新型干法熟料线 烧成系统负荷试车方案
水泥有限公司熟料生产线负荷试车方案
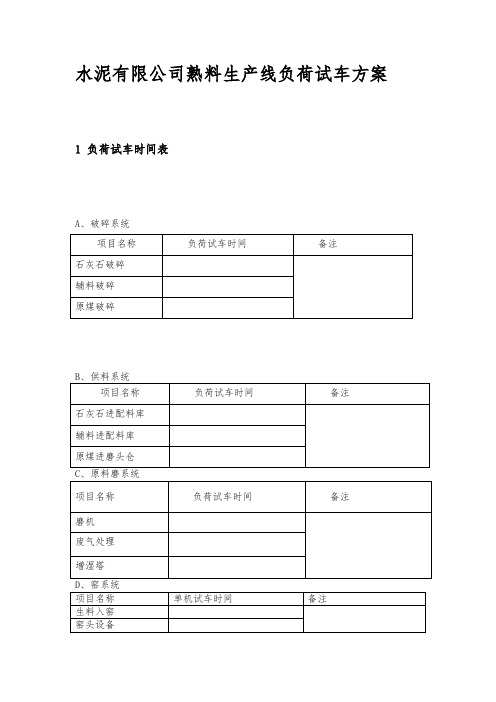
水泥有限公司熟料生产线负荷试车方案1 负荷试车时间表A、破碎系统2 人员安排及职责3 试车条件3.1 在系统单机试车、无负荷联动试车均达标且做过模拟,符合保护联锁试验、顺控试验要求;3.2 各仪表参数报警值均设置合理;3.3 所有相关设备(计量、测量、检测等)调试正常,显示准确;3.4 水、电、气供应正常,各收尘系统能正常开启;3.5 各项安全措施完善;3.6 操作规程、巡检规程、设备润滑表及各种记录表格、台帐等完整、齐全;3.7 试车人员通讯工具配置齐全;3.8机械、电气人员到位且各负其责;3.10 堆场物料储备:石灰石储量:40000t【粒度0-70mm,水份≤3%】;粘土、煤矸石储量:各5000t【粒度≤100mm占98%、水份≤18%】;铁矿石:5000t【粒度≤100mm占98%,水份≤6%】;铜渣:2000t【水份<6%】;柴油: 150t;烟煤: 5000t;无烟煤:5000t。
4 负荷试车4.1 石灰石破碎系统4.1.1试车前准备与检查a. 进行设备大检查,检查破碎机内无异物,各皮带转运站有无堵塞,各部分螺栓是否紧固,各检修门(孔)是否关闭;b. 各设备的润滑点是否按润滑卡片进行加油润滑,油量是否符合要求;c. 各设备减速箱密封无泄漏现象;d. 确认各设备具备组开条件;e. 确认各种安全保护装置是否处在正常状态。
4.1.2 试车程序a. 操作人员严格按《破碎系统操作规程》进行操作,巡检人员严格按现场巡检要求巡检;b. 设备启动顺序启动信号→润滑装置→收尘系统→堆料机→入料皮带→输送长廊皮带机→皮带机→平皮带→破碎机→破碎机→重型板喂机→电磁铁c. 负荷步骤要求①半负荷小块料试车,要求进料粒度控制在600*600*800mm以内,连续喂料量按30%喂入,运转时间不少于3小时。
检查出料粒度是否符合要求,否则停机调整,合格后方能进行第二步骤;②半负荷中等料试车,要求进料粒度控制在800*800*1000 mm以内,按额定喂料量的50%喂入,运转时间不少于6小时,试车结束后,切断破碎主电源,进机检查,拧紧各松动螺栓,检查各运转件有无损坏;③满负荷正常料,要求进料粒度控制在1000*1000*1000mm内,连续运行时间不少于8小时,结束后,切断主电源,进机检查各部位没有无异常变化;4.1.3 运行中的检查a. 破碎机内有无金属撞击声,整机有无异音,转子运转是否平稳;b. 各设备的驱动装置的运转是否平稳,有无过热现象,高压电机滑环处有无打火现象;c. 监控各部位轴承温度及监测仪表结果,并予以记录;d. 监控皮带转运站下料情况,防止堵料;e. 观察各运转部件与静止部件有无碰撞现象;f. 各设备拉紧装置运行是否良好,有无卡死现象;g. 各皮带头、尾轮有无积料,皮带张紧装置运行良好,有无跑偏现象。
日产5000吨水泥熟料新型干法生产线烧成系统窑头工艺设计
日产5000吨水泥熟料新型干法生产线烧成系统窑头工艺设计随着水泥工业的迅速发展,对于熟料烧成系统的要求也越来越高。
本文将对一条日产5000吨水泥熟料新型干法生产线的烧成系统窑头工艺进行设计和论述。
一、烧成系统窑头工艺设计的目标1.提高熟料的质量,降低生产成本。
2.提高能源利用率,降低生产过程中的排放。
3.确保炉内稳定的温度和氧气含量,保证燃烧效果。
4.保证炉内较低的CO浓度,防止炉内积炭。
5.确保炉内无积存物,使得生产线连续稳定运行。
二、烧成系统窑头工艺设计的主要控制参数1.窑头布置:合理布置窑头,使得煤气流线畅通,有利于煤气的燃烧和炉内温度的均匀分布。
2.煤粉喷淋:采用喷淋煤粉的方式,将煤粉均匀喷入窑头区域,确保燃烧稳定,控制煤粉的喷射量和角度,以达到最佳燃烧效果。
3.进料量控制:通过控制进料量,保持炉内熟料层的稳定,并控制窑头区域的温度分布。
4.喷注位置和方式:合理设置喷注位置,使得燃料和空气能够充分混合,燃烧更充分。
确保炉内氧气浓度达到规定要求,提高熟料的烧结质量。
三、烧成系统窑头工艺设计的具体内容1.窑头布置合理设置窑头区域的布置,使得煤气在该区域内流线畅通,有利于煤气的燃烧和炉内温度的均匀分布。
窑头区域应尽量避免死角和室外风向相对应的通风口。
2.煤粉喷淋采用喷淋煤粉的方式,将煤粉均匀喷入窑头区域,使得燃烧更加均匀稳定。
喷淋方式可以采用多角度喷淋或者环形喷淋,根据窑头区域的具体设计来决定。
3.进料量控制通过控制进料量,保持炉内熟料层的稳定,并控制窑头区域的温度分布。
进料量可以通过控制进料设备的运行速度和进料口的开启程度来实现。
4.喷注位置和方式根据窑头区域的特点和煤粉的喷射角度,合理设置喷注位置,使得燃料和空气能够充分混合,燃烧更加充分。
喷射方式可以采用立喷、横喷或者斜喷等方式。
5.空气供给浓度达到规定要求。
炉内的氧气浓度可以通过调节空气进口阀门的开启程度来实现。
四、总结通过对日产5000吨水泥熟料新型干法生产线的烧成系统窑头工艺设计的详细论述,我们可以看到,合理布置窑头、控制煤粉喷淋、控制进料量、合理设置喷注位置和方式,以及调节空气供给量等因素,对于烧成系统的燃烧效果、熟料质量和生产成本具有重要影响。
日产10000水泥熟料新型干法水泥厂烧成系统工艺设计(窑尾)

摘要现代最先进的水泥生产技术就是新型干法预分解窑。
预分解窑是在悬浮预热器与回转窑之间增设分解炉,在分解炉中加入占总用量50%-60%的燃料,使燃料燃烧的过程与生料碳酸盐分解的吸热过程在悬浮状态或沸腾状态下迅速进行,从而使入窑生料的分解率从悬浮预热窑的30%-40%提高到85%-90%,使窑的热负荷大为减轻,窑的寿命延长,而窑的产量却可成倍增长。
为了符合当今水泥行业的发展需求同时也是对大学本科四年所学知识的考查,我选择了“日产10000吨水泥熟料新型干法生产线窑尾系统工艺设计”这个课题作为我的毕业课题。
设计范围主要是窑尾系统,通过配料计算、工艺平衡计算等得出结果,并结合实际对主机及附属设备进行选型,进而对各种设备进行工艺布置,对全厂的设备进行简单规划。
