17.建改参数:(1)把支配里板上的【数据呵护】开关树立为【OFF】;(2)按下【数据库】;(3)采用参数;(4)按下【输进】;(5)输进新数据后按【F0】;(7),某些参数建改后需复位大概者沉开系统才死效.18.内存中的数据由电池保护,如果电池耗尽,会隐现电池报警.使用碱性电池AA1.5V.电池分二部分,一个电池保存NC数据(2块电池),一个电池保存编码器数据(3块电池).正在调换电池之前,关关主电源断路开关.正在30MIN内调换电池,可则所有的千万于式编码器数据将被扫除.19.板滞参数的建改:(1)支配里板的【数据呵护】开关置位OFF;(2)采用【输进/输出】绘里;(3)选定【1.输进/输出】,版本界里隐现;(4)正在【参数建改】中设定为1.20.参数意思:21.的。
兄弟机床维修手册
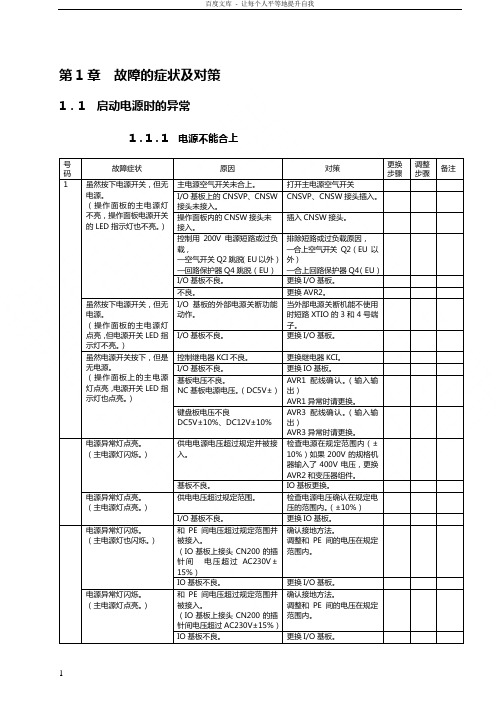
第1章故障的症状及对策1.1 启动电源时的异常1.1.1 电源不能合上号码故障症状原因对策更换步骤调整步骤备注1 虽然按下电源开关,但无电源。
(操作面板的主电源灯不亮,操作面板电源开关的LED指示灯也不亮。
)主电源空气开关未合上。
打开主电源空气开关I/O基板上的CNSVP、CNSW接头未接入。
CNSVP、CNSW接头插入。
操作面板内的CNSW接头未接入。
插入CNSW接头。
控制用200V电源短路或过负载,—空气开关Q2跳脱(EU以外)—回路保护器Q4跳脱(EU)排除短路或过负载原因,—合上空气开关Q2(EU以外)—合上回路保护器Q4(EU)I/O基板不良。
更换I/O基板。
不良。
更换AVR2。
虽然按下电源开关,但无电源。
(操作面板的主电源灯点亮,但电源开关LED指示灯不亮。
)I/O基板的外部电源关断功能动作。
当外部电源关断机能不使用时短路XTIO的3和4号端子。
I/O基板不良。
更换I/O基板。
虽然电源开关按下,但是无电源。
(操作面板上的主电源灯点亮,电源开关LED指示灯也点亮。
)控制继电器KCI不良。
更换继电器KCI。
I/O基板不良。
更换IO基板。
基板电压不良。
NC基板电源电压。
(DC5V±)AVR1配线确认。
(输入输出)AVR1异常时请更换。
键盘板电压不良DC5V±10%、DC12V±10%AVR3配线确认。
(输入输出)AVR3异常时请更换。
电源异常灯点亮。
(主电源灯闪烁。
)供电电源电压超过规定并被接入。
检查电源在规定范围内(±10%)如果200V的规格机器输入了400V电压,更换AVR2和变压器组件。
基板不良。
IO基板更换。
电源异常灯点亮。
(主电源灯点亮。
)供电电压超过规定范围。
检查电源电压确认在规定电压的范围内。
(±10%)I/O基板不良。
更换IO基板。
电源异常灯闪烁。
(主电源灯也闪烁。
)和PE间电压超过规定范围并被接入。
(IO基板上接头CN200的插针间电压超过AC230V±15%)确认接地方法。
兄弟CNC机床保养办法
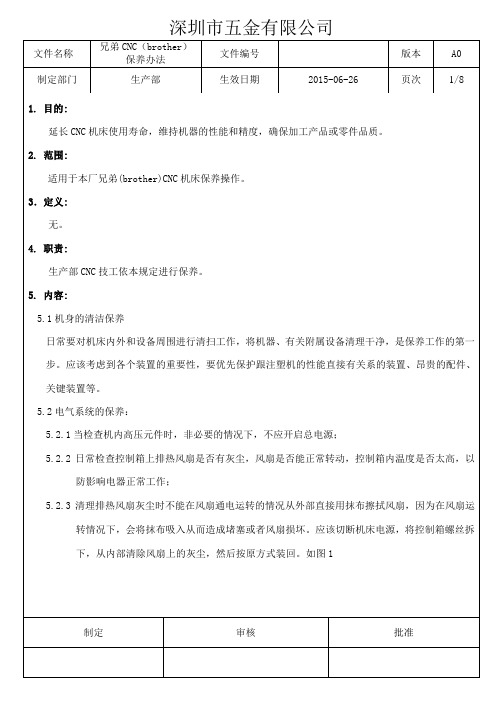
制定部门 生产部生效日期2015-06-26页次2/85.3空气过滤器保养如下图2,应每天将空气过滤器中积累的水份排出,具体的做法是逆时针方向扭松旋钮,让水份排干净。
5.4主轴保养:5.4.1主轴上面的残渣每天要检查清理;5.4.2主轴电机风扇要保持干净,不能有灰尘或异物堵住,应每月检查清理一次;5.4.3主轴上黄油孔要每月加入润滑脂,需使用机床指定润滑脂(美孚Mobil Unirex N2或者壳牌Shell Alvania Grease S NO.2),劣质油脂可能造成油路堵塞;具体加入注意事项: ⑴黄油孔要用风枪从侧面吹干净,不能有异物残留孔表面,防止异物进入油路; ⑵黄油枪嘴内侧要检查是否有异物,防止异物进入油路;⑶人工加油时,油量不能太多,防止油路爆裂,油量太少。
起不到润滑主轴作用,人工压入 5-6次即可。
⑷具体操作按下图3所示作业。
②如右图1所示,该处为排热风扇① 如右图1所示,在清理排热风扇时需将这四个固定螺丝拆下,打开箱盖。
图1图2如右图2所示,逆时针方向扭松旋钮,让水份排干净。
