塑胶模具寿命评估标准记录表
塑料注塑模具验收标准和表格
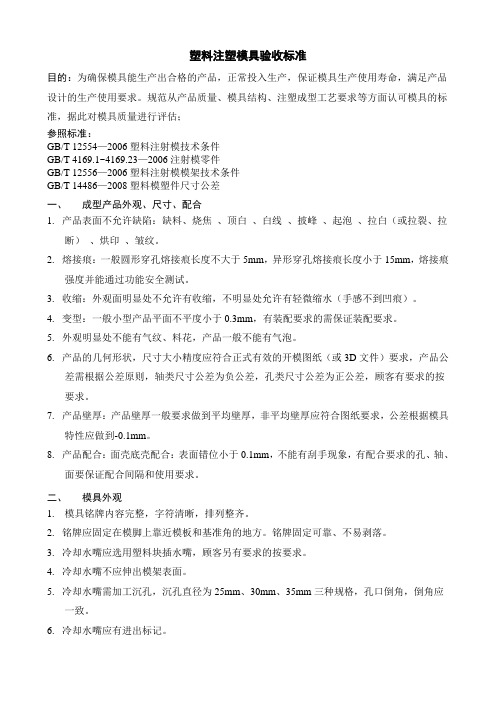
塑料注塑模具验收标准目的:为确保模具能生产出合格的产品,正常投入生产,保证模具生产使用寿命,满足产品设计的生产使用要求。
规范从产品质量、模具结构、注塑成型工艺要求等方面认可模具的标准,据此对模具质量进行评估;参照标准:GB/T 12554—2006塑料注射模技术条件GB/T 4169.1~4169.23—2006注射模零件GB/T 12556—2006塑料注射模模架技术条件GB/T 14486—2008塑料模塑件尺寸公差一、成型产品外观、尺寸、配合1.产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉断)、烘印、皱纹。
2.熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通过功能安全测试。
3.收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。
4.变型:一般小型产品平面不平度小于0.3mm,有装配要求的需保证装配要求。
5.外观明显处不能有气纹、料花,产品一般不能有气泡。
6.产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D文件)要求,产品公差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。
7.产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具特性应做到-0.1mm。
8.产品配合:面壳底壳配合:表面错位小于0.1mm,不能有刮手现象,有配合要求的孔、轴、面要保证配合间隔和使用要求。
二、模具外观1.模具铭牌内容完整,字符清晰,排列整齐。
2.铭牌应固定在模脚上靠近模板和基准角的地方。
铭牌固定可靠、不易剥落。
3.冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。
4.冷却水嘴不应伸出模架表面。
5.冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种规格,孔口倒角,倒角应一致。
6.冷却水嘴应有进出标记。
7.标记英文字符和数字应大于5/6,位置在水嘴正下方10mm处,字迹应清晰、美观、整齐、间距均匀。
模具评估表
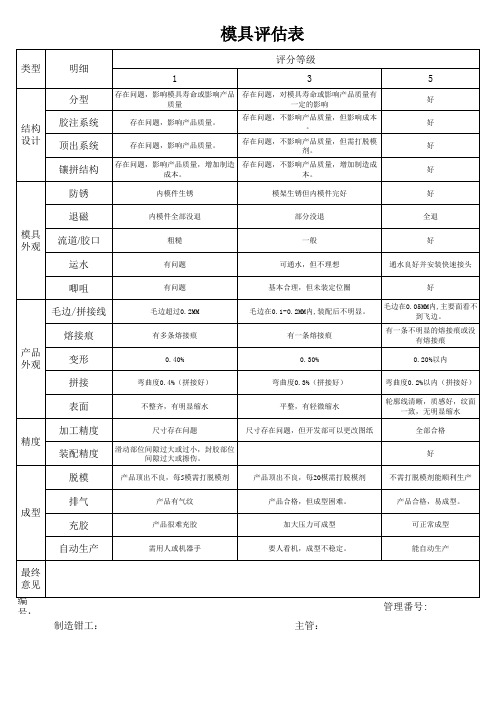
尺寸存在问题
尺寸存在问题,但开发部可以更改图纸
滑动部位间隙过大或过小,封胶部位 间隙过大或擦伤。
全部合格 好
脱模
产品顶出不良,每5模需打脱模剂
产品顶出不良,每20模需打脱模剂
不需打脱模剂能顺利生产
成型
排气 充胶
产品有气纹 产品很难充胶
产品合格,但成型困难。 加大压力可成型
产品合格,易成型。 可正常成型
成本。
本。
好
防锈
ห้องสมุดไป่ตู้
内模件生锈
模架生锈但内模件完好
好
模具 外观
退磁 流道/胶口
运水
内模件全部没退 粗糙
有问题
部分没退 一般
可通水,但不理想
全退 好
通水良好并安装快速接头
唧咀
有问题
基本合理,但未装定位圈
好
毛边/拼接线
产品 外观
熔接痕 变形 拼接
毛边超过0.2MM 有多条熔接痕
0.40% 弯曲度0.4%(拼接好)
模具评估表
评分等级
类型
明细
1
3
5
分型
存在问题,影响模具寿命或影响产品 存在问题,对模具寿命或影响产品质量有
质量
一定的影响
好
结构 胶注系统
存在问题,影响产品质量。
存在问题,不影响产品质量,但影响成本 。
好
设计 顶出系统
存在问题,影响产品质量。
存在问题,不影响产品质量,但需打脱模 剂。
好
镶拼结构
存在问题,影响产品质量,增加制造 存在问题,不影响产品质量,增加制造成
毛边在0.1-0.2MM内,装配后不明显。 有一条熔接痕
毛边在0.05MM内,主要面看不 到飞边。
塑胶模具技术质量要求标准表格
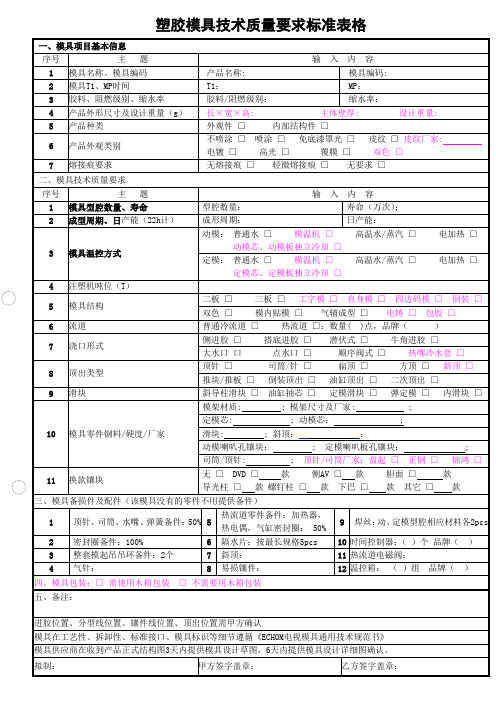
一、模具项目基本信息
序号
主 题
输 入 内 容
1
模具名称、模具编码