关键词:预分解系统;烧成系统;配料系统;粉磨系统ABSTRACTModern most advanced cement production technology is NSP kiln advance decomposition. Pre decomposition kiln is in suspension preheater between decomposing furnace with rotary kiln added, join in calciner in total amount 50% - 60% of fuel, to make the fuel burning process and raw in the absorption process decompose carbonate state of suspension or boiling condition, thus make rapid decomposition rate of kiln raw from suspension preheater kiln 30 to 40 percent of the increased to 85 percent to 90 percent, the heat load of kiln is reduced greatly, while the prolonging furnace production but can increase exponentially.In order to meet the development needs of the cement industry today and at the same time examine the knowledge of university undergraduate course four years, I chose "nissan 10000 tons of cement clinker NSP production line preheater system process design" this topic as my graduation project. Preheater system design range is mainly by ingredients calculation, craft equilibrium calculation etc, and actual results to host and affiliated equipments, and selection of equipment, process arrangement of all the equipment simple planning.Key words:Precalcining system;Firing system;Batching system;Griding system目录摘要 (I)ABSTRACT.............................................................................................. I I 前言. (1)第一章工艺设计介绍 (6)1.1指导思想 (6)1.3全厂工艺流程 (8)1.3.1原料工段 (8)1.3.2烧成工段 (9)第二章配料计算 (12)2.1窑的选型及标定 (12)2.1.1窑的选型计算 (12)2.1.2回转窑产量的标定 (13)2.1.3窑的年利用率 (13)2.2 煤灰掺入量确定 (14)2.3 配料计算 (14)2.3.1,原料化学成分 (15)2.3.2 计算原料配合比: (15)2.3.3计算湿原料的配比: (16)2.4全厂物料平衡的计算 (16)2.4.1原料消耗定额 (17)2.4.2烧成用干煤消耗定额 (17)2.4.3.含水湿物料的消耗定额 (17)2.4.5 湿煤的消耗定额 (18)2.5 10000t/d水泥熟料物料平衡表 (19)第三章储库计算 (20)3.1石灰石预均化堆场的计算 (20)3.2储库的选型计算 (20)3.2.1石灰石配料库 (20)3.2.2粘土配料库 (20)3.2.3铁粉配料库 (20)3.3生料均化库的计算 (20)3.4熟料库的选取与计算 (20)第四章烧成窑尾工艺计算 (22)4.1理论消耗物料 (22)4.1.1 生料料耗 (22)4.1.2 预热器飞灰量 (22)4.1.3 收尘器收入灰量 (22)4.1.4 出收尘器的飞灰量 (22)4.1.5 实际料耗 (22)4.1.6 预热器喂料量 (22)4.2 预热器及分解炉工艺计算 (23)4.2.1准备计算 (23)4.2.2三次风管抽风量 (24)4.3 预热器废气量计算 (24)废气量 (24)4.3.1 C5废气量 (25)4.3.2 C4废气量 (25)4.3.3 C3废气量 (26)4.3.4 C2废气量 (26)4.3.5 C1第五章烧成窑尾规格计算 (28)5.1 分解炉规格的计算确定 (28)5.1.1 分解炉的有效截面和有效直径(直筒部分) (28)5.1.2 分解炉的高度 (28)5.2 预热器规格的确定 (29)5.2.1 C规格的确定 (29)5规格的确定 (29)5.2.2 C45.2.3 C规格的确定 (29)3规格的确定 (30)5.2.4 C25.2.5 C规格的确定 (30)1第六章主机设备选型计算 (32)6.1 主机平衡计算 (32)6.1.1破碎机的选型 (32)6.1.2原料粉磨设备 (33)6.1.2低压损预热器 (34)6.1.3 分解炉选型 (34)6.1.4回转窑规格 (34)6. 2煤磨粉末系统 (35)6.2.1 煤粉袋收尘 (36)6.3窑尾废气处理系统 (37)6.3.1窑尾高温风机 (38)6.3.2生料入窑提升机 (38)6.4 窑头篦冷机 (39)6.5 熟料破碎机选型 (40)6.5.1熟料输送设备选型 (40)6.5.2窑头电收尘, (40)6.6最终确定车间工作制度 (41)总结 (42)主要参考文献 (43)致谢 (44)前言本计的目的、意义、范围和技术性能要求:通过三年的专业学习,在毕业设计时运用所学的专业知识来设计论文,培养我们综合运用所学的基础理论、专业知识和基本技能,提高分析、解决实际问题能力;提高查阅文献和收集资料的能力,计算机技术和外语应用能力;使我们系统而又熟练地掌握水泥厂工艺流程,具有进行水泥厂主要车间初步设计计算、编写设计说明书等工作能力;进而培养学生创新精神和实践能力,为今后的实际工作打基础。
2000吨每天熟料新型干法水泥生产线试生产方案
2000吨每天熟料新型干法水泥生产线试生产方案一、项目背景和目的随着中国建筑工程规模的不断扩大,对水泥的需求量也在不断增加。
而传统的湿法水泥生产方式由于生产成本高、环境污染严重等缺点,面临着被淘汰的风险。
因此,需要建设一条新型的干法水泥生产线,以提高生产效率、降低生产成本、减少环境污染。
本试生产方案旨在建设一条每天生产2000吨熟料的新型干法水泥生产线,通过试生产验证该生产线的可行性和稳定性,为正式投产提供依据。
二、生产工艺流程1.原料预处理:包括破碎、混合和磨细等步骤,确保原料的均匀性和细度。
2.熟料的制备:将预处理好的原料进行干法烧成,得到熟料。
3.水泥的磨细:将熟料进一步磨细,得到符合要求的水泥产品。
4.包装和储存:对水泥产品进行包装,并储存待售。
三、主要设备和工艺技术1.破碎设备:采用高效的破碎机和球磨机,实现原料的粉碎和细度控制。
2.干法烧成设备:包括预热器、旋风分离器、控制温度的窑炉等,实现原料的熟化和烧成。
3.磨煤机:用于将煤磨成适当大小的煤粉,提供燃料给窑炉。
4.磨细设备:采用球磨机,进行水泥产品的细磨和筛分,确保产品的细度和均一性。