制定部门 生产部生效日期2015-06-26页次3/85.4.4 ATC 刀库保养:刀库及包括夹钳套、主轴头保持润滑,每日检查防锈处理,具体如上图4、图5所示。
5.5伸缩板保养:每天下班前清理一次残渣,不能因残渣影响伸缩板运行。
5.6工件台保养:5.6.1工件台包括机床内部每天下班前清理一次残渣;5.6.2 X 轴和Y 轴上面黄油孔每月人工加入一次黄油,具体按5.4.3第⑶条办理; 5.6.3具体操作按下图所示作业。
5.7操作面板保养如左图4所示,主轴风扇如左图5所示,A TC 刀库、夹钳套如左图4所示,主轴头如左图3所示,主轴黄油孔如上图9所示Y 轴黄油孔如上图6所示,工件台包括机床内部每天下班前清理一次残渣如上图8所示X 轴黄注孔5.7.1操作面板日常保持干净无污渍;5.7.2操作人员日常使用要轻按轻触,防止损坏按键; 5.7.3紧急停止按钮功能要正常,每个月会同安全门点检时一并验证;5.7.4电源键、启动键、进给保持键要能正常状态显示; 5.7.5其他按钮要能正常工作,每个月检查确认一次; 5.7.6手柄及信号线要爱护,使用完手柄要挂在面板挂扣上, 信号线不能的损伤现象。
兄弟加工中心报警【大全】
* servo(***)
*司服问题(***)
发生在第5轴,原因视乎(***)
0064(conv)
5064(nc)
* servo(***)
*司服问题(***)
发生在第5轴,原因视乎(***)
0066(conv)
5066(nc)
* servo(***)
*司服问题(***)
发生在M轴,原因视乎(***)
警报号码
讯识
原因
解决方法
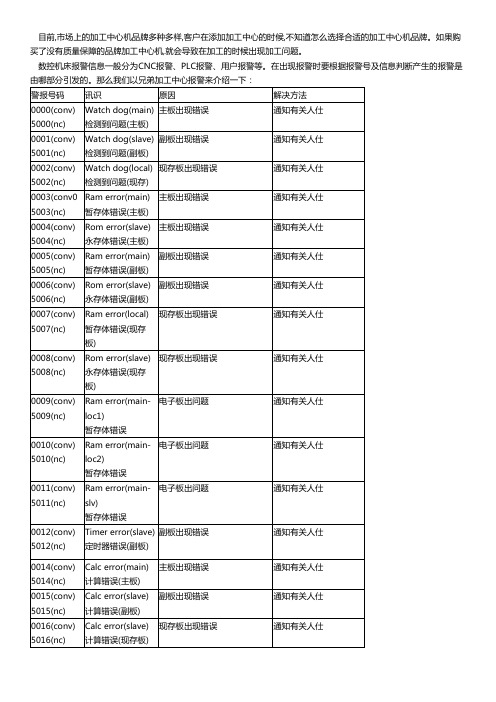
0000(conv)
5000(nc)
Watch dog(main)
检测到问题(主板)
主板出现错误
通知有关人仕
0001(conv)
5001(nc)
Watch dog(slave)
检测到问题(副板)
副板出现错误
通知有关人仕
0002(conv)
5002(nc)
Watch dog(local)
0055(conv)
5055(nc)
Ram error(main-loc3)
缓存器问题
电子板问题
0056(conv)
5056(nc)
Servo relay1 error
司服relay1问题
1/司服电源供应relay1激活
2/司服电源供应relay1只关了一半
0057(conv)
5057(nc)
Servo relay2 error
目前,市场上的加工中心机品牌多种多样,客户在添加加工中心的时候,不知道怎么选择合适的加工中心机品牌。如果购买了没有质量保障的品牌加工中心机,就会导致在加工的时候出现加工问题。
数控机床报警信息一般分为CNC报警、PLC报警、用户报警等。在出现报警时要根据报警号及信息判断产生的报警是由哪部分引发的。那么我们以兄弟加工中心报警来介绍一下:
BROTHER 兄弟钻攻机 装刀方法

1. 先在手动操作[MANU]方式;
2. 按手动换刀键[ATC];Z 轴到最高换刀点,同时主轴定向.
3. 在按手动换刀键[ATC];Z 轴回到ATC 零位.
4. 按刀库转动键[MAG.F]/[MAG.R],转到所需的刀座号.
5. 从规定装刀位置装入刀柄,注意柄上缺口对准刀座上的定位块,用手轻轻左右转动,看刀是否卡好在刀座上(见图)不能从主轴下面装刀.
6. 再按刀库转动键[MAG.F]/[MAG.R]转到下一个刀座,装完所有的刀柄.
7. 把快速倍率开关选在2或3
檔,再按手动换刀键[ATC],则Z 轴回到480,刀也装回主轴上
,如打在4檔,当刀未装好时,Z 轴下来时会撞坏刀爪,把所有刀都试一遍是否正确装在主轴上.
注意: 在换过新刀或动过刀库上的刀和早晚班交接后,要检查刀具是否装好在刀座,运行新程序前,都用3檔空走程序一遍.
如是由于人为装刀不好而撞机,即使在保养期内,制造商不会赔偿.
拉钉必须锁紧在刀柄上,定期查有无松动.(须用MAS-P30T-2;30O 拉钉)
由于切削液的浓度等原因,可能引起机床部件生锈,使刀爪两边的销钉卡死,从而在换刀时刀从刀爪中松不脱,也会撞坏刀爪.所以要定期检查刀爪两边的销钉是否活动自如.
