对美国《锅炉及太力容器规范》Ⅷ—1的理解之四——带法兰的凸形封头设计
锅炉压力容器安全第四章

第四节 开孔补强
圆筒或球壳开孔所需补强面积
A d 2 et 1 f r
由于应力集中的局部性,等 面积补强法认为在图所示的 WXYZ的矩形范围内实施补强是 有效的,超过此范围实施补强 是没有作用的
第四节 开孔补强
有效宽度B(取较大值)
2d B max d 2 n 2 nt
第四节 开孔补强
开孔补强的设计准则-等面积补强准则
优点:在一般情况下可以满足开孔补强设计的需 要,方法简便,且在工程上有很长的使用历史和 经验。我国的容器标准主要采用了这一方法。 缺点:等面积法忽视了开孔处应力集中与开孔系 数的影响,例如相同大小的孔,当壳体直径很大 时,造成的强度削弱就少,反之壳体直径很小 时 ,造成的削弱也大。因此等面积法有时显得 富裕,有时显得不足。
第二节 锅炉压力容器用钢材
使用性能
金属材料性能 工艺性能 铸造、锻造、焊接、热处理、切削
物理、化学、力学
一 金属材料的常温力学性能 1 强度与塑性指标 2 硬度 3 冲击韧度
第二节 锅炉压力容器用钢材
二 温度对材料力学性能的影响 1 钢材在使用温度下的强度性能
第二节 锅炉压力容器用钢材
2 长期高温时的钢材组织变化
(1)蠕变
(2)热松弛
第二节 锅炉压力容器用钢材
(3)珠光体球化
第二节 锅炉压力容器用钢材
钢材组织
铁素体:铁或其内固溶有一种或数种其他元素所形成的 晶体点阵为体心立方的固溶体。
第二节 锅炉压力容器用钢材
奥氏体:γ 铁内固溶有碳或其他元素,晶体结构为面心 立方的固溶体。
第二节 锅炉压力容器用钢材
第四节 开孔补强
开孔补强结构
1、局部补强结构
我国压力容器标准与ASME的比较【建筑工程类独家文档首发】
我国压力容器标准与ASME的比较【建筑工程类独家文档首发】我国压力容器标准与ASME的比较美国ASME锅炉及压力容器规范是由美国机械工程师学会(ASME)的锅炉及压力容器委员会(BPVC)制定的,是世界上应用最早的标准之一,现已被公认为世界上技术内容最为完整、应用最为广泛的压力容器标准。
我国于1982年颁布了《锅炉压力容器安全监察暂行条例》及实施细则,明确了劳动部作为政府的主管部门,负责立法和管理工作。
1985年正式发行的《钢制压力容器设计规定》标志着我国开始形成统一的压力容器标准,1989年发行的GB 150—89《钢制压力容器》标志着我国已开始形成以强制性标准GB 150—89为核心的压力容器标准体系框架,经过十多年的发展,我国的压力容器标准体系在大多数领域内都有与国外标准相对应的标准,技术内容在总体上也达到了国际先进标准的水平。
为了使我国的压力容器产品能顺利进入国际市场,1984年兰州石油化工机器厂首家取得ASME认证证书后,全国较有实力的压力容器制造厂陆续取得ASME认证证书,现已有近百家企业通过ASME认证。
但从总体上看,我国只有少数企业真正制造过ASME钢印产品,绝大多数企业仅仅处于证书阶段。
杭氧自1992年开始已制造了40多台ASME钢印产品,并已出口安装在美国、加拿大等发达国家,同时也制造了大量的按ASME设计、制造、检验的压力容器产品(不打ASME钢印)。
在杭氧刚开始设计、制造ASME产品时,绝大多数人(包括设计、制造、检验和营销人员)对ASME规范不熟悉,由此产生一种畏难情绪,在一定程度上影响了ASME产品市场的进一步开拓。
经过近十年ASME产品的设计、制造,相关人员逐渐了解、熟悉并掌握了ASME规范。
根据杭氧的实践经验,现将我国的压力容器标准与ASME规范进行比较、分析,以供有关人士参考。
1 主要压力容器标准的对应关系Discovery我国的压力容器标准分类相对较细,基本上是按压力容器类型及容器主体材料来分别制订相应标准,如钢制压力容器、铝制压力容器、卧式容器、塔式容器、球形储罐等。
《封头的设计》课件

计和分析。
ANSYS
有限元分析软件,可以 对封头进行应力、应变
分析和优化。
Inventor
全参数化三维建模软件 ,适用于复杂机械零件 和装配体的设计和分析
。
04
封头的制造工艺与质量控制
制造工艺
下料
根据设计图纸,使用切割或剪 切设备将材料切割成相应的形 状和尺寸。
按用途分类
压力容器用封头
适用于各种压力容器,如 反应器、热交换器等,要 求具有较高的耐压性能和 密封性能。
管道用封头
适用于各种管道系统,要 求具有良好的密封性能和 耐腐蚀性能。
设备用封头
适用于各种设备,如储罐 、分离器等,要求具有较 好的密封性能和耐压性能 。
按材料分类
金属封头
如不锈钢、碳钢、铜等,具有良 好的耐压性能和密封性能,但成 本较高。
各种精密仪器和设备,保证其正常运转和工作。
02
封头的分类与特点
按形状分类
01
02
03
圆形封头
具有几何形状简单、方便 加工制造、受力性能好等 优点,广泛应用于各种压 力容器和管道系统中。
椭圆形封头
介于圆形和矩形之间,受 力性能优于圆形封头,但 制造难度较大,应用不如 圆形封头广泛。
矩形封头
适用于压力容器内部结构 较为复杂或需要特定形状 的场合,但制造难度较大 ,且受力性能较差。
封头的应用场景
总结词
封头广泛应用于化工、制药、食品、电子和航空航天等领域,是保证容器密封性和纯度 的重要部件。
详细描述
封头因其良好的密封性能和广泛的适用性,被广泛应用于各个领域。在化工和制药领域 ,封头用于各种压力容器和储罐,保证化学物质的纯度和安全性。在食品工业中,封头 用于包装容器和管道,保证食品的卫生和安全。在电子和航空航天领域,封头用于封闭
asme锅炉与压力容器规范第viii卷--压力容器.
