供应商现场审核表B版
供应商质量审核检查表
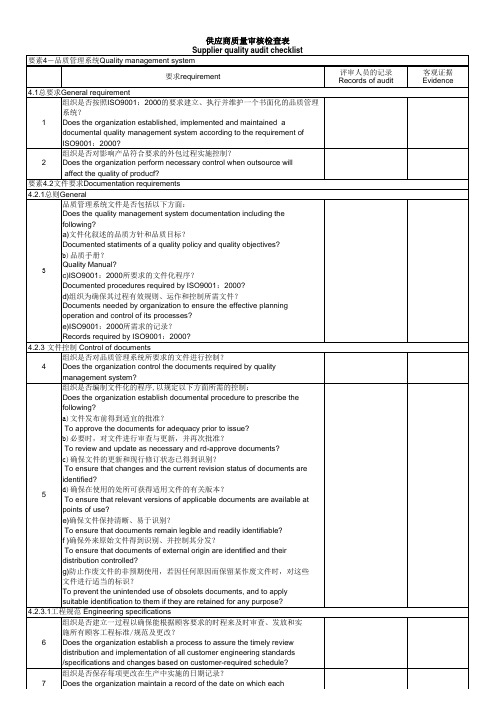
16 Do the personnel responsible for quality have the authority to stop
production to correct quality problems? 对横跨所有班次的组织生产作业是否指定了负责确保产品品质的人员?
17 Do the production operations across all shifts have been staffed with personnel in charge of,or delegated responsibility for,ensuring product
quality? 5.2.2管理者代表Management representative
management system?
组织是否编制文件化的程序,以规定以下方面所需的控制:
Does the organization establish documental procedure to prescribe the
following?
a)文件发布前得到适宜的批准?
To approve the documents for adequacy prior to issue?
identified?
5 d)确保在使用的处所可获得适用文件的有关版本? To ensure that relevant versions of applicable documents are available at
points of use?
e)确保文件保持清晰、易于识别?
To ensure that documents remain legible and readily identifiable?
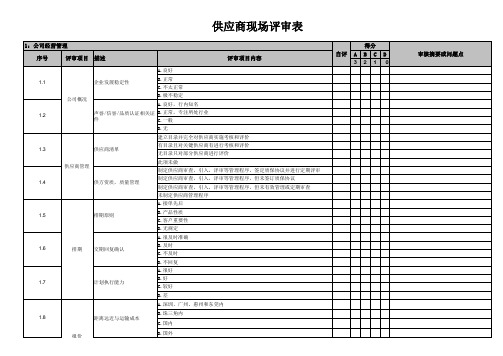
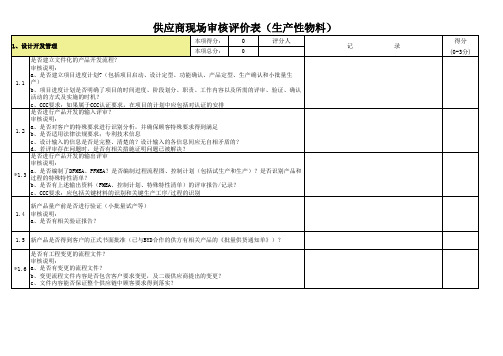
供应商现场评审表
4次
>4次
3.生产工艺制程
序号
评审项目 描述
评审项目内容
有完善作业指引且完全实施
3.1
各生产工序有严格的作业指 有标准但实施不完善
引或方法
标准不清晰且实施有缺失
关健工位缺失或漏设
完全按要求进行挑选和考核
3.2
修理员是否经过严格资格认 有标准但实施不完善
证和定期考核
无标准或实施有缺失
生产控制
未实施
修理是否有明确的规定,包 完全按要求实施并保留记录
专人负责客户资料的接收但无专人更新及管理
未设立专门人员负责管理
设立专业工程人员对客户资料进行评审,转化工程资料并反馈跟进问题点
2.14
质量控制 客户资料评审及问题点反馈 设立专业工程人员对客户资料进行评审,转化工程资料但无问题点处理程序
设立专业工程人员对客户资料转化工程资料但无客户资料评审及问题点处理程
有培训考核但不完整
指导与监管
有培训无考核
无
有培训/考核/现场监督
2.4
工程师/技术员/IE/维修人 有培训考核但不完整 员/技术员资格与考核要求 有培训无考核
无
有检验规范和管控方法并完全实施
对原材料建立来料质量检验 有检验规范但实施不完全
2.5
规范,特别是关健核心部件
。
规范有缺失或不全且实施检查不到位
1.9
能否准确提供报价分析表 B.大多能提供,但不详细
C.只能提供部分成本数据
D.不能
A.有定义及添加标识或产品本身明显特点
B.产品自身明显特点
1.10
产品可追溯性
C.无明显特点,有标识但不易区分或保留
售后服务
供应商现场审查表
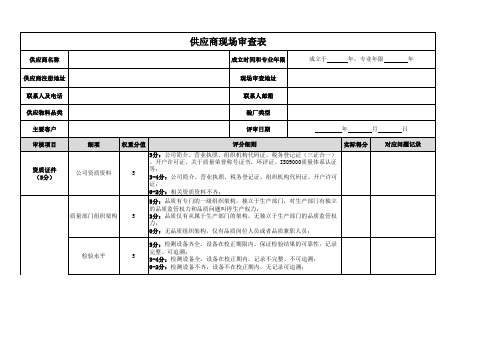
检验结果有完整记录和保存;
来料控制水平
5
3分:具备部分来料检验标准和作业指导书,检验员掌握检验操作,有部 分检验记录;
0分:无来料检验标准及作业指导书,检验员不会检验操作或者无检验
员,无检验记录;
质量体系
(35分)
供方品质实力对比
5
3-5分:品质部门组织构架、岗位职责完善,人员配置齐全; 1-2分:品质控制能力低于现有优秀级及以上供应商;
0-2分:人员结构和整体素质与要求略有差距;
5分:员工工作有序,精神饱满,干劲足; 5 3-4分:员工工作较为有效,精神状态良好;
0-2分:员工工作状态差;
4分:高层对与本公司的合作非常重视,直接负责合作对接; 4 2-3分:高层对与本公司的合作重视度良好;
0-1分:高层对与本公司的合作重视度差;
合作意愿(8分)
3-5分:关键工序有明确标识,企业标准、检验作业指导书、设备操作指
关键工序控制水平
5
导书执行良好,员工培训、设备校正、保养符合要求; 0-2分:关键工序无明确标识,且没有企业标准、检验作业指导书、设备
操作指导书执行良好;
不合格品控制
3-5分:建立不合格品控制程序并能按文件的要求操作,现场的不合格品
5
5
进行整改,同时对整改结果进行验证并可追溯;对内部、外部质量问题进 行分析、统计、纠正并有预防措施;
0-2分:无相关品质整改流程及纠正预防措施;
10分:总产能大,供应本公司的产能充足;
10
5-9分:总产能较大,供应本公司的产能基本满足要求; 3-4分:总产能一般,供应本公司的产能存在一定差距;
0-2分:供应本公司的产能存在较大差距;
供应商名称
供应商现场评审评分表(更新)

分数 得分