BROTHER 机床装刀方法。
兄弟钻攻中心说明手册

1.机门联动器功能:在操作面板上有机门联动开关,可以控制机门联动器功能就是否有效,需要钥匙.当机门联动器有效时,当机门打开时,系统停止运行,起保护作用。
机门联动器由机门限位开关与机门锁定装置组成。
2.切削进给速度:限定为50-4000mm/min。
3.在紧急停止得状态下打开或关闭电源,Z轴将下降大约0、5mm。
4.电压报警指示灯:当输入电压超过额定电压得15%时,此灯为红色。
5.复位:(1)复位报警状态;(2)确保输入数据有效;(3)在程序运行期间,停止X/Y/Z/A/B/C与主轴得运动。
但就是正在执行得换刀与攻丝就是否停止取决于操作就是否完成。
6.手动模式:可以执行零点返回、单刀更换、刀库旋转、快速移动、慢速进给移动、步进进给移动、主轴旋转与停止、手脉操作。
7.回零后,X/Y/A/B/C得坐标变为0,Z轴变为参数【到Z轴零点得距离】设定值。
8.【ATC】键:按下此键,Z轴返回零点,主轴旋转,然后Z轴定位到ATC零点位置,刀库旋转,最终一步一步定位到Z轴零点。
9.当打开电源时,主轴速度被设定为100r/min;快速移动倍率设定为10%;进给速度设定为50mm/min,A/B/C轴设定为0、1mm/min;增量步长设定为0、001mm.10.【RELSE】:此键解除刀库得旋转错误或者ATC运动错误。
11.【I/O】:此键在故障排除期间提供设备控制状态得显示。
12.【冷却液】:此键处于关闭时,尽管程序中有冷却液打开得指令,仍然不能执行冷却液打开.13.当出现多个报警时,将按照重要性降序显示。
14.报警信息:带2个*号表示最重要,带1个*表示二级重要,不带*号表示三级重要。
15.报警停止分级:分5级。
(1)停止所有伺服;(2)停止当前动作;(3)停止当前块;(4)停止单步块;(5)只给出报警,机床运动不受影响。
16.重置报警方法:根据报警等级执行重置方法.2*报警需断开电源重置,1*报警需按RST重置,无*报警按任意键重置.17.修改参数:(1)把操作面板上得【数据保护】开关设置为【OFF】;(2)按下【数据库】;(3)选择参数;(4)按下【输入】;(5)输入新数据后按【F0】;(7),某些参数修改后需复位或者重启系统才生效。
具环保功能的新一代日本“兄弟”数控攻牙中心面世

公司理 念应 用到全球环 境问题 之 上 , S 2 D 机床的面 世正 是 r 兄弟j 实现其环保主 张 的最佳体现 :由于 使 用高性 能 的主 轴 电机及低惯性主 轴实现 了低耗 电量 , 此 外主轴外罩的结构改善灭 少了需要净化 的空气量 , 鼓风装置 亦设置了最适宜的 空 气排放时间 , 与之 相配 合的其它节能 措 施还 包括 冷却 液 的 自动 关闭 、 待 机模 式 、 工 作 灯 自动 灯 灭 、 电 源 自动 关 闭 及 润 滑 油 自动 系统 等 。 电气 设 计 的改 良 , 大幅削减了能源 消耗 , 令工 作机床的二 氧化碳排放量 显 著下降 , 其环保功效等 同于 种 植7 2 0 棵西 洋杉树 。
在 今年 的 日本 J I M T O F 机 床 展 中 , T C - S 2 D 机 首 次亮相便 广获好评 , 其集 环 保与高性能于一 身的特点得到制造业 的充分肯定 。 对于 资源有限 , 生产高峰 期经常 出现能源短缺的工 业 地区而言 , 该款机床能有效帮助 厂 家节省生 产成 本 , 提升工 作效益 。 a D
( 由 宝 力机械 有 限 公 司供 稿 )
2 8 模 具 工 程 M O U L D & D IE P R O J E C T 2 0 0 9 5 P 第 1 期 ( 总第 9 4 期
托车行业 的离合器箱 、 节流阀体、 化油
器 壳 体 、 压 缩 机 气 缸 、 凸 轮 盖 、 水 /油
泵 、 进 气管 、 主 气缸等 , 以及通 用零件
如 齿轮盖 、
液压 传输接 头 、
相机面 板 及
分流 阀等 , 应 用 范 围相 当广泛 。
而最值一 提 的是T C - S 2 D 机的 出色
环 保 功 能 , 在 自然 资源 日益 匮 乏 的 今
日本兄弟机床授权书

授权单位:日本兄弟机床株式会社地址:日本东京都千代田区一ツ桥1-1-1授权日期:____年____月____日受权单位:____机床制造有限公司地址:____省____市____区____街道____号根据《中华人民共和国合同法》及相关法律法规的规定,日本兄弟机床株式会社(以下简称“授权单位”)与____机床制造有限公司(以下简称“受权单位”)就授权事项经友好协商,达成如下协议:一、授权范围1. 授权单位同意授予受权单位在日本兄弟机床产品(以下简称“产品”)在中国大陆地区的独家销售权、维修权、技术支持权及售后服务权。
2. 授权单位授权受权单位销售的产品包括但不限于:数控机床、加工中心、车床、磨床、铣床等。
3. 受权单位应严格按照授权单位的产品规格、技术参数和售后服务要求,进行产品的销售、维修、技术支持和售后服务。
二、授权期限1. 本授权书自双方签字盖章之日起生效,有效期为____年。
2. 本授权书到期后,如双方无异议,可续签本授权书。
三、授权费用及支付方式1. 受权单位应按照本授权书规定的授权范围,向授权单位支付授权费用。
2. 授权费用支付方式:受权单位应在每月的____日前,向授权单位支付上月销售产品的授权费用。
3. 授权费用计算方法:根据受权单位销售产品的数量、价格及授权单位规定的收费标准,由授权单位另行制定。
四、保密条款1. 双方对本授权书的内容及授权范围内的产品信息负有保密义务,未经对方同意,不得向任何第三方泄露。
2. 本保密条款在本授权书终止后仍具有约束力。
五、违约责任1. 如受权单位违反本授权书的规定,授权单位有权终止本授权书,并要求受权单位赔偿因此造成的损失。
2. 如授权单位违反本授权书的规定,受权单位有权终止本授权书,并要求授权单位赔偿因此造成的损失。
六、争议解决1. 双方因履行本授权书发生的争议,应首先通过友好协商解决。
2. 如协商不成,任何一方均可向有管辖权的人民法院提起诉讼。
Brother兄弟机GM代码汇总