6
表2-1第VIII卷第1册与第2册中根据材料性质确定最大许用应力值的安全系数
规范卷
抗拉强度
第VIII卷 第1册 容器 容器 螺栓 螺栓 第VIII卷 第2册 容器 容器 螺栓3 螺栓3 螺栓4
常温下最 低强度
1/4 1/4 1/4 1/5
1/3 1/3 1/4 1/5 ---
设计温度 下的强度
1/4 1/4 1/4 1/4
1/3 1/3 1/4 1/4 ---
屈服强度
蠕变极限 设计温度下断 注 (平均) 裂的持久强度
7
2.3.2 壳体与封头的最小厚度 除下述情况外,无论产品的材料与形状如何,壳体与封头的最小 厚度应为1/16in,且不包括腐蚀裕度:
(1)最小厚度不适用于按第1册UHT规定制造的部件; (2)最小厚度不适用于板式换热器的传热板片; (3)最小厚度不适用于双套管换热器的内管,也不适用于管壳式换
热器的管子,此时所有内管的公称直径应小于6in; (4)非直接火蒸汽锅炉的壳体与封头的最小厚度应为 1/4in; (5)表UCS-23中材料所制成的用于压缩空气、蒸汽及水的壳体与
---
--- 2
---
--- 5
---
--- 6
---
--- 7
对于受外压的容器和其它压缩载荷的部件的设计准则是 失稳和屈服强度应限定在许用极限值之内。 除持续线荷外还有短时作用的载荷(例如风载荷,地震载 荷)且当温度不超过第1册UG23.1表中的金属最高温度值 时,其拉伸或压缩的许用应力值可以增大到C分卷所列许 用应力的1.2倍 各种持续载荷所引起的一次薄膜加一次弯曲应力的组合值 不应超过C分卷表中所列最大许用应力的1.5倍。 采用了最大主应力理论计算应力值,同时采用了安全系数 确定许用应力,因此计算结果是可靠的。
容器设计4封头

1、锥壳大端 a. 查图3-28,大端是否须加 强
b. 不必局部加强,计算壁厚为
pDi
2 t
p
1
cosa
c. 需加强,以降低联 接处的局部应力。锥 壳加强段和圆筒加强 段厚度相同
r
QpDi
2 t
p
Q为锥壳与圆筒联接 处的应力增值系数,
L1 2
0.5Di r cosa
焊接方便以及降低边缘压力,半球形封 头常和筒体取相同的厚度。 受外压的球形封头的厚度设计,计算步骤
同椭圆形封头。球壳外半径R0=K1 D0,
其中 K1 =0.5
三、碟形封头
又称带折边球形封头,球
面r和半高径度R为i、h过的渡直圆边弧。半径
相同受力,碟形封头壁厚 比椭圆形封头壁厚要大些, 而且碟形封头存在应力不 连续,因此没有椭圆形封 头应用广泛。
当封头是由整块钢板冲压时,
值取为1。筒体设计壁厚计算公式:
d
pDi
2 t
p
C2
d
KpDi
2 t 0.5 p
C
❖忽略分母上微小差异,大多数椭圆
封头壁厚与筒体同,或比筒体稍厚。
❖还应保证封头的有效壁厚e满足: 对标准椭圆形封头不小于封头内直径
的0.15%。
椭圆形封头最大允许工作压力
p 2 te
KDi 0.5e
标准椭圆形封头的直边高度由表4-11确定。
封头 材料
碳素钢、普低钢、 复合钢板
不锈钢、耐酸钢
封头 壁厚
4~8
10~ 18
≥20
3~ 9
10~ 18
≥20
直边 高度
25 40 50 25 40 50
关于ASME压力容器的几个设计要点
关于ASME压力容器的几个设计要点关于ASME压力容器的几个设计要点VIII-1卷的设计方法VIII-1卷的设计要求根据:所采用的制造方法;所使用的材料。
使用条件的要求用户必须说明使用条件的类型、以及其它有关情况,否则,可能造成制造厂不能满足规范对特定使用条件提出的有关要求。
设计公式如果规范公式适合于具体一个元件的计算,那么,该公式的运用是强制性的。
使用条件的类型VIII-1卷提到使用条件有以下5个:1.有毒介质2.低温3.非受火蒸汽锅炉4.直接受火容器5.其它(UW-2中未提到的容器)设计载荷VIII-1卷列出了以下几类载荷,在设计时都必须考虑到:●压力●温度梯度●容器和介质的重量●叠加载荷(如:静压头)●局部应力*●循环和动载荷(如:疲劳考虑)●风载*●地震载荷**如果存在的话。
注:VIII-1提供的设计法则仅适合于压力载荷的计算,对于其它载荷,任何适用的工程方法都可使用。
确定设计参数的责任在“ASME体系”里涉及到的几个单位之间存在着接口,为每个单位规定了职责或要做的工作。
每个单位负责进行他们自己的工作,ASME持证单位仅负责确保符合ASME规范的所有相关要求。
用户的责任用户应向制造厂提供以下数据,以便使所设计的容器满足预期的使用条件:●设计压力和温度●载荷●腐蚀余量●使用要求●附加的PWHT或RTVIII-1卷容器的设计可以由用户或其设计代理、ASME持证单位或其分供方进行,但是,给容器打钢印的ASME持证单位必须对设计符合ASME规范的要求负责。
VIII-1卷对设计人员的资格没有要求。
接头形式及限制接头类别(Joint Category)接头类别是按接头在容器上的位置定义的。
注:D类接头可以是角接接头,也可以是对接接头。
平封头上拼接焊缝为A类接头。
焊接接头除类别外,规范还用类型(Type)来描述接头。
Type是焊接接头结构的定义。
Type 1 Type 2 Type 3Type 4 Type 5 Type 6UW-2(a) 有毒介质当容器按有毒介质设计时,所有的焊接接头必须100%RT。
锅炉用封头与压力容器用封头标准的对比研究

81
质量与标准
中国机械
MACHINE CHINA
2019 年第 6 期
差一般在 (-0.2%~0.6%)Di 之间。
常运行,实现其功能。对于锅炉用封头与压力容器用
在减薄量方面,球形的锅炉封头不应超过 0.15t, 封头来讲,无论是从材料选用、外观焊接,还是从封
椭圆形的锅炉封头不应超过 0.1t;压力容器封头一般 头尺寸方面都有着很大区别,所以两者在用途上也有
径大小划分,还会在相同的内径范围以钢材厚度进行
细分。压力容器封头圆度公差不大于 0.5%Di,且不大 于 25mm,当 δs/Di<0.005, 且 δs<12mm 时,应不大于 0.8%Di,且不大于 25mm。
表2锅炉封头Fra bibliotek压力容器封头
封头公称内径 (mm) 内径公差(mm) 压力容器封头不仅以公 称内径大小进行划分,
1000mm 时,内径公差在(-2~3)mm 内,圆度公差为
4mm;当封头公称内径不小于 1000mm,但是不超过
1500mm 时,内径公差在(-3~5)mm 内,圆度公差为
6mm;当封头公称内径超过 1500mm 时,内径公差在
(-4~7)mm 内,圆度公差为 8mm。压力容器封头对
于内径偏差有着较为细致的区分,其不但进行公称内
锅炉封头的直边高度不小于 25mm,则封头公称壁厚不
应当超过 10mm;压力容器封头直边高度与公称直接之
间存在联系,公称直径不超过 2000mm 的,直边高度为
25mm,而公称直径超过 2000mm,直边高度为 40mm。
表1
锅炉封头
压力容器封头
封头公称壁厚 直边高度
t(mm)
L(mm)
[中英对照]凸面法兰尺寸
![[中英对照]凸面法兰尺寸](https://img.taocdn.com/s3/m/3f273f44ddccda38376baf2d.png)
dvbbs[中英对照]凸面法兰尺寸凸面法兰尺寸Raised Face Flange Dimensions标准STANDARDSDN600, 小压力等级Class 150, 300, 600的美国太平洋阀门的标准凸面法兰符合ANSI B16.5标准。