5.包装设备:自动化的包装机,实现水泥产品的自动包装和堆码。
6.废气处理设备:采用除尘器和脱硫装置,对烟气进行处理,减少环境污染。
四、试生产方案与技术要点1.原料配比试验:确定原料配比,并进行试验验证,保证生产工艺的稳定性和产品的质量。
2.生产工艺流程试验:按照设备和工艺要求,进行单元工艺的试验,验证设备的稳定性和操作的可行性。
3.燃料试验:主要验证煤炭和替代燃料在窑炉中的燃烧特性和适应性。
4.废气处理试验:验证废气处理设备的效果和操作稳定性,确保达到环保要求。
5.产品试验:对试生产产生的水泥产品进行质量检验,包括细度、物理性能等指标。
五、试生产计划和时间节点1.原料配比试验:预计耗时1个月。
2.生产工艺流程试验:预计耗时2个月。
3.燃料试验:预计耗时1个月。
熟料新型干法水泥生产线毕业设计资料
熟料新型干法水泥生产线毕业设计资料一、项目背景与概述水泥是建筑材料中最重要的一种,广泛应用于房屋、道路、桥梁等建筑工程中,具有举足轻重的地位。
随着人们对建筑品质要求的提高,对水泥的质量也有了更高的要求。
熟料新型干法水泥生产线是一种新型的水泥生产工艺,具有能耗低、环保、产品质量高等优点,被广泛应用于水泥生产行业。
本设计旨在设计一条熟料新型干法水泥生产线,以满足市场对高质量水泥的需求,并实现生产线的良好经济效益。
二、设计要求1.产量:设计日产水泥熟料5000吨。
2.产品品质及规格:满足GB175-2024标准的水泥熟料要求。
3.能耗:低能耗是熟料新型干法水泥生产线的一大特点,设计要求能耗达到国家标准要求。
4.环保:设计要采用尽可能少的环境污染措施,以保证生产线的环境友好性。
5.自动化程度:设计要实现生产线的自动化程度高,以提高生产效率和降低人工成本。
三、设计方案1.原材料处理系统:包括物料的收集、选矿、粉碎、研磨等工序,确保原材料的质量和粒度要求。
2.升温系统:使用最新的石灰石预热技术,最大限度地回收热能,以降低能耗。
3.分解系统:将石灰石加热至高温,进行分解,得到熟料粉末。
4.燃烧系统:采用煤粉燃烧技术,将煤粉燃烧为高温燃气,以提供石灰石分解所需的高温。
5.过滤系统:对燃烧产生的烟气进行过滤处理,以达到环保排放标准。
6.粉磨系统:将熟料粉末磨成水泥粉,保证水泥的细度和品质。
7.包装系统:对生产的水泥进行包装,以便销售和运输。
四、设计流程1.原材料处理系统:原材料收集→原材料选矿→原材料粉碎→原材料研磨2.升温系统:原材料预热→石灰石分解3.燃烧系统:煤粉燃烧→产生高温燃气4.过滤系统:烟气过滤5.粉磨系统:熟料粉末磨制水泥粉6.包装系统:水泥包装五、设计参数1. 原材料处理系统:原材料粉碎细度≤3mm,原材料研磨细度≤80μm,原材料处理产量≥5000 t/d。
2.升温系统:预热温度≥800℃,石灰石分解温度≥1100℃,预热系统热效率≥85%。
干法电石渣制水泥熟料生产线方案
干法电石渣制水泥熟料生产线方案1. 简介干法电石渣制水泥熟料生产线方案是一种通过利用电石渣和其他原材料制备水泥熟料的方法。
这种生产线采用了干法处理,具有高效、环保、节能等优点,被广泛应用于水泥工业。
2. 工艺流程干法电石渣制水泥熟料生产线的工艺流程主要包括以下几个步骤:2.1 电石渣预处理首先,电石渣经过预处理,如破碎、筛分等工序,以满足后续步骤的要求。
2.2 原材料配料根据配方,将电石渣与其他原材料(如石灰石、粘土等)按照一定比例进行混合和配料。
2.3 原材料破碎和混合配料之后,将原材料进行破碎和混合,以确保各个组分均匀分布,并增加反应速度。
2.4 干法煅烧煅烧是整个生产线的关键环节,通过干法煅烧过程,将原料在高温下进行化学反应,形成水泥熟料。
这个过程可以通过回转窑、立式窑等不同的设备来完成。
2.5 细磨和制粉煅烧之后,水泥熟料需要经过细磨和制粉工序,以获得所需的水泥产品。
3. 设备布置干法电石渣制水泥熟料生产线的设备布置需要考虑以下因素:•原料储存和处理设备:包括原材料储存仓库、输送设备、破碎机、筛分机等。
•煅烧设备:可以选择回转窑或立式窑等不同类型的窑炉设备。
•研磨设备:包括水泥磨、制粉设备等。
•辅助设备:如风机、除尘设备、控制系统等。
设备的布局应根据生产线的产能和场地条件进行合理规划,以确保生产效率和安全性。
4. 特点与优势干法电石渣制水泥熟料生产线相比于传统湿法生产线具有以下特点与优势:•环保:干法处理减少了水的使用量,并减少了废水的排放,降低了对环境的负面影响。
•节能:干法处理不需要预置水分,煅烧能耗低,节约能源。
•高效:干法处理可提高生产效率,减少生产周期。
•适应性强:干法处理可适应不同原料的处理,提高了生产线的灵活性。
5. 应用与展望干法电石渣制水泥熟料生产线已经被广泛应用于水泥行业,获得了良好的经济效益和社会效益。
随着环保意识的提高和技术的不断创新,该生产线在未来还有很大的发展潜力。
浅谈新型干法熟料生产线的烧成系统
浅谈新型干法熟料生产线的烧成系统最佳操作水平及实现途径石云生(唐山耀东水泥公司河北滦南063500)一、工艺原则众所周知,水泥生料在较低温度下进入预热器系统,经过预热升温后,大约在800℃左右进行碳酸盐的分解,然后逐步开始熟料矿物的形成,直至1450℃左右完成熟料的烧成后,开始冷却。
由于这些物理、化学反应要求的温度、环境不同,需要的热量不同,因此要求水泥窑系统要有一定的热力分布制度。
这就是我们通常提到的窑系统的热工制度。
不同类型的窑系统热工制度不同,这是由于设计条件不同所造成的。
对于一个设计条件和生产条件已经定型的窑系统来说,其最佳的热工制度是大体固定的。
因此,对于一台窑来说,遵循窑系统的热力平衡分布规律,经常保持最佳的热工制度,就是窑系统技术人员的主要任务。
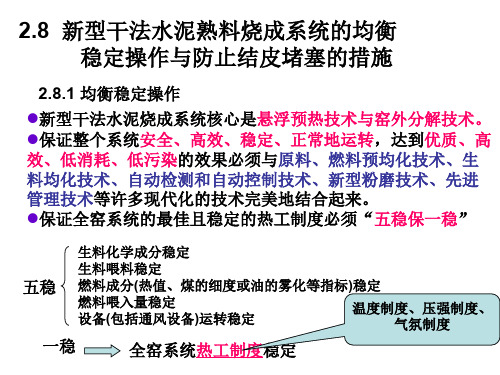
为了保证窑系统良好的燃烧条件和热传递条件,必须遵循一个水泥生产最基本的工艺原则,那就是“五稳保一稳”。
其中“五稳”指的是入窑生料的化学成分稳定、生料的喂料量稳定、燃料的成分稳定、燃料的喂料量稳定及设备的运转稳定,“一稳”即指窑系统最佳的稳定的热工制度。
水泥窑系统只有做到五稳保一稳,才能保证各技术参数、产质量指标经常处于最佳值,生产处于最佳状态,从而获得最佳的经济效益。
如果不尊重客观规律,忽视均衡稳定生产,盲目追求产量,就会人为地造成热工制度的紊乱,结果只能事与愿违、得不偿失。
尤其对于预分解窑,在分解炉内生料与高温气体的传热迅速。
由于窑速的大幅提高,物料在窑系统内的停留时间短,化学反应快,对热工制度的波动更加敏感。
当热工制度不稳时,轻者造成温度、压力的大幅波动,重者直接导致预热器系统的粘结堵塞。
因此,重点强调“均衡稳定”是新型干法工艺最基本、最重要的操作原则,生产过程中需要操作人员运用各种调节手段及时适当的调整,恢复保持或达到新条件下的新的“均衡稳定”。
我们采用的众多新技术,如原料预均化、生料均化、X荧光分析仪、自动控制回路等都是为了达到“均衡稳定”的目的。