产品名称:
模具编码:
2
模具T1、MP时间
T1:
MP:
3
胶料、阻燃级别、缩水率
胶料/阻燃级别:
缩水率:
4
产品外形尺寸及设计重量(g)
长×宽×高: 主体壁厚: 设计重量:
5
产品种类
外观件 □ 内部结构件 □
6
产品外观类别
动模芯、动模板独立冷却 □
定模: 普通水 □模温机 □高温水/蒸汽 □ 电加热 □
定模芯、定模板独立冷却 □
4
注塑机吨位(T)
5
模具结构
二板 □ 三板 □工字模 □ 直身模 □ 四边码模 □ 倒装 □
双色 □ 模内贴模 □ 气辅成型 □电铸 □包胶 □
6
流道
普通冷流道 □ 热流道 □:数量( )点,品牌( )
模具零件钢料/硬度/厂家
模架材质:; 模架尺寸及厂家:;
定模芯:; 动模芯:;
滑块:; 斜顶:;筒厂家:盘起 □ 正钢 □ 锦鸿 □
11
换款镶块
无 □ DVD □款 侧AV □款 胆面 □款
导光柱 □款 螺钉柱 □款 下巴 □款 其它 □款
三、模具备损件及配件(该模具没有的零件不用提供备件)
1
顶针、司筒、水嘴、弹簧备件:50%
5
热流道零件备件:加热器,
热电偶,气缸密封圈: 50%
9
焊丝:动、定模型腔相应材料各2pcs
2
密封圈备件:100%
6
隔水片:按最长规格5pcs
10
时间控制器:( )个 品牌( )
注塑模具等级分类(按寿命)

Mold Standards & ClassificationsSociety of the Plastics Industry: MOLD CLASSIFICATIONSINTRODUCTIONThe following classifications are guidelines to be used in obtaining quotations and placing orders for uniform types of molds. These classifications are for mold specifications only and in no way guarantee workmanship. This guide will attempt to give approximate cycles for each type of mold excluding wear caused by material abrasion, poor mold maintenance and improper molding technique. Maintenance is not the responsibility of the moldmaker. Normal maintenance such as replacement of broken springs, broken ejector pins, worn rings, or the rework of nicks and scratches should be borne by the molder. Mold rework costs should be closely considered when deciding which classification of mold is required. This document does not constitute a warranty or guarantee by the Society of the Plastics Industry, Inc., or its members for the classifications or specifications set forth herein.CLASSIFICATION OF INJECTION MOLDS UP TO 400 TONSThe following contains a brief synopsis of the various mold classifications and the detailed descriptions of each mold class.GENERAL SPECIFICATIONS1. Customer to approve mold design prior to start of construction.2. All