DN750以上,压力等级为Class 150, 300, 600采用符合MSS-SP-44钢管线法兰。
如果需要API-605压力等级Class 150凸面钢法兰CLASS 150 RAISED FACE STEEL FLANGESStandards raised face flanges on 24" and small Class 150, 300, 600 Pacific valves conform to ANSI B16.5. Class 150, 300, 600 valves 30" and larger conform to MSS-SP-44 Steel Pipeline Flanges. Consult factory for API- 605 Flanges.表面和光泽度FACING AND FINISH压力等级Class 600法兰阀门通常配置1/4英寸凸面(1/4英寸并不包括在法兰厚度“Q”内)。
凸面的标准光洁度是有锯齿的或是螺旋形,或是同心形,具有125-200RA表面光洁度。
Class 600 flanged valves are regularly furnished with a 1/4" raised face (1/4" is not included in the flange thickness “Q”.) Standard finish on the raised face is serrated, either spiral or concentric, with 125-200 RA surfacefinish.压力等级Class 600 Class 600面对面FACE-TO-FACE标准凸面法兰端口阀门的面对面尺寸在每个阀门的介绍页面中列出。
封头的设计

封头的设计封头又称端盖,其分类情况如树枝图所示:凸形封头包括的四种的示意图可见封头的结构形式图。
平板封头根据它与筒体连接方式不同也有多种结构。
本节将对这些封头分别进行讨论。
一、椭圆形封头椭圆形封头是半椭球和高度为h的短圆筒(通称直边)两部分构成,见封头的结构形式图。
直边的作用是为了保证封头的制造质量和避免筒体与封头间的环向焊缝受边缘应力作用。
虽然椭圆形封头各点曲率半径不一样,但变化是连续的,受内压时,薄膜应力分布没有突变。
接下来分受内压和受外压两种情形来了解椭圆形封头。
1 受内压的椭圆形封头受内压的椭圆形封头的计算厚度按下式确定:(4-30)式中 K-椭圆形封头形状系数,由式(4-31)计算。
其它符号意义见图4-23(a)所示。
(4-31)长短轴之比值为2的椭圆形封头称为标准椭圆形封头,此时K=1。
它的壁厚计算公式:(4-32)当封头是由整块钢板冲压时,f值取为1。
比较式(4-32)与筒体设计壁厚计算公式(4-12),如果忽略分母上的微小差异,两个公式完全一样,因此,大多数椭圆形封头壁厚取为与筒体相同,或是比筒体稍厚。
另外,在设计椭圆形封头时,还应保证封头的有效壁厚de满足:对标准椭圆形封头不小于封头内直径的0.15%。
椭圆形封头的最大允许工作压力按下式计算:(4-33)标准椭圆形封头的直边高度由表4-11确定。
表4-11 标准椭圆形封头的直边高度h mm2 受外压(凸面受压)的椭圆形封头受外压的椭圆形封头的厚度设计,计算步骤如下:a. 假设dn,计算de=dn一C,算出R0/de。
其中R0为椭圆形封头的当量球壳外半径,R0=K1D0。
K1一由椭圆形长短轴比值决定的系数,标准椭圆形封头K1=0.9。
b. 计算系数c. 根据所用材料,从A-B的关系图中选出适用的一张,在该图下方找到A值所在点。
若A值落在该设计温度下材料温度曲线的右方,则由此点向上引垂线与设计温度下的材料线相交(遇中间温度值用内插法),再通过此交点向右引水平线,即可由右边读出B值,并按下式计算许用外压力[p]:(4-34)若A值处于该设计温度下材料曲线的左方,则用式(4-35)计算许用外压力[p]:(4-35)d.比较许用外压[p]与设计外压p。
Ⅷ 第二册 压力容器建造另一规则
ASME锅炉及压力容器规范(国际性规范)名Ⅷ 第二册压力容器建造另一规则称版本2007版号编ASME锅炉及压力容器委员会压力容器分委员会著出中国石化出版社出版版目录前言政策声明成员名单第1篇总的要求1.1总则1.1.1引言1.1.2编排方式1.1.3定义1.2适用范围1.2.1综述1.2.2对极高压力容器的附加要求1.2.3本册的几何范围1.2.4本册范围以外的分类1.2.5组合单元1.2.6容器的现场安装1.2.7泄压装置1.3本册引用的标准1.4计量单位1.5技术咨询1.6表附录1.A向锅炉及压力容器标准委员会提交的技术咨询函1.A.1引言1.A.2咨询函格式1.A.3规范修改或补充1.A.4规范案例1.A.5规范条款解释1.A.6咨询函的提交附录1.B定义1.B.1引言1.B.2术语定义附录1.C在ASME锅炉及压力容器规范中使用美国习惯单位制和SI制的指南1.C.1公式中单位的使用1.C.2转换为SI等效值的指南1.C.3精确转换系数1.C.4表第2篇责任和任务2.1总则2.1.1引言2.1.2定义2.1.3规范的引用2.2用户的责任2.2.1总则2.2.2用户设计说明书2.3制造厂的责任2.3.1符合规范2.3.2材料选用2.3.3制造厂设计报告2.3.4制造厂数据报告2.3.5制造厂建造纪录2.3.6质量控制体系2.3.7分包服务的认证2.3.8检测和检验2.3.9规范钢印的使用2.4检验师2.4.1检验师的认定2.4.2检验师评定2.4.3检验师的任务附录2.A对用户设计说明书证明的指南2.A.1总则2.A.2用户设计说明书的认可2.A.3表附录2.B对制造厂设计报告证明的指南2.B.1总则2.B.2制造厂设计报告的认可2.B.3表附录2.C报告格式和纪录的保存2.C.1制造厂数据报告2.C.2零部件数据报告2.C.3纪录的保存附录2.D准备制造厂数据报告的指南2.D.1引言2.D.2表附录2.E质量控制体系2.E.1总则2.E.2包括在质量控制体系中的要点概述2.E.3权力与责任2.E.4机构2.E.5图纸、设计计算和技术要求的管理2.E.6材料管理2.E.7检验和检测程序2.E.8不合格项的改正2.E.9焊接2.E.10无损检测2.E.11热处理2.E.12测量和试验设备的标定2.E.13纪录保管2.E.14样表2.E.15容器和容器零件的检验2.E.16泄压阀的检验附录2.F打印的内容和方法2.F.1容器所需的标志2.F.2具有两个或多个独立室容器的标志方法2.F.3钢印的使用2.F.4零部件的标志2.F.5标志的使用2.F.6复制铭牌2.F.7铭牌和容器上直接打印的尺寸和字符安排2.F.8铭牌或标签的连接2.F.9图附录2.G规范钢印的获得和使用2.G.1带有正式标志的规范钢印2.G.2授权证书的申请2.G.3授权证书的颁发2.G.4检测协议2.G.5质量控制体系2.G.6对授权和重新授权的评定2.G.7在收到授权证书值钱规范产品的建造附录2.H授权证书填写指南2.H.1引言2.H.2表2.H.3图第3篇材料要求3.1通用要求3.2容器部件建造允许的材料3.2.1受压件材料3.2.2与受压件相连的连接件的材料3.2.3焊材3.2.4异种材料3.2.5产品标准3.2.6证书3.2.7产品识别和追踪3.2.8预制或预成型的受压件3.2.9制品厚度的定义3.2.10制品成型偏差3.2.11采购要求3.3铁基材料附加要求3.3.1总则3.3.2化学要求3.3.3钢板超声波检查3.3.4锻件超声波检查3.3.5锻件磁粉和液体渗透检测3.3.