日产5000吨熟料新型干法烧成系统工艺的设计说明
日产5000 吨熟料新型干法烧成车间毕业设计目录绪论 (4)第二章原料与燃料 (6)2.1原料的质量 (6)2.11 水泥料(普通硅酸盐水泥) (6)2.1 2混合材及石膏 (7)2.2燃料的质量要求 (8)2.2.1 煤 (9)2.2.2熟料热耗的选择 (11)第三章配料计算与物料平衡 (13)3.1配料计算 (13)3.1.1. 原料选择 (13)3.1.2. 水泥配料方案 (13)3.2物料平衡计算 (13)3.2 1烧成车间生产能力和工厂生产能力的计算 (15)3.2 2.原燃料消耗定额 (15)3.3 3主机平衡与选型 .....................................3.3 1 车间工作制度的确定 (18)3.3 2主机的选型 (18)3.3 3 主机平衡表第四章 储库计算4.1确定各物料的储存期 (21)4.2储库设施的计算 (21)421.石灰石.原煤.联合预均化堆场 (25)4.2 2各种物料储存设施有效容积和容量 (25)第五章物料和热平衡计算 (26)5.1原始资料 (26)5.2物料平衡及热平衡计算 (26)5.2 1物料平衡计算 (27)5.2 2热量平衡计算 ........................................ 27 .20 216£.2煤磨系统的热平衡计算 ..........................................285.3物料平衡表及热平衡表的编制 (31)第六章窑外分解系统的设计计算 (33)6.1原始资料 (33)6.2相关参数的设定 (33)6.3单位烟气的计算................................................ .33 6.4窑尾各部为的计算 (33)6.5窑尾各部位烟气量汇总的计算....................................6.6分解炉设计方案的选择..........................................6.7分解炉结构尺寸的计算..........................................6.8旋风筒设计方案的选择..........................................6.9旋风筒结构尺寸的计算..........................6.10分解炉.旋风筒各结构尺寸汇总表 ............................ .第七章.窑尾设计的计算及选型................................... .7.1喷嘴设备..................................................7.2窑尾收尘器的选型...........................................7.3窑尾高温风机及尾排风机的选型.................................7.4烟囱的计算...................................................7.5窑尾为了系统主要设备选型.....................................7.6生料输送系统及窑灰回灰系统主要设备选型.......................第丿八章烧成车间工艺布置..........................................第九章全厂工艺平面布置..........................................9.1全场总平面设计的基本原则..................................... ..349.2全厂工艺平面布置说明 (35)结论.................................................... .35致谢................................................... .36参考文献 (37)第1 章绪论1.1 引言新型干法水泥生产自问世以来倍受世界各国的关注,特别是80 年代以来得到了突飞猛进的发展,国际水泥工业以预分解技术为核心,将现代科学技术和工业化生产的最新成果广泛应用于水泥生产的全过程,形成了一套具有现代高科技为特征和符合优质、高效、节能、环保以及大型化、自动化的现代生产方法。
新型干法水泥第四节熟料烧成系统的调试
新型干法水泥第四节熟料烧成系统的调试1.工艺流程及介绍1.1熟料烧成范围按现在计算机控制水平和集中控制操作习惯,熟料烧成系统范围包括:生料入窑喂料系统、喂煤系统、废气处理系统、熟料烧成窑尾、熟料烧成窑中和熟料冷却及熟料输送等部分。
1.1.1生料入窑喂料系统生料计量仓设有两套卸料装置,各配一套固态流量计,计量出仓生料量,其中一套备用。
生料计量仓由罗茨风机充气卸料,操作员给定生料喂料量,固态流量计按给定值控制仓下卸料阀的开度,使卸出量与给定值一致。
经生料计量仓卸出的生料,通过斜槽、提升机、预热器顶部的空气斜槽、回转下料器喂入预热器的C2级~C1级风管中。
1.1.2喂煤系统窑头、窑尾共用一个煤粉仓布置在煤粉制备车间内,仓下各有计量、输送设备。
煤粉仓卸煤粉入窑头煤粉计量转子秤,转子秤按给定值输出煤粉,煤粉气体输送至窑头喷煤管,输送空气由输送窑头煤粉的罗茨风机提供。
煤粉仓卸煤粉入窑尾煤粉计量转子秤,转子秤按给定值输出煤粉,煤粉气体输送至窑尾,经两路分配阀分两路入分解炉喷煤管,输送空气由输送窑尾煤粉的罗茨风机提供。
1.13熟料烧成窑尾、窑中、熟料冷却及熟料输送系统预热器有单系列五级旋风预热器和喷腾型分解炉构成,生料在C2级~C1级的风管处进入预热器。
生料自上而下与热气体悬浮换热升温,。
入分解炉后,由C5级收集,经窑尾烟室喂入回转窑。
入窑物料经回转窑高温煅烧,发生固液相反应,形成高温熟料,高温熟料出窑入篦式冷却机冷却。
回转窑内煤粉燃烧后,生成高温废气经烟室从分解炉底部入炉。
在分解炉内,煤粉、三次风、预热后的生料及回转窑的高温废气,通过喷腾,实现气料成分混合,完成燃烧、分解。
分解炉排出的气料,在C5级内气料分离,物料入窑,废气经各级旋风筒,自下而上与生料悬浮换热降温,最后从C1级排出,窑尾高温风机将废气送入废气处理系统。
熟料在篦冷机内与鼓入的冷空气进行热交换,排出的高温热空气一部分作为二次风入窑供煤粉燃烧,另一部分作为三次风经三次风管入分解炉。
2000吨每天熟料新型干法水泥生产线试生产方案
2000吨每天熟料新型干法水泥生产线试生产方案一、项目介绍本项目是一条日产2000吨熟料的新型干法水泥生产线,采用先进的生产技术和设备,能够实现更加高效、环保的水泥生产。
该生产线的试生产旨在验证其设计和技术参数的可行性,以及生产线的稳定性和可靠性。