2 2 2 1 1
检查记录 评语
第 1 页,共 3 页
供应商现场评审评分表
6 7 8 检验工位标准是否清晰,是否能可靠将不合格品检出 ? 维修或返工工位是否有明确记录且所有不合格品被有 效处理? 现场生产质量状况是否有记录且可追溯? 1 1 2
各项实际得分汇总 6、最终产品控制(8分) 序号 评审项目
得分
总分
第 3 页,共 3 页
分数 得分
2 2 1 2 1 2
检查记录 评语
各项实际得分汇总 3、供应商管理与来料控制(13分) 序号 评审项目
1 2 3 4 5 6 7 是否有对供应商进行足够的评估、定期评审?并有相 应的实施记录。 是否建立并维护合格供应商清单,并且现场所有物料 来自合格供应商? 是否定期统计供应商品质表现,对达不到目标的供应 商采取适当的行动? 是否有建立完善的来料检验规范或标准? 检验标准、抽查数量和频率是否有按标准执行并做有 完善记录? 检验人员是否具备足够的能力来完成检验并定期进行 培训,有无记录? 检验完成后是否货物做相应的标识(标识应包含检验 人员、检验日期、判定结果等信息)?
2 1 2 2
检查记录 评语
各项实际得分汇总 2、产品设计开发与更改(10分) 序号 评审项目
1 2 3 4 5 6 工厂是否建立完善的产品开发、确认和放行的过程, 以保证量产能达到法规要求、行业要求及客户要求? 产品设计开发过程的所有资料是否归档并保存维护? 产品设计及审批工作是否授予给有资格的人员? 工厂是否建立完善的试产程序以确保产品问题在量产 前得以解决? 产品设计变更是否全部得到评审,发生重大变化时是 否经客户批准后方执行变更,并及时通知相关部门? 产品是否做可靠性测试?有记录吗?
B/C类供应商评鉴表
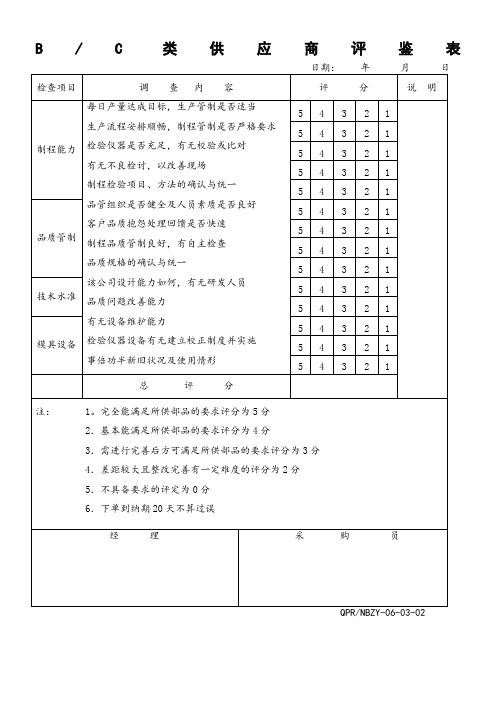
3
2
1
总评分
注:1。完全能满足所供部品的要求评分为5分
2.基本能满足所供部品的要求评分为4分
3.需进行完善后方可满足所供部品的要求评分为3分
4.差距较大且整改完善有一定难度的评分为2分
5.不具备要求的评定为0分
6.下单到纳期20天不算过误
经理
采购员
QPR/NBZY-06-03-02
品质规格的确认与统一
该公司设计能力如何,有无研发人员
品质问题改善能力
有无设备维护能力
检验仪器设备有无建立校正制度并实施
事倍功半新旧状况及使用情形
5
4
3
2
1
5
4
3
2
1
5
4
3
2
1
5
4
3
2
1
5
4
3
2
1
品质管制
5
4
3
2
1
5
4
2
1
5
4
3
2
1
5
4
3
2
1
技术水准
5
4
3
2
1
5
4
3
2
1
模具设备
5
4
3
2
1
5
4
3
2
1
5
B/C类供应商评鉴表
日期:年月日
检查项目
调查内容
评分
说明
制程能力
每日产量达成目标,生产管制是否适当
生产流程安排顺畅,制程管制是否严格要求
检验仪器是否充足,有无校验或比对
有无不良检讨,以改善现场
供应商资格审查表【范本模板】

供应商资格审查表编号:一、机构与组织1、公司名称:注册办公场所地址:电话号码:传真: 电子信箱:授权与本公司接洽业务人员名称:职务: 电话:2、承包/供货/设计咨询服务资质范围:品牌:3、从事相同工程承包/材料/设计、咨询服务供应的年数:4、公司办公场所规模及环境状况、专业技术能力。
公司主要的(施工/加工/设计、咨询服务)设备、设施一览表、公司在过去三年中完成的项目(承包/材料设备/设计、咨询服务)相同的请显著表示:7、目前正在进行的项目一览表:近三年中第一年;近三年中第二年;近三年中第三年;二、投标文件签署授权委托书1、法定代表人资格证明单位名称:地址:姓名: 性别:年龄:身份证号:系的法定代表人.为施工、竣工和保修工程,签署上述工程的投标文件、进行合同谈判、签署合同和处理与之有关的一切事务。
特此证明。
投标单位名称(盖章):投标单位法人(盖章):日期:年月日2、投标代理人委托证明本授权委托书声明:我(姓名)系(单位名称)的法定代表人,现授权委托(投标单位名称)的(姓名、身份证号)为我公司代理人,以本公司名义参加(招标单位)的工程的投标活动。
代理人为我公司正式员工,在开标、评标、合同谈判过程、合同签订及合同履行中所签署的一切文件和处理与之有关的一切事务,我均予以承认。
并对代理人的代理行为负责。
若出现挂靠、包等行为,我公司愿接受一切法律后果及经济处罚。
代理人无转委托权。
特此委托。
代理人:性别:年龄:身份证号码:职务:投标单位名称:(盖章)法定代表人:(签字或盖章)授权委托日期:年月日三、附加资料1、附在本预审表后的企业资料(需加盖公司公章):营业执照复印件资质证书复印件合法税务登记证明资信证明各种质量体系认证文件、获奖证书公司组织关系图2、附在本预审表后的技术资料(需加盖公司公章):工程技术能力及优势说明产品印刷资料企业技术标准3、请增加您认为评估您公司的资格预审有关的任何资料,请在此列出名称,并将资料附后。
供应商审核表.jpg

OUTSIDE SALES CONTACT 对外销售联系人 RMA CONTACT 退货联系人
COMPLETED BY 制表人:
JOB TITLE 职务
DATE 日期
Please return this questionnaire within 10 days to: 请于 10 日内将此表返回至:
程序?