6整体复合钢和堆焊复合钢等基层材料3.4铬—钼钢附加要求3.4.1总则3.4.2焊后热处理3.4.3试样热处理3.4.4接工艺评定和焊材试验3.4.5韧性要求3.5提高抗拉性能的淬火加回火钢(Q&T)的附加要求3.5.1总则3.5.2可以采用淬火加回火钢(Q&T)制造的部件3.5.3结构部件3.6非铁金属材料的附加要求3.6.1总则3.6.2钢板超声波检测3.6.3锻件超声波检测3.6.4锻件液体渗透检测3.6.5复合钢板和产品3.7螺栓紧固件的附加要求3.7.1总则3.7.2螺栓、双头螺柱和螺母的检测3.7.3双头螺栓的螺纹与加工3.7.4垫圈的使用3.7.5铁基螺栓3.7.6非铁金属螺栓3.7.7特殊设计的铁金属和非铁基螺母材料3.8铸件的附加要求3.8.1总则3.8.2铁基铸件要求3.8.3非铁金属铸件要求3.9钢板制成的有对接环形箍的附加要求3.9.1总则3.9.2材料要求3.9.3检测要求3.9.4数据报告和标志3.10材料试验要求3.10.1总则3.10.2选取试件的要求3.10.3试件取样要求的豁免3.10.4试样和试件制备程序3.10.5钢铁材料试样热处理程序3.10.6非铁金属材料试件热处理3.11材料韧性要求3.11.1总则3.11.2螺栓除外的碳钢和低合金钢3.11.3淬火加回火钢3.11.4螺栓除外的高合金钢3.11.5非铁金属合金3.11.6螺栓材料3.11.7韧性试验规程3.11.8焊接工艺冲击试验和铁基材料试板3.12许用设计应力3.13强度参数3.14物理性能3.15设计疲劳曲线3.16术语3.17定义3.18表格3.19图附录3.A 许用设计应力3.A.1许用应力依据——除螺栓外的所有材料3.A.2许用应力依据——螺栓材料3.A.3表格附录3.B 材料采购要求(目前不采用)附录3.C ISO材料组号(目前不采用)附录3.D 强度参数3.D.1屈服强度3.D.2极限抗拉强度3.D.3应力——应变曲线3.D.4循环应力——应变曲线3.D.5切向模量3.D.5.1基于应力—应变曲线图的切向模量3.D.5.2基于外压曲线图的切向模量3.D.6术语3.D.7表格附录3.E物理性能3.E.1杨氏模量3.E.2热胀系数3.E.3导热性3.E.4散热性附录3.F设计疲劳曲线3.F.1光杆的设计疲劳曲线3.F.2焊接接头的设计疲劳曲线3.F.3术语3.F.4表格第4篇按规则要求设计4.1总的要求4.1.1适用范围4.1.2最小厚度要求4.1.3材料厚度要求4.1.4设计公式中的腐蚀裕量4.1.5设计基准4.1.6设计许用应力4.1.7材料的组合4.1.8组合单元4.1.9覆层和堆焊层4.1.10内部衬里层4.1.11法兰和管配件4.1.12名词术语4.1.13表4.2焊接接头设计规则4.2.1适用范围4.2.2焊缝分类4.2.3焊接接头类型4.2.4焊接接头系数4.2.5允许采用的焊接接头类型4.2.6名词术语4.2.7表4.2.8图4.3内压壳体设计规则4.3.1适用范围4.3.2壳体允差4.3.3圆柱壳4.3.4锥体4.3.5球壳和半球形封头4.3.6碟形封头4.3.7椭圆形封头4.3.8局部减薄区4.3.9不穿透容器壁的钻孔4.3.10组合载荷和许用应力4.3.11圆筒与无折边锥壳的过渡连接4.3.12圆筒与带折边锥壳的过渡连接4.3.13名词术语4.3.14表4.3.15图4.4外压壳体的设计规则和许用压缩应力4.4.1适用范围4.4.2设计系数4.4.3材料性能4.4.4壳体允差4.4.5圆柱壳4.4.6锥壳4.4.7球壳和半球形封头4.4.8碟形封头4.4.9椭圆形封头4.4.10局部减薄区4.4.11不穿透容器壁的钻孔4.4.12组合载荷和许用压缩应力4.4.13圆筒与无折边锥壳的过渡连接4.4.14圆筒与带拆边锥壳的过渡连接4.4.15名词术语4.4.16表4.4.17图4.5壳体和封头上的开孔设计规则4.5.1适用范围4.5.2接管的尺寸和形状4.5.3接管的连接方法4.5.4接管颈部的最小需要厚度4.5.5圆柱壳上的径向接管4.5.6圆柱壳上的周向斜接管4.5.7沿圆柱壳轴线有夹角的轴向斜接管4.5.8锥壳上的径向接管4.5.9锥壳上的接管4.5.10球壳或成型封头上的径向接管4.5.11成型封头上垂直或平行于封头轴线的接管4.5.12平封头上的圆形接管4.5.13接管的间距要求4.5.14接管连接焊缝的强度4.5.15壳体和成型封头上由接管外载荷引起的局部应力4.5.16检查孔4.5.17承受压缩应力的开孔补强4.5.18名词术语4.5.19表4.5.20图4.6平封头设计规则4.6.1适用范围4.6.2无拉撑的圆形平封头4.6.3无拉撑的非圆形平封头4.6.4中心有开孔的整体平封头4.6.5名词术语4.6.6表4.6.7图4.7用螺栓连接的球凸形盖设计规则4.7.1适用范围4.7.2类型A封头所需要的厚度4.7.3类型B封头所需要的厚度4.7.4类型C封头所需要的厚度4.7.5类型D封头所需要的厚度4.7.6名词术语4.7.7表4.7.8图4.8快动(快开)封闭组件设计规则4.8.1适用范围4.8.2定义4.8.3通用设计要求4.8.4特术设计要求4.8.5手动操作封闭组件的另一种设计4.8.6快动(快开)封闭组件的补充要求4.9具有拉撑件和撑条表面的设计规则4.9.1适用范围4.9.2具有拉撑件和撑条表面的需要厚度4.9.3拉撑螺栓和撑条的需要尺寸及布置4.9.4焊入的拉撑螺栓和焊接撑条的要求4.9.5名词术语4.9.6表4.9.7图4.10孔排设计规则4.10.1适用范围4.10.2孔排削弱系数4.10.3孔排削弱系数和焊接接头系数4.10.4名词术语4.10.5图4.11带夹套容器设计规则4.11.1适用范围4.11.2带夹套壳体和带夹套封头设计4.11.3带夹套容器的封闭件设计4.11.4穿透夹套的封闭件的设计4.11.5部分夹套设计4.11.6半管式夹套设计4.11.7名词术语4.11.8表4.11.9图4.12非圆形截面容器设计规则4.12.1适用范围4.12.2通用设计要求4.12.3带加强件容器的要求4.12.4带拉撑件容器的要求4.12.5小形状比矩形截面容器的要求4.12.6焊接接头系数和开孔削弱系数4.12.7设计程序4.12.8外压非圆形截面容器4.12.9具有两个或多个不同尺寸分隔室的矩形截面容器4.12.10制造4.12.11名词术语4.12.12表4.12.13图4.13多层容器设计规则4.13.1适用范围4.13.2定义4.13.3总则4.13.4内压容器设计4.13.5外压容器设计4.13.6焊接接头设计4.13.7接管和接管补强4.13.8平封头4.13.9螺栓和双头螺栓连接件4.13.10附件和支座4.13.11通气孔4.13.12壳体允差4.13.13名词术语4.13.14图4.14超出允差容器的评定4.14.1壳体允差4.14.2局部减薄区4.14.3标志和报告4.14.4图4.15支座和连接件设计规则4.15.1适用范围4.15.2支座设计4.15.3卧式容器的鞍座4.15.4立式容器的裙座4.15.5耳式和腿式支座4.15.6名词术语4.15.7表4.15.8图4.16法兰连接件设计规则4.16.1适用范围4.16.2设计中考虑的事项4.16.3法兰类型4.16.4法兰材料4.16.5垫片材料4.16.6螺栓载荷设计4.16.7法兰设计程序4.16.8对开式松套法兰4.16.9带有圆孔的非圆形法兰4.16.10止转螺母法兰4.16.11接头装配程序4.16.12名词术语4.16.13表4.16.14图