Brother兄弟机GM代码汇总BROTHER 机编程指令(G代码)G00X_Y_Z_ (快速移动,点定位)G01X_Y_Z_F_ (直线插补,直线切削)G01X_Y_,C_ (倒直角)G01X_Y_,R_ (倒圆角)G02X_Y_I_J_F_ (顺时针圆弧)G02X_Y_R_F_ (顺时针圆弧)G03X_Y_I_J_F_ (逆时圆弧)G03X_Y_R_F_ (逆时针圆弧)G102X_Z_I_K (XZ平面顺时针圆弧)G103X_Z_I_K_ (XZ平面逆时针圆弧)G202Y_Z_J_K_ (YZ平面顺时针圆弧)G203Y_Z_J_K_ (YZ平面逆时针圆弧)I=X圆心坐标-X圆弧起点坐标J=Y圆心坐标-Y圆弧起点坐标K=Z圆心坐标-Z圆弧起点坐标R=圆弧半径(当负数时为大于180度的圆弧,正数是为小于180度的圆弧)G04X_(暂停)G04P_(暂停)G10 L2PnX_Y_Z_A_B_C_ (n=1—6:G54—G59,从程序中输入工件零位)G10L10P_R_ (刀长输入)G10L12P_R_ (刀具半径输入)G10L11P_R_ (刀长磨损值)G10L13P_R_ (刀具半径磨损值)G10L20PnX_Y_Z_ (n=1—48,从程序中输入扩展工件零位)注: 在G90绝对值方式下,以上数据以新值代替旧值.在G91增量方式下,以上数据加上旧值为最新值.G40 (取消刀具半径补偿)G41 Dn (刀具半径左补偿)G42 Dn (刀具半径右补偿)G43 Hn (n=0—99,刀具长度正补偿)G44 Hn (n=0—99,刀具长度负补偿)G49 (取消刀具长度补偿)G53 (机床零点)G54—G59 (工件零点)G54.1 Pn (n=1—48,48个扩展工件零点)G68X_Y_R_ (XY坐标平面旋转,XY是旋转中心坐标,R是角度0—360度)G69 (取消旋转)G168X_Y_R_Q_ (以测量结果为中心旋转,Q=1—4)G90 (绝对值编程)G91 (增量值编程)G92X_Y_Z_ (以当前机床位置为工件零位.一般不用此指令,因用G92后,G54—G59则被改变,须关机再开机后,G54—G59才能准确) 循环指令G80 (取消循环)G81X_Y_Z_R_K_F_ (钻孔循环)G83X_Y_Z_R_Q_F_ (多次钻孔,深孔钻)G73X_Y_Z_R_Q_F_ (多次钻孔,高速深孔钻)G84X_Y_Z_R_S_F_ (攻丝,F=S*牙距S为主轴转速)G74X_Y_Z_R_S_F_ (攻反丝,F=S*牙距S为主轴转速)G77X_Y_Z_R_I_Q_S_L_G77X_Y_Z_R_J_Q_S_L_(I为公制牙距,J为一英寸内的螺纹牙数,Q为每次Z轴方向攻丝的深度,L为退刀时的转速S≦L≦8000)G78 (攻反牙,其余同G77)G36X_Y_I_J_K_P_ (钻圆周分布孔)G37X_Y_I_J_K_ (钻直线孔)G38X_Y_I_J_K_ (钻直线孔)G39X_Y_I_J_K_P_O _ (钻网格孔)G98 (回到初始点)G99 (回到R点)符号注释:R: 安全点坐标X,Y: 孔的中心坐标Z: 孔在Z轴方向的坐标值F: 进给量K: 加工孔的个数BROTHER TC机编程指令(M代码)M01 (暂停)M02 (程序结束)M03 (主轴正转)M04 (主轴反转)M05 (主轴停)M06 (自动换刀)M08 (开冷却液)M09 (关冷却液)M19 (主轴定向)M30 (程序结束)M98 P L (调用子程序) M99 (子程序结束)M400 (开冲屑水)M401 (关冲屑水)M200 (刀具断刀检测)。
汽车零部件设备年度检修计划方案

汽车零部件设备年度检修计划方案一、检修目标。
咱这汽车零部件设备啊,就像一群勤劳的小蜜蜂,一年到头忙个不停。
可再能干也得休息休息,做个全面检修,目标就是让这些设备都能像刚出厂时那样活力满满,减少故障,提高生产效率,保证生产出来的汽车零部件都是杠杠的!二、检修设备清单。
1. 冲压机。
这可是个大力士,把金属板材冲压成各种形状的零部件。
它干活猛,所以得好好检查它的冲压模具、液压系统、电气控制系统啥的。
2. 数控机床。
这就像是个精密的雕刻大师,把零部件加工得特别精准。
要检查它的刀具、刀库、丝杆、导轨还有数控系统,稍微有点偏差,那做出来的零件可就不完美了。
3. 焊接机器人。
像个会喷火的小工匠,把零部件焊接在一起。
得看看它的焊接枪头、送丝机构、焊接程序以及它的机械臂关节灵活性。
4. 涂装设备。
负责给零部件穿上漂亮的外衣,喷枪、供漆系统、烘干炉这些地方都得仔细瞅瞅,要是出问题,零部件的外观可就不好看了。
三、检修时间安排。
1. 第一季度(1 3月)1月:冲压机检修。
第一周:检查冲压模具,看看有没有磨损、变形的情况。
要是有,就得修或者换。
第二周:对液压系统进行全面检查,包括液压油的油质、油量,还有各种液压阀的工作状态。
第三周:检查电气控制系统,电线有没有老化、接头有没有松动等。
2月:数控机床检修。
第一周:刀具检查,磨损严重的刀具统统换掉,刀库的换刀动作也要测试一下。
第二周:清理丝杆和导轨,涂上润滑油,再检查它们的精度有没有下降。
第三周:对数控系统进行软件升级,检查参数设置有没有错误。
3月:焊接机器人检修。
第一周:检查焊接枪头,清理积碳,更换磨损的导电嘴。
第二周:检查送丝机构,保证送丝顺畅,不卡丝。
第三周:测试焊接程序,看看焊接轨迹有没有偏差,机械臂关节的灵活性也要好好检查。
2. 第二季度(4 6月)4月:涂装设备检修。
第一周:检查喷枪,看看喷头有没有堵塞,雾化效果好不好。
第二周:检查供漆系统,管道有没有泄漏,油漆泵工作是否正常。
江苏晋星兄弟数控机床有限公司介绍企业发展分析报告模板

Enterprise Development专业品质权威Analysis Report企业发展分析报告江苏晋星兄弟数控机床有限公司免责声明:本报告通过对该企业公开数据进行分析生成,并不完全代表我方对该企业的意见,如有错误请及时联系;本报告出于对企业发展研究目的产生,仅供参考,在任何情况下,使用本报告所引起的一切后果,我方不承担任何责任:本报告不得用于一切商业用途,如需引用或合作,请与我方联系:江苏晋星兄弟数控机床有限公司1企业发展分析结果1.1 企业发展指数得分企业发展指数得分江苏晋星兄弟数控机床有限公司综合得分说明:企业发展指数根据企业规模、企业创新、企业风险、企业活力四个维度对企业发展情况进行评价。
该企业的综合评价得分需要您得到该公司授权后,我们将协助您分析给出。
1.2 企业画像类别内容行业空资质增值税一般纳税人产品服务:数控机床制造;数控机床销售;机床功能部件1.3 发展历程2工商2.1工商信息2.2工商变更2.3股东结构2.4主要人员2.5分支机构2.6对外投资2.7企业年报2.8股权出质2.9动产抵押2.10司法协助2.11清算2.12注销3投融资3.1融资历史3.2投资事件3.3核心团队3.4企业业务4企业信用4.1企业信用4.2行政许可-工商局4.3行政处罚-信用中国4.4行政处罚-工商局4.5税务评级4.6税务处罚4.7经营异常4.8经营异常-工商局4.9采购不良行为4.10产品抽查4.11产品抽查-工商局4.12欠税公告4.13环保处罚4.14被执行人5司法文书5.1法律诉讼(当事人)5.2法律诉讼(相关人)5.3开庭公告5.4被执行人5.5法院公告5.6破产暂无破产数据6企业资质6.1资质许可6.2人员资质6.3产品许可6.4特殊许可7知识产权7.1商标7.2专利7.3软件著作权7.4作品著作权7.5网站备案7.6应用APP7.7微信公众号8招标中标8.1政府招标8.2政府中标8.3央企招标8.4央企中标9标准9.1国家标准9.2行业标准9.3团体标准9.4地方标准10成果奖励10.1国家奖励10.2省部奖励10.3社会奖励10.4科技成果11土地11.1大块土地出让11.2出让公告11.3土地抵押11.4地块公示11.5大企业购地11.6土地出租11.7土地结果11.8土地转让12基金12.1国家自然基金12.2国家自然基金成果12.3国家社科基金13招聘13.1招聘信息感谢阅读:感谢您耐心地阅读这份企业调查分析报告。