二、试生产规模和周期试生产规模为每天2000吨熟料,试生产周期为连续运行30天。
三、试生产流程1.原料准备:根据生产线的设计要求,准备适量的石灰石、粘土、矿石等原料,并对原料进行粉碎和混合。
2.熟料烧成:将混合好的原料送入旋转窑进行烧成。
烧成过程中,通过窑尾的煤粉喷燃系统提供燃料,同时还需要注入适量的燃烧辅料和调整剂,确保熟料的质量和成分。
3.熟料磨磨:熟料经过烧成后,进入熟料磨进行细磨,以达到所需的粒度和物理性能。
4.水泥制备:将磨好的熟料送入水泥生产线,按照需求进行配比并加入适量的石膏和调节剂,制备成水泥。
5.包装和贮存:将制备好的水泥经过包装机包装后,存放在仓库中进行贮存,待销售或使用。
四、试生产的关键参数和指标1.熟料烧成温度应保持在1450℃至1500℃,以确保熟料的结构和成分。
2. 水泥生产中的物料粒度应满足技术要求,一般要求细度达到300-400m²/kg。
3.水泥的含水率应控制在2%-3%,以保证产品的质量和稳定性。
4.废气排放应符合国家及地方的环保规定,达到相关污染物的排放标准。
五、试生产的技术支持和保障措施1.生产线的设备应符合国家相关的标准和技术规范,并由专业的技术人员进行安装和调试。
2.在试生产期间,需要配备一组专业的技术人员,负责监控生产线的运行状态,及时发现和解决可能出现的问题。
3.对于生产线中的关键设备,应建立定期检查和维护制度,确保设备的正常运行和性能。
4.对于试生产期间出现的问题和不足,需要进行及时的整改和改进,以确保生产线投产后的正常运行。
总结:通过试生产阶段的验证和调试,可以检验设计方案的可行性和生产线的稳定性。
2.8新型干法水泥熟料烧成系统的均衡
(4) “均衡稳定”是要求实现生产过程自动化的基础和目的
(5)“均衡稳定” 是延长耐火衬料使用寿命的需要 (6)“均衡稳定” 是提高收尘设备效率的需要 (7)“均衡稳定” 为回转窑利用可燃废弃物提供了条件
新型干法水泥熟料烧成系统的热工控制参数: 指示出窑内、分解炉内
当预热器出口处(最上一级旋风筒出口处)气体中的 (CO+H2)>0.2%时,就会报警,
若预热器出口处气体中的(CO+H2)>0.6%,则要自动跳闸, 以保证安全。
(3) 回转窑窑尾气体温度 回转窑窑尾气体温度可以反映出窑内热力分布,
(4) 分解炉或最下一级旋风筒出口气体的温度 对于NSP系统,最下一级旋风筒出口气体的温度值表征着预 热生料在分解炉内的预分解状况。这个值的控制范围860~ 890℃。
4) 预热器和分解炉 要求: 耐火材料的耐高温和隔热保温性能 选用:上面几级温度较低的旋风筒,可以用浇注料(耐火混凝 土)直接浇注。 下面几级预热器、分解炉以及联结管道可采用耐碱的 及耐磨的粘土砖,并加以隔热复合层。 顶盖部分采用耐火砖挂顶, 背衬矿渣棉,也可采用浇注料浇注。 各个弯头处多使用浇注料浇注。 窑尾上升烟道等处可采用结构较为致密的半硅质粘土 砖,以防碱的侵蚀。
结皮的形成还与煤灰的成
分有关,如果煤灰属低熔点 灰分,它在高温气流中必然 会过早地出现液相,从而促 进了结皮的形成。
防止堵塞事故措施:
(1)要保证均衡稳定的操作。 若系统中的加料量突然减少,则高温气流中多余的热量就会 使生料的温度骤升,会导致预热生料因温度升高而发粘,造成 结皮堵塞,
若来料量突然加大,有可能会直接导致旋风筒中锥体部分的 物料发生堵塞而影响整个系统的工作。 (2)要对原料、燃料中的碱、氯、硫等有害成分进行限制。
熟料新型干法水泥生产线毕业设计.
5000t/d熟料新型干法水泥生产线水泥粉磨摘要本设计采用新型干法水泥生产工艺。
设计包括厂址选择、全厂布局、窑的选型、物料平衡计算、各生产车间工艺设计及主机选型、物料的储存和均化、重点车间设计。
主机设备选型包括原料粉磨采用立磨,熟料煅烧采用¢4.8×74m带窑外分解回转窑烧成系统,水泥粉磨采用带辊压机的预粉磨系统等。
物料的储存选择了各种储存设施,包括预均化堆场,堆棚以及各种储存库的选择。
重点车间水泥粉磨,采用的了辊压机+v型选粉机+球磨机+0—Sepa选粉机组成的联合粉磨,提高水泥粉磨效率,降低电耗。
关键字:水泥新型干法生产工艺水泥工艺设计水泥粉磨5000t / d clinker cement production line and cement grindingAbstractThis design uses the new dry cement production process. Design, including site selection, the whole plant layout, selection of the kiln, the material balance calculations, the production workshop and host selection process design, material storage and homogenization, focusing on plant design. Host selection of equipment, including the use of vertical mill grinding of raw materials, clinker using ¢ 4.8 × 74m rotary kiln with a kiln decomposition system, using pre-grinding cement grinding system with roller press and so on. Choose a variety of storage materials storage facilities, including pre-homogenization yard, select the shed and various repository. Joint workshop focused on cement grinding, a roller press type separator + V-separator +Mill +0-Sepa classifier using the composition to improve the cement grinding efficiency and reduce power consumption.Keywords:The cement;NSP production technology: Cement process design;Cement grinding绪论第一章 设计总论 1.1设计任务在在江苏省徐州市青龙山设计一条日产5000吨新型干法水泥生产线,重点车间为水泥粉磨。
水泥熟料烧成系统操作新技术
水泥熟料烧成系统操作新技术新型干法水泥生产技术是以悬浮预热和窑外分解技术为核心的水泥熟料生产技术。
但是多年来新型干法生产线的操作方法一直沿续了原来中空窑的操作方法。
这种操作方法制约了新型干法生产技术特点的充分发挥。
