模具验收记录表格
模具验收记录表
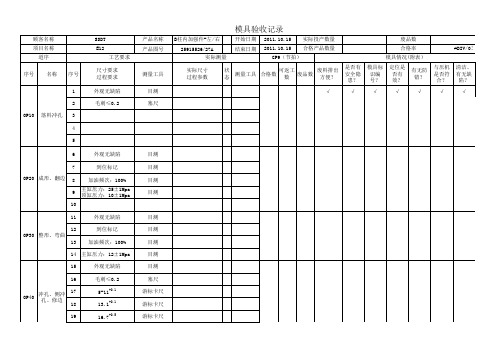
SSDT E12 工艺要求 尺寸要求 过程要求 外观无缺陷 毛刺≤0.2
产品名称 产品图号
B柱内加强件-左/右 25915526/27A 实际测量
开始日期 结束日期
2011.10.15 2011.10.15 GP9(节拍)
实际投产数量 合格产品数量 是否有 安全隐 患? √ 模具标 识编 号? √
状 可返工 废料排出 测量工具 合格数 废品数 态 数 方便?
#DI?
#DIV/0!
硬度记 录?
状 可返工 废料排出 测量工具 合格数 废品数 态 数 方便?
模具验收记录
顾客名称 项目名称 道序 序号 名称 序号 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 SSDT E12 工艺要求 尺寸要求 过程要求 测量工具 产品名称 产品图号 B柱内加强件-左/右 25915526/27A 实际测量 实际尺寸 过程参数 开始日期 结束日期 2011.10.15 2011.10.15 GP9(节拍) 是否有 安全隐 患? 模具标 识编 号? 实际投产数量 合格产品数量 废品数 合格率 模具情况(附表) 定位是 否有 效? 有无防 错? 与压机 是否符 合? 清洁、 有无缺 陷? #DIV/0!
废品数 合格率 模具情况(附表) 定位是 否有 效? √ 有无防 错? √ 与压机 是否符 合? √ 清洁、 有无缺 陷? √ #DIV/0!
测量工具 目测 塞尺
实际尺寸 过程参数
状 可返工 废料排出 测量工具 合格数 废品数 态 数 方便? √
外观无缺陷 到位标记 加油频次:100% 主缸压力:25±1Mpa 顶缸压力:10±1Mpa
目测 目测 目测 目测
模具验收报告表格

23.喷嘴与浇口弧面之间无溢料、断胶
9.压板与运水孔位置是否合理
24.产品出入平衡,无拉伤、缩水现象,抛光是否良好
10.动模表面是否有锈蚀,抛光或蚀纹面是否完好
25.
11.定模表面是否有锈蚀,抛光或蚀纹面是否完好
12.回位杆出入平衡无拉伤痕,回应效果是否良好
13.毛刺飞边不大于两处,每处不大于5mm
xxxxxxxxxxx灯具有限公司
模具验收报告
模具名称
模具编号
产品材料/颜色
设计部项目负责人
模腔数
模具制作
模具验收项目
模具检查项目
判定
产品检查项目
判定
1.是否有模具名称的标识或方向标识,是否正确
16.导柱和导套是否有拉伤痕
2.吊Байду номын сангаас孔的数量和位置合理
17.浇口形状、位置、大小是否合理
3.动模是否有足够的数量和足够冷却或加温效果的运水道
模具管理员: 审核: 批准:
14.顶杆出入平衡无拉伤、飞边,不会被射压顶回或旋转
15.进料口容易,后处理是否影响产品品质
成型车间验证:
签字:
生产技术部验证:
签字:
质保部验证:
签字:
设计部验证:
签字:
量产能力验证:
签字:
模具简图:
签字:
判断图示:合格“√” 可以接受“△” 不合格“×” 没有的项目“-”建议和判定意见可另附纸写明
18.排气效果是否良好
4、定模是否有足够的数量和足够冷却或加温效果的运水道
19.模具的结构强度设计合理
5.所有运水道无渗漏现象
20.斜顶出入平衡无拉伤,不会被射压顶回,回位效果良好
压铸模具验收表
理报告;
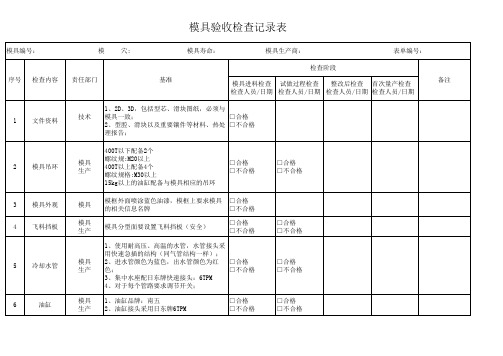
2 模具吊环
模具 生产
400T以下配备2个 螺纹规:M20以上 400T以上配备4个 螺纹规格:M30以上 15kg以上的油缸配备与模具相应的吊环