2024年简单的数控工程师岗位职责(三篇)
2024年简单的数控工程师岗位职责1、按照图纸在规定的时间内准时完成数控设备编程任务;2、确认图纸,独立编程,首件产品经确认后批量生产,并做好生产过程的自检和抽检,合格品流入下道工序;3、工装夹具,刀具的选择和确认;工作区域内工具、设备的保管及保养;4、排除数控机床使用过程中的各种故障,进行日常的机床维护和保养。
数控工程师岗位职责(二)1、承担DMG车削中心编程工作2、CNC加工程序的优化;3、负责新品项目推进工作,对新产品及定制产品的工艺路线进行确定、指导试制样品,并对试制后进行工艺评审;4、工装夹具设计,与进度跟踪;5、对工艺路线进行优化,现场产品问题解决工作;6、工艺卡片的编写及生产现场的工艺指导、管理、监督和技术服务。
数控工程师岗位职责(三)1、参与新产品开发,提供可靠的数控车削工艺及设计车削工装夹具;2、总结新产品数控工艺,编制数控工艺规程,指导现场生产;3、负责数控车削工艺优化,为工厂量产提供技术支持。
数控工程师岗位职责(四)1、熟悉CNC加工经验,能看懂三视图;2、有CNC架车、架机经验、了解3轴、4轴驾车内容、注意事项及其原理;3、熟悉法兰克、兄弟、北京精雕等操作、调试系统,了解CNC相关刀具加工特性佳;4、熟练运用UG编程软件、了解探针编程;数控工程师岗位职责(五)1、按照工艺制作13步流程设计工装、制作零件程序和工艺文件;2.严格把控工装和工艺的稳定性;3.遵守本岗位的安全、5S相关职责和公司规章制度;4.积极配合上级交办的事项。
2024年简单的数控工程师岗位职责(二)2024年数控工程师岗位职责主要包括以下几个方面:1. 数控系统的维护和管理:数控工程师负责对数控系统进行日常维护和管理工作,确保系统的正常运行。
这包括对数控设备进行定期检查和维修,及时排除故障,提高设备的可靠性和稳定性。
数控工程师还要负责对数控系统进行升级和改进,以适应企业生产需求的变化。
2. 数控加工工艺的设计和优化:数控工程师要根据产品的要求和工艺流程,设计数控加工方案。
[数控笔记] - 2017-11-14 Brother机床 伺服错误一览表
![[数控笔记] - 2017-11-14 Brother机床 伺服错误一览表](https://img.taocdn.com/s3/m/afc82172770bf78a64295470.png)
检查伺服参数设置 如果错误仍然存在,请通知我们 请通知我们服务部门。
RSTM
31 在伺服打开期间,放大器RST输入已衰减
SCE
32 同步结构CRC错误
检查电源供给电压,容量,瞬间服务中 如果错误仍然存在,请通知我们 请通知我们服务部门
辅助信息( 辅助
*** ) 显 示
内容
号码
RECD
33 编码器信号不能读出错误
原因
请通知
VERI MOH
34 前面设置的马达类型,编码器脉冲,编码器类型与现在设置的不匹配,这个错误仅在 正确设
PV放大器中才会发生
SERV
打开
马达类
编码器
35 放大器过热
编码器 请通知
文章精选: Brother机床显示屏亮度调节 Brother防止误操作粘刀改善 Brother TC-S2D PLC信号地址 Brother空运行屏蔽气压改善步骤
DSPE
14 DSP错误
检查电源电压,容量,瞬间服务中断,并在必要时纠正
如果错误仍然存在,请通知我们 电源关闭15~20分钟后,确认加工条件,运转方式并降 低
如果错误仍然存在,请通知我。 请通知我们服务部门
ROME
15 内存错误
请通知我们服务部门
PARE
16 伺服参数错误
电源电压低下 17 电池电压低
检查下列伺服参数设置: ·马达类型(*13) ·防止堵转负载(*18)的电流限制 替换备份绝对编码器的锂电池
CSE
18 初始化编码器错误
请通知我们服务部门
MOC
19 马达过电流
请通知我们服务部门
DTO
20
辅助信息( 辅助
*** ) 显 示
兄弟机床资料
维修手册目录1章故障的症状及对策第1.1启动电源时的异常1.1.1电源不能合上――――――――――――――――――――――――――1.1.1-1J1.1.2漏电保护器跳脱―――――――――――――――――――――――――1.1.2-1J1.2进给轴异常1.2.1X,Y,Z,4,5,6轴伺服错误―――――――――――――――――――――1.2.1-1J1.2.2X,Y,Z,4,5,6轴偏差错误―――――――――――――――――――――1.2.2-1J1.2.3脉冲错误――――――――――――――――――――――――――――1.2.3-1J1.2.4X,Y,Z,4,5,6轴其它异常―――――――――――――――――――――1.2.4-1J1.2.5X,Y,Z进给轴异常――――――――――――――――――――――――1.2.5-1J1.3主轴的异常1.3.1主轴伺服错误――――――――――――――――――――――――――1.3.1-1J1.3.2主轴偏差错误――――――――――――――――――――――――――1.3.2-1J1.2.3过热错误(主轴马达)――――――――――――――――――――――1.3.3-1J1.2.4主轴的异常―――――――――――――――――――――――――――1.3.4-1J1.4ATC 的异常1.4.1ATC部分异常(刀库回转前后)――――――――――――――――――1.4.1-1J1.4.2ATC部分异常(刀库回转时)―――――――――――――――――――1.4.2-1J1.5NC控制部分异常1.5.1NC、MEM基板部分的异常―――――――――――――――――――――1.5.1-1J1.5.2SLAVE基板部分的异常――――――――――――――――――――――1.5.2-1J1.5.3IO基板部分的异常―――――――――――――――――――――――1.5.3-1J1.5.4ATC基板部分的异常―――――――――――――――――――――――1.5.4-1J1.6操作箱的异常1.6.1操作面板的异常―――――――――――――――――――――――――1.6.1-1J1.6.2画面的异常―――――――――――――――――――――――――――1.6.2-1J1.7周边机器的异常1.7.1冷却装置的异常―――――――――――――――――――――――――1.7.1-1J1.7.2冲屑装置的异常―――――――――――――――――――――――――1.7.2-1J2004-4-201TS2Z