本文中介绍的这套操作技术,充分发挥新型干法生产技术原理,较大限度的提高了分解炉的能力和技术性能,同时又充分发挥了水泥工艺学中“正常火焰煅烧”操作制度的优点。
这套操作技术的完善,是建立在对系统进行了准确平衡的计算的基础上的,因此又叫准确平衡操作技术。
一技术的起源水泥熟料烧成系统的操作,是直接关系到水泥质量和成本的重要工作。
同时还直接影响着系统NOx的产生量、SNCR脱硝系统的氨水用量。
影响着熟料制造成本。
因此,掌握先进的、正确合理的、准确的、高水平的操作技术是水泥厂中控工作的较重要的任务。
新型干法水泥生产技术的核心是悬浮预热和窑外分解技术。
因此,采用窑外分解技术的烧成系统,首先需要保证窑尾预热器系统特别是分解炉的正常、稳定、高效的工作。
并使其较大限度的发挥预热预分解作用。
而目前正在运行的新型干法熟料烧成生产线,多年以来一直都延续一种基本相同得原则和方法来操作。
这种方法在运行中的表现特点为:三次风管的阀门开度控制在30---50%,以加强窑内通风;喷煤管的火焰调整为活泼有力,把喷煤管定位在第四象限,加强火焰对熟料的直接热交换作用;把窑头罩压力控制在-50----0pa;窑转速达到较高转,实现薄料快烧。
随着新型干法生产技术的进步和社会环境对节能减排和减少氮氧化物等有害气体排放要求的不断提高。
这种旧有的操作方法已经逐渐感到难以适应这些要求。
例如:分级燃烧技术,需要控制窑内的工况在低过剩空气系数的况态下(α≦1.05)。
这样可以减少氮氧化物的生成量,提高并稳定分解炉分级的效果,就是一个很典型的例子;不少分级燃烧技术就是因为无法使窑内的过剩空气系数实际达到要求数值,而达不到减少NOx的效果。
很多窑如果这样操作,就会出现熟料呈现还原气氛的现象,严重影响熟料质量。
烧成负荷试车方案

烧成系统负荷试生产方案一、烧成系统生产调试条件为保证工厂水泥生产线生产调试顺利进行,必须完善和检查与之有关的以下各项准备条件。
1、外部条件1)石灰石的数量和质量满足生产要求。
2)进厂粘土质原料质量和数量能满足生产要求。
3)进厂铁粉质量和数量能满足生产要求4)进厂生产用燃料按质量和数量准备好。
并准备足够的燃料油(大约50吨左右)以便点火烘窑使用。
5)生产线供水必须畅通,并能保证连续供水,水量和水质能满足正常生产要求。
6)生产线供电正常,且关键设备必须有保安电源(如回转窑辅助传动电机、冷却机一室风机,喷煤管移动小车等)。
7)与外部通讯系统能及时有效地工作。
2、内部条件1)建立设备预检修和设备抢修保证系统,人员到位、组织落实、生产工人要熟悉设备的操作规程,并落实防范措施。
2)建立生产人员安全保证体系,人员到位,对职工进行必要的安全知识教育,防护用品分发到位;窑尾捅料操作人员,必须熟悉安全规范及操作要领,坚决杜绝因违反操作规程而发生的恶性事件;准备必要的防护用具(石棉衣裤、石棉手套及防火面具至少四套),以防烫伤,人员考核上岗,并备有应急用的救护车辆、防火消防车。
3)内部通讯必须畅通,生产线关键部位如:均化库底、窑尾预热器、托轮、篦冷机等系统必须备有足够的无线对讲机,以保证现场人员与指挥人员及时联系。
4)施工、安装完毕,道路完全畅通,各生产工作面清洁干净,无杂物,一切与试生产无关的设施、工具、材料等都必须挂有警示牌。
5)为生产服务的各走道,各楼梯平台、栏杆、孔洞栏杆、楼梯等必须安全可靠,畅通无阻,对于行人易碰设施及危险部位必须挂有警示牌。
6)生产用照明等公用设施需正常、可靠,损坏的要及时修理。
7)试车前要按设备说明书要求加上所需的润滑油,需要冷却的设备其供水系统要畅通可靠,生产线上一般设备需要连续经过8小时以上单机试运行,重要设备需要连续经过24小时单机试运行,确认安装合格并验收后,方可进行联动试车,对单机运行设备要求进行必要的测试,必须有记录,施工、安装单位在验收的同时要及时提交竣工图。
通用投料试车方案

目录一、总则 (2)1.1 项目概况 (2)1.2 试车原则 (2)1.3 试车考核指标 (2)二、试车组织机构及人员 (2)2.1 领导小组 (2)2.2 试车调试组 (3)2.3 水泥公司试车人员 (3)2.4 试车技术组 (3)2.5 试车保障组 (3)2.6 试车安全后勤组 (4)三、试车必备条件 (4)四、投料方案 (6)4.1点火投料前的准备 (6)4.2原料储存、均化与输送 (9)4.3生料制备 (12)4.4煤粉制备 (15)4.5熟料烧成 (19)4.6点火投料操作要点 (26)4.7安全试生产 (33)4.8设备的故障停车和紧急停车的处理方法 (35)4.9试车考核 (36)一、总则1.1 项目概况绥江县烟囱坝浙浦水泥有限责任公司日产1800吨新型干法熟料水泥生产线,在业主及相关单位的共同努力下,经过近一年的施工,已接近尾声,即将转入试车投产阶段。
1.2 试车原则在保证人身和设备安全的基础上,生产出合格熟料。
1.3 试车考核指标1、日产熟料≥1800t2、熟料强度:3d抗压≥28Mpa,28d抗压≥58Mpa3、熟料煤耗(标煤)≤110kg-cl /t4、系统设备可靠性保证值≥98%二、试车组织机构及人员2.1 领导小组成立由绥江县烟囱坝浙浦泥有限责任公司张国良总经理为组长的试车领导小组。
小组成员如下:副组长:俞国升、徐伟华、甲方相关人员组员:李纯茂、甲方相关人员2.2 试车调试组为保证试车工作安全顺利进行,而成立试车调试小组,由绥江县烟囱坝浙浦水泥有限责任公司人员担任。
组长:张国良技术组:xxx(工艺工程师)、xxx(机械工程师)、xxx(电气工程师)生料磨系统、烧成系统、水泥磨系统主操及巡检:各相应人员2.3 水泥公司试车人员技术组:工艺、设备、电气自动化技术人员中控值班长:甲方人员其它工段操作工和巡检工:各相应人员2.4 试车技术组组长:李纯茂组员:杨林、王国建、罗玉银、四名中控主操、一名看火工、一名设备现场巡检工、一名电气自动化现场巡检工。
1000td新型干法水泥生产线调试说明书要点.doc
华宁珠山水泥公司1000t/d水泥熟料生产线调试操作说明书成都建筑材料工业设计研究院二OO三年十月第一章、,、.冃,,,,,,,,,,,,,,,,,,,,1第一章石灰石破碎第三章生料制备系统,,,,,,,,,,,,,,,,3第四章烧成系统及废气处理43第五章煤粉制备系统,,,,,,,,,,,,,,,,87第六章(DCS)控制系统及操作系统15 7第七章给水排水系统162第一章前言1、概述(1)华宁珠山水泥公司1000t/d技改工程项目,通过设计、施工和安装单位的积极工作,工程全线已进入到设备安装工作的收尾阶段,设备安装已进入单机试运转阶段,通过单机试运转,发现问题,解决问题,为联动试车及试生产创造有利的条件。
鉴于现场工作的不断深入,为使本工程的调试工作顺利开展,编制本工程的无负荷联动试车及试生产的调试操作说明书,用以指导调试及试生产操作工作,使其有章可循,最终达到工程建设的预期目标。
(2)调试及试生产阶段工作必须要有一个领导小组统一安排,统一指挥,组织协调。