□合格 □不合格
□合格 □不合格
3 模具外观 4 飞料挡板
5 冷却水管
6
油缸
模具 模具 生产
模具 生产
模具 生产
模框外面喷涂蓝色油漆,模框上要求模具 □合格
□不合格
斜销和导柱不能干涉自动喷雾、取件
料头斜度的距离要求L: ¢60以下:L=15mm ¢70~¢80:L=25mm ¢90:L=35mm ¢90~¢110:L=35mm
□合格 □不合格
□合格 □不合格 □合格 □不合格
□合格 □不合格
18
全尺寸
技术 质量
样品全尺寸检验合格
□合格 □不合格
□合格 □不合格
生产
1、根据要求,重要部位的型芯、顶杆需采
用指定的品牌材料,如盘起等;
2、浇道、分流嘴上的顶杆必要要有镶套, 镶套壁不低于2mm; 3、异形顶杆、型芯必须有防呆结构;
□合格 □不合格
4、根据要求,重要的型芯表面做涂层;
5、型芯、顶杆备件各2套。
各型腔表面包括浇道、滑块表面的粗糙度 □合格
要达到Ra1.6以上
模具验收检查记录表
模具编号:
模 穴:
模具寿命:
模具生产商:
表单编号:
序号 检查内容 责任部门
基准
检查阶段
模具进料检查 试做过程检查 整改后检查 首次量产检查 检查人员/日期 检查人员/日期 检查人员/日期 检查人员/日期
备注
1 文件资料
技术
1、2D、3D,包括型芯、滑块图纸,必须与
冲压模具验收记录(多工位版)
冲压模具验
收记录(多工位版)
➢静态验收检查项-后工序(拉延)
备注:
①模具上用来调整的(钢)垫片(除平衡块)只能为1片。
②模具零件的连接、固定要使用内六角螺钉。
③定位块、气缸要有定位柱销来确定位置。
④对照图纸确认侧销支承座强度,止动板过孔直径。
⑤所有图纸指示的螺钉、定位柱销要装配齐全。
⑥模具使用内六角螺钉拧入深度:铸件要达到螺钉直径1.5倍;钢件要达到螺钉直径1倍。
⑦定位块要有调整余量,如果会引起强度、成形方面的问题则不受此范围限制
⑧模具主要零件要有加工基准并刻印坐标。
⑨按图纸确认压板槽,快速定位,定位键槽,上
模定位孔的技术指标(数量、厚度、位置、形状等)。
➢静态验收检查项-后工序(切边冲孔、整形)
备注:
①模具上用来调整的(钢)垫片(除平衡块)只能为1片。
②模具零件的连接、固定要使用内六角螺钉。
③定位块、气缸要有定位柱销来确定位置。
④对照图纸确认侧销支承座强度,止动板过孔直径。
⑤所有图纸指示的螺钉、定位柱销要装配齐全。
⑥模具使用内六角螺钉拧入深度:铸件要达到螺钉直径1.5倍;钢件要达到螺钉直径1倍。
⑦定位块要有调整余量,如果会引起强度、成形方面的问题则不受此范围限制
⑧模具主要零件要有加工基准并刻印坐标。
⑨按图纸确认压板槽,快速定位,定位键槽,上
模定位孔的技术指标(数量、厚度、位置、形状等)。
➢动态验收检查项-(拉延)
➢动态验收检查项-后工序(切边、整形)
参数记录表:。
模具验收表格

12 顶针、顶块等顶出机构与行位干涉时,是否做有强制的复位机构。
13 Ejector plate position switch顶针板安全装置(限位开关)
14 滑动部件要有油槽,装模时涂上黄油。
15 the part fall off 产品能否完成全自动
16 Latck-lock device locate position and stroke扣机安装位置行程
2 Enough clearance for jiffy coupler是否足够的避空为运水接头和快速插头
3
the standard for Temperature Flow System connectors is ok or not 冷却系统接头是否符合标准.