MTC11第2章更换步骤(机械部分)2.1主轴2.1.1更换主轴马达――――――――――――――――――――――――――2.1.1-1J2.1.2更换主轴联轴器―――――――――――――――――――――――――2.1.2-1J2.1.3更换主轴――――――――――――――――――――――――――――2.1.3-1J2.1.4更换主轴马达风扇――――――――――――――――――――――――2.1.4-1J2.2ATC2.2.1更换刀库――――――――――――――――――――――――――――2.2.1-1J2.2.2更换刀爪――――――――――――――――――――――――――――2.2.2-1J2.2.3更换刀柄销组件2――――――――――――――――――――――――2.2.3-1J2.2.4更换地址传感器―――――――――――――――――――――――――2.2.4-1J2.2.5更换圆柱凸轮(14ATC)―――――――――――――――――――――2.2.5-1J2.2.6更换ATC马达(14ATC)―――――――――――――――――――――2.2.6-1J2.2.7更换中间齿轮(14ATC)―――――――――――――――――――――2.2.7-1J2.3进给轴2.3.1更换X轴马达――――――――――――――――――――――――――2.3.1-1J2.3.2更换X轴联轴器―――――――――――――――――――――――――2.3.2-1J2.2.3更换X轴滚珠丝杠――――――――――――――――――――――――2.3.3-1J2.2.4更换Y 轴马达――――――――――――――――――――――――――2.3.4-1J2.3.5更换Y轴联轴器―――――――――――――――――――――――――2.3.5-1J2.2.6更换Y轴滚珠丝杠――――――――――――――――――――――――2.3.6-1J2.2.7更换Z 轴马达――――――――――――――――――――――――――2.3.7-1J2.3.8更换Z轴联轴器―――――――――――――――――――――――――2.3.8-1J2.2.9更换Z轴滚珠丝杠――――――――――――――――――――――――2.3.9-1J2.4限位开关2.4.1更换X轴原点极限开关――――――――――――――――――――――2.4.1-1J2.4.2更换X轴过行程极限开关―――――――――――――――――――――2.4.2-1J2.4.3更换Y轴原点极限开关――――――――――――――――――――――2.4.3-1J2.4.4更换Y轴过行程极限开关―――――――――――――――――――――2.4.4-1J2.4.5更换Z轴原点极限开关――――――――――――――――――――――2.4.5-1J2.4.6更换Z轴过行程极限开关―――――――――――――――――――――2.4.6-1J2.4.7更换Z轴ATC原点·区域极限开关―――――――――――――――――2.4.7-1J2004-4-202TS2Z MTC11第3章更换步骤(电气相关部分)3.1NC部分3.1.1更换基板时通信维修的操作――――――――――――――――――――3.1.1-1J3.1.2NC基板的更换―――――――――――――――――――――――――3.1.2-1J3.1.3MEM 基板的更换―――――――――――――――――――――――――3.1.3-1J3.1.4SLAVE基板的更换方法――――――――――――――――――――――3.1.4-1J3.1.5IO基板的更换―――――――――――――――――――――――――3.1.5-1J3.1.6AVR1的更换――――――――――――――――――――――――――3.1.6-1J3.1.7AVR2的更换――――――――――――――――――――――――――3.1.7-1J3.1.8电池的更换―――――――――――――――――――――――――――3.1.8-1J3.1.9X,Y,Z,S,4,5,6轴放大器的更换――――――――――――――3.1.9-1J3.1.10Q3保险丝的更换方法(仅限于EU以外)―――――――――――――3.1.10-1J3.1.11ATC基板的更换方法―――――――――――――――――――――――3.1.11-1J3.2操作箱部分3.2.1键盘的更换―――――――――――――――――――――――――――3.2.1-1J3.2.2AVR3的更换――――――――――――――――――――――――――3.2.2-1J3.2.3LCD 的更换―――――――――――――――――――――――――――3.2.3-1J3.2.4LCD转换器的更换――――――――――――――――――――――――3.2.4-1J3.2.5键盘的保险丝的更换―――――――――――――――――――――――3.2.5-1J2004-4-203TS2Z MTC11第4章调整方法(机械部分)4.1主轴部分4.1.1主轴定位调整――――――――――――――――――――――――――4.1.1-1J4.1.2静态精度测定――――――――――――――――――――――――――4.1.2-1J4.1.3马达固定位置的调整―――――――――――――――――――――――4.1.3-1J4.1.4主轴平衡调整――――――――――――――――――――――――――4.1.4-1J4.2ATC 部分4.2.1刀库调整(14ATC)―――――――――――――――――――――――4.2.1-1J4.2.2位置感应器的调整――――――――――――――――――――――――4.2.2-1J4.2.3圆柱形凸轮近接开关的调整――――――――――――――――――――4.2.3-1J4.2.4ATC原点位置L.S的调整――――――――――――――――――――4.2.4-1J4.2.5ATC区域L.S的调整――――――――――――――――――――――4.2.5-1J4.3进给轴部分4.3.1X轴(Y轴)原点偏置,栅格偏移量的设定A――――――――――――4.3.1-1J4.3.2X轴(Y轴)栅格偏移量的设定B―――――――――――――――――4.3.2-1J4.2.3Z轴的原点偏置,栅格偏移量的设定――――――――――――――――4.3.3-1J4.2.4X,Y,Z轴的原点L.S的调整――――――――――――――――――4.3.4-1J4.3.5X,Y 