4.17卡箍连接件设计规则4.17.1适用范围4.17.2设计中所考虑的事项4.17.3法兰材料4.17.4螺栓载荷设计4.17.5法兰和卡箍连接设计程序4.17.6名词术语4.17.7表4.17.8图4.18管壳式换热器设计规则4.18.1适用范围4.18.2术语4.18.3设计中的通用考虑4.18.4管板适用性的通用条件4.18.5管板延伸部分兼作法兰4.18.6管板特征4.18.7U形管式管板设计规则4.18.8固定式管板设计规则4.18.9浮动式管板设计规则4.18.10管子对管板的焊缝4.18.11薄壁膨胀节4.18.12厚壁膨胀节4.18.13压力试验要求4.18.14换热器标志和报告4.18.15名词术语4.18.16表4.18.17图4.19薄壁膨胀节设计规则4.19.1适用范围4.19.2适用性的条件4.19.3设计中所考虑的事项4.19.4材料4.19.5U形未加强波纹管设计4.19.6U形加强型波纹管设计4.19.7Ω形波纹管设计4.19.8经受轴向、侧向和角向位移的波纹管4.19.9制造4.19.10检验4.19.11压力试验要求4.19.12标志和报告4.19.13膨胀节的技术标准表4.19.14名词术语4.19.15表4.19.16图4.19.17技术标准表附录4.A目前不用附录4.B快动(快开)式封闭组件设计和操作指南4.B.1引言4.B.2责任4.B.3设计4.B.4安装4.B.5检验4.B.6培训4.B.7管理控制附录4.C确定管子与管板接头许用载荷的基础4.C.1总则4.C.2最大轴向载荷4.C.3剪切载荷试验4.C.4由试验确定接头削弱系数的验收标准4.C.5由试验确定推荐性操作温度的验收标准4.C.6名词术语4.C.7表4.C.8图第5篇按分析要求设计5.1总的要求5.1.1适用范围5.1.2数值分析5.1.3载荷情况5.2防止塑性垮塌5.2.1综述5.2.2弹性应力分析方法5.2.3极限载荷分析法5.2.4弹—塑性应力分析法5.3防止局部失效5.3.1综述5.3.2弹性分析5.3.3弹—塑性分析5.4防止由失稳引起的垮塌5.4.1设计系数5.4.2数值分析5.5防止由循环载荷引起的失效5.5.1综述5.5.2疲劳分析的筛分准则5.5.3疲劳评定—弹性应力分析和当量应力5.5.4疲劳评定—弹塑性应力分析和当量应力5.5.5焊缝的疲劳评定—弹性应力分析和结构应力5.5.6棘轮现象评定—弹性应力分析5.5.7棘轮现象评定—弹塑性应力分析5.6接管颈部中应力分类的补充要求5.7螺栓的补充要求5.7.1设计要求5.7.2操作应力要求5.7.3螺栓的疲劳评定5.8多孔板的补充要求5.9多层容器的补充要求5.10实验应力分析5.11断裂力学评定5.12定义5.13符号说明5.14表5.15图附录5.A用于应力分类总应力的线性化5.A.1适用范围5.A.2总则5.A.3应力分类线的选择5.A.4应力积分法5.A.4.1连续单元5.A.4.2壳体单元5.A.5以节点力为基础的结构应力法5.A.5.1综述5.A.5.2连续单元5.A.5.3壳体单元5.A.6以应力积分为基础的结构应力法5.A.7符号说明5.A.8表5.A.9图附录5.B用于疲劳分析的频率曲线拟定和循环计数5.B.1总则5.B.2定义5.B.3频率曲线拟定5.B.4采用雨流法的循环计数5.B.5采用最大—最小循环计数法的循环计数5.B.6符号说明附录5.C用于弹性疲劳分析的交变塑性调整系数和有效交变应力5.C.1总则5.C.2用于弹性疲劳分析的有效交变应力5.C.3符号说明附录5.D应力指数5.D.1总则5.D.2径向接管的应力指数5.D.3非径向接管的应力指数5.D.4符号说明5.D.5表5.D.6图附录5.E以弹性应力分析为基础的多孔板设计方法5.E.1综述5.E.2当量实心板的应力分析5.E.3管子的刚性影响5.E.4当量实心板的有效材料性能5.E.5在管板管孔中压力的影响5.E.6防止塑性垮塌5.E.7防止循环载荷5.E.8符号说明5.E.9表5.E.10图附录5.F实验应力分析5.F.1综述5.F.2用于应力分量的应变测量实验方法5.F.3防止循环载荷5.F.4符号说明5.F.5图第6篇制造要求6.1制造的通用要求6.1.1材料6.1.2成型6.1.3母材的准备6.1.4装配及对准6.1.5待焊表面的清理6.1.6对接焊边缘的对准公差6.2焊接制造要求6.2.1焊接方法6.2.2焊接评定纪录6.2.3焊前注意事项6.2.4焊接接头的特殊要求6.2.5其它焊接要求6.2.6允许的接头及其检测方法的综述6.2.7焊缝缺陷的修补6.2.8钛材焊接试板的特殊要求6.3管子与管板焊缝的特殊要求6.3.1材料要求6.3.2管板开孔6.3.3焊缝设计及接头准备6.3.4焊接工艺评定6.4焊接预热和热处理6.4.1焊缝预热要求6.4.2焊后热处理要求6.4.3焊后热处理工艺6.4.4焊后热处理操作6.4.5修补后焊后热处理6.4.6铁金属材料焊后热处理6.5对复合层或堆焊层和衬里部件6.5.1材料6.5.2耐腐蚀整体复合层或堆焊层及衬里的接头6.5.3焊接工艺6.5.4连接衬里的方法6.5.5复层及衬里焊件的焊后热处理6.5.6对带有耐腐蚀的整体复层或堆焊层母材的要求6.5.7检测要求6.5.8检验与试验6.5.9打印及报告6.6淬火加回火处理提高抗拉强度的铁素体钢的特殊要求6.6.1总则6.6.2板材及其它材料上的标志6.6.3成型后的热处理要求6.6.4成型后的最小厚度6.6.5焊接要求6.6.6焊后热处理6.6.7热处理认证试验6.6.8检测要求6.6.9检验及试验6.6.10打印及报告6.7锻造容器的特殊要求6.7.1总则6.7.2超声波检测6.7.3韧性要求6.7.4筒体锻件的公差6.7.5锻造封头的成型方法6.7.6锻造后热处理要求6.7.7用于制造的焊接6.7.8材料中缺陷的修补6.7.9与容器壁、锻管颈和封头的螺纹连接6.7.10检验、检测和试验6.7.11锻造容器的打印和报告6.7.12泄压装置6.8多层容器的特殊制造要求6.8.1总则6.8.2一般的制造要求6.8.3焊接制造要求6.8.4焊接评定及纪录6.8.5焊接接头的特殊要求6.8.6焊接接头的无损检测6.8.7焊接接头系数6.8.8层间的贴合6.8.9通气孔6.8.10焊件的热处理6.9术语6.10表格6.11图第7篇检验与检测要求7.1总则7.2责任和职责7.2.1制造厂与检验师的责任与职责7.2.2为检验师提供的方便7.2.3工作进展的通知7.3焊接前的核查和检测7.3.1材料要求与标记的符合性7.3.2组件尺寸核对7.3.3热处理操作的核查7.3.4焊接工艺规程的核查7.3.5焊工及焊机操作工技能评定的核查7.4焊接接头的检测7.4.1无损检测要求7.4.2压力容器检测组7.4.3无损检测的范围7.4.4内部(体积内)缺陷检测方法的选择7.4.5表面缺陷的检测方法7.4.6表面状况和准备7.4.7循环操作的附加检测7.4.8对具有保护性衬里和复层的容器的检测与检验7.4.9提高抗拉性能的淬火加回火钢容器的检测与检验7.4.10整体锻造容器的检测与检验7.4.11多层容器的检测与检验7.5检测方式与验收准则7.5.1总则7.5.2目视检查7.5.3射线检查7.5.4超声波检查7.5.5采用超声波检测替代射线检测7.5.6磁粉检测(MT)7.5.7液体渗透检测(PT)7.5.8表面涡流检测规程的要求(ET)7.5.9抽样检测的评片和复验7.6容器的最终检查7.6.1液压试验后表面检查7.6.2液压试验后衬里容器内部检查7.7泄