冷
4
engrave "IN" and "OUT" with No.for Temperature Flow System 水处打有字码,如:“ IN1"/“OUT1”字码要清晰整齐.
2 顶针板导柱有按要求做。
3
All ejector pins which are not flat must be keyed. 顶针胶位面为异形或只顶半边胶位时,顶针有定位。
4 扁顶做有定位,口部无缺口与撞伤现象。
5
Ejection system must move smoothly 顶出顺畅。
6 顶针头管位要做“D”字形,沉头深度要比顶针面板低0.02-0.05MM。
耐磨片用用DF2材料做并高于表面0.5,硬度达到HRC56-58度,,做有 不破边的油槽,油槽深0.5。
15 没有经过热处理的行位表面有氮化处理.
16 产品是透明件的,前后模仁有抛光至镜面。
模具检验记录表
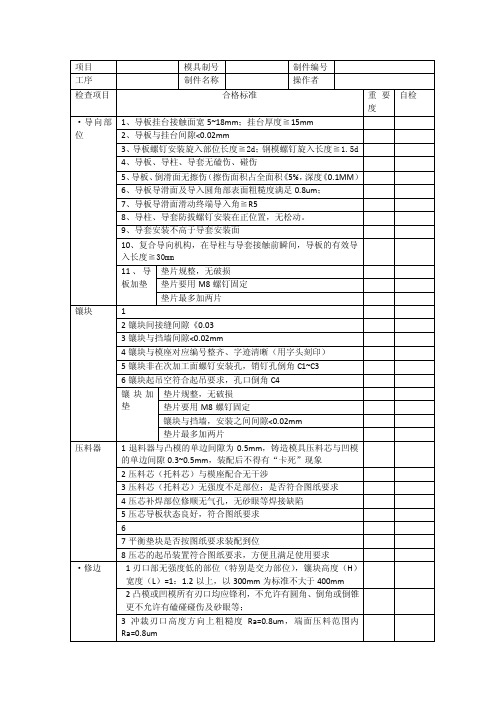
10 异型孔和非平面安装的凹模套及镶套安装孔必须加防转措 · 施 11 凹模套安装到底无悬空;凹模套与型面符型(允许凹模套高 于型面留有微量研量) 12 废料孔通畅无台阶 13 压、托料与冲头安装座无干涉现象 14 使用球锁紧凸模时,冲孔凸模周围的压料芯采用镶块式结 构,以使凸模拆卸方便
翻边、整 1 工作型面光顺无无用螺钉孔、销钉孔或其他孔;无磕伤碰伤;
4 废料滑板的板厚要符合要求,无变形,啊滑料板厚 1.8mm, 啊滑料板厚 2.5mm
5 废料盒要有防脱措施,防止模具起吊过程脱落 6 废料盒与模具型腔壁贴合,并且取放方便
7 折叠式废料滑板要用链条固定 ,不允许将链条固定在上模, 并且折叠固定后废料滑板不允许超出模具顶面
1 料厚(t)《1.5mm,刃口保留高度≧5mm 21.6mm 料厚(t)《3mm,刃口保留高度≧7mm
冲孔
7 修边镶块螺钉、销钉布局合理,螺钉、销孔不允许在一条直 线上 8 刃口镶块的材料牌号、编号需在镶块上打印清楚 1 冲头与固定座安装牢靠,无晃动 2 冲头刃口锋利无损伤 3 冲头弹料销活动自如,无卡滞现象 4 冲头安装销钉是,是否加销堵,起防止脱落保护措施 5 销钉松紧度合理,螺钉安装符合要求(冲头 10 个以下全部 拆检)
格)
3 斜楔压板与导滑面间隙《0.03mm
废料滑 板、废 盒
刃口背空 ·弹簧
键 安全
4 外漏的气缸、裸露的弹簧有安全防护措施 5 斜楔行程背板安装面铸件壁厚应在 60mm 以上,以确保安全
6 导板安装符合图纸要求 7 斜楔各部件刻印正确无误(包括镶块,冲头等与模座安装面 的对应标记刻印)