molds, with the exception of prototype, to have adequate channels for temperature control.3. Wherever feasible, all details should be marked with steel type and Rockwell hardness approximately .005 deep.4. Customer name, part number, and mold number should be steel stamped on mold.5. All molds should have eyebolt holes on the top side. There should be one above and one below the parting line to facilitate mold removal, if required, in halves.CLASS 101 MOLDCycles: One million or moreDescription: Built for extremely high production. This is the highest priced mold and is made with only the highest quality materials.Detailed mold design required.Mold base to be minimum hardness of 28 R/C.Molding surfaces (cavities and cores) must be hardened to a minimum of 48 R/C range. All other details, such as sub-inserts, slides, heel blocks, gibs, wedge blocks, lifters, etc. should also be of hardened tool steels.Ejection should be guided.Slides must have wear plates.Temperature control provisions to be in cavities, cores and slide cores wherever possible.Over the life of a mold, corrosion in the cooling channels decreases cooling efficiency thus degrading part quality and increasing cycle time. It is therefore recommended that plates or inserts containing cooling channels be of a corrosive resistant material or treated to prevent corrosion.Parting line locks are required on all molds.CLASS 102 MOLDCycles: Not exceeding one millionDescription: Medium to high production mold, good for abrasive materials and/or parts requiring close tolerances. This is a high quality, fairly high priced mold.Detailed mold design required.Mold base to be minimum hardness of 28 R/C.Molding surfaces should be hardened to a 48 R/C range. All other functional details should be made and heat treated.Temperature control provisions to be