5.2 Do procedures include provision for control of revision
changes? 程序是否包括版本修订控制的规定?
5.3 When a new contract, purchase order, sub-contract or other agreement with has been initiated, do you verify that the documentation you have in-house is the latest revision, prior to the start of work? 与我们签订了新的合同、采购订单、分包合同或其他
is: 对于工ቤተ መጻሕፍቲ ባይዱ与产品质量有关的人员:
• Necessary competence (education, skills, training,
experience) determined? 是否确定了其适任性(教育情况、技能、培训及经
验)?
• Appropriate training provided? 是否为其提供了相应培训?
1.5 Are annual internal quality audits performed and are the findings documented & review by management? 是否进行内部质量年审?是否记录评审结果并由管理
供应商现场审核打分表-评分细则
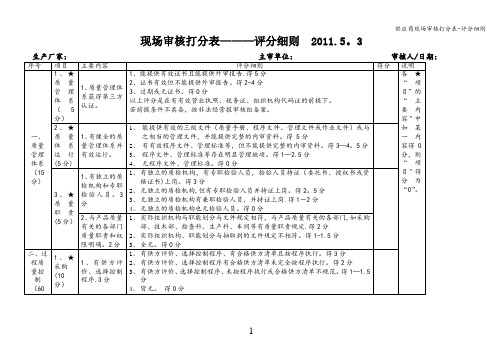
▲2、有采购件入厂质量控制制度及检验规范、检验记录.分(以5分为例)
1、有采购物资入厂质量控制制度、检验规范与图纸相一致,且与实际检验设备配备相符、并有真实完整的检验记录。得5分
2、入厂质量控制制度及检验规范不完善、但配置有能满足检验控制的检测设备,并有按图纸检验的真实记录,可根据记录的完整性、正确性。得3-4分
3、全无。得0分
二、过程质量控制
(60分)
1、★采购
(10分)
1、有供方评价、选择控制程序.3分
1、有供方评价、选择控制程序、有合格供方清单且按程序执行。得3分
2、有供方评价、选择控制程序有合格供方清单未完全按程序执行。得2分
3、有供方评价、选择控制程序、未按程序执行或合格供方清单不规范。得1—1.5分
3、实际标识与一拖公司备案标识一致,清晰,但标识方法未纳入工艺。得2分
4、未按规定标识,或实际标识与一拖公司备案标识不符,或不同标识混送或更改标识未及时通知需方。得0分
7、★检测设备及管理(6分)
1、有检测设备管理制度,在用量检具、检测设备定期检定校准.(2分)
1、有计量检测设备的管理办法、检测设备清单和设备鉴定计划并按计划进行检定。得2分
4、现场不按工艺操作,未配备所需量具。得0分
4、★检验试验(10分)
1、有自制件检验制度、检验规范.3分
1、有完整的检验制度和检验作业指导书(或具有相关内容的检验指导文件).得3分
2、有检验制度、有检验作业指导书但内容不完整。得2-2。5分
3、有检验制度、无检验作业指导书。得1—1.5分
4、无检验制度、无检验作业指导书(或具有相关内容的检验指导文件)。得0分
2、措施实施后取得效果,解决质量问题.(3分)
供应商审核表
供应商审核表
审核项目和评分
1.质量管理部门及体系
1.1 管理部门明确并制定了关于质量的方针、目标和有效政策。
1.2 管理部门规定支援质量方针、质量目标和质量体系的组织机构。
1.3 有不断衡量和改进自身能力而制定的系统:
1.4 把质量策划作为制定和落实质量体系的重要基础。
1.5 对故障成本进行评估是改进质量工艺水平的重要手段
1.6 有合适和充分的培训来保证质量管理工作的有效性
2.纠正与预防控制2.1 测量设备的控制
2.2 在生产的所有阶段,正确处理不合格产品,并采取纠正措施:
2.3 生产过程对生产材料和产品按质量状况进行标识:
2.4 供应商用适当的统计控制工艺以推动工艺改进并增加一次通过产品:
2.5 进行最终检验和包装审核以确定产品可以发出
3.设计控制
3.1 建立了对所有图纸、规范、程序和工作说明的更改与修订进行控制
3.2 新产品更新系统
3.3 新产品研发控制
4.工艺控制
4.1 供应商用控制计划和流程图详细说明为保证达到质量要求:
4.2 供应商有书面作业指导书,在涉及关键特性的所有操作中得到贯彻:
4.3 制定并落实了有效的预防性设备维修保养系统
5.产品实现过程控制
5.1 存在一个系统来确保原始合同和合同修改能按用户要求执行
5.2 进行采购材料控制以确保采购材料符合要求
5.3 供应商有系统的产能分析来确保有能力满足顾客对生产和保有能力的要求
5.4 生产现场有利于生产组织,有利于降低生产者劳动强度。
5.5 搬运、存储、包装和交货
6.风险控制
6.1 环境风险控制
6.2 职业健康安全控制
6.3财务风险控制。
IATF16949过程审核记录B
过程审核B部分审核清单
批量生产
P5供应商管理
P6生产过程分析
P7客户支持,客户满意度,服务
拟定:审核:批准:
问题号
提问
最低要求及证据
记录
备注
过程要素:P5供应商管理
5.1*
是否只和获得批准且具备质量能力的供应商开展合作?