8 斜楔和挡墙间隙<0.02mm
自检
4、刃口要求锋利,不允许有过烧现象以及与刃口方向平行的 裂纹;垂直裂纹允许 100mm 内《3 个,裂纹宽度<0.05,长度 <5mm 5 上模修边镶块上螺钉、销钉有防脱落措施(螺钉加弹垫,销 钉加丝堵或弹簧销堵),特殊情况加盖板防脱 6 凸凹模刃口过渡出要有圆弧平顺连接,不允许有尖角或应力 集中
模具验收检查表

T1T2T3一模具外观1.01铭牌内容正确,(模具铭牌、油水路铭牌、热咀铭牌及客户铭牌)用杯头螺丝固定、可靠,可以不沉,字迹整齐、美观,位置与图纸相符,参考模具水路视图1.02如果整套模具有先后开模动作顺序的,要有模具开合模动作顺序铭牌。
1.03模架上A B 模板须有在基准角符号,大写英文DATUM, 表示基准1.04内模零件须有零件图纸编号及基准,防反装标识; 打在醒目位置1.05模具顶出杆须符合图纸,特殊要求参考Specification 1.06定位圈须固定可靠,前后模不可偏心,上下有两个公差,请参考模具图;定位圈安装孔必须沉孔,不准直接安装在模具顶面或底面1.07超过10KG 的模板都需要做吊模孔;1.08模具表面不可有锈迹,凹坑、油污等;1.09模架各板须有倒角,须有撬模槽1.10上下固定板须有隔热板,隔热板避空孔是否正确1.11所有模具零件不可有烧焊痕迹,烧焊点知会ZMT 1.12模具各模板须刻打工厂模具编号、ZMT项目编号、吊模孔规格(如M32)、运水、气路及油路进出标记、字符是否排列整齐清晰,特殊见客户要求。
1.13安装时有方向要求的模具是否在A板或B板上用箭头标明安装方向,箭头旁刻有“UP”字样1.14若模具下方有外露的油缸、先复位机构,水咀等应有支撑脚保护,支撑脚螺丝是否够力1.15吊环、锁模块螺丝是否足够深(螺丝是否可全部拧入),长度有无切割、打磨1.16客户是否要求配带原装HASCO吊环,所使用的吊环是否可承受与之相符的重量1.17顶针板是否要接行程开关WS201,特殊要求参考Specification 1.18导柱、导套不可有松动,及运动不良 ,用胶锤轻敲可进为准。
1.19导柱长度是否足够(合模时比斜导柱要长)、是否弯曲、烧伤等1.20导柱导套配合是否有在底板加工排气槽1.21前、后模半边单独起吊是否平衡,是否要追加平衡吊模孔1.22是否有防锈处理(如前后模芯是否喷白色防锈油)1.23AB 板锁模块及吊模担是否按图纸加工,特殊要求参考Specification;起吊方便、重心平衡二顶出、复位、2.01顶针、顶块等顶出机构与滑块是否干涉,有无强制复位机构,顶针复位须有复位开关,特殊复位开关参考客户Specification2.02油缸抽芯、顶出须行程开关控制,特殊参考Specification 2.03撑头须比模脚高,且不与其他机构干涉2.04顶出是否顺畅、无卡滞,无异响复位杆与B 板无卡滞,EGP 的垂直度与同心度无问题,以手可推动顶针板为标准;2.05斜顶表面须抛光、加油槽,在最大顶出状况下油槽不超过后模,过大过长的斜顶是否须氮化处理。