漏试验7.8声发射7.9表格7.10图附录7.A检验与检测行为的责任和职责7.A.1总则7.A.2制造厂责任7.A.2.1制造厂7.A.2.2检验与检测职责7.A.3检验师的责任7.A.3.1检验师7.A.3.2检验与检测职责7.A.4表格第8篇压力试验要求8.1通用要求8.1.1压力试验方法的选择8.1.2预防措施8.1.3特殊结构的容器的要求8.1.4压力表8.2液压试验8.2.1试验压力8.2.2试验的准备8.2.3试验介质8.2.4试验程序8.2.5试验检查及验收准则8.3气压试验8.3.1试验压力8.3.2试验准备8.3.3试验介质8.3.4试验程序8.3.5试验检查及验收准则8.4其他的压力试验8.4.1液压—气压试验8.4.2气密性试验8.5文件8.6术语第9篇压力容器超压保护9.1通用要求9.1.1超压防护9.1.2超压防护的形式9.1.3要求的泄放量及许可超压9.1.4泄压装置的压力整定9.2泄压阀9.3非重新闭合的泄压装置9.3.1焊破片装置9.3.2安全销装量9.3.3非重新闭合的弹簧泄压装置9.4不同的泄放压力和/或介质的额定排量的计算9.4.1总则9.4.2不同压力鉴定排量的分配比例9.4.3不同操作介质鉴定排量的换算9.5标志及打印9.6安装泄压装置的规定9.6.1总则9.6.2泄压阀的进口管线9.6.3泄压阀的泄放管线9.6.4降压、非重新闭合的泄压装置9.7设计考虑的超压保护9.7.1要求9.7.2文件9.7.3制造厂的数据报告附录9.A泄压装置的安装和操作的最佳方案9.A.1引言9.A.2泄压管路上截止阀的安装规定9.A.3泄压装置进口管线压降9.A.4泄压装置的泄放管线9.A.5对于泄放到同一集气管的泄压装置的注意事项9.A.6泄压阀的压差(操作裕度)9.A.7泄压阀方位9.A.8反作用力及外部附加管道载荷9.A.9受火条件下泄压装置的尺寸9.A.10使用压力指示装置进行压差监控。
ASME锅炉及容器钢印类别
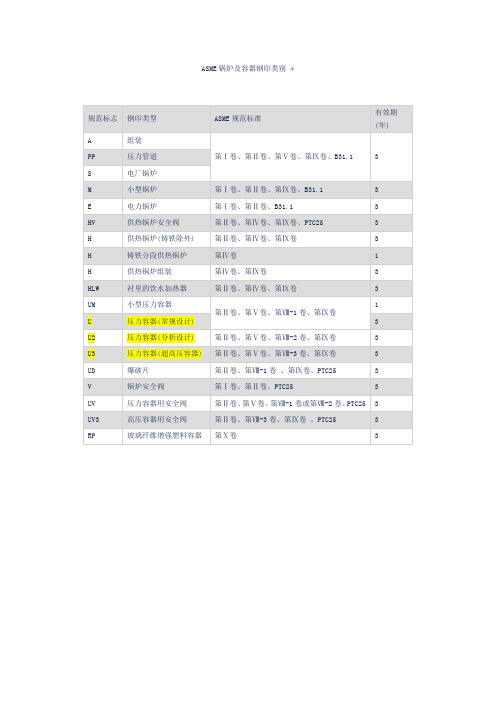
ASME锅炉及容器钢印类别规范标志钢印类型ASME规范标准有效期(年)A组装第Ⅰ卷、第Ⅱ卷、第Ⅴ卷、第Ⅸ卷、B31.13 PP压力管道S电厂锅炉M小型锅炉第Ⅰ卷、第Ⅱ卷、第Ⅸ卷、B31.13 E电力锅炉第Ⅰ卷、第Ⅱ卷、B31.13 HV供热锅炉安全阀第Ⅱ卷、第Ⅳ卷、第Ⅸ卷、PTC253 H供热锅炉(铸铁除外)第Ⅱ卷、第Ⅳ卷、第Ⅸ卷3 H铸铁分段供热锅炉第Ⅳ卷1 H供热锅炉组装第Ⅳ卷、第Ⅸ卷3 HLW衬里的饮水加热器第Ⅱ卷、第Ⅳ卷、第Ⅸ卷3UM小型压力容器第Ⅱ卷、第Ⅴ卷、第Ⅷ-1卷、第Ⅸ卷1 U压力容器(常规设计)3 U2压力容器(分析设计)第Ⅱ卷、第Ⅴ卷、第Ⅷ-2卷、第Ⅸ卷3 U3压力容器(超高压容器)第Ⅱ卷、第Ⅴ卷、第Ⅷ-3卷、第Ⅸ卷3 UD爆破片第Ⅱ卷、第Ⅷ-1卷、第Ⅸ卷、PTC253 V锅炉安全阀第Ⅰ卷、第Ⅱ卷、PTC253 UV压力容器用安全阀第Ⅱ卷、第Ⅴ卷、第Ⅷ-1卷或第Ⅷ-2卷、PTC253 UV3高压容器用安全阀第Ⅱ卷、第Ⅷ-3卷、第Ⅸ卷、PTC253 RP玻璃纤维增强塑料容器第Ⅹ卷3ASME Stamps Power Boilers - Section IS Power BoilersA Power Boiler AssembliesE Electric BoilersM Miniature BoilersPP Pressure PipingV**Power Boiler Safety Valves Heating Boilers - Section IVH*Cast Iron Heating BoilersH Heating Boilers, otherHLW Lined Potable Water HeatersHV**Heating Boilers Safety Valves Pressure Vessels - Section VIII Division 1U Pressure VesselsUM*Miniature VesselsUV**Pressure Vessels Safety ValvesUD**Pressure Vessels Rupture DiscsPressure Vessels - Section VIII Division 2U2Alternative Rules for Pressure VesselsPressure Vessels - Section VIII Division 3U3High Pressure VesselsUV3**Safety Valves for High Pressure VesselsReinforced Plastic Vessels - Section XRP Fiber-Reinforced Plastic Pressure VesselsTransport Tanks - Section XIIT Transport TanksTV Tranport Tanks Safety ValvesTD**Transport Tanks Pressure Relief DevicesNuclear StampsN Nuclear ComponentsNPT Nuclear PartialsNA Nuclear Installation and Shop AssemblyNV Nuclear Safety and Safety Relief ValvesN3Storage and Transport Containment of Nuclear FuelNuclear Certificates of AccreditationNS Nuclear SupportsQSC Material OrganizationR Repair and AlterationVR Repair of Safety Valves* Components not subject to Authorized Inspection, annual audit by the AIA ** Components not subject to Authorized Inspection, triennial audit by ASME。
压力容器的常规设计外压封头和法兰的设计

五、封头设计
椭圆型封头
内压
1.封头中的应力=薄膜应力+封头和圆筒连接处的不连续应力 2.在一定条件下,椭圆形封头中的最大应力和圆筒轴向薄膜 应力的比值与椭圆形封头长轴与短轴比a/b有关系。
封头中最大应力的位置 和大小均随a/b的变化而 改变
图8
五、封头设计
椭圆型封头
te
3
te
得:
p
2EA
3R0 / te
式5-3 式5-4
五、封头设计
外压 将[P]代入公式5-3中有
式5-5
由B和[P]的关系,得到半球形封头的许用外压力
式5-6
图7
五、封头设计
工程上:图算法
图算法步骤:
1.先假设tn ,而 te tn c1 c2 ,按式5-5计算A,然后根
平板形封头
五、封头设计
1.封头的分类
半球形封头:半个或接近半个球形的壳体 椭圆型封头:由半个椭球型壳体和一圆筒体直边组成 碟形封头:较大半径Ri的球冠、较小半径r的环壳、一
段筒体直边组成 球冠形封头:是一部分球壳(球冠)
五、封头设计
(e)无折边锥形封头 (f)折边锥形封头(g)平板封头
图6 压力容器凸形封头的形式
五、封头设计
2.封头受内压的计算公式、外压的公式及计算过程
(1)凸形封头 半球形封头
内压