在确定供应商前必须出具针对质量管理体系的评价。必须证明根据项目计划表中的选择标准,及时地开展规划,以便对新供应商进行选择以及评价。在量产过程中,必须确保只和合适的供应商开展合作。对于与内部措施不相符的情况,必须确定进一步的应对措施。针对现有供应商,应对其质量能力开展评价,而在此过程中所积累的经验则必须被加以考量。必须考察并且评价供应链上的风险,以及通过合适的措施加以降低。在各个阶段都必须针对所委托的供应商,规划并且落实过程评审或类似的考察方法。供应商必须保证足够的产能。上述要求同样适用于产量发生变更的情形。
必须落实客户定义的包装规范。运输过程保护零部件避免受到损坏和污染,仓储位置/加工工位/容器必须达到零部件所需的整洁度。必须定期清洁,必须通过合适的方法,监控为特殊材料/零部件规定的仓储时间以及有效期。机器和设备所需的关键生产资料和辅料,如果对产品质量有直接影响的话,就必须对他开展相应的监控,零部件的储存防止它们受到环境的影响。
-生产控制计划
-过程参数
-机器/模具/辅助工具的相关数据(设备编号)
-检验要求(特殊特性,检验工具,方法,检验频度)
-针对夹持,基准点的要求
-机器和过程能力证明
-作业指导书、检验指导书、操作说明书
-针对检验和过程处置/整改的记录和证明文件
QR8.3-42NO:201401塑料手柄本体
供应商现场考核记录表
审核报告编号:
XX有限公司
供应商现场审核记录表
供应商名称:
主要业务:
地点:
联系人:
电话:
传真:
审核日期:
评估人: 审核: 批准:
现场审核评估情况
一、操作标准:
审核人员可以根据需要和检查重点,按照本《现场审核记录表》,选择部分要素或全部进行评价,评分标准如下:
1、不了解要求的项目,未开展: 0分
2、了解项目要求,且有初步的不完整的书面计划,但没有实施的证据: 1分
3、可得到书面文件,实施工作刚刚开始(0—50%已完成):3分
4、可得到书面文件,实施工作已见成效(60%--80%已完成):4分
5、实施工作已接近完成(80%--95%),并且有实际的书面证据:5分
6、文件所有的要求已付诸实施,并且有证据证实已满足初步的要求:6分
7、可以在所有领域满足顾客的要求,并实施持续改进,可以提供要求项目的分析结果和改善的证据:7分
8、可以超越顾客的期望,为同行业最佳水平:8分。
供应商现场审核表-潜在供方
7 生产控制
7.1
是否有明确的生产控制程序来确保品质?是否能提供 控制资料和制程异常处理记录?
金色时光科技发展有限公司
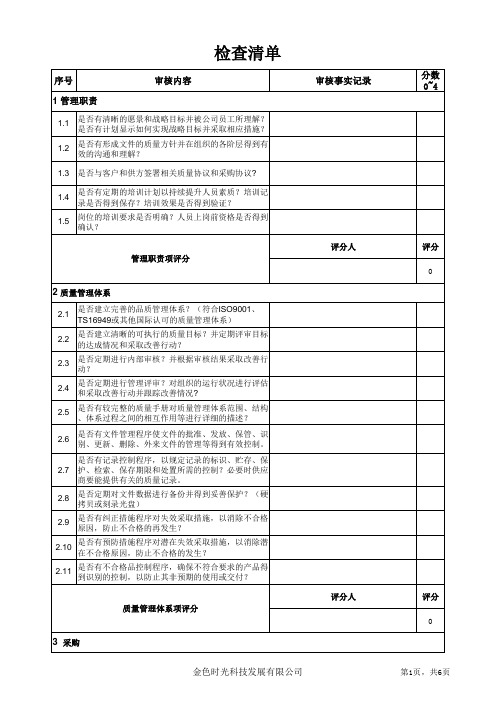
分数 0~4
评分 0
评分 0
第3页,共6页
检查清单
序号
审核内容
是否对生产场所进行了规划,以确保生产车间物流通 7.2 顺和保证生产场所整洁,并采用了适当的方式对产品
的符合性提供防护?
检查清单
序号
审核内容
1 管理职责
1.1
是否有清晰的愿景和战略目标并被公司员工所理解? 是否有计划显示如何实现战略目标并采取相应措施?
1.2
是否有形成文件的质量方针并在组织的各阶层得到有 效的沟通和理解?
1.3 是否与客户和供方签署相关质量协议和采购协议?
1.4
是否有定期的培训计划以持续提升人员素质?培训记 录是否得到保存?培训效果是否得到验证?
4.2
产能不足或生产异常影响交付时,是否及时将信息进 行了反馈?
4.3 是否定期组织物料评审会对紧急物料、呆滞物料进行 处理?
是否有产品的搬运,储藏,包装和交付程序?(如搬 4.4 运要求、库存要求、保质期及期满措施、实行先进先
出)
生产计划控制项评分
评分人
5 产品设计与开发
5.1
是否建立文件化的产品开发流程以规范产品开发的策 划、过程、控制等?
5.2
是否对客户资料进行有效管理?(列表、路径、变更 记录、发放记录)
5.3
是否有详细的项目计划?各阶段任务、人员、时间是 否明确?
是否对项目进度计划和试验计划的完成情况进行跟 5.4 踪?未按计划完成或对计划进行了更改是否得到重
新得到批准(影响到顾客时需提交顾客批准)?
模具供应商审核检查表

16 模具设计人员有注塑知识/能力吗.
