基于PLC的巷道式堆垛机控制设计
基于PLC的物流堆垛机控制系统设计毕业设计

毕业论文基于PLC的物流堆垛机控制系统设计学生:XXX专业班级:自动化2011级2班指导教师:XXX学院:机电工程学院2015年5月基于PLC的物流堆垛机控制系统设计摘要随着近年来物流产业的快速发展,自动化立体仓库应运而生,而堆垛机系统是整个立体仓库系统的核心,与之相关的技术逐渐成为研究的重点。
设计一种能够有效、快速、实时、稳定自动化立体仓库的堆垛机控制系统成为工业控制领域中一项重要课题。
本文给出了轨道堆垛机基于PLC控制系统的总体设计方案,并给出了具体的硬件搭建流程和软件设计方法。
本文对堆垛机的国内外发展状况以及发展趋势进行了研究。
设计了一种单位立柱巷道堆垛机控制系统。
本文采用西门子公司s7-200PLC,了解了轨道堆垛机的特点后,认为其技术指标以及控制方式进行设计非常重要。
为了研究堆垛机的定位技术对现有定位技术以及认址方式进行比较,最后决定选用激光测距传感器与绝对认址方式相结合的方案对轨道堆垛机进行实时位置控制,U型传感器的原理和测距方法,参数以及安放方式。
给出了单位立柱巷道堆垛机的流程图及程序。
实验结果表明本文设计的堆垛机控制系统整体效果良好,满足学校对堆垛机的性能要求。
设计的控制系统定位误差明显降低,堆垛机的运行速度也有一定的提高,一方面能够保证货物进仓的精准性,另一方面实现了系统运行的快速性,同时保证了系统的稳定性。
关键词自动化立体仓库堆垛机PLC 传感器The design of logistics stacker control system based on the PLCAbstractWith the rapid development of logistics industry in recent years, automated stereoscopic warehouse arose at the a kind of effective, rapid, real-time, stable and automated stereoscopic storehouse stacker control system important topic in an industrial control field. Track piling machine based on PLC control system was given in the overall design of this paper, and the paper also gave the specific procurement processes of method of the software .This paper studied the development situation and trend of the stacker at the design is very important. In order to study the stacker positioning technology, the paper made a comparison between existed positioning technologies and methods to recognize address ,finally decided to use the way of combining laser range sensor with absolute recognition of position to make real-time position control on track stacker, u-shaped sensor principle and ranging method, parameters and placed. It also gave flow chart of the mast stacker machine unit and program.The experimental results show that the effect of the design of stacker control system in this article is good. The design also met the stacker performance requirements of the school. The positioning error of designing control system is decreased obviously, and the running speed of stacker increased to a certain extent. On the one ensure the precision of the warehouse entry, on the other , and ensure the stability of the system.Keywords automated stereoscopic storehouse; stacker; PLC; sensor目录摘要Abstract目录 (4)1.1 课题研究的背景 .............................................................................................................. - 1 - 1.1.1 自动化立体仓库的简介............................................................................................... - 1 - 1.1.2 自动化立体仓库的国内外发展状况........................................................................... - 1 - 1.1.3 自动化立体仓库的优越性........................................................................................... - 2 - 1.2 堆垛机的简介 .................................................................................................................. - 3 - 1.3 堆垛机的发展 .................................................................................................................. - 4 -1.4 课题研究的目的和意义 .................................................................................................. - 5 -2 堆垛机的机械结构 ............................................................................................................. - 6 - 2.1 堆垛机的结构设计方案 .................................................................................................. - 6 - 2.2 水平行走机构 .................................................................................................................. - 6 - 2.3 货叉部分 .......................................................................................................................... - 7 - 2.4 载货台 .............................................................................................................................. - 7 - 2.5 提升机构 .......................................................................................................................... - 8 - 2.6 安全保护部分 .................................................................................................................. - 8 -2.7 本章小结 .......................................................................................................................... - 8 -3 控制方案设计.................................................................................................................... - 10 - 3.1 堆垛机整体控制方案设计 ............................................................................................ - 10 - 3.1.1 堆垛机的控制方式..................................................................................................... - 10 - 3.1.2 控制功能分析............................................................................................................. - 11 - 3.2 控制系统关键技术及硬件选型 .................................................................................... - 12 - 3.2.1 PLC技术与选型 ......................................................................................................... - 12 - 3.2.2 交流伺服控制技术及伺服放大器的选型................................................................. - 12 - 3.2.3 交流变频调速技术及变频器选型............................................................................. - 13 - 3.3 堆垛机位置控制方案 .................................................................................................... - 14 - 3.3.1 货位编码..................................................................................................................... - 14 - 3.3.2 认址方式..................................................................................................................... - 14 - 3.3.3 位置控制方案............................................................................................................. - 14 -3.4 本章小结 ........................................................................................................................ - 16 -4 控制系统的实现 ............................................................................................................... - 17 - 4.1 控制要求及系统设计 .................................................................................................... - 17 - 4.2 IO口分配方案................................................................................................................ - 17 - 4.3 堆垛机系统的工作流程 ................................................................................................ - 19 - 4.4 软件编程及实现 ............................................................................................................ - 20 - 4.5 本章小结 ........................................................................................................................ - 25 - 结论........................................................................................................................................ - 26 - 参考文献................................................................................................................................ - 27 - 致谢........................................................................................................................................ - 29 -1绪论1.1 课题研究的背景1.1.1 自动化立体仓库的简介自动化立体仓库库的产生和发展是第二次世界大战之后生产和技术发展的结果,是一个典型的高技术密集型机电一体化产品,用一流的集成化物流理念,采用先进的控制、总线、通讯和信息技术,通过以上设备的协调动作进行出入库作业。
基于PLC的堆垛机控制系统设计
基于PLC的堆垛机控制系统设计基于PLC的堆垛机控制系统设计摘要:堆垛机是一种广泛应用于各个领域的自动化物流设备。
在堆垛机运行过程中,控制系统起着至关重要的作用。
本文基于PLC(可编程逻辑控制器)为堆垛机设计了一套控制系统,以提高堆垛机的自动化程度、工作效率和安全性。
关键词:PLC;堆垛机;控制系统;自动化;效率;安全性。
1. 引言堆垛机是一种高效、安全且环保的物流设备,被广泛应用于各个领域。
它可以自动执行货物的存储、取出和转运等操作,大大提升了生产效率和货物管理的精度。
堆垛机的控制系统是保证其正常运行和工作效率的关键因素之一。
在过去的几年中,人们已经在控制系统中应用了多种技术,其中最常见的是PLC技术。
基于PLC的堆垛机控制系统可以实现对堆垛机多种功能的控制和管理。
2. 堆垛机的工作原理堆垛机主要由机架、叉车、货叉和控制系统组成。
在工作过程中,堆垛机首先通过轨道移动到货架前面,然后将叉车铰链装配到货叉上。
加仑之后,货架被移动到指定的位置,叉车将货物从中取出或存放物品。
之后,堆垛机再将货架返回到指定位置,并完成一次工作流程。
3. PLC在堆垛机控制系统中的应用PLC是一种可编程逻辑控制器,被广泛应用于自动化控制领域。
它是一种计算机硬件,可以通过特殊的编程语言(如ladder diagram)实现对工业自动化系统的控制和管理。
在堆垛机控制系统中,PLC可以实现对以下几个方面的控制和管理:位置检测、堆垛高度的控制、货物的存储和取出、货架的旋转等。
4. 堆垛机控制系统的设计4.1系统硬件设计本文所设计的堆垛机控制系统由PLC、人机界面、伺服控制器、以及传感器等部分组成。
PLC通过人机界面与用户进行通信,同时获取传感器检测到的信号和工况数据,并将其转化为控制信号。
伺服控制器用来控制堆垛机电机的转速和扭矩。