在均匀内压作用下,薄壁球形容器的薄膜应力为相同直 径圆筒的一半 ,是理想的结构形式。但是深度大,冲压困 难。常用于高压容器上。
t
4
pc Di
t
pc
式5-1
使用范围: PC 0.6 t
压力容器设计之独家记忆
压力容器设计之独家记忆1. 碳的化学作用①碳的双重作用:耐蚀性,降低含碳量;耐高温性,提高含碳量。
②晶间腐蚀:形成C6Cr23 化合物C与Cr形成化合物—贫Cr—含碳量降低③ Mo—耐孔蚀和缝隙腐蚀(Cl-)2. 方便对美标CrMo钢材料标准的理解15CrMoR(1Cr-0.5Mo)14Cr1MoR(1.25Cr-0.5Mo)12Cr2Mo1R(2.25Cr-1.0Mo)12Cr1MoVR(1Cr-0.5MoV)3. -0.1/0.07MPa这种设计压力,水压试验应按负压工况取0.125MPa。
4. 聚四氟乙烯包覆垫片不得用于真空场合,且只能用于RF面法兰。
5. 用作容器的无缝钢管应按HG/T20581中5.3.9要求复验力学性能或水压。
6. 填料塔人手孔应设置挡板,以便在不卸出填料的情况下更换人手孔垫片。
7. 封头上半管只能用管子,不能用板条。
8. 外压容器每隔1~2m设置加强圈;惯性矩:T型钢>反置角钢>扁钢扁钢惯性矩Ii=bh3/12,加高比加厚效果更明显,高厚比8-10比较合适。
9. 碳素钢300~350℃以上,普通低合金钢400℃以上,铬钼钢450℃以上,高合金钢550℃以上,蠕变现象较明显。
10. 封头100% RT检测,Ⅱ级合格,接头系数取1;Ⅲ级合格级,接头系数取0.85。
11. A/B类20%RT的设备,DN≥250的接管B类进行100%RT,DN<250的B类进行100%MT或PT。
12. GB/T 150.3 6.1.3不另行补强的开孔,适用于在满足等面积法适用范围前提下的:(1)筒体、封头上的非径向开孔(2)平盖上的开孔。
不适用椭圆和碟形封头上80%直径范围之外的开孔,也不适用于有外载荷的管口。
13. 按GB/T 150设计的容器,不适用于压力面积法,但可作参考。
14. 常压容器钛的纵环缝可以不作RT检测。
15. 常压容器如果进行耐压试验,试验压力不小于0.05Mpa。
ASME锅炉与压力容器标准及执行

ASME锅炉与压力容器标准及执行一、ASME锅炉与压力容器标准化委员会及其制定的标准历史上,第一个ASME锅炉与压力容器标准化委员会有7个成员,都是有关方面的专家:1位锅炉保险工程师,1位材料生产厂的代表,2位锅炉制造厂的代表,2位工程方面的教授,以及1位顾问工程师。
委员会还得到一个由代表锅炉的设计、建造、安装和运行各方面的18位工程师组成的咨询委员会的协助。
在全面研究了马萨诸塞州和俄亥俄州的法规以及其他有用的资料之后,该委员会在1913年制定了一个初步报告,并复印了2 000份,分发给机械工程的教授、锅炉保险公司的工程部门、州和市锅炉检查部门的主任检查员、蒸汽锅炉制造厂、工程杂志的主编以及其他与蒸汽锅炉的建造和运行有关的各方面人员,要求他们对所建议的规范(标准)提出修改或补充意见。
经历了3年时间,召开了无数讨论会和公开意见听证会,现在称1914年版本的第一份(ASME规范工)“固定式锅炉的建造和许用工作压力规范”的最终文本问世了,于1915年春季开始贯彻执行。
ASMEI 第二版是在1940年发布的,此后该规范每3年修订一次,每半年(夏、冬二季)发布一次“增补”,直到1986年的第十九次版起将“增补”改为每年一次,现行的ASME锅炉与压力容器规范是2001年的第23版。
ASME规范是控制锅炉与压力容器在设计、制造、检查等方面安全标准。
ASME锅炉与压力容器委员会现在各级部门共有900多人,委员会每年举行四次会议,这些委员均代表他们个人而不代表他们所在的公司。
其主要职责就是建立锅炉与压力容器设计、制造、检查的安全规范(标准),并对有关规范(标准)进行解释。
现行的ASME锅炉与压力容器标准化委员会机构设置如图(5—7)。
秘书—ASME锅炉与压力容器委员会的秘书是工作人员。
总务委员会——是ASME锅炉与压力容器委员会的正式委员会,约有30名成员,由制造厂商、用户、供货厂商、咨询工程师、保险公司以及州(或省)和联邦政府机构的代表组成。
对压力容器设备法兰标准的一些总结
学习总结——对压力容器设备法兰标准的一些总结(2008-11-14 07:54:43)1.甲型平焊法兰直接与容器的筒体或封头焊接,法兰在上紧和工作时均会作用给容器器壁一定的附加弯矩。
法兰自身刚度小,所以其适用范围也较小。
2.乙型平焊法兰比甲型平焊法兰增加了一个厚度一般大于筒体壁厚的短节,这样既可增加整个法兰的刚度又可使容器器壁避免承受附加弯矩。
3.长颈对焊法兰是用根部增厚的颈取代了乙型法兰的短节,从而更有效地增大了法兰的整体刚度。
由于去掉了乙型法兰与短节的焊缝,所以也消除了可能发生的焊接变形及可能存在的焊接残余应力。
标准设备法兰是在规定设计温度为200℃,材料为16MnR或16Mn锻件,根据不同形式的法兰,规定了垫片的型式、材质、尺寸和螺柱材料的基础上,按照不同直径和不同压力,通过多种方案的比较计算和尺寸圆整得到的。
由于标准法兰是以16MnR或16Mn锻件来制定的,所以,如果法兰材料强度低于16MnR 或使用温度高于200℃,则其最大允许工作压力低于公称压力;反之,若法兰材料强度高于16MnR或使用温度低于200℃,则其最大允许工作压力便高于公称压力。
法兰的最大允许工作压力与公称压力孰高孰低,完全取决于法兰材料和使用温度。
在法兰连接中,法兰与壳体是焊在一起的,安装时,法兰与螺柱的温度相同,而操作时,法兰随壳体温度有所升高,一般法兰的温升值往往大于螺柱的温升值,于是法兰沿其厚度方向的热变形(即法兰增厚值)将大于螺柱的热伸长量。
由于法兰盘在沿其厚度方向的刚度远大于螺柱,所以在容器操作时,可以认为螺柱根本限制不了法兰的增厚,反过来倒是法兰强迫螺柱在其热伸长之外,还要产生一定量的弹性变形。
螺柱上所受到的附加轴向拉力的大小除与材料的弹性模量(E)、泊松比(ν)值有关外,还取决于螺柱与法兰工作时的温差以及螺柱杆的粗细。
螺柱的最危险截面在车螺纹处,采用A型螺柱其危险截面上的附加热应力要比B型螺柱的附加热应力大,所以在使用温度较高时,优先选用B型螺柱。
封头基本知识

封头基本知识
封头的用途:
● 封头是石油化工、原子能到食品制药诸多行业压力容器设备中不可缺少的重要部件。
● 封头是压力容器上的端盖,是压力容器的一个主要承压部件。
● 封头的品质直接关系到压力容器的长期安全可靠运行。
封头品质的重要性:
封头形状的重要性:
封头形状的要求:
JB/T4746 封头标准规定:
● 封头必须用全样板检查形状。
● 形状公差:外凸不大于1.25%Di,内凹不大于0.625%Di。
● 过渡段内半径不得小于图样规定值。
● 球面体:曲率大小影响封头厚度
● 过渡段:降低球面与筒体连接的峰值应力
● 直边:避免过渡段峰值应力与筒体组对的焊接应力叠加
封头形状的要求:
封头形状的要求:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
『 _
一
一’
此 内压 使 法 兰 环 产生 的切 向拉 伸 应 力 为
可 p L
[ 【
1
J ]
.
f: 旦
=
6 [ ]
告 C + B )
决 定 壁 厚 。
法 兰 环 上 的 总 切 向 应 力 为 : 、 二 者 之 和 , 并
当承受外压时,则 应按外压球 形封头 的要
中, 仅 用 到 P和 M 的绝对值。 ( 三 )类 型 ( c ) ( 1 )封 头
pL
.