17 他们是否有模具设计检查 18 他们有定期的设计检讨会议. 19 他们有应用热流道系统支持 20 他们应用什么方式传输数据. ( ) Ftp, ( ) E-Mail, 21 他们会为得到认可向顾客透露模具图纸细节. 22 是否向客户提供详尽的模具图纸
23 他们有并存档所有模具部件细节图纸 24 他们模具图纸有明细?若没有他们向顾客提供一份完整的部件清单.
完全
符 DESIG N
1 设计软件,软件套数,设计人员数 2 是否用三维实体设计加工 3 他们是否CAE模流分析系统. 4 他们的人员是否有CAM设计能力
5 他们有设计更改控制程序?
6 他们有工艺管理系统吗? 7 他们是否给顾客的模具标准 8 他们是否按照顾客模具标准 9 他们是否有内部模具设计管理 10 他们是否按照内部模具设计管理进行 11 顾客标准是否比内部标准有优先权 12 他们更新模具设计管理的频率是多少. 13 他们怎么了解新技术 14 是否有正式模具设计人员的培训项目 15 有多少模具设计是自已做,多少是外包做?
MOLD TRIAL
97 进行模具调试是否有标准程序和检查单. 98 是否有模具调试的依据和准则 99 是否记录收缩率结果. 100 是否保存试模记录. 101 测试样品的最终版本是否一次OK 102 是否合适的模具存放地 (灰尘/湿度控制). 103 是否有自己的注塑机试模.
IATF16949全套文件和表格
IATF16949:2016质量手册(B 版)编制审核批准受控状态:受控分发编号:001 使用部门:2017 年6 月1 日发布2017 年6 月1 日实施文件修订履历版本修订内容修订页次制/ 修日期TS16949-2009 A.0 版全面升级为IATF16949-2016B.0 B.0 版54 2017-6-1 制定审核批准4.组织环境4.1 了解组织及环境 4.2了解相关方的需求和期望目 录章 节标 题 识别的过程 页码封面 0 目录 1-7 前言 8 颁布令 9 质量方针 10 企业概况11 1. 管理原则 11 2. 范围与应用 12 3. 引用标准、术语和定义12-13 14 14 144.2.1了解相关方的需求和期望 - 补充144.3确定质量管理体系范围14 4.3.1确定质量管理体系范围 - 补充144.3.2顾客特殊要求 144.4质量管理体系及其过程14-16 4.4.1 组织应按标准建立、实施、保持和改进管理体系164.4.1.1产品和过程一致性174.4.1.1.1产品安全 174.4.1.2外包过程 174.4.2必要时 175.领导作用185.1领导作用和承诺M1 领导作用 18 5.1.1总则185.1.1.1 企业责任185.1.1.2 过程效率185.1.1.3 过程所有者185.1.2 以顾客为关注焦点185.2 方针185.2.1 质量方针的制定185.2.2 质量方针的沟通18M1领导作用5.3 组织的角色、职责、和权限185.3.1 组织的角色、职责和权限- 补充185.3.2 产品要求符合性和纠正措施186. 策划18-196.1 应对风险和机遇的措施18-196.1.1 确定需处理的风险和机会18-196.1.2 策划和处理方案18-196.1.2.1 风险分析18-196.1.2.2 应急计划18-19M2 策划6.2 质量目标及其实现的策划18-196.2.1 质量目标18-196.2.2 策划和实施18-196.2.2.1 质量目标及其实现的策划的- 补充18-196.3 变更的策划18-1919 7. 支持7.1 资源197.1.1 总则197.1.2 人员197.1.3 基础设施S1 基础设施管理19-207.1.3.1 工厂、设施和设备计划19-207.1.4 过程和运行的环境207.1.4.1 过程运行环境- 补充207.1.5 监视和测量资源20-227.1.5.1 总则20-22S2 监视和测量资源管7.1.5.1.1 测量系统分析20-22理7.1.5.2 测量溯源20-227.1.5.2.1 校准/ 验证记录20-2220-227.1.5.3 实验室要求S2 监视和测量资源管7.1.5.3.1 内部实验室20-22理7.1.5.3.2 外部实验室20-227.1.6 组织的知识20-22 7.2 能力22-2322-237.2.1 培训22-237.2.1.1 在职培训S3 人力资源管理7.3 意识22-237.3.1 意识- 补充22-237.3.2 员工激励授权22-23 7.4 沟通23 7.5 形成文件的信息237.5.1 总则237.5.1.1 质量管理体系文件237.5.1.2 质量手册S4 文件记录管理237.5.2 创建与更新24247.5.3 形成文件的信息控制7.5.3.2.1 记录的保存247.5.3.2.2 工程规范248. 运行258.1 运行策划和控制258.2 产品和服务的要求258.2.1 顾客沟通25C1 市场营销8.2.1.1 顾客沟通- 补充258.2.1.2 顾客沟通- 培训2525-268.2.2 产品和服务要求的确定C2 报价及项目确定8.2.2.1 产品和服务要求的确定- 补充25-2626-278.2.3 产品和服务要求的评审C3 订单管理8.2.4 产品和服务要求的更改26-278.3 产品和服务的设计和开发C4 过程设计和开发27-288.3.1 总则27-288.3.2 设计开发的策划27-288.3.2.1 多方论证方法27-288.3.2.2 设计开发策划- 培训27-288.3.2.3 产品设计技能27-288.3.3 设计开发的输入27-2827-288.3.3.2 制造过程设计输入C4 过程设计和开发8.3.3.3 特殊特性27-288.3.4 设计开发的控制27-288.3.4.1 监测27-288.3.4.2 设计开发确认27-288.3.4.3 样件计划27-288.3.4.4 产品批准过程27-288.3.5 设计和开发的输出27-288.5.1.3 作业准备验证 8.5.1.4 停机后验证8.5.1.5全面生产维护S6 设备管理8.3.5.2 制造过程的设计输出 27-28 8.3.6设计开发的更改27-28 8.4外部提供过程、产品和服务的控制28-29 8.4.1 总则 28-29 8.4.1.1总则 - 补充28-29 8.4.1.2 供应商选择过程 28-298.4.1.3 顾客提定的供货来源 28-29 