最后,传感器是通过获取物体位置和变化等信息,向PLC发送控制信号。
4.2系统软件设计本文所设计的堆垛机控制系统使用了三层架构模式。
34基于PLC的堆垛机控制系统设计

收稿日期:2004-06-07;修回日期:2004-07-10作者简介:徐菱(1965-),女,四川成都人,西南交通大学机械学院副教授,在读博士研究生,研究领域为物流装备设计及设备监控、物流信息系统,(E -mail )xl.xnjd @ 。
文章编号:1001-2265(2005)01-0072-02基于P LC 的堆垛机控制系统设计徐菱,劳扬健,王金诺(西南交通大学机械工程学院,成都 610031)摘要:面向现代物流技术的应用和发展要求,结合机电一体化技术,完成自动化立体仓库巷道堆垛机行走机构、升降机构、伸缩叉机构P LC 控制系统设计。
在研究全闭环控制方案的基础上,提出堆垛机运行半闭环控制方案,并给出堆垛机自动认址和调速控制方案及相应的梯形图。
实时性好,停准精度高,可用于高速自动化立体仓库中。
关键词:物流;自动化立体仓库(AS/RS );堆垛机;控制中图分类号:TH246 文献标识码:ADesign of Control System of Stacker Crane B ased on P LCX U Ling , LAO Y ang 2jian ,W ANGJing 2nuo(School of Mechanical Engineering ,School of S outhwest Jiaotong University Chuan chengdu 610031,China )Abstract :Oriented to application and development requirement of m odern logistics techniques ,a P LC control system for automated highrise warehouse is developed using the technology of mechatronics engineering.The system is used to control the stacker walking mechanism ,the elevator mechanism and the extensive mechanism of narrow 2aisle stacker crane.On the basis of research for closed loop system ,A kind of stacker control system that stacker con firms its S ite and adjustment velocity automatically was proposed and the ladder shaped graph are sub 2mitted.I t can be used for automated highrise warehouse with high velocity.K ey w ords :logistics ;automated highrise warehouse ;narrow 2aisle stacker crane ;control0 前言自动化立体仓库是自动化生产的重要组成部分,用于存储配件、半成品、产品、工具、夹具和模具等。
毕业设计(论文)-基于plc的堆垛机控制系统设计[管理资料]
![毕业设计(论文)-基于plc的堆垛机控制系统设计[管理资料]](https://img.taocdn.com/s3/m/2b7613090242a8956aece449.png)
基于PLC的堆垛机控制系统设计摘要在现代的物流仓储系统中,自动化立体仓库应用日益广泛。
而堆垛机是立体仓库的关键组成部分,堆垛机性能的优劣对整个立体仓库的运行起到至关重要的作用,所以设计与开发自动化程度较高的堆垛机控制系统成为当前立体仓库的发展趋势,开展与此有关的研究具有重要的理论和应用价值。
本文基于现代物流技术的应用和发展要求,介绍自动化立体仓库的应用及其功能和作用,结合现代科技的发展,着重研究自动化立体仓库堆垛机控制系统的控制技术。
本文详细阐述了本控制系统的设计思想,以及整个系统的硬件实现和软件设计。
论文依据立体仓库的有关设计参数,对堆垛机电气控制的硬件系统进行了设计,为了提高堆垛机的性能,本文采用了转速、位置反馈的双闭环控制,以满足系统的调速要求。
系统的水平认址采用激光测距传感器定位,垂直认址采用光电开关和认址片组合定位。
变频调速系统由S7-200PLC及其扩展模块EM235通过变频器MM440控制交流电动机,采用光电编码器反馈转速信号,实现转速闭环控制。
货叉伸叉系统由S7-200PLC通过步进电动机驱动器SH-20403控制二相混合式步进电动机。
根据系统的控制要求进行了PLC、变频器、电机和电机驱动器的选型,并给出了系统的硬件接线图,然后利用西门子的编程软件step7设计了堆垛机控制程序。
关键词自动化立体仓库,堆垛机,PLCStacker control system design based on PLCAbstractIn modern logistics warehousing systems, automated storage is increasingly widespread. And stackers are the key equipments, performance of the stacker plays an important role. This paper introduces application and performance of automated High-rise Warehouse basing on application and development requirement of modern logistics techniques. And puts emphasis on the researching of control techniques in automated High-rise Warehouse stacker combining modern science and techniques. This paper elaborated on the design of the system of control, as well as the implementation of the system's hardware and the design of the software.Based on the parameter related to the automated storage, this paper presented the hardware system of stacker electrical control. Speed of the stacker was the basic. In order to improve the performance of the stacker, the system adopts the speed, position, double feedback control. The horizontal recognize addresses of system using laser rangefinder sensor positioning, and vertical recognition using photoelectric switches and address piece combination addressing. Speed-adjusted system by S7-200PLC and its extension module EM235 through transducer MM440 control ac motor. Goods fork system is by S7-200PLC binary system through stepping motor driver SH - 20403 control two-phase hybrid stepping motor. According to the requirements of the control system, this paper completed the selection of PLC,frequency converter, the motor and its controller. And presents the system hardware hookup. Then use the software of Siemens step7 designs the stacker control procedures.Key Words: Automated Storage and Retrieval System,Stacker,PLC目录摘要 (I)Abstract (II)第1章绪论 (1)本课题设计的背景和意义 (1) (1) (3)第2章系统控制方案的确定 (4)自动化立体仓库的概述 (4)自动化立体仓库的组成 (4)自动化立体仓库的优点 (5)自动化立体仓库的发展 (6)堆垛机概述 (6)堆垛机的发展 (7)堆垛机技术的研究现状 (7)第3章堆垛机控制系统的硬件设计 (9)控制技术要求和系统总体设计 (9)堆垛机位置控制 (11)定位控制 (11)认址检测方式 (12)认址方式确认 (13)堆垛机速度曲线分析 (15)PLC及资源配置 (15)S7-200系列PLC概述 (16)CPU型号选择 (17)PLC模块选型 (18)堆垛机变频调速系统设计 (19)变频器的选型 (20)水平方向变频调速系统设计 (22)垂直方向变频调速系统设计 (23)堆垛机货叉控制系统设计 (25)安全检测传感器的应用 (27)元器件的选型 (27)通信方案的确定 (28)输入输出点分配 (30)本章小节 (31)第4章堆垛机控制程序设计 (32)堆垛机自检和复位/归位程序 (34)堆垛机自检程序 (34)堆垛机复位/归位程序 (35)自动方式下的堆垛机运行控制 (36)列向运行PLC程序实现 (36)行向运行PLC程序实现 (39)货叉伸缩控制PLC程序实现 (40)手动方式下的堆垛机运行控制 (43)本章小节 (45)总结 (46)参考文献 (47)致谢 (48)第1章绪论本课题设计的背景和意义自动化立体仓库是物流中的重要组成部分,它是在不直接进行人工干预的情况下自动地存储和取出物流的系统。
基于PLC的立体仓库堆垛机控制系统设计
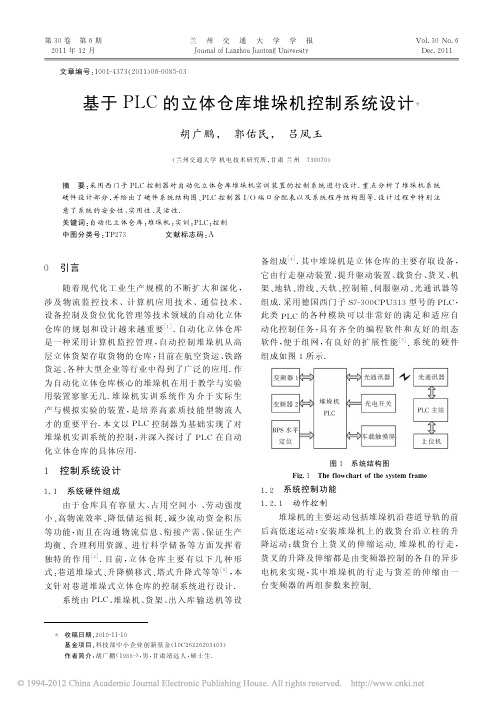
第30卷 第6期2011年12月兰州交通大学学报Journal of Lanzhou Jiaotong UniversityVol.30No.6Dec.2011 文章编号:1001-4373(2011)06-0085-03基于PLC的立体仓库堆垛机控制系统设计*胡广鹏, 郭佑民, 吕凤玉(兰州交通大学机电技术研究所,甘肃兰州 730070)摘 要:采用西门子PLC控制器对自动化立体仓库堆垛机实训装置的控制系统进行设计.重点分析了堆垛机系统硬件设计部分,并给出了硬件系统结构图、PLC控制器I/O端口分配表以及系统程序结构图等.设计过程中特别注意了系统的安全性、实用性、灵活性.关键词:自动化立体仓库;堆垛机;实训;PLC;控制中图分类号:TP273 文献标志码:A0 引言随着现代化工业生产规模的不断扩大和深化,涉及物流监控技术、计算机应用技术、通信技术、设备控制及货位优化管理等技术领域的自动化立体仓库的规划和设计越来越重要[1].自动化立体仓库是一种采用计算机监控管理,自动控制堆垛机从高层立体货架存取货物的仓库,目前在航空货运、铁路货运、各种大型企业等行业中得到了广泛的应用.作为自动化立体仓库核心的堆垛机在用于教学与实验用装置寥寥无几.堆垛机实训系统作为介于实际生产与模拟实验的装置,是培养高素质技能型物流人才的重要平台.本文以PLC控制器为基础实现了对堆垛机实训系统的控制,并深入探讨了PLC在自动化立体仓库的具体应用.1 控制系统设计1.1 系统硬件组成由于仓库具有容量大、占用空间小、劳动强度小、高物流效率、降低储运损耗、减少流动资金积压等功能,而且在沟通物流信息、衔接产需、保证生产均衡、合理利用资源、进行科学储备等方面发挥着独特的作用[2].目前,立体仓库主要有以下几种形式:巷道堆垛式、升降横移式、塔式升降式等等[3],本文针对巷道堆垛式立体仓库的控制系统进行设计.系统由PLC、堆垛机、货架、出入库输送机等设备组成[4].其中堆垛机是立体仓库的主要存取设备,它由行走驱动装置、提升驱动装置、载货台、货叉、机架、地轨、滑线、天轨、控制箱、伺服驱动、光通讯器等组成.采用德国西门子S7-300CPU313型号的PLC,此类PLC的各种模块可以非常好的满足和适应自动化控制任务,具有齐全的编程软件和友好的组态软件,便于组网,有良好的扩展性能[5].系统的硬件组成如图1所示.图1 系统结构图Fig.1 The flowchart of the system frame1.2 系统控制功能1.2.1 动作控制堆垛机的主要运动包括堆垛机沿巷道导轨的前后高低速运动;安装堆垛机上的载货台沿立柱的升降运动;载货台上货叉的伸缩运动.堆垛机的行走,货叉的升降及伸缩都是由变频器控制的各自的异步电机来实现,其中堆垛机的行走与货差的伸缩由一台变频器的两组参数来控制.*收稿日期:2010-11-10基金项目:科技部中小企业创新基金(10C26226203403)作者简介:胡广鹏(1988-),男,甘肃靖远人,硕士生.兰州交通大学学报第30卷1.2.2 定位控制为保证堆垛机存货准确安全,对堆垛机位置控制的可靠性有较高的要求.堆垛机的定位包括水平行走定位;垂直升降定位;货叉伸缩定位[6].堆垛机水平定位是由条码定位器来实现的.条码定位比较编码器定位更加精确、稳定.垂直升降定位采用3个槽型光电开关加认址片来实现.上升计数槽型光电开关、下降计数槽型光电开关、提升区间槽型光电开关配合控制以达到垂直精确定位.计数槽型光电开关被认址片遮挡一次就计数一次,提升区间槽型光电开关与上升、下降计数槽型光电开关配合控制货叉取货和卸货的精确定位.1.2.3 通讯功能上位机与主PLC通过以太网进行通信,主PLC与堆垛机通过红外通讯器进行通讯[7].自动化立体仓库实现货物的自动化出入库,必须通过监控计算机对现场执行设备(堆垛机)下达任务指令,驱动设备进行自动出入库作业,并及时采集状态信息的反馈.1.2.4 保护功能堆垛机设计有各种电气和机械的保护安全检测装置,如超速保护、超载、欠载、超高、超宽、左超边、右超边、防撞装置、防坠落装置、各种极限开关等.2 系统软件设计2.1 I/O地址分配输入输出信号在PLC接线端子上的地址分配是进行PLC控制系统设计的基础.对软件设计来说,I/O地址分配以后才可以进行编程,堆垛机部分I/O分配表如下:表1 堆垛机部分I/O分配表Tab.1 Partial I/O distribution list of the stacker序号地址功能描叙1Local:1:I.Data.0急停信号2Local:1:I.Data.1维修3Local:1:I.Data.2自动选择4Local:1:I.Data.3手动选择5Local:1:I.Data.4货叉动作(右)6Local:1:I.Data.5货叉动作(左)7Local:1:I.Data.6载货台动作(下降)8Local:1:I.Data.7载货台动作(上升)9Local:1:I.Data.8复位信号10Local:1:I.Data.9行走(后退)11Local:1:I.Data.10行走(前进)12Local:1:I.Data.11前进减速13Local:1:I.Data.12行走极限14Local:1:I.Data.13后退减速15Local:1:I.Data.14超速保护116Local:1:I.Data.15超速保护217Local:1:I.Data.16提升故障18Local:1:I.Data.17行走故障19Local:1:I.Data.18货叉电机过载2.2 系统程序设计采用梯形图和高级语言混编的形式,主程序等采用梯形图[8],部分功能块采用高级语言编写,使程序简洁、维护性较好.堆垛机的程序架构如图2所示.图2 堆垛机程序架构图Fig.2 Frame diagram of the stacker programme68第6期胡广鹏等:基于PLC的立体仓库堆垛机控制系统设计 本系统具有4种操作模式:自动模式、单机自动模式、手动模式、维修模式.正常情况下使用自动模式,堆垛机由上位机控制,只需人工在上位机上输入库单,剩下的工作就由控制系统自动完成.上位机与下位PLC无法正常通讯时,为不影响生产,可采用单机自动模式工作.单机自动模式需要人工在堆垛机操作面板上键入地址参数,按动相应的命令键.手动模式时堆垛机的运行完全靠人工操作堆垛机操作面板上的开关、按钮来完成.维修模式是在堆垛机需要维修时使用.3 结论随着计算机控制技术的进一步普及和发展,自动化立体仓库将在现代物流行业中发挥越来越重要的作用.本文对立体仓库中堆垛机实训控制系统进行了详细说明,实践证明,本控制方案实用可行,在控制系统模拟试验及相关专业人员进行实训方面发挥了很大作用.参考文献:[1] 彭珍瑞,郭佑民,董海棠,等.自动化立体仓库管理监控系统研制与实现[J].兰州交通大学学报,2001(20):8-11.[2] 郭环,禹永伟.自动化立体仓库中堆垛机的设计[J].物流技术,2002(3):17-18.[3] 陈娟,钟永彦.堆垛机控制系统关键技术的研究与实现[J].梧州学院学报,2008(6):50-53.[4] 乔玉晶,吕宁.立体仓库巷道堆垛机控制系统设计[J].自动化技术与应用,2004,23(11):44-46.[5] 廖常初.可编程控制应用技术[M].重庆:重庆大学出版社,2002.[6] 李小平.基于BPS的堆垛机速度控制与认址方法研究[J].起重运输机械,2008(12):14-15.[7] 雷斌,蒋兆远,韦永全.立体仓库PLC系统电磁干扰及抗干扰策略研究[J].微计算机信息,2009(25):48-50.[8] 路林吉,王坚,江龙康.可编程控制器原理及应用[M].北京:清华大学出版社,2002.Design of Control System of AS/RS Stacker Based on PLCHU Guang-peng, GUO You-min, LüFeng-yu(Institute of Mechatronic Technology,Lanzhou Jiaotong University,Lanzhou 730070,China)Abstract:A control system for the stacker training device in AS/RS is designed,in which SIEMENS S7-300PLC is employed.The system’s hardware design is emphatically introduced,and the distributed chart of I/O and programme structure chart are presented.In the design process,the security,practicability and flexi-bility of the system are further improved.Key words:AS/RS;stacker;training;PLC;control78。