见图 1 ( c ) , 也属于半 径为 £ 的半球 体, 和
类型 ( b ) 相 同 , 要计 及 在 法 兰 边缘 处所 引起 边 缘 应力 的影 响 ,所 以当 承受 内 压 时 , 也 按 式
但此两种类型的法兰受 载不 同于一般法兰 ,因 而 在 法 兰设 计 时要 计 及 封 头 薄 膜 力对 法 兰 的影
响 , 其 计算 方 法 和一 般 法 兰 ( 内压或外压) 完全
不同。
一
算 ,诅 因陟及所 用垫 片可 以是环形垫片 ( 窄垫 片 ) 和宽 垫 片, 因而 对 法 兰 的 计 算 就 略区 别 于
固程度 ,按一般法兰的原则 划归为整 体或活套
法 兰, 然后 由式 ( I ) 、. ( 2 ) 、( 3 ) 或式 ( 4 ) 、( 5 ) 、
( 6 )校核应力 , 当为内压或外压 时 , 则按本文第
一
部 分 亦 即一 般 法 兰 的计 算 方 法求 取其 计算 力
矩 M。 , 这 些 在 AS ME Ⅶ一 1 “ 1 - 6节 中均 已 有 说 明 , 此 处 不再 赘 述 。
文( 2 ] 已经 证 明, 在 K =1 . 2 ~l 5睁 法 兰
环 的常用 尺寸 范围内, . 可 近似取
,
一
+1
A +日
T一 =百 ,
其误 差 仅 在 2 . 3 3 之 内。 因而 由式 ( 6 ) 并 将 法
垫片的窄 、宽,所开螺栓孔属圆形或槽形加 以
度 ,其 中计 算 力 矩 M 。 按外 压 法 兰 的式 ( 1 0 ) 计 算 ;对 于 宽 垫 片 法 兰 ,则 按 上 述 内 压 宽 垫 片 法 兰 求取 计 算 力 矩 M 的式( 1 3 ) 原理 相 同 , 仅 设
计 压力 P的 方 向相反 ,但 由 弯 曲应 力 决 定 的 强
区分。
,
兰环切 向弯曲应 力 牛许 用应力( ] , , 可得
=
( 一 ) 类型 ( 0 )
r
毒 旨 ( 等) ≤ c
,
( 1 2 ) x
+B J  ̄ [ ] o ( A 口 ,
一
见酎 I ( a ) ,由 于可 看 作 是封 头和 法 兰两 者 的组合, 所 以可 将 封 头 和 法 兰 分 开单 独 计算 。 对 于封 头 , 视 其 为 内 压 或 外压 , 分 别 由强 度 或稳 定 性 并 根 据碟 形 或 椭 圉形 封 头 的 相应 公式 决 定 其 壁 厚 ; 对 于 法 兰, 视 法 兰环 和 封 头 的连接 牢
一
定 , 故 对 应 甜 法 兰 许屠 应 力 为设 计 温 度 下 的 许
] 0 一
维普资讯
甩应力 [ ) ; 。 蒋式 ( 1 3 ) 的 M。 值代入上式而可
解 得
=
圆形 或槽 形( 适用于快 开结 构) 二种 } 采 用宽 垫 片 时, 其 螺栓 孔 也 可 区分 为 圆 形
+ _ 7 监 ) ≤ c 叫
( 1 5 )
维普资讯
上 式 因计 及 球 壳 在 操 作 状 态 时 薄 膜 应 力 对
{ 皇兰 环 的 作 用 , 因 此 实 际 上 法 兰环 的应 力决 定
子操 作状 态 而 并 非决 定于 预紧 状 态 ,所 以式 中 的 M。 应按式( 8 ) 操作状态决定 , 且所 对 应 的许
或槽 形 二种
孺
j
上述 四种结 构型 式,其计 算 原 理 和 类 型
( d) 相似t ”, 都 是 以活 套 法 兰 为 基 础分 析 其 切 向应 力 并 计 及 封头 薄 膜 力 对 老 兰环 所 引 起 的切 向 应 力 , 以 其 总切 向应 力 满 足材 料 的许 用 应 力 来确 定法 兰厚 度, 只是 所 涉 及 的 具 体 系数 略有
活 套 法 兰 的计 算 原 理 , 由式 ( 1 2 ) 决 定 法 兰环 厚
① 环 形( 窄) 垫片 , 周边开有圆形螺桂 孔 参 阅类 型 ( d) 的推 导 , 法 兰环 的 总切 向 应
力 由 和 % 两 部 分 组 成 , 其 中切 向弯 曲应 力
:
由计 算 力矩 M 。 弓【 起 , 如 按 活 套 法 兰 , 则 此
7 . 5 r . 1 1 1. 8 7 5 ( C+ )
度 校 核 式则 不 论 P的 方 向仍 为 同一 式 , 故 仍 可 用式 ( “) 决 定 法 兰环 厚 度。对 此 , AS ME规 范
提 及 :在 计 算 凹面 受 压 或 凸 面受 压两 种 封 头 的 总力 矩 M 。 时, 其 实 际值 可 以是 正 的 , 也 可 以
型,如类型 ( c ) , 或 虽非 同一 厚 度 , 如类型 ( d ) ,
话套或整体法兰两者 自 F 组台,可 以按相应 的_ 凸
形封头( 内压 或外 压 ) 和相 应 的法 兰 ( 一 般 活套 或 整 体 法 兰 ,并 区分 内压 或外 压 ) 单 独 计算 外 , 类 型( b ) 、 ( c ) 、 ( d ) 的封 头 和 法 兰 , 有 的封 头 和 法 兰 两者 互不 联系 , 故 仍 可 将 封 头 和 法 兰 单独 计
维普资讯
华东化工学 院
丁 伯 氏
本 文着量 对 A S ME 带法兰 的凸形封 头设计 公式如 何 正确理 解厦其 应用范 置进行 了分折 , 从置 现行 规范 提出
某垫不嗣看穗。
对 于带 法 兰 的 凸形 封 头 , 见 图 1 , 其 中 除 类型 ( a ) 可 以看 成 是 磲 形或 椭 圆 形封 头 和 一 般
( 二 )类 型 ( b )
套 法 兰 计 算 ,  ̄ 1  ̄ S r = 器 ,
已
如前述 。但 由于是竟垫片法兰,所 以其计算弯
矩并 非 按预 紧状 态 的式 ( 7 )或 操 作 状 态 的 式 ( 8 ) 计算 ,而 应 由操 作状 态所 引 起 的 轴 向 力 对 螺 桂 中 心 因 取矩 而 得 , 即
封头 和法 兰并 无牢固的联系,所 以可 视为活套 藏兰,此 时法兰 上 的切 阿弯曲应 力 可 按 式ห้องสมุดไป่ตู้ 6 ) 计算 ,但 取其法 兰环 厚度 为符号 , 以便 和 封 头 厚 度 f相 区 别 , 其 中计 算 弯 矩 M 。 按 预
紧状态的式 ( 7 ) 或操作状态的式 ( 8 ) 计算 ,系 数
求设计 。
( 2 )法 兰
从设计 角度考虑面应满 足法兰环材料 的许用应
力 , 故
1 8 7 5 ( C +B)
类型 ( c ) 的法兰可 以分 为 四 种 不 同 的 结
构:
F
+ =7 i l( =酉
采 用 环 形 即窄面 垫 片 时 , 其 螺 桂 孔 可 以为
( ^ 一k ) ( 1 0 )
其中
带 法兰的 凸形 封 头设 计
剪 以划 分 为 封 头 设 计 和 法兰 设 计 两 部 分 。 对封头面言 , 则 要 区 分 内 压 封 头 或外 压封 头 对 法 兰 , 则 既 要 区 分 内 压 或 外 压 法 兰 , 叉要 根 据
一
般 法 兰 的应力 武和 在 内, 外 压 作 用 时的计 算力矩 简介
本文的“ 一 般法 | 兰 是 泛 指 非 奉 文 讨 论 的 和 凸 形封 头 相 连 在 一 起 的 普 遥 法 兰 。 在 多 数 国 家 中, 一 般 法 兰 设 计 都 采 用峰 脱 尔斯 法 , 由于受
中的 H H 和 H 方 向相反。 仍取 各力对 螺
栓 中 心 圆取 矩 ,则
勋 =H D h D+H t h —H 。 h 。
在 操 作 状 态 . 随 着外 压 升 起而 使 预 紧状 态 的螺 栓 载 荷 逐 渐 减 小 , 从 设 计 角 度 , 可 取 在操 作 状 态 的 螺 栓 载 荷 =0, 故 由 图 3可 得
般 活套 法 兰 ( 内压 或 外压 ) , 如类 型 ( b )即 属
虎 , 有 的 封 头 和 法 兰 用 同样 厚 度 的 钢 板 冲压 成
图
- S 一
1
维普资讯
维普资讯
( 8 ) 不 同 的 是, 由 压 已改 为 外 压 ,故 式 ( 8 )
丁【
J 丽
计 算 } 另 一 切 向应力 由球 壳 薄膜 应力 传 来 , 作 用 在 法 兰环 内周 边而 使 法 兰 环 引 起切 向拉 伸 应力 。球 壳薄 膜 应力 p L 作 用 在 厚 度 为 的 法
兰 环 内周 边 的 内压 为
p f
是 负 的。 但 在 下 列 公 式 ( 此 处指 本 文 的式 ( 1 2 ) 、 ( 1 4 ) 、 ( 1 8 ) 、 ( 1 9 ) 、( 2 1 ) 、( 2 3 ) 、( 2 7 ) 的使 用 当
故 可 得 法 兰 环 厚 度
式 中法兰环许用应力( ] , 对 应 于 计 算 力 矩 M。 ,视 。由预 紧 状 态 还 是 操 作 状 态 起 控 御作用相应 取 [ ] , 为室温 时的 [ ] , 或设计 温 度下的 [ ] ; 。 对 于 宽 垫 片法 兰 ,仍 可 按 华 脱 尔斯 法 的 活