模具验收记录单
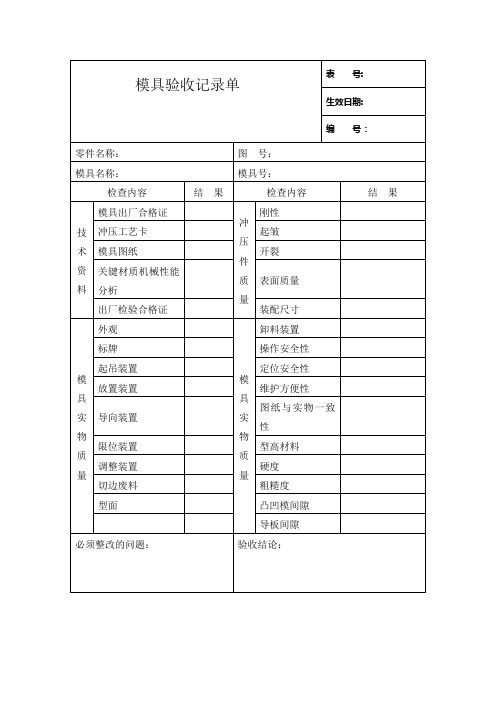
模具验收记录单
表号:
生效日期:
编号:
零件名称:
图号:
模具名称:
模具号:
检查内容
结果
检查内容
结果
技术资料
模具出厂合格证
冲压件质量
刚性
冲压工艺卡
起皱
模具图纸
开裂
关键材质机械性能分析
表面质量
出厂检验合格证
装配尺寸
模具实物质量
外观
模具实物质量
卸料全性
放置装置
维护方便性
导向装置
图纸与实物一致性
限位装置
型高材料
调整装置
硬度
切边废料
粗糙度
型面
凸凹模间隙
导板间隙
必须整改的问题:
验收结论:
验收人员签字:
模具验收单空白表格

注塑模具完工验收确认表
表单编号:
客户名称 产品名称 产品编号 模具编号
制模组别
模 具 完 工 说 明;
1、模具及所用塑料符合设计要求。 2、模具冷却水路效果是、否良好。 3、模具动作是、否符合生产要求。 4、滑块、斜顶是、否开油槽。 5、滑动、转动零部件是、否热处理 6、模具要求先复位是、否有保护装置。 7、产品是、否有错位。 8、产品是 、9、否产有品披是峰、否有烧焦现象。 10、模具是、否有排气槽。 11、产品是、否已交客户确认OK。 12、模具是、否可以批量生产。 13、模具是、否可以移交注塑部。
模具全面 评估:
职能部门判定及签名
□是 □否 设计
□是 □否 注塑
□是 □否 注塑
□是 □否 注塑
□是 □否 注塑
□是 □否 注塑
□是 □否 □否 注塑
□□小是量□□否大 □是量□否
注塑 注塑 注塑
客户意见说 明:
塑料车间负 责人:
日期:
业务员: 批准:
模具验收记录表
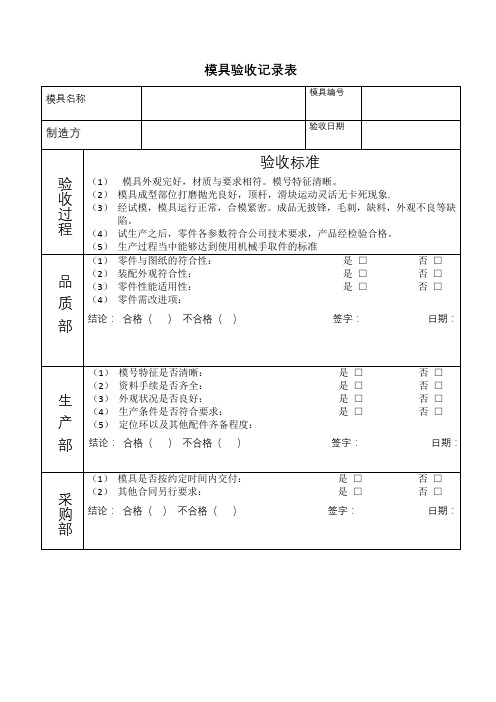
品质部
(1)零件与图纸的符合性:是□ 否 □
(2)装配外观符合性:是□ 否 □
(3)零件性能适用性:是□ 否 □
(4)零件需改进项:
结论:合格 否 □
(2)资料手续是否齐全:是□ 否 □
(3)外观状况是否良好:是□否□
模具验收记录表
模具名称
模具编号
制造方
验收日期
验收过程
验收标准
(1)模具外观完好,材质与要求相符。模号特征清晰。
(2)模具成型部位打磨抛光良好,顶杆,滑块运动灵活无卡死现象.