机械毕业设计877基于PLC的堆垛机自动控制系统毕业论文

第1章绪论随着科学技术和工业生产的飞速发展。
现代物流技术领域内出现了一种新型仓储方式——自动化立体仓库。
自动化立体仓库系统是一种用立体货架储存物资,由计算机控制管理和自动控制的堆垛机进行存取作业的仓库.它占地面积小、自动化程度高,因此被广泛运用在机场码头、造纸、食品服装,化工制药、啤酒厂和其他行业的物流系统中。
自动立体仓库作为物资存储和物流调节的重要手段及现代物流系统的重要组成部分,不但在现代经济中起着非常重要的作用,而且在一定程度上体现着一个国家的经济发展水平。
1.1 自动化立体仓库简介1.1.1 国外发展状况立体仓库是存储的机电一体化高科技集成系统,它集机械、电子计算机、通信、网络、传感器和自动控制等多种技术于一体,以搬运机械化、控制自动化、管理微机化、信息网络化为特征,成为现代化物流设计中产品生产与存储的枢纽。
自动化立体仓库系统主要由货物储存系统、货物存取系统、运输系统、控制和管理等系统所构成,它采用PLC控制、变频器调速、光电检测定位、步进驱动控制及计算机管理等一系列自动控制技术。
它已经在世界范围内的仓储领域得到广泛应用。
据不完全统计,美国拥有各种类型的自动化立体仓库2000多座,日本拥有38000多座,德国拥有1000多座,英国有400多座,前苏联有1500多座。
90年代后,堆垛机在使用范围和性能上有了很大的发展。
1.1.2 国内研究动态及发展水平我国自动化立体仓库的设施一向比较落后,上世纪60年代才出现机械化物料搬运,从70年代才开始自行设计仓库中的各种设备,80年代初引进国外先进技术设计生产,到90年代我国才进入自动化立体仓库的发展时期,设备的生产和使用才有了较大的发展,开始使用电子计算机管理,仓库实现了半自动化和自动化。
目前,我国已建成并投入使用的自动化立体仓库已有数百座,在堆垛机、输送机、分配机的设计制造及控制方面积累了丰富的经验,取得不少的进步;但与国外厂商相比,在自动化程度、信息处理,可靠性方面还存在很大的差距。
基于PLC的堆垛机控制系统设计

基于PLC的堆垛机控制系统设计摘要:随着时代的发展和科学技术的融合,物流技术日渐呈现出现代化发展趋势。
伴随物流现代化技术的应用和发展,做好仓库的立体化构建,并实现机电一体化的融合,才能够满足当前现代化物流的需要。
基于PLC控制系统所构建的堆垛机,则能够实现行走机构、伸缩叉机构、升降机构等多功能需要,并实现其精度的提升,在现代化仓库建设中发挥重要作用。
关键词:PLC控制系统;堆垛机控制系统;系统设计前言:现代化物流的建立离不开立体仓库的建设,立体仓库的建设和应用能够节省大面积土地的使用,并对空间予以高效利用,结合计算机技术控制,能够实现便捷、快速货物的存取。
堆垛机作为仓库建设的重要组成部分,更加需要高度重视和对待,结合PLC技术进行堆垛机控制系统的设计,则可以让其更具自动化,让其立体化仓库运行过程中发挥核心作用。
一、堆垛机系统组成及功能分析堆垛机一般由升降机构、运行机构、货叉、伸缩机构、机架以及电气部分等组成。
立体化仓库之中所运用的堆垛机,要求能够接受上位机指令,并作出适当判断,通过指令分析所要运行的方向,判断入库还是出库,判断依托于手动操作还是自动操作。
堆垛机还需要结合自身所在位置,以及指令完成需要进行比较判断,进而作出正确的运行。
一般来说,堆垛机有水平行走、垂直运行、货叉伸缩等三种基本操作。
融合PLC技术则可以让堆垛机完成以上功能,并进行精准运行。
二、堆垛机运行原理堆垛机所选用的运行方案为半闭环控制方案,结合实践需要来进行控制运行。
其运行原理主要通过主控机的指令发出,发送到变频器之后再将指令发送到电机,电机所发出的指令进入到运行机构,则实现堆垛机运行。
其中质量到电机之后一部分指令也进入传感器,传感器可以对速度进行反馈,进而调整堆垛机的运行速度。
堆垛机具有曲线式存储变频器,这样可以让堆垛机通过比较的方式来进行起止距离的分析,继而选择最佳路线。
在此原理支撑下结合PLC对堆垛机进行控制系统设计则能够达到更好的应用效能。
任务书--堆垛机的PLC控制

(1)位置控制位置控制是确定堆垛机停止在作业位置的功能。
(2)速度控制要求采用三台变频器分别控制运行电动机、起升电动机和伸叉电动机,实现有级调速。
(3)方向判断功能判断和控制堆垛机的移动方向。
(4)货叉控制根据出入库作业,顺序控制伸缩货叉进行操作。
(5)保护与安全功能传感异常状态使堆垛机停止动作,发出报警。
货物入库操作流程:水平移动到载货台位置→伸叉→货叉向上托起(取货)→收叉至货叉中位→货叉停止→水平、垂直移动到指定仓位→向入库目标货位伸叉→货叉下降(放货)→收叉至货叉中位→货叉停止。
[8]郁汉琪.机床电气及可编程序控制器实验、课程设计指导书.北京:高等教育出版社,
专业班级学生
设计(论文)工作起止日期
指导教师签字日期
专业(系)主任签字日期
出库的作业顺序和入库的作业顺序类似。
第2页
毕业设计(论文)主要内容:
1.对全自动立体仓库进行整体分析;
2.了解堆垛机的机械结构及部分单元的选择计算;
3.进行堆垛机货叉控制系统设计;
4.结合本课题查阅并翻译5千至8千个印刷符号的英文资料;
5.编写15000至20000字的设计说明书。
学生应交出的设计文件(论文):
1.PLC控制系统工作示意图1张;
2、PLC硬件连接图1张;
3、PLC控制系统的控制流程图1张、梯形图1张;
4、毕业设计说明书1份。
第3页
主要参考文献(资料):
简述基于plc的堆垛机集中控制系统原理

简述基于plc的堆垛机集中控制系统原理基于PLC(可编程逻辑控制器)的堆垛机集中控制系统是一种用于自动化管理和控制堆垛机的系统。
PLC是一种专门用于工业自动化的计算机控制设备,它通过读取输入信号、进行逻辑运算和输出控制信号来控制和监控生产过程。
堆垛机是用于在仓库或物流中心中自动堆叠和存储货物的设备。
它们由一组电动机、传感器和执行器组成,能够自动执行货物的取放任务。
基于PLC的堆垛机集中控制系统通过集成和协调各个堆垛机的操作,实现对整个系统的统一管理和调度。
该系统的原理如下:1. 输入信号读取:PLC通过传感器读取堆垛机和周围环境的各种输入信号,如货物位置、堆垛机位置、堆垛机状态等。
2. 逻辑运算:PLC根据预设的控制程序对输入信号进行逻辑运算,比较和判断当前的系统状态和任务需求。
3. 输出控制信号:根据逻辑运算结果,PLC生成相应的输出控制信号,控制堆垛机的运动、抓取和释放货物等动作。
4. 数据通信:PLC通过与上位计算机或其他PLC的通信模块进行数据交换,实现与其他设备的联动和协调工作。
5. 监控和调度:PLC还负责对堆垛机的状态进行监控和调度,根据实时的运行情况和任务需求,优化堆垛机的工作流程和任务分配。
该系统的特点和优势包括:1. 高度自动化:基于PLC的堆垛机集中控制系统能够实现堆垛机的自动化操作,提高生产效率和工作质量。
2. 灵活性和可扩展性:PLC的可编程性使得系统的功能和任务可以根据需求进行定制和扩展,适应不同的生产环境和需求变化。
3. 可靠性和安全性:PLC具有较高的工作稳定性和可靠性,可以保证系统的正常运行和货物的安全处理。
4. 实时监控和调度:PLC能够实时监控堆垛机的状态和任务情况,通过智能调度算法优化工作流程,提高系统的效率和资源利用率。
总之,基于PLC的堆垛机集中控制系统通过集成和协调多个堆垛机的操作,实现对整个系统的统一管理和调度,提高了堆垛机的自动化程度和工作效率。
一种基于PLC的堆垛机控制系统设计
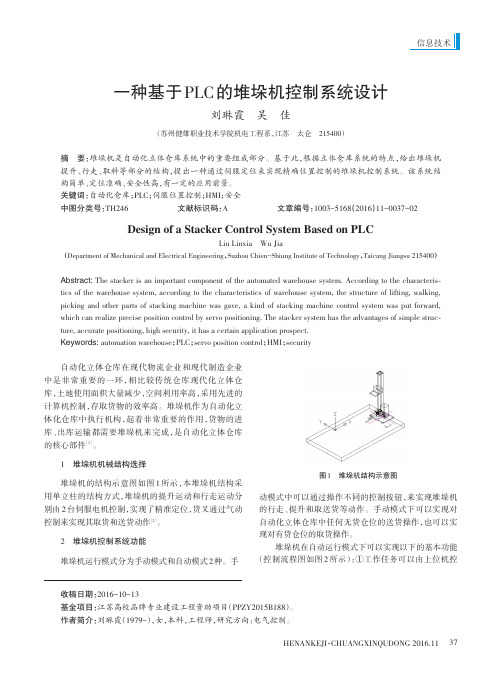
HENANKEJI·CHUANGXINQUDONG 2016.11一种基于PLC 的堆垛机控制系统设计刘琳霞吴佳(苏州健雄职业技术学院机电工程系,江苏太仓215400)摘要:堆垛机是自动化立体仓库系统中的重要组成部分。
基于此,根据立体仓库系统的特点,给出堆垛机提升、行走、取料等部分的结构,提出一种通过伺服定位来实现精确位置控制的堆垛机控制系统。