8.4.2 控制类型和程序 28-29 8.4.2.1 控制类型和程序 - 补充S5 采购控制28-29 8.4.2.2 法律法规要求 28-29 8.4.2.3 供应商质量管理体系要求28-29 8.4.2.3.1 产品嵌入式软件 28-29 8.4.2.4 供应商监测 28-29 8.4.2.4.1 二方审核 28-29 8.2.4.5 供应商开发28-29 8.2.4.5.1 供应商质量管理体系开发28-29 8.4.2.5.2 供应商绩效开发 28-29 8.4.3 外部供方信息 S5 采购控制28-29 8.4.3.1外部供方信息 - 补充 28-29 8.5生产和服务的提供30-318.5.1生产和服务提供的控制30-318.5.1.1 控制计划30-31C5 产品制造8.5.1.2标准作业 - 操作作业指导书和可视化标准30-31 30-3130-31318.5.1.6 生产工装和生产、试验检验工装和设备的管理S7 工装管理31-328.5.1.7 生产计划328.5.2 标识和可追溯性C5 产品制造328.5.3 顾客或外部供方的财产328.5.4 防护S8 产品防护32-338.5.5 交付后活动33C6 产品交付8.5.5.1 服务信息反馈34-35C7 顾客反馈处理8.5.5.2 与顾客的服务协议34--358.5.6 更改控制358.5.6.1 更改控制- 补充358.5.6.1.1 应急过程控制35 8.6 产品和服务的放行35-368.6.1 产品和服务放行- 补充35-368.6.2 全尺寸和功能试验35-368.6.3 外观项目35-36S9 产品和服务的放行8.6.4外部提供产品和服务的符合性验证和接收35-368.6.5 法律法规的符合性35-368.6.6 接收准则35-36 8.7 不合格输出的控制36-378.7.1 总则36-378.7.1.1 顾客特许36-378.7.1.2 不合格控制- 顾客规定的过程S10 不合格品控制36-378.7.1.3 可疑产品的控制36-378.7.1.4 返工产品的控制36-378.7.1.5 顾客通知36-378.7.1.6 不合格品的处置36-378.7.2 组织应保留形成文件的信息36-379. 绩效评价379.1 监视、测量分析和评价379.1.1 总则379.1.1.1 制造过程的监视和测量379.1.1.2 统计工具的识别379.1.1.3 基础统计概念知识379.1.2 顾客满意37-38S11 顾客满意度测量9.1.2.1 顾客满意- 补充37-389.1.3 分析和评价38-39M3 分析和评价9.1.3.1 优先级38-399.2 内部审核399.2.2.1 内部审核方案399.2.2.2 质量管理体系审核39M4 内部审核9.2.2.3 制造过程审核399.2.2.4 产品审核399.2.2.5 内部审核员资格399.3 管理评审409.3.1 总则409.3.1.1 质量管理体系绩效40M5 管理评审9.3.2 评审的输入409.3.2.1 管理评审输入- 补充409.3.3 评审的输出409.3.3.1 评审输出- 补充M5 管理评审4010 改进41M6改进10.1 总则4110.2 不合格和纠正措施4110.2.1 处理4110.2.2 证据信息4110.2.3 问题的解决4110.2.4 防错4110.2.5 保修管理4110.2.5.1 顾客投诉及现场失效测试分析4110.2.6 预防措施41 10.3 持续改进4110.3.1 组织的持续改进4111.0 附件11.1 顾客特殊要求4211.2 组织架构图4311.3 质量负责人任命书4411.4 职能分配表4511.5标准条款及相关联的47程序文件11.6 过程绩效表48 11.7 过程关系图49 11.8 质量体系保证图50前言本质量手册依据IATF16949:2016 编制,本手册发布日期即为生效日期,按生效日期开始执行。
包材供应商现场评审检查表

4.4 待检、合格、不合格原辅料应分区存放,按批次存放,并有易于 待检、合格、不合格原辅料应分区存放,按批次存放,并有易于识别 的明显标示 识别的明显标示 4.5 有毒、有害物品必须另行单独存放,并明确标识。 4.6 在搬运和贮存过程中应加强防护,防止原辅材料、半成品、成品 出现损伤、污染。 有毒、有害物品是否另行单独存放,是否明确标识。 原辅材料、半成品、成品是否出现损伤、污染。
3 车间清洗消毒(10分) 3.1生产车间应清洁安全并建立有关清洁生产的制度。 生产车间是否清洁安全并建立清洁生产制度。
3.2 生产车间墙壁、地面、天花板表面平整光滑,并能耐受清理和消 生产车间墙壁、地面、天花板表面是否平整光滑,并能耐受清理和消 毒,以减少灰尘积聚和便于清洁。 毒,以减少灰尘积聚和便于清洁。 3.3有防止昆虫和其他动物进入的设施。 是否有防止昆虫和其他动物进入的设施。 3.4应有与所生产产品相适应的清洗、消毒、防尘、防腐、通风、污物 是否有与所生产产品相适应的清洗、消毒、防尘、防腐、通风、污物 处理等设施,并维护完好。 处理等设施,并维护完好。 3.5设备应卫生整洁,避免污染。设备的布局和生产流程应当合理,防 设备是否卫生整洁,有无交叉污染。 止造成产品与原材料的交叉污染。 3.6对有特殊生产要求如无菌包装等产品,对其生产区的空气质量,应 是否对特殊需要的产品监测生产区的空气质量并将结果记录存档。 监测其生产区的空气质量,并将结果记录存档。 4 库房要求(5分) 4.1 企业的库房整洁卫生、通风良好、地面平滑。 4.2 有防漏、防潮、防尘、防止昆虫及其他动物进入的设施。 4.3 库房内存放的物品应保存良好,一般应离地、离墙存放。 企业的库房是否整洁卫生,通风良好,地面平滑。 是否有防漏、防潮、防尘、防止昆虫及其他动物等进入的设施。 库房内存放的物品是否保存良好,并离地、离墙存放。
供应商现场审核评价表
是针对一些关键项目)
*3.6
审核说明: a、确保现场的实际情况符合控制计划、作业指导书、检验规范规定
b、当出现影响产品、制造过程、测量、物流、供货来源等的变化时,是否重新评审、更新和批准控制计
划?
是否在产品生产的各阶段对产品进行相应的检查和测试?
审核说明:
*3.7 a、是否有按控制计划要求对各工序、成品进行检验?(首检、自ห้องสมุดไป่ตู้、巡检、型式试验等)
得分 (0-3分)
是否有工程变更的验证、评审、履历等记录?