轴过行程L.S的调整――――――――――――――――――――4.3.5-1J4.2.6Z轴过行程L.S的调整―――――――――――――――――――――4.3.6-1J第5章调整步骤(电气部分)5.1AVR的调整5.1.1AVR1的调整――――――――――――――――――――――――――5.1.1-1J第6章检查表6.1NC不良时的检查表―――――――――――――――――――――――6.1-1J6.2ROM版本的检查方法―――――――――――――――――――――――6.2-1J6.3伺服ROM版本的检查方法――――――――――――――――――――6.3-1J6.4没有关掉电源打开电气箱门的方法―――――――――――――――6.4-1J6.5X、Y轴异常时的检查方法――――――――――――――――――――6.5-1J6.6偏差量的检查方法―――――――――――――――――――――――6.6-1J6.7基板版本的检查方法――――――――――――――――――――――6.7-1J6.8显示器版本的检查方法―――――――――――――――――――――6.8-1J6.9基板上LCD灯的检查方法――――――――――――――――――――6.9-1J2004-4-204TS2Z MTC11第7章电气系统7.1构成7.1.1基板的互换性――――――――――――――――――――――――――7.1.1-1J7.2方框图7.2.1信号方框图―――――――――――――――――――――――――――7.2.1-1J7.2.2外部线路图―――――――――――――――――――――――――――7.2.2-1J7.2.2.1TCS2Z、S2Z―――――――――――――――――――――7.2.2-1J7.3控制装置说明7.3.1NC基板――――――――――――――――――――――――――――7.3.1-1J7.3.2SLAVE基板―――――――――――――――――――――――――――7.3.2-1J7.3.3MEM基板――――――――――――――――――――――――――――7.3.3-1J7.3.4IO基板――――――――――――――――――――――――――――7.3.4-1J7.3.5键盘基板――――――――――――――――――――――――――――7.3.5-1J7.3.6伺服放大器―――――――――――――――――――――――――――7.3.6-1J7.3.6.1伺服参数――――――――――――――――――――――7.3.6-1J7.3.7电流保护因素――――――――――――――――――――――――――7.3.7-1J7.3.8扩展IO基板――――――――――――――――――――――――――7.3.8-1J7.3.9N bus I/F开关接口附件基板――――――――――――――――――――――7.3.10-1J7.3.11ATC基板――――――――――――――――――――――――――――7.3.11-1J第8章通过NC单元诊断8.1输入输出显示――――――――――――――――――――――――――8.2-1J8.1.1显示I/O画面―――――――――――――――――――――――――8.1-1J8.2输入输出(MAIN)――――――――――――――――――――――――8.2-1J8.3输入输出(SLAVE)―――――――――――――――――――――――8.3-1J8.4输入输出(LOCAL)―――――――――――――――――――――――8.4-1J8.5伺服画面的说明―――――――――――――――――――――――――8.5-1J2004-4-205TS2Z MTC11第9章故障处理方法9.1系统错误9.1.1* * WATCH DOG(看门狗)()―――――――――――――――――――9.1.1-1J9.1.2* * RAM错误()――――――――――――――――――――――――9.1.2-1J9.1.3* * ROM错误()――――――――――――――――――――――――9.1.3-1J9.1.4* * TIME(时间)错误(SLAVE)―――――――――――――――――9.1.4-1J9.1.5* *计算错误()――――――――――――――――――――――――9.1.5-1J9.1.6* *(MAIN SLAVE)不能初始化――――――――――――――――――9.1.6-1J9.1.7* *电源被关闭―――――――――――――――――――――――――9.1.7-1J9.1.8* *位置检出错误――――――――――――――――――――――――9.1.8-1J9.1.9* *输入输出CRC错误―――――――――――――――――――――9.1.9-1J9.1.10* *输入输出超时――――――――――――――――――――――――9.1.10-1J9.1.11* *绝对清除错误――――――――――――――――――――――――9.1.11-1J9.1.12* *指令错*(MAIN SLAVE)意外中断()―――――――――――――――――9.1.13-1J9.1.14*系统错误()―――――――――――――――――――――――――9.1.14-1J9.1.16* *起点数据1错误―――――――――――――――――――――――9.1.16-1J9.1.17*主轴指令错误―――――――――――――――――――――――――9.1.17-1J9.1.18* ATC指令错误―――――――――――――――――――――――――9.1.18-1J9.1.19*刀库刀具设定异常―――――――――――――――――――――――9.1.19-1J9.1.20*主轴倍率开关未接线――――――――――――――――――――――9.1.20-1J9.1.21通讯IF错误――――――――――――――――――――――――――9.1.21-1J9.1.22* *核心错误()――――――――――――――――――――――――9.1.22-1J9.1.23*没有错误号码―――――――――――――――――――――――――9.1.23-1J9.1.24*没有内存(XY轴热变形补正)―――――――――――――――――9.1.24-1J2004-4-206TS2Z MTC119.2轴错误9.2.1* *脉冲错误(?轴)――――――――――――――――――――――9.2.1-1J9.2.2*?轴位置检测超时―――――――――――――――――――――――9.2.2-1J9.2.3*原点位置(?