该系统结构简单、定位准确、安全性高,有一定的应用前景。
关键词:自动化仓库;PLC ;伺服位置控制;HMI ;安全中图分类号:TH246文献标识码:A文章编号:1003-5168(2016)11-0037-02Design of a Stacker Control System Based on PLCLiu Linxia Wu Jia(Department of Mechanical and Electrical Engineering ,Suzhou Chien-Shiung Institute of Technology ,Taicang Jiangsu 215400)Abstract:The stacker is an important component of the automated warehouse system.According to the characteris⁃tics of the warehouse system,according to the characteristics of warehouse system,the structure of lifting,walking,picking and other parts of stacking machine was gave,a kind of stacking machine control system was put forward,which can realize precise position control by servo positioning.The stacker system has the advantages of simple struc⁃ture,accurate positioning,high security,it has a certain application prospect.Keywords:automation warehouse ;PLC ;servo position control ;HMI ;security 自动化立体仓库在现代物流企业和现代制造企业中是非常重要的一环,相比较传统仓库现代化立体仓库,土地使用面积大量减少,空间利用率高,采用先进的计算机控制,存取货物的效率高。
堆垛机PLC说明书

标题:基于PLC巷道堆垛机定位控制系统概括现代社会的物流概念已被广泛接受,而仓储作为物流活动的重要组成部分,正不断向自动化方向发展。
计算机自动控制技术的飞速发展,为现代企业的物流管理提供了重要的技术支撑。
仓储技术的发展决定了仓储活动的效率,因此自动化仓储技术得到广泛应用。
自动化立体仓库是自动化控制技术在物流管理中的一个很好的应用。
自动化立体仓库不仅具有节省土地、减轻劳动强度、提高物流效率、减少储运损失、减少流动资金积压等功能,还具有传递物流信息、连接生产与需求、确保生产平衡、资源合理利用、科学储备和生产经营决策发挥着独特的作用,使人们真正享受到现代计算机技术应用于企业物流管理的好处。
本文主要针对巷道堆垛机自动取货控制系统的定位设计,这是自动化立体仓库的必备设备。
首先选择堆垛机的驱动电机,然后根据系统需要选择调速的变频器,然后确定堆垛机的寻址方式再选择PLC,最后是控制电路的设计,包括确定堆垛机步序和梯形图的绘制和步序指令的编写。
关键词:堆垛机地址识别变频PLC目录第1章巷道堆垛机概述41.1过道堆垛机41.2堆垛机系统分析4第二章驱动电机的选择52.1堆垛机电机特点52.2堆垛机6水平运行机构电机选型6I/O点分配18第一章巷道堆垛机概述1.1 过道堆垛机1.1.1 隧道堆垛机简介巷道堆垛机是现代自动化立体仓库的主要设备之一,主要用于出入库作业。
自动化立体仓库广泛应用于几乎所有行业(只要需要仓储),如机场航站楼、造纸、设备维修、轮胎制造、制药、啤酒厂等。
随着社会对仓储效率要求的提高,隧道堆垛机控制系统的工作效率、可靠性和稳定性在自动化立体仓库中发挥着至关重要的作用。
1.1.2 巷道堆垛机技术现状衡量巷道堆垛机性能的主要指标有:运行速度、起升速度、货叉速度、稳定性、地址识别准确率等。
目前国内堆垛机的起重量从几十公斤到几吨不等,运行速度达到160m/min,起升速度0-80m/min,货叉速度一直保持在0-30m/min。
基于PLC控制的智能化巷道堆垛式立体车库控制系统的研究与设计
二、巷道堆垛式立体车库的关键 技术
1、自动化控制技术
巷道堆垛式立体车库采用先进的自动化控制技术,包括传感器、控制器和执 行器等,实现了车辆的自动存取和搬运。通过自动化控制,车库可以高效地管理 车辆的存取,缩短了停车时间,提高了服务质量。
2、机械设计技术
巷道堆垛式立体车库的机械设计复杂,需要考虑车辆的尺寸、重量和形状等 因素。机械设计技术的关键是开发出结构合理、性能可靠、易于维护的车库机械 系统,以保证车库的正常运行。
参考内容
随着汽车数量的不断增加,停车问题成为了城市规划和发展中亟待解决的难 题。为了有效地解决这一问题,巷道堆垛式立体车库的研究和应用逐渐受到了人 们的。本次演示将介绍巷道堆垛式立体车库的关键技术及其未来发展趋势。
一、巷道堆垛式立体车库概述
巷道堆垛式立体车库是一种新型的高密度停车设备,它通过在垂直方向上堆 叠车辆,大幅度提高了车位的空间利用率。这种车库通常设置在城市中心、住宅 区和其他有限的停车场地,对于缓解城市停车难问题具有重要意义。
谢谢观看
3、完善信息传播渠道:电信企业应当充分利用客户之间的信息传播,提高 正面的口碑和影响力。同时,通过反馈和评价系统,及时获取客户的反馈,了解 他们的需求和期望,以便进行有效的改进。
4、社区营销:通过举办线上线下的社区活动,将客户聚集在一起,增强他 们的互动和参与感,从而提高他们对品牌的忠诚度和满意度。
二、自我网络特征的介绍
自我网络特征是指个体在社会网络中的属性,包括他们在网络中的位置、与 其他个体的连接程度、影响力等。在电信行业中,客户的自我网络特征可以包括 他们的社交网络结构、与其他客户的互动程度、以及他们在社交网络中的影响力 等。
三、自我网络特征对电信客户流 失的影响
基于PLC脉冲计数的巷道堆垛机控制

机床 与液压
M ACHI NE TOOL & HYDRAULI CS
0c . 0l t2 1 Vo . 9 No 2 13 . 0
DOI 0 3 6 / .sn 1 0 :1 .9 9 j i . 0 1—3 8 . 0 1 2 . 3 s 8 12 1. 00 7
传统 巷道堆 垛 机 的位 置选 择控 制 是 利用 在 每 一 ( )列货位上安 装认址片 ,通过 光 电开关 的通断来 行 进行计数选 择 ,这种方法存在各个认址 片的安装距 离
构的横 向和垂直方 向选择 ,两者 的控制方法类似 ,文 中以升降机构为例来进行介绍 。 升降机构控制 系统 的硬件连 接方式 如图 1 所示 。
作 ,与此 同时 ,旋 转编码 器检测到 电机 的旋转信号并
Hale Waihona Puke 将其 转变成脉冲信号反馈 给 P C的高 速计数器 ,P C L L 通过不 同的高速计数器单元分别得到转 速信 号和位置 信号 ,来 完成升降 台位置 的闭环控制 。
图 1 升降机构控制系统 的硬件 连接方式
系统 主要 由上 位 机 、P C L 、变频 器 、拖 动 电机 、 增量式旋转编码器等组成 ,虚线框 中 P C L 、上位 机与 操作员界面 为堆垛 机各机构的总控部分 。在需要升 降 机构运行 时 ,P C根据程序运行 的结果 给变频 器发 出 L 上升 ( 降) 以及 高速 ( 速 ) 指令 ,三相 电源通 下 低 过变 频器启 动 电机旋转 ,通过传动机构拖动升 降台动
Ab t a t sr c :T e w y t h a e y sa k rc a e b a so e p le c u t u ci n o e h g p e o n e fP C w s d s h a o t e ln wa tc e r n y me n ft u s o n n t ft ih s e d c u t ro L a i— h f o h c se u s d, w ih ma e d s lc me tc n r la d s e d f e a k P a t e s o s te v r c t n e ib l y o e s se r n i g ae h c d ip a e n o t n p e e d b c . r c i h w h ea i a d rl i t ft y tm u n n r o c y a i h i rv d b h t o mp o e y t e meh d,a d s me n w e sf rt e ln wa t c e r n o to r rv d d n o e i a o a e y sa k rc a e c n r lae p o ie . d h
基于PLC的巷道式堆垛机定位控制系统的设计-毕业论文