directly in the cavities, cores, and slide cores wherever possible.Parting line locks are recommended for all molds.The following items may or may not be required depending on the ultimate production quantities anticipated. It is recommended that those items desired be made a firm requirement for quoting purposes:a. Guided Ejectionb. Slide Wear Platesc. Corrosive Resistant Temperature Control Channelsd. Plated CavitiesCLASS 103 MOLD*Cycles: Under 500,000Description: Medium production mold. This is a very popular mold for low to medium production needs; most common price range.Detailed mold design recommended.Mold base must be minimum hardness of 8 R/C.Cavity and cores must be 28 R/C or higher.All other extras are optional.CLASS 104 MOLD*Cycles: Under 100,000Description: Low production mold. Used only for limited production preferably with non-abrasive materials; low to moderate price range.Mold design recommended.Mold base can be of mild steel or aluminum.Cavities can be of aluminum, mild steel or any other agreed upon metal.CLASS 105 MOLDCycles: Not exceeding 500Description: Prototype only. This mold will be constructed in the least expensive manner possible to produce a very limited quantity of prototype parts.Molds may be constructed from cast metal or epoxy or any other material offering sufficient strength to produce minimum prototype pieces.。
注塑模具维护保养记录表
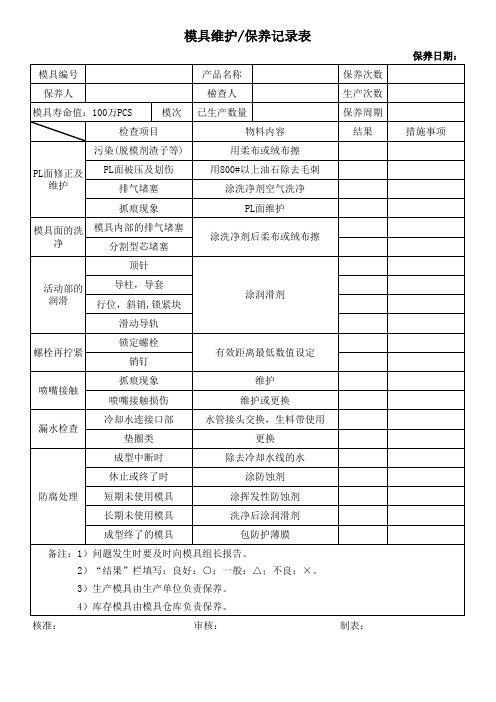
顶针
活动部的
导柱,导套Βιβλιοθήκη 润滑行位,斜销,锁紧块
涂润滑剂
滑动导轨
螺栓再拧紧
锁定螺栓 销钉
有效距离最低数值设定
喷嘴接触
抓痕现象 喷嘴接触损伤
维护 维护或更换
漏水检查
冷却水连接口部 垫圈类
水管接头交换,生料带使用 更换
成型中断时
除去冷却水线的水
休止或终了时
涂防蚀剂
防腐处理
短期未使用模具
涂挥发性防蚀剂
长期未使用模具
模具维护/保养记录表
模具编号
产品名称
保养人
檢查人
模具寿命值:100万PCS
模次 已生产数量
检查项目
物料内容
污染(脱模剂渣子等)
用柔布或绒布擦
PL面修正及 维护
PL面被压及划伤 排气堵塞
用800#以上油石除去毛刺 涂洗净剂空气洗净
抓痕现象
PL面维护
模具面的洗 模具内部的排气堵塞
净
分割型芯堵塞
涂洗净剂后柔布或绒布擦
洗净后涂润滑剂
成型终了的模具
包防护薄膜
备注:1)问题发生时要及时向模具组长报告。