审核说明:
a、是否进行了评审?评审的内容是否包括对以往产品的影响、对生产过程的影响和已交付产品的影响,
以及对生产作业的影响?
*1.7
b、设计单位是否将变更信息通知到受影响部门,更改的相关记录是否保留? c、变更若需要对过程流程图、FMEA、控制计划、作业指导书等进行修改时,是否在规定修改期限内进行
c、该职责和组织架构是否覆盖ISO9001:2008或者ISO/TS16949:2009标准的所有要素/条款要求?
d、工厂运作的相关过程是否被清晰识别和定义?
e、是否指定人员来负责管理体系的建立与维护?
质量目标是否覆盖了手册中定义各过程的绩效指标?质量目标的变更是否重新批准?质量目标是否体现 了顾客的期望,并且应该在确定时间内可实现的。 审核说明: a、生产过程的质量目标应包括统计过程控制的目标(如CPK目标)? 2.2 b、监视和测量设备的质量目标应包括监视和测量设备的测量系统评价目标? c、设备过程的质量目标应包括设备停机时间目标? d、质量目标未被达成时是否进行原因分析,并制定有效的纠正和纠正措施? e、是否对改进措施的有效性进行跟踪验证,并保存相应记录; f、是否针对质量目标进行持续改进? 是否按照规定的审核计划,定期开展内部体系审核、制程审核和产品审核? 审核说明: a、是否有内部审核、制程审核、产品审核管理程序? 2.3 b、是否有相应的审核计划、审核检查表、审核记录、不符合项及其相应的改善记录、审核报告等相关记 录? c、是否针对审核结果的评估情况,采取相应的预防和反应措施? d、CCC 要求:认证产品的审核的内容是否包括认证产品一致性?
供应商现场审核表
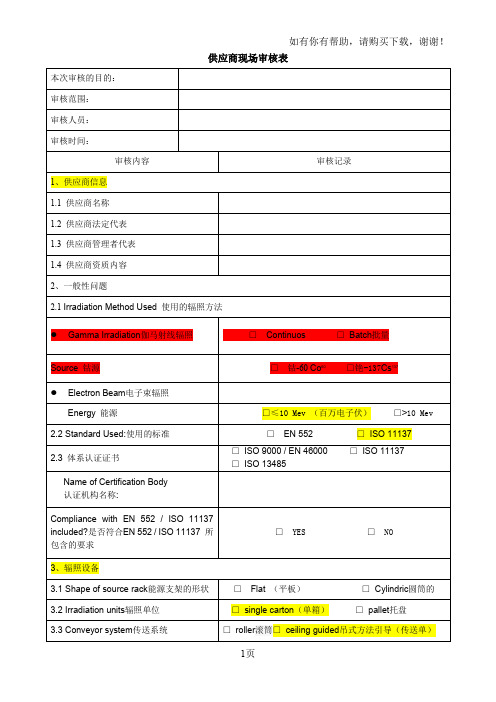
供应商现场审核表本次审核的目的:审核范围:审核人员:审核时间:审核内容审核记录1、供应商信息1.1 供应商名称1.2 供应商法定代表1.3 供应商管理者代表1.4 供应商资质内容2、一般性问题2.1 Irradiation Method Used 使用的辐照方法●Gamma Irradiation伽马射线辐照□Continuos □Batch批量Source 钴源□钴-60 Co60 □铯-137Cs137●Electron Beam电子束辐照Energy 能源□≤10 Mev (百万电子伏)□>10 Mev 2.2 Standard Used:使用的标准□EN 552 □ISO 111372.3 体系认证证书□ISO 9000 / EN 46000 □ISO 11137 □ISO 13485Name of Certification Body认证机构名称:Compliance with EN 552 / ISO 11137included?是否符合EN 552 / ISO 11137 所包含的要求□ YES □ NO3、辐照设备3.1 Shape of source rack能源支架的形状□Flat (平板)□Cylindric圆筒的3.2 Irradiation units辐照单位□single carton(单箱)□pallet托盘3.3 Conveyor system传送系统□roller滚筒□ceiling guided吊式方法引导(传送单)3.4 Irradiation geometric辐照分布□Source □product overlapping产品叠放4、Installation qualification 设备审查4.1 General description of main□ YES □ NO characteristics available?有主要特征的整体概Note for the auditor: structure of facility, construction, installation, conveyor system, activity of source, equipment, calibration, process control (instrumentation, dosimeters), process documentation, maintenance & repair审核人员需注意以下:设施的构造、施工、安装、输送系统、活动源、设备、校准,过程控制(仪表,剂量计)、过程文档、维护和维修4.2 Irradiator dose mapping (dose□YES □NO distribution) available?辐照器剂量分布是否有效(剂量场分布方案)Note for the auditor: This includes: characteristics of irradiator, use of material with homogenous density, filled to their designed volume limits, adsorbed dose at various depth in the material, dosimeters placed at multiple internal locations审计员需要注意:辐照器的特性,同密度下原料的使用,此原料填充到设计好的容量限制,这种原料中不同深度下的吸附剂,被放置在溶液内不同位置的剂量计4.3 Determination of agnitude, distributionand reproductibility sufficent?□ YES □ NO剂量测定,分布及再生产力是否可测定Operating parameters controlled / checked□ YES □ NO periodically? 工作参数是否定期受控/定期检查How often? 多长时间检查一次?Note for the auditor: critical parameters are cycle timers, conveyor speed, time setting 审计人员需要注意:重要的参数周期计时器,输送速度,时间设定4.4 Are control instruments under calibrationcontrol?□ YES □ NO所有的仪器是否在校正控制之下Requalification requirements defined?□ YES □ NO是否已定义合格的要求?Date of qualification / last requalification:□ YES □ NO合格的评定日期/上一次评定日期5、Operational Qualification 操作审核(剂量场分布方案)作业指导书5.1 Dosimeter distribution acc. defined pattern□ YES □ NOavailable? 是否已定义了辐照分布模式?5.2 Routine dosimeter on pre-defined place?□ YES □ NO常规剂量计会否提前安装在确定的位置?5.3 Determination of adsorber dose (min. /□ YES □ NOmax.)?是否确定了吸收剂量(最小/最大剂量)5.4 Arithmetical relationship to routine□ YES □ NOposition?是否计算过常规位置的关系?5.5 Performed for representative numberof irradiation containers to cover variabilityof adsorbed dose? 是否已选定具有代表□ YES □ NO性的几个辐照容器来确定吸附剂量的可变性?5.6 Repeated for - each product / product□ YES □ NOcategory是否对每种/每类产品进行反复测定- loading pattern 装载的模式□ YES □ NO- path for processing?加工流程□ YES □ NO5.7 Records retained?是否保存记录□ YES □ NO5.8 Date of performance qualification / last requalification:资格评定日期/上一次评定日期:5.9 Process Specification available?