青岛农业大学本科生毕业论文(设计)题目:基于PLC的巷道式堆垛机定位控制系统的设计姓名:廖欣欣学院:机电工程学院专业:农业电气化与自动化班级:2003.1学号:0320030181指导教师:张还完成时间:2007.6.182007年6月18日基于PLC的巷道式堆垛机定位控制系统的设计摘要立体仓库的产生和发展是现代物流体系发展的要求和信息技术进步的结果。
自上世纪60 年代以来,美、日、欧等国家和地区设计和投入使用的立体仓库越来越多,立体仓储技术已成为一门新兴的学科。
堆垛机是自动化立体仓库的主要作业机械,担负着出库、进库、盘库等任务,是自动化立体仓库的核心部件,自动化立体仓库的发展就是以堆垛机的发展为主要标志的。
巷道堆垛机是实现整个仓库系统“自动”功能的关键设备,对其控制系统的研究具有广阔的应用前景。
本文以西门子公司S7-200系列PLC机型为例,研究了巷道式堆垛机的定位控制系统。
关键词:立体仓库;PLC;巷道式堆垛机;定位方法Design of Position Control System of Laned Type of Stacker on PLCAbstractThe creation and development of stereoscopic warehouse is the request of modern logistics system development and the result of information technique progress. From last century 60's, more and more nations and regions such as the United States, Japan, Europe began to design and devotion the usage of stereoscopic warehouse, which have become a newly arisen academics. Stacker is the core part of automation stereoscopic warehouse, which carries on many main missions for the automation stereoscopic warehouse. The development of automation stereoscopic warehouse take the stacker’s development as it’s main marking. The most important part of the whole warehouse system is laned type of stacker. The reserch of it’s controlling system has wildly application foreground.This paper took the example of Siemens company’s S7-200 series PLC, it reserched the position control system of laned type of stacker.Key words : Stereoscopic warehouse ; PLC ; Laned type of stacker ; Posotioning method目录摘要 (I)Abstract (II)第一章绪论 (1)1.1自动化立体仓库定义 (1)1.2 立体仓库的历史沿革 (1)1.3 国内外自动化立体仓库的发展 (3)1.4 本文主要研究内容 (4)第二章巷道式堆垛机定位控制的总体设计 (5)2.1 巷道式堆垛机概况 (5)2.1.1堆垛机的研究现状 (5)2.1.2 堆垛机控制系统的功能 (6)2.1.3 巷道堆垛机机械结构 (6)2.2定位自控系统总体设计 (7)2.3系统硬件设计方案 (8)2.3.1 控制核心单元的选择 (8)2.3.2PLC的特点 (9)2.4 系统软件设计方案 (10)第三章定位控制系统的硬件设计 (11)3.1 PLC的选型和资源配置 (11)3.1.1 S7-200系列PLC概述 (11)3.1.2 CPU型号的选择 (12)3.1.3 其他功能模块的配置 (13)3.1.4 PLC的I/O资源配置 (14)3.2位置的定位方法 (15)3.3 电气接线图及元器件的选择 (16)3.3.1电气接线图 (16)3.3.2元器件的选择 (19)第四章定位控制系统的软件设计 (21)4.1程序流程图 (21)4.2编程软件简介 (22)4.3程序设计 (23)第五章总结与展望 (29)参考文献 (30)致谢 (31)第一章绪论当今社会仓储、物流等概念已经逐渐为广大公众所了解,其相应的管理技术也在许多大、中型企业中付诸实施。
基于PLC的自动化立体仓库堆垛机控制系统设计梯形图

基于PLC的自动化立体仓库堆垛机控制系统设计+梯形图In order to enable the proper functioning of Stacker, the horizontal and vertical identification of the stacking crane are used for the combination of photoelectric switch and metal recognition site.The frequency conversion speed control system is controlled by the SIEMENS S7-200 PLC and its corresponding extended module EM221 through the converter MM420 to control the three-phase AC motor, and the feedback speed signal is from the photoelectric encoder. The elevator motor of the Stacking machine uses a frequency converter alone, the walking motor and the fork motor useing a motor together, are controlled by the relay. In addition, this design also conducted selection PLC and inverter, And draw a Hardware electrical diagram, and finally designed stacker control program by step7 programming software.Key Words: Automated warehouse;Stacker;Frequency converter;PLC目录1. 绪论 11.1 自动化立体仓库简介 11.1.1 自动化立体仓库的发展 11.1.2 自动化立体仓库的分类 21.1.3 自动化立体仓库的组成 21.2 堆垛机简介 31.2.1 巷道式单立柱堆垛机的机构 41.2.2 堆垛机的研究现状 41.3 本次堆垛机设计的控制要求 5 :1.1.1 自动化立体仓库的发展在19世纪60年代初美国发明了世界上第一个自动化立体仓库,并且在1963年成为第一个使用计算机来控制管理自动化立体仓库的国家。
基于PLC的立体仓库堆垛机监控系统设计
基于PLC的立体仓库堆垛机监控系统设计┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊摘要在现代的物流仓储系统中,自动化立体仓库应用日益广泛。
而堆垛机性能的优劣,对整个立体库的正常运行起着重要的作用。
在自动化立体仓库中设计出造价低廉、工作可靠的堆垛机替代原有仓库的控制和管理,能更加适应某些中小企业要求投资少见效快的目标。
本论文就实现这一目标的堆垛机控制系统进行了设计。
本文详细阐述了本控制系统的设计思想,以及整个系统的硬件实现和软件设计。
本文所述系统采用先进的PLC控制器控制,变频器驱动的闭环交流伺服系统。
采用光电传感器检测堆垛机位置,分析了堆垛机的工作过程,并研究了堆垛机运动制、认址检测方式,实现了堆垛机的定位方案。
采用S7-200 PLC对堆垛机系统进行控制,并给出关键部分的程序。
为了监控和管理立体仓库的运行状态,利用组态王软件对立体仓库的运行情况设计了一个实时监控系统。
该系统能对现场数据进行采集处理,管理人员只要通过运行监控系统就可以实时监控立体仓库的工作状态,保证了正常运作,对出现的问题作出及时的判断和处理。