领导小组成员的确定应由业主统筹负责,并规定出领导小组的职责。
2、联动试车及试生产运转前的准备(1)在联动试车前,应严格验收已安装的设备及完成单机无负荷试车,保存好单机试车过程中发现问题的记录,作为联动试车的重要资料。
(2)所有参加试车的人员必须高度重视调试工作,必须具有高度的责任心,对于各专业的调试人员,必须熟悉设备的工作原理,设备使用说明书等,以质量为第一己任,确保调试工作的圆满完成。
(3)认真做好试运转前的清理、复查工作;a 设备用油做到型号准确,用量合适;b、设备内部清理,确认无杂物等异常现象;c、确认设备零部件完整,测量表计、油标、安全罩等齐全,并符合安全使用要求;d、确认与设备配套的润滑系统、冷却系统、各种管路是否清洁畅通,开关及阀门位置是否正确,是否灵活;e、复核电气设备及控制系统,各类仪表校验是否准确无误。
3、调试应遵守的规则为了保证调试工作的安全、顺利进行,避免发生设备及人身安装,要求所有参加调试的人员必须严格遵守。
日产吨水泥熟料新型干法生产线烧成系统窑头工艺设计方案
2018 年 06 月 07 日摘要本设计是对一条日产5000吨水泥熟料新型干法生产线烧成系统的窑头部分进行设计。
为了使设计更加合理完善,我查阅了许多资料,并且结合目前日产5000吨水泥熟料新型干法生产线烧成系统的实际例子,做出了自己的设计结果。
但是还是有很多缺点存在,所以望谅解。
本设计的主要内容有:1. 窑的选择:在选择窑的过程中,我运用理论公式算出窑型,同时我也查找了实际厂家的情况,最后我综合两者定出我的窑型;2. 物料平衡计算:按照经验公式<石灰石饱和系数、硅酸率、铝氧率)计算,得出恰当的率值。
确定出最终物料配比。
3. 生产工艺设计和主机设备选型计算:依据之前物料平衡计算结果,结合理论公式以及应用实例得出所选机型;4. 附属设备选型:包括熟料破碎机、熟料拉链机、离心风机、煤粉燃烧器。
虽然设备设备小,但在生产中作用却很重要。
关键词:物料平衡、新型干法生产、篦冷机、电收尘、ABSTRACTThis designisone 5000tons of cementclinkerproductionlines burningdrykilnsystem ofsome ofthe design.In order todesign morereasonable and perfect,I revieweda lot of information, and combined with the currentdaily output of5,000 tons ofcement clinkerproduction line ofnew drykilnsystempractical examplesto makehis owndesign results. But has very many Shortcoming existence, therefore looks forgiveness. Under I introduce my design mentality. 1.Kiln choice:in the selection process of Kiln, Icalculate thetheoretical formulausedkiln, and I also findthe actualmanufacturerof thesituation, finally, I setmycombination 。
日产5500吨水泥熟料新型干法生产线回转窑工艺设计 案例范本
日产5500吨水泥熟料新型干法生产线回转窑工艺设计案例范本一、项目背景日产5500吨水泥熟料新型干法生产线是一项重要的工程项目,该项目的建设需要采用回转窑工艺设计。
回转窑是一种常见的水泥熟料生产设备,采用高温烧结的方式将熟料生产出来。
回转窑生产工艺具有工艺流程简单、投资少、适应性强等优点,因此在水泥生产中得到广泛应用。
本项目的目标是建设一条日产5500吨水泥熟料新型干法生产线,采用回转窑工艺设计,生产出高品质的水泥熟料产品,满足市场需求。
二、工艺流程1.熟料生产过程熟料生产过程主要包括原料破碎、混合、烧成和冷却等环节。
原料破碎:将原料进行破碎,使其达到适合进入窑炉的颗粒度。
原料混合:将破碎后的原料进行混合,确保原料成分均匀。
烧成过程:将混合后的原料进入回转窑进行高温烧结,使其变成熟料。
冷却过程:将烧成后的熟料进行冷却,使其达到适合存储和使用的温度。
2.废气处理过程废气处理过程主要包括烟气处理和尾气处理。
烟气处理:将回转窑排放出的烟气进行处理,减少废气对环境的污染。
尾气处理:将回转窑排放出的尾气进行处理,减少对周围环境的影响。
三、回转窑工艺设计1.回转窑结构设计回转窑的结构设计需要考虑到生产效率和生产质量。
在本项目中,采用了两段式预热器和四段式回转窑的结构设计,以提高熟料的生产效率和质量。
2.回转窑热力设计回转窑的热力设计需要考虑到熟料的生产温度和热量的传递。
在本项目中,采用了高效的热交换器和热回收技术,以提高熟料的生产效率和节能效果。
3.回转窑自动化控制设计回转窑的自动化控制设计需要考虑到生产过程的自动化程度和控制精度。
在本项目中,采用了先进的自动化控制系统和智能化控制技术,以提高生产效率和质量。
四、总结本项目采用回转窑工艺设计,建设一条日产5500吨水泥熟料新型干法生产线,具有工艺流程简单、投资少、适应性强等优点,能够生产出高品质的水泥熟料产品,满足市场需求。
通过对回转窑结构设计、热力设计和自动化控制设计的优化,可以提高生产效率和节能效果,为水泥生产行业的发展做出贡献。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
11、观察窑皮已正常形成,胴体温度正常后,开始继续加料,加料 每次少于5t。
12、在增加料量过程中,窑速与产量的关系。
喂料量(t/h)80 90 100 110 120 130 140 150 160 170 180 190 200 窑速rpm 1.8 2.0 2.2 2.4 2.6 2.8 2.9 3.1 3.2 3.3 3.5 3.7 3.8
8、 加料操作,投料2h 后,观察各参数稳定,燃烧状况良好。 开始增加喂料量,加料量要根据系统状况而定,一般控制一 次加料10t以下。
9、 根据废气温度,及时启动增湿塔水泵,调节好喷水量确保增 湿塔出口温度﹤150℃。
10、当加料到135t/h时,稳定24 h,挂好窑皮,这期间注意入窑生料 化学成分和窑内火焰状况变化,观察胴体温度变化。
6、 投料:a启动喂料称并设定电动阀开度 根据系统状况,设定投料量b严格监视预热器的温度和压力变化,及时 调节分解炉给煤量,保证燃烧充分、稳定,严防堵预热器事故发生c通 知预热器岗位人员,密切监视各级物料流动情况d调节好窑内风、煤 量,严防温度过高火砖烧溜事故。
7、 熟料入篦冷机时,当料堆积400cm厚度时,开始推动毕床使 物料分布均匀,最终保证物料层稳定。