成型模具寿命汇总表
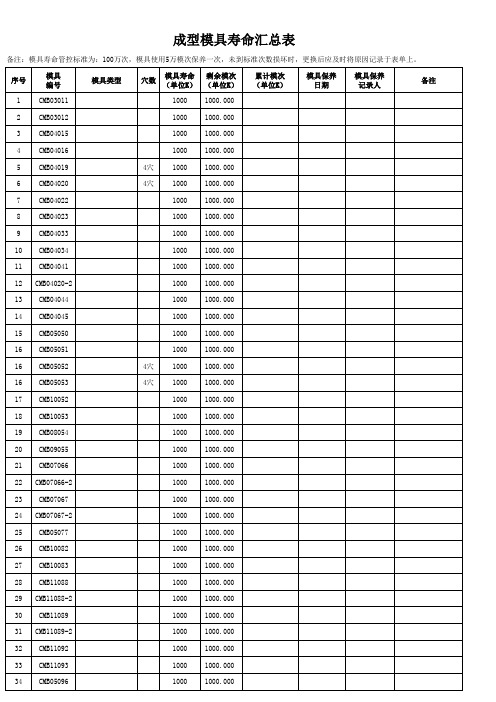
46 CMB07177
1000 1000.000
47 CMB07245
1000 1000.000
48 CMB11190
1000 1000.000
49 CMB06191
1000 1000.000
50 CMB06192
1000 1000.000
51 CMB11194
1000 1000.000
52 CMB06195
1000 1000.000
88 CMB07271
1000 1000.000
89 CMB07288
1000 1000.000
90 CMB10289
1000 1000.000
91 CMB07290
1000 1000.000
92 CMB07291
1000 1000.000
93 CMB07294
1000 1000.000
1000 1000.000
82 CMB07260
1000 1000.000
83 CMB07263
1000 1000.000
84 CMB07264
1000 1000.000
85 CMB07265
4穴 1000 1000.000
86 CMB07266
2穴 1000 1000.000
87 CMB07270
15 CMB05050
1000 1000.000
16 CMB05051
1000 1000.000
16 CMB05052
4穴 1000 1000.000
16 CMB05053
4穴 1000 1000.000
17 CMB10052
1000 1000.000
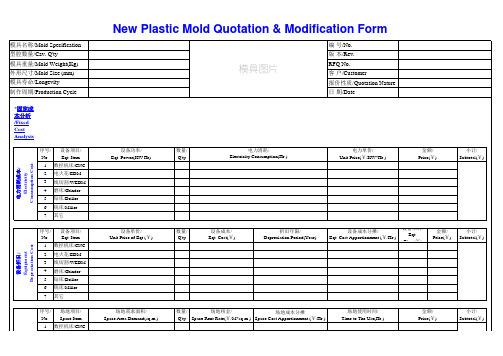
塑胶模具精准报价分析表格
報價整理:
批准:
日期:
金额/ Price(¥)
-
小计/ Subtotal(¥)
-
-
模具名称/Mold Specification 型腔数量/Cav. Q'ty 模具重量/Mold Weight(Kg) 外形尺寸/Mold Size (mm) 模具寿命/Longevity 制作周期/Production Cycle
模具图片
编 号/No. 版 本/Rev. RFQ No. 客 户/Customer 报价性质/Quotation Nature 日 期/Date
材料牌号/Specification
尺寸/Size(mm×mm×mm)
重量/Weight(Kg)
单价/Unit Price(¥)
模具成本/ Mold Price(¥):
Eqt. Time(¥)
金额/
小计/
Price(¥) Subtotal(¥)
-
场地需求面积/ Space Area Demand(sq.m.)
数量39;ty Space Rent Rate(¥/M*sq.m.) Space Cost Apportionment (¥/Hr.)
场地使用时间/ Time to The Use(Hr.)
编 号/No. 版 本/Rev. RFQ No. 客 户/Customer 报价性质/Quotation Nature 日 期/Date
设备功率/ Eqt. Power(KW.Hr)
数量/ Q'ty
电力消耗/ Electricity Consumption(Hr.)
电力单价/ Unit Price(¥/KW*Hr.)
金额/ Price(¥)
小计/ Subtotal(¥)
塑胶模具维修保养及使用记录表

日
孔 压 面 面 面 板 板 模 、 系 模 及 是 是 螺 孔 是 是 是 套 板 G 槽 弹 道道 系 清 是 膜 清 氧 密 密 组 长 导 统 仁 滑 否 否 丝 、 否 否 否 管 封 立 拉 套 是 是 动 漏 顺 是 顶 良 变 磨 清 顶 、无 、 温统 检 ﹐
畅确
确 圈 圈 确 杆 是 否 否 件 水 畅 否 针 好 形 损 除 针 遮 顶 线清 查 上
任
期 通认
认确确认检否顺歪间更并断孔
认认
查松畅斜模换清裂是
﹐﹐
动
变垢 O 除滑否
定 裂 模 清 R 盖 出 、洁 处 油
位 痕 垢 除 P 保 板 加检 理
不
模 是护 是 热查
人
更更
磨
形清型异牙磨
良
垢否
否 线处
换换
损
理环物
损
上顺
断 检理
备
1.模具维修用A标示.
注
2.计划性保养(40K------50K模次)用B标示.