是否□ YES □ NO有加工过程的标准Note for the auditors: This includes:(审核员注意:包括)●description of product incl. dimension & density, orientation in packaging, accepted variation inspecification 产品描述包括规格和密度,包装方式,说明书中已说明的可以接受的变化●loading pattern in irradiation container在辐照箱中的装载的方式●dimensions of irradiation container辐照箱的尺寸●minimum & maximum dose最小和最大剂量●routine dosimeter positioning剂量计吧摆放的位置●relationship routine dosimeter reading to adsorbed min. / max. dose 剂量计读取的最小或最大的吸收剂量●accepted range of densities of other products in irradiator at the same time 同时在辐照箱中辐照的其他产品的可接受的密度范围●requirements for performance requalification性能评定的要求6、Routine Operation 常规操作6.1 Are the following parameters monitored during routine operation?在常规操作中是否对相关的变更进行监管?●Radiation source in position辐射源位□ YES □ NO 置●Product in position产品的位置□ YES □ NO●Exposure time曝光时间□ YES □ NO6.2 Is the decay of the activity of theradiation source taken into consideration?□ YES □ NO是否考虑到辐射源的衰减?●How? 如何考虑的?6.3 Are there any provision forunderdosed / overdosed product? 针对放□ YES □ NO 射量不足/放射量过量产品的是否有预防措施?6.4 Use of routine dosimeters:常规剂量计的使用●Are routine dosimeters used as anadditional control of the adsorbed□ YES □ NO dose?常规剂量计是否被用作额外的剂量计来控制吸收剂量?●Is there a predefined location forthose dosimeters?在那些剂量计上是□ YES □ NO否是预设定的位置?●Is the relationship with the min.and/or max. dose known?是否了解最□ YES □ NO小剂量与最大剂量之间的关系6.5 What are the release criterias?发放的标准是什么●exposure time 曝光时间□ YES □ NO ●adsorbed dose吸附剂量□ YES □ NO ●anything else? 还有别的吗?●Who performs the release? 谁来执行发放?7、Dosimeters 剂量计7.1 Which type of dosimeters is used?使用哪种剂量计●reference dosimeters参考剂量计- ceric solution 高铈溶液□ YES □ NO - dichromate solution 重铬酸盐溶液□ YES □ NO - solid alanine 固体丙氨酸□ YES □ NO- other 其它●routine dosimeters常规剂量计- dyed plastic strips 染色塑料板□ YES □ NO - plastic films 塑料薄膜□ YES □ NO - other 其它7.2 Manufacturer of:制造商●reference dosimeters:参考剂量计●routine dosimeters: 常规剂量计7.3 Uncertainty known?是否知道不确定□ YES □ NO 性?Uncertainty:不确定性●reference dosimeters: 参考剂量计●routine dosimeters: 常规剂量计●agreement reference / routine□ YES □ NO dosimeter < 5%?参考剂量计/常规剂量计< 5%7.4 Calibration:校准7.4.1 Who performs the calibration of 谁来做校准?●reference dosimeters: 参考剂量计●routine dosimeters: 常规剂量计7.4.2 Traceable to national standards? 是□ YES □ NO 否可追溯到国家标准7.4.3 Calibration performed under thesame conditions than the later routine□ YES □ NO dosimetry?校准是与常规剂量在同一种状况下执行还是校准后于常规剂量设定执行的?7.4.4 Are environmental conditions takeninto consideration? 环境状况是否考虑在□ YES □ NO 内?●dose rate剂量率□ YES □ NO●irradiation temperature辐照温度□ YES □ NO●humidity 湿度□ YES □ NO●storage before irradiation辐照前的存□ YES □ NO 储●storage after irradiation辐照后的存储□ YES □ NO7.4.5 Does calibration include each itemof the dosimetric system?校准是否包含放□ YES □ NO射量仪系统中每个部件?●spectrophotometer分光光度计□ YES □ NO●thickness gauge厚度仪□ YES □ NO●other 其它●Is there an adequate protection ofdosimeters after calibration?在校准之□ YES □ NO 后对剂量计进行充分的保护吗?Note for the auditor: dosimeters might be very sensitive to humidity, temperature,exposure to light. 审计人员须注意:剂量计对湿度,温度及光很敏感●Are there requirements for□ YES □ NO recalibration of dosimeters? 是否要求对剂量计再度校准?●Are there adequate dosimetry□ YES □ NO records for traceability?是否有充足的可追溯性剂量记录?。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
末次会议日期
单击此处输入日期。
审核依据
审核目的
审核分类
审核范围
审核成员
参与人员
签名—部门
会议分类
签名—部门
会议分类
□首次会议□末次会议
□首次会议□末次会议
□首次会议□末次会议
□首次会议□末次会议
□首次会议□末次会议
□首次会议□末次会议
□首次会议□末次会议
2.一般不符合项数超过10项,无严重不符合项。限期整改后,如果符合合格供应商标准,可以直接晋升为“合格供应商”。
不予推荐
一般不符合项数超过10项,严重不符合项数超过2项。
审核意见
最终确认
□首次会议□末次会议
□首次会议□末次会议
□首次会议□末次会议
以往审核不符合项确认
改善措施完成
改善措施未完成
审核发现
项目
标准条款(如适用)
描述
备注
审核总结
结论
判定标准
合格供应商
一般不符合项数8项(含)以内,无严重不符合项,且限期整改后符合要求。
复审
1.一般不符合项数10项(含)以内,严重不符合项数1项以内。限期整改后,如果符合合格供应商标准,可以直接晋升为“合格供应商”。