1、 停喂料设备、待系统内物料排尽、分解炉止煤、减少窑内用 煤量。
2、 预热器打开点火烟筒、清扫预热器。 3、通知增湿塔调解好喷水量,控制好废气温度、严防“湿底”事 故发生。 4、降低高温风机转数、减少窑内风量、降低窑转数。 5、通知原料磨操作员和有关岗位,采取相应的措施处理存在的问 题。 6、控制好窑内温度,防止骤然降温和温度过高而损伤窑衬。 7、调节好篦冷机各阀门开度和篦床速度,防止出现压料事故发 生。 8、调节窑头电收尘风机入口阀门开度,保证窑头负压为50pa。 十、停窑操作 1、把煤粉仓和喂料称重仓内料倒空; 2、控制好风、煤、料和窑转数;倒空窑内物料。 3、及时通知窑尾电收尘岗位,控制好喷水量和及时停水泵“防止
作。 3、开机顺序:窑中稀油站组—主传动—均化库组—废气处理组—
窑尾高温风机组—喂料组—熟料输送组—篦冷机组—窑头窑尾密封组— 分解炉喂煤组
4、检查好窑内燃烧状况,掌握耐火材料和窑体状况。 5、通知预热器最后一次全面清扫预热器内部,以便投料顺利。 七、投料操作 1、当窑尾温度700°С以上时,启动高温风机 ①启动前准备a、确认岗位人员检查完毕b、确认风机入口阀门关闭 c、确认增湿塔出口阀已全打开d、确认煤磨、原料磨热风总阀关闭。 ②启动高温风机主电动机,给定适当转数 ③启动后调节 a、调节好废气处理压力,保证风量平衡。 b、调节好高温风机入口阀开度和烟筒帽开度,保证窑内燃烧充分 和入高温风机气体温度小于350°С。 2、确认分解炉喂煤输送系统运行正常后,分解炉700°С以上。开 始向分解炉内给煤,观察窑内燃烧状况,逐渐升温。 3、通知预热器放下翻板阀,关严点火烟筒。 4、升温过程中,防止正压现象,调节废气处理风量平衡。 5、具备下列条件,可以投料: ①窑内燃烧正常②分解炉燃烧充分,并达到850°С以上③预热器 一级筒出口在-4400Pa以上负压。
4、点火后升温时控制好油量,调节好温度,严格按技术中心下达 的升温曲线升温,做到升温平稳,准确、严禁升温波动和升温回头。
5、点火后观察火焰形状,调整好风量,最终使火焰不落油滴,不 冒黑烟、不扫窑皮、燃烧稳定,温度分布均匀。
6、点火失败时,立即切断油路,使窑内可燃气体排除干净后再重 新点火。
7、用烟筒帽及时调整好窑头负压、保持在30—50Pa。 8、通知窑头岗位及时翻窑,检查窑衬升温变化情况,通知预热器 岗位检查,各级预热器衬料情况。 9、当窑尾温度达到300°С时,起动窑头喂煤输送设备。 (1)起动前准备 a、选择好启动的萝茨风机; b、确认相应的阀位已打开; c、确认现场已准确完毕; d、确认仓下手动阀已打开; e、设定喂煤量为零。 (2)起动顺序 启动罗茨风机--启动转子称 10、开始油煤混燃,逐渐加煤过程中,调节好风量,保持窑头负压 50Pa,观察火焰形状,不偏火、不烧窑皮、不发生煤粉沉落、燃烧稳 定、温度分布均匀、按升温曲线要求,准确升温。 11、用烟筒帽调节燃烧空气量,已经不能满足升温要求时,通知篦 冷机岗位检查后逐渐开启一室、二室风机。 注:开机前必须确认阀门位置在零位。 六、开机 1、接到本岗位开机指令后,开始开机。 2、当窑尾温度达到800°С时,开始启动系统设备,做投料准备工
防止煤粉堆积自燃。3日投煤运转煤磨,同时窑系统加煤。 4、1月7日生料磨系统带料生产(KH=0.90±0.01、SM=2.5±0.1、 IM=1.5±0.1),生料均化库生料存量达5000吨,生料磨具备90%以上 负荷能力。 五、点火升温期间操作
1、通知预热器岗位吊起翻板阀,把烟筒帽提到适当高度。 2Байду номын сангаас通知窑头开启一次风机,并调速至合适值,并关闭燃烧器外风, 全部打开内流风。 3、通知开启油泵,调节供油量,并点火。
新型干法熟料线
烧成系统负荷试车方案
1、 负荷试车范围: 生料入窑系统、喂煤系统、熟料烧成系统、废气处理系统
2、 负荷试车管理: 1、 烧成系统负荷试车由指挥部统一指挥、安排,车间负责试车现场
的管理,重大问题由指挥部研究决定。 2、 各专业处室配齐有关专业人员,各负其责,随叫随到。 3、 成立机修、电修、抢修、保驾队伍,日夜坚守岗位。 4、 操作员按指挥部要求开、停车,按试车方案要求进行试车操作。 5、 加强中控室管理工作,无关人员不得进入操作室干扰试车。 6、 配齐试车所需对讲机、电话等通讯工具。 3、 试车前的准备: 1、 设备各润滑点按规定加油,油量和牌号正确、油路畅通,油压、
油温正常。 2、 系统设备经单机试车、联动试车三次以上合格,系统经过全面检
查,确认正常。 3、 确认设备冷却水管路畅通。 4、 设备内部清扫干净,检查孔门密封完好。 5、 各种阀门开关位置正确,动作灵活。 6、 现场、中控仪表指示正确。 7、 耐火材料砌筑合格、完好,预热器内各测量孔通畅。 8、 各级预热器灰斗负压、吹堵管畅通,各闸阀开关位置正确。 9、 清堵工具、安全防护用品齐备。 10、生料均化库检查,确认充气箱完好、牢固,管道焊接严密,库内无 杂物。 11、准备点火用柴油30~40吨和油罐车一辆,在点火期间保证燃油供 应,不得中断。 12、蓖冷机一段篦床先铺一层300mm冷熟料或炉渣。 四、试车程序 1、12月28日到1月3日,用木材对热风炉进行小火烘干。 2、12月30日大窑点火,因耐火材料施工时气温较低,所以此次确定烘 干时间较长,操作时应严格按升温曲线执行,现场加强检查。 3、1月2日,煤磨系统加球,先磨石灰石用以填充系统内部积灰部位,
分停机顺序与相应的开机顺序相反。 10、窑止火后,必须把窑体间隔慢转动,遵守的慢转制度见调试操
作说明书中窑慢转制度规定,燃烧器没拉到窑门外时,必须8小时后, 方可停一次风机,冷窑时,应遵守冷窑曲线,防止急冷。
11、系统设备、停车完后,要进行全面检查,以防事故发生。
3、注意设备信号变化和反应参数变化,高温风机入口温度小于 350℃,窑尾电收尘入口温度小于150℃,发现异常及时通知有关人员处 理。
4、检查各控制回路是否正常工作,确认调解准确、可靠。 5、观察窑内火焰形状和熟料结粒状况保证优质、高产。 6、清理预热器时,中控及时通知窑头、篦冷机岗位,以免塌料伤 人。 九、止料操作
湿底” 4、停止窑头喂煤系统,打开点火烟筒。 5、停止窑主电机,开启慢转电机、驱动窑体慢转。 6、关闭高温风机阀,停止高温风机、驱动慢转电机使高温风机进
行慢转。 7、停止废气处理电收尘风机、关闭废气处理各阀门。 8、当物料从篦冷机输送干净后,停止各室风机,关闭各阀门。 9、确认系统内物料输送干净后,通知各岗位,准备停机,其它部
八、运转中检查及调整 1、密切监视各个参数变化,保证风、煤、料平衡、防止堵预热器
和跑生料。防止正压操作;操作中确保燃烧稳定,特别是电收尘入口CO 浓度小于800PPM。
2、根据物料变化,及时调整操作、保证安全运转,防止大波动, 发现窑胴体温度超过370℃时,要时采取降温措施 ,雨天操作时,密切 注意胴体温度变化,防止掉窑皮、掉砖事故发生。