机种 顶出方式
产品名称 保
进胶方 式
养
模具维修保养及使用记录表
模 号
模穴数
料号
模具结构:
标准
与
维
修
内
客户料号 三板模 容
其它
吸 树 P 母 P 母 压 公 导 顶 较 入 模 水 固 斜 斜 顶 镶 顶 油 顶滑 检 送 裂 顶查 热 热 浇 外
气 脂 L 模 L 模 膜 母 柱 出 薄 子 仁 路 定 梢 梢 针 件 出 出 查膜 出 浇浇 道 观
塑胶模具3D评审表
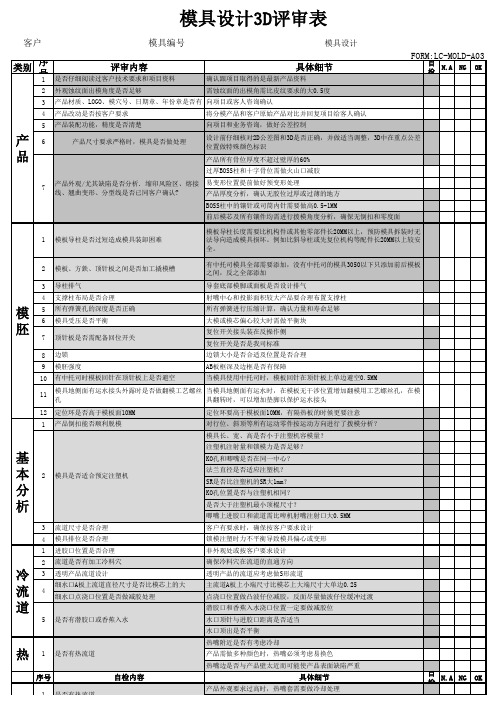
1 模板导柱是否过短造成模具装卸困难
模板导柱长度需要比机构件或其他零部件长20MM以上,预防模具拆装时无 法导向造成模具损坏。例如比斜导柱或先复位机构等配件长20MM以上较安 全。
2 模板、方鉄、顶针板之间是否加工撬模槽
有中托司模具全部需要添加,没有中托司的模具3050以下只添加前后模板 之间,反之全部添加
模具设计3D评审表
客户
模具编号
模具设计
类别
序 号
评审内容
1 是否仔细阅读过客户技术要求和项目资料
具体细节
确认跟项目取得的是最新产品资料
FORM:LC-MOLD-A03
自 检ቤተ መጻሕፍቲ ባይዱ
N.A
NG
OK
2 外观蚀纹面出模角度是否足够
需蚀纹面的出模角需比皮纹要求的大0.5度
3 产品材质、LOGO、模穴号、日期章、年份章是否有 向项目或客人咨询确认
注意热流道安装的导柱导套和动模复位杆长20MM
倒装模热流道检查与其他部件的干涉
8
倒装模热流道管线是否干涉顶针和其他结构或导致 顶出不顺畅而损坏热流道或热流道部件?
热嘴部位冷却与其他部件冷却的检查
单嘴针阀热流道外部配件在模胚上做好定位
1 分型线位置是否合理
不能影响产品外观或必须得到客户确认 打开产品装配图,确认PL线不会影响产品装配
过厚BOSS柱和十字骨位需做火山口减胶
7
产品外观/尤其缺陷是否分析. 缩印风险区、熔接 易变形位置提前做好预变形处理
线、翘曲变形、分型线是否已同客户确认?
产品厚度分析,确认无胶位过厚或过薄的地方
BOSS柱中的镶针或司筒内针需要做高0.5-1MM
前后模芯及所有镶件均需进行拨模角度分析,确保无倒扣和零度面
模具使用寿命标准表
模具使用寿命标准表因各种因素而异,例如模具材料、模具结构、产品形状和尺寸、生产环境等。
以下是一些常见的模具使用寿命标准表,供您参考:
1.塑料模具使用寿命标准表:
●热流道系统:100万次以上
●大型注塑模具:30万次以上
●中小型注塑模具:10万次以上
●透明制品注塑模具:5万次以上
2.铝合金压铸模具使用寿命标准表:
●短周期模具:50万次以上
●中长周期模具:100万次以上
●长周期模具:200万次以上
3.冲压模具使用寿命标准表:
●钣金冲压模具:5-20万次
●塑性成形模具:20-50万次
●气动模具:100万次以上
需要注意的是,以上标准表只是一个大致的参考值,实际的模具使用寿命还需要根据具体情况进行评估。
在使用模具时,应定期检查和保养模具,及时发现和解决问题,以延长模具的使用寿命。