(3)经试模,模具运行正常,合模紧密。成品无披锋,毛刺,缺料,外观不良等缺陷。
(4)试生产之后,零件各参数符合公司技术要求,产品经检验合格。
(4)生产条件是否符合要求:是□否□
(5)定位环以及其他配件齐备程度:
结论:合格()不合格()签字:日期:
采购部
(1)模具是否按约定时间内交付:是□否□
(2)其他合同另行要求:是□ 否 □
结论:合格()不合格()签字:日期:
模具验收单

表码:Q/JY-生-06模具编号验收日期
五、确认模具放置位置。
需要达到标准
捷永电器实业有限公司
模具验收单
模具名称制造方验收过程四、试生产,注塑件各参数符合公司技术要求,产品经检验合格。
二、模具型腔打磨光滑,顶针、滑块灵活。
三、经试模,模具运行正常,合模紧密。
一、模具外观完好,材质与要求相符。
5.结论:合格【 】不合格【 】
签字/日期:
1.产品符合性:
技质部2.装配符合性:
3.产品适用性:
4.产品需改进项:
5.产品需改进项:
6.结论:合格【 】不合格【 】
签字/日期:
业务部
1.模具是否按规定时间内交货:
2.其他:
3.结论:合格【 】不合格【 】
签字/日期:生产部1.模号特征是否清晰:
2.资料手续是否齐全:
3.外观状况是否良好:
4.水嘴、定位环及其它配件齐备程度:。
模具验收记录表格.doc

青岛金圃源制刷有限公司
模具验收记录表
项目名称规格
制造日期年月日材质
序
验收项目
号
1 打样后产品尺寸是否符合要求
2 打样后产品外观是否符合要求
3 模具成型腔内是否存在焊接痕迹
外
观 4 使用寿命不得低于 50万次
尺
寸 5 模具标志牌和合模计数器是否配全
及
6 模具上是否有安装方向标志符号
设
计
7
要
求8
9
10
确认签字:技术部,生产部
序
名称尺寸允
实测合格
号差
1
首件
2
产品
主要
3
尺寸
验收 4
结果
5
6
注:本表一式两份,各持一份。
存在问题合格
,模具部.
其他验收项目
12D图纸
23D模具图
3档案
检测员:
检测日期:年月日
验收日期:年月日
共张,第页。
模具验收记录表

检查结果
异常 缺失 不好 一般 无 无 无 无 无 不好 偏差 签字: 无 签字: 无 签字: 无 签字: 无 无 无 飞边 损坏 已断 损坏
备注:
质保部负责人: 技术部负责人:
生产部负责人: 厂家模具管理: Nhomakorabea物流部责任人: 使用部门负责人:
检查项目不正常的,在备注里详细说明,表格里没列出的项目,手写到空格处。
检查内容
定模型腔 动模型腔 滑块及型芯 顶杆 流道状态 快换水嘴 顶出挂头 定位环 吊环 导柱导套 动定模间隙 浇口套 复位杆 加热插头保护 插头标记 模具外观 模具标识 模板
序号
19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36
检查内容
运行能力 碰珠 弹簧强度 分型线 模具户口 模具尾件 保养并做记录 模具使用记录 内部维修记录 零件外观质量 零件尺寸 零件重量 作业指导书 产品包装指导 工艺卡 工序检查卡 锁模铁 有 有 有 有 有 有 正常 良好 良好 良好 有 有 有 有 有 良好 良好
模具验收记录单
模具定期状态检查确认 模具转移时状态确认 模具维修保养验收
模具编号 制造厂家 产品名称 检查者 模具使用部门
序号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
模具名称 零件号 进厂日期 检查日期 注塑车间
检查结果
良好 良好 良好 良好 良好 有 有 有 有 良好 良好 良好 良好 有 有 良好 有 良好 破损 破损 破损 损坏 损坏 无 无 无 无 研 不好 破损 损坏 无 无 锈蚀 无 破损 模糊 锈蚀 研 损坏 破损 损坏 损坏 磨损 损坏 损坏 锈蚀 锈蚀 锈蚀 锈蚀
注塑模具验收记录表

3. 模具注塑生产时的注射速度,其四分之三行程的注射速度不低于额 定最大注射速度的10%或超过额定最大注射速度的90%。
□OK
□NG