轴)错误―――――――――――――――――――――9.2.3-1J9.2.4*原点开关LS(4轴)~(6轴)―――――――――――――――――9.2.5-1J9.3数据错误9.3.1* *数据错误()――――――――――――――――――――――――9.3.1-1J9.3.2数据错误(数据库)―――――――――――――――――――――――9.3.2-1J9.3.3* *机床参数设定错误(系统2)―――――――――――――――――9.3.3-1J9.3.5*编辑错误―――――――――――――――――――――――――――9.3.5-1J9.3.6*奇偶校验错误()―――――――――――――――――――――――9.3.6-1J9.3.7*找不到MARK 线――――――――――――――――――――――――9.3.7-1J9.3.8*没有数据―――――――――――――――――――――――――――9.3.8-1J9.3.9打开错误()――――――――――――――――――――――――――9.3.9-1J9.3.10* *格式化种类不符―――――――――――――――――――――――9.3.10-1J9.3.11* *格式化容量不符―――――――――――――――――――――――9.3.11-1J9.3.12* *内存未被格式化―――――――――――――――――――――――9.3.12-1J9.4ATC错误9.4.1* * ATC基板错误(电源异常)――――――――――――――――――9.4.1-1J9.4.2*主轴回转位置错误―――――――――――――――――――――――9.4.2-1J9.4.3*主轴回转位置错误―――――――――――――――――――――――9.4.3-1J9.4.4*刀库号码错误―――――――――――――――――――――――――9.4.4-1J9.4.5*刀库索引错误―――――――――――――――――――――――――9.4.5-1J9.4.6*刀库位置错误―――――――――――――――――――――――――9.4.6-1J9.4.7*刀库超时―――――――――――――――――――――――――――9.4.7-1J2004-4-207TS2Z MTC11第第10章(没有内容)11章报警11.1报警信息画面―――――――――――――――――――――――――11.1.1-1J11.2报警履历画面11.2.1履历一览画面―――――――――――――――――――――――――11.2.2详细表示画面―――――――――――――――――――――――――11.2.3输入输出表示画面―――――――――――――――――――――――11.3电池故障报警―――――――――――――――――――――――――11.4报警信息表示―――――――――――――――――――――――――11.5报警的停止等级和解除等级11.5.1报警的停止等级――――――――――――――――――――――――11.5.2报警的解除等级――――――――――――――――――――――――11.6关于*轴的显示―――――――――――――――――――――――――11.7报警号码一览表――――――――――――――――――――――――11.8伺服错误一览表――――――――――――――――――――――――2004-4-20811.2.1-1J11.2.2-1J11.2.3-1J11.3.1-1J11.4.1-1J11.5.1-1J11.5.2-1J11.1.1-1J11.1.1-1J11.1.1-1JTS2Z MTC11。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
TC-S2Z 安全标识的说明
安全标识的说明
在安全手册中特别重要的部分是安全标识,安全标识被贴粘在机器上。
对安全标识的内容充分理解后再操作机器。
另外,由于安全标识粘贴在下图所示的机械的位置上,请检查安全标识是不是粘贴了,如果没有粘贴好,请购买并粘贴好。
安全标识的位置
TC-S2Z 安全标识的说明
S2Z2.ai
TC-S2Z 安全标识的说明
安全标识的内容
[1] 前面安全标识
由于有必要了解危险的内容和避免的方法,请仔细读完使用说明书后,再操作机器。
DANGE
WARNING
Machine in operation Will suddenly move and crush you.
Keep away from moving parts. Broken tool or workpiece
can hit and wound you.
Shut door before starting
machine.
Rotating parts can catch and injure you.
Keep away from rotating toolspindie,
and magazine.
Never hold moving parts.
Do not wear gloves while operating
Machine.
TC-S2Z 安全标识的说明
危险警告警告
被机器突然运行所夹住,折损的刀具或工件飞出,被回转部分夹住会受伤。
会使人重伤。
会伤人。
不要靠近运行中的主轴,旋转头。
在机器运转时,请务必关上门之后,不要抓住回转部分。
操作时不许戴手套。
手足切勿靠近。
运行机器。
690373001 /9411(1)
部件号码部件名称
PS标识
TC-S2Z 安全标识的说明
[2] 刀具标识
653379001/0210(2)
部件号码部件名称
653379001 刀具标识250
TC-S2Z 安全标识的说明
[3]后面安全标识高压冷却装置
Hazardous voltage will cause severe injury or Spilt coolant, lubricant, or chips are slippery death. and can cause injury.
Never attempt to adjust or repair electrical
危险警告高压电触电会致死。
切削液,机油,切削粉末溢出后,
迭倒碰撞会受伤。
电器的保养,检查的实施,
仅限于了解该机器电路知识,切断机器的电源,把机内和四周打扫干净之
TC-S2Z 安全标识的说明
受过电器安全教育的人员。
后,再工作。
主电源切断之后,进行作业。
安装作业时,要戴上安全帽,穿上防护鞋。
要做好正在作业的标志。
690730001/9709(1)
部件号部件名称
690730001TC前面PS标识
TC-S2Z 安全标识的说明
[4] 再生阻抗器标识
Heated resistor can burn your hand.
热电阻 触摸会烫伤。
部件号码 部件名称
690729001 TC 再生阻抗器标识
[5] 刀具装脱标识
TC-S2Z 安全标识的说明
部件号码部件名称
653080001 移去刀具标识
TC-S2Z 安全标识的说明
[6]侧面盖板安全标识
Machine in operation will suddenly move,
broken tool or work piece
Can hit and crush you.
Turn off main power before opening maintenance door.
危险
被机器突然运行所夹住,
TC-S2Z 安全标识的说明
2004-4-20 TS2ZMTSA5 30 690731001/9709(1)
部件代码 部件名称
690731001 TC 维修门标识。