4. 模具注塑生产时的保压压力一般应小于实际最大注射压力的85%。 □OK □NG
5. 模具注塑生产时的锁模力,应小于适用机型额定锁模力的90%。 □OK □NG
6. 注塑生产过程中,产品及水口料的取出要容易、安全(时间一般各 不超过2秒钟)。
□OK □NG
9. 热流道应有可靠定位,至少要有两个定位销,或加螺钉固定。
□OK □NG
10. 热流道与模板之间应有隔热垫。
□OK □NG
11. 温控表设定温度与实际显示温度误差应小于±5°C,并且控温灵 □OK □NG
12. 型腔与喷咀安装孔应穿通。
□OK □NG
13. 热流道接线应捆扎,并且用压板盖住。
□OK
□NG
14. 模架表面不应有凹坑、锈迹、多余的吊环、进出水汽、油孔等以 及影响外观的缺陷。
□OK
□NG
15. 模具应便于吊装、运输,吊装时不得拆卸模具零部件,吊环不得 与水嘴、油缸、预复位杆等干涉。
□OK
□NG
02模具材料和硬度
□OK □NG
1. 模具模架应选用符合标准的标准模架。
□OK □NG
□OK □NG
20. 在模板装配之前,所有线路均无断路短路现象。
□OK □NG
21. 所有接线应正确连接,绝缘性能良好。
□OK □NG
22. 在模板装上夹紧后,所有线路应用万用表再次检查。
□OK □NG
07成型部分、分型面、排气槽
□OK □NG
1. 前后模表面不应有不平整、凹坑、锈迹等其它影响外观的缺陷。 □OK □NG
模具验收表

12 分流道前端是否有一段延长部分作为冷料穴。
13 拉料杆Z形倒扣是否圆滑过渡。
14 分型面上的分流道是否表面位圆形,前后模无错位。
15 处在顶针透明制品冷料穴的直径、深度是否符合设计标准。
17 料把是否易于去除,制品外观面无浇口痕迹,制品有装配处无残余料把。
18 弯钩潜伏式浇口,两部分镶块是否进行氮化处理,硬度HV700。
5 球头拉料杆是否可靠固定,可以压在定位圈下面,可以用无头螺丝固定,也可以用压板压住。
6 顶板和水口板间是否有10--12mm左右开距。
7 顶板和水口板间的开距是否适于取料把,一般情况下,开距=料把长度+(20-25),且大于120mm以上。
四、 一般 浇柱 系统 (不含 热流 道)
8 三板模前模板限位是否用限位拉杆。 9 浇口、流道是否按图纸尺寸用机床(CNC、铣床、EDM)加工,不允许手工和打磨机加工。 10 点浇口浇口处是否按浇口规范加工,全部电打加工。 11 点浇口处前模有一小凸起,后模相应有一凹坑。
8 进出油嘴、进出气嘴是否同冷却水嘴,并在IN、OUT前空一个字符加G(气)、O(油)。
9 模具安装方向上的上下侧开设水嘴,是否内置,并开导流槽或下方有支撑柱加以保护。
10 无法内置的油嘴或水嘴下方是否有支撑柱加以保护。
11 各模板是否有零件编号,编号在基准角符号正下方离底面10mm处,要求同11号
1 冷却水道是否充分、畅通,符合充分、均匀冷却的要求。
2 密封是否可靠,无漏水,易于检修,水嘴安装时缠生料带。
三、 冷却
3 试模前是否进行通水试验,进水压力为4Mpa,通水5分钟。 4 放置密封圈的密封槽是否按相关标准加工尺寸和形状,并开设在模架上。 5 密封圈安放时是否涂抹黄油,安放后高出模架面。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具验收记录表
项目名称
规格
制造日期
年月 日
材质
序 号
验收项目
存在问题
合格
1 打样后产品尺寸是否符合要求
2 打样后产品外观是否符合要求
Hale Waihona Puke 3 模具成型腔内是否存在焊接痕迹
外 观 4 使用寿命不得低于50万次 尺 寸 5 模具标志牌和合模计数器是否配全 及 设 6 模具上是否有安装方向标志符号 计7 要 求8
9
10
确认签字:技术部
序 号
名称
尺寸允 差
1
首件 2 产品 主要 3 尺寸 验收 4 结果
5
,生产部 实测 合格
6
注:本表一式两份,各持一份。
,模具部
.
其他验收项目
1
2D图纸
2
3D模具图
3
档案
检测员: 检测日期: 年 月 日
验收日期: 年 月 日
共 张,第 页