关键字:自动化立体仓库;堆垛机;PLC ;组态┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊AbstractIn modem logistics warehousing systems,automated storage is increasingly widespread.Performance of the stacker plays an important role.New stacker which is low cost and reliable replace the original control and management of the automated storage.The new stacker can be better adapted to the requirements of low investment and some small or medium-sized quick goals.This paper elaborated on the design of the system of control,as well as the implementation of the system,s hardware and the design of the software.In this paper it is used that the modem closed-loop AC servo-system controlled by PLC and transducer.Light-electricity sensors are used to measure displacement of the hay stacker.They are analyzed,which include work process,the way of recognizing the site and the running control in the hay stacker system.the S7-200 PLC is used to the micro-controller in the automated storage,and gives a key part of the program.In order to monitor and manage the operation of tridimensional warehouse status,with the input of configuration software for the operation of tridimensional warehouse has a real.time monitoring system.The system is capable of on-site data collection and processing,the operator could launch the monitoring system to get areal-time updates of the working status of the warehouse,to ensure a safe operation and immediate error shooting and correction treatment.Key Words:the automation stereoscopic warehouse; stacker; PLC; King view┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊目录摘要.......................................................................... 第1章绪论 01.1 研究背景 01.2 国内外研究现状和发展趋势 (1)1.2.1 自动化立体仓库的发展 (1)1.2.2 堆垛机的发展 (1)1.3 课题研究的意义 (1)1.4 研究的主要内容 (2)第2章自动化立体仓库总体方案 (3)2.1 立体仓库的概况 (3)2.1.1 电控系统设计依据 (5)2.1.2 立体仓库的电控系统结构图 (6)2.2 系统结构形式的选择 (7)2.2.1 PLC的选择 (7)2.2.2 S7-200系列PLC概述 (7)2.2.3 CPU型号选择 (8)2.2.4 PLC模块选型 (9)2.2.5 通信方案的确立 (10)2.3 堆垛机的位置控制 (11)2.3.1 定位控制 (12)2.3.2 认址检测方式 (12)2.3.3 认址方式确认 (13)2.3.4 堆垛机速度曲线分析 (15)2.3.5 安全传感器的选用 (15)┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊2.3.6 安全保护 (17)2.4 堆垛机闭环控制系统 (17)2.5 堆垛机变频调速系统 (18)2.5.1 变频器的概述 (18)2.5.2 变频调速技术的优点 (19)2.5.3 变频器的基本结构 (19)2.6 元器件的选型 (21)2.7 本章小结 (22)第3章仓库控制系统的软件设计 (23)3.1 可编程控制器PLC (23)3.1.1 PLC的定义 (23)3.1.2 PLC的发展 (23)3.1.3 PLC的编程语言 (24)3.2 PLC控制系统总体设计 (24)3.3 PLC 输入输出点分配 (24)3.4 堆垛机控制程序设计 (24)3.4.1 堆垛机运行控制 (28)3.4 本章小结 (38)第4章立体仓库组态监控系统设计 (40)4.1 组态王软件的设概述 (40)4.1.1 组态和组态软件 (40)4.1.2 组态王6.53软件 (40)4.1.3 组态王的主要功能与实现 (41)4.2 组态监控系统的设计 (41)4.2.1 定义设备 (42)4.2.2 建立工程 (42)┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊4.2.3 画面设计 (44)4.2.4 构建数据库变量 (47)4.2.5 建立动画连接 (48)4.3 监控系统的完善 (50)4.4 本章小结 (50)结论 (52)致谢 (53)主要参考文献 (54)┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊第1章绪论1.1 研究背景随着经济和现代科技的不断发展,物流已由最初概念的形成,发展和不断完善;在全球迅速成长为具有无限潜力和发展的新型服务行业。
巷道堆垛机单向取货PLC控制系统设计

摘要可编程逻辑控制器(PLC),它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算、顺序控制、定时、计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。
它是当今工业发达国家自动控制的标准设备之一。
由于其具有使用方便,编程简单、功能强,性能价格比高、硬件配套齐全,用户使用方便,适应性强、可靠性高,抗干扰能力强、系统的设计、安装、调试工作量少、维修工作量小,维修方便等特点,因此迅速发展成为工业自动化系统的支柱。
作为自动化立体系统的一个应用,自动化立体仓库在物流管理中起到了非常重要的作用:不仅具有节省用地、减轻劳动强度、提高物流效率、降低储运损耗、减少流动资金积压等功能,而且在沟通物流信息、衔接产需、保证生产均衡、合理利用资源、进行科学储备与生产经营决策等方面发挥着独特的作用,使人们真正享受到现代计算机技术应用于企业物流管理的益处。
此次《巷道堆垛机的单向取货PLC控制》设计主要针对自动化立体仓库的必备设备——巷道堆垛机的自动取货控制系统进行定位设计。
首先分析堆垛机的功能需求,然后确定堆垛机的寻址方式再选用PLC,最后是控制电路的设计,包括堆垛机的电路接线原理图已经梯形图的绘制。
关键字:堆垛机认址 PLC目录第一章设计任务 (1)1.1控制要求 (1)1.2设计要求 (1)第二章程序设计 (2)2.1选择主要设备:S7-300PLC (2)2.2 S7-300 PLC介绍 (2)2.3 系统硬件连接分配设计 (3)2.3.1 PLC控制硬件配置 (3)2.3.2 I/O地址分配表 (4)2.3.3 符号表 (4)2.3.4 PLC外部接线图 (5)第三章程序梯形图 (6)第四章系统仿真验证及上机调试 (10)4.1 组态 (10)4.2 调用函数 (11)4.3 仿真效果图 (11)总结 (15)参考文献 (17)第一章设计任务1.1控制要求当按下按钮SB1后,堆垛机运行到制定取货位置(由光电寻址开关SK1定位),延时1S后,向左伸出货叉,起升抬高(延时1秒),缩回货叉,运行到出库口(行程开关定位)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
伸人 进料 台 , 电机上 升将 物体抬起 , 电机反 Y轴 z轴 转伸 出库外 , x轴 、 Y轴 步进 电机 运行 至所 选 仓位 , z轴 正转送 入 物体 , 电机 下 降将物 体入 库 , Y轴 z轴
电机 反转 出库 。 步进 电机 复位 运行 至入库位 。
2 控 制器件选 型
中 3 2 1 ( 0 1 0 — 0 8 0 17 — 0 4 2 1 )2 0 6 — 3
1 运动 控制 方式 : . 1
O 引言
() 1 由步进 电机驱 动丝杠 组件 使堆垛 机完 成x、 ( ) 流 电机 的正反转 控制 Z轴方 向运动 ; 2直 ( ) 电编码 器用 于实现巷道 机 的定 位 。 3光
和 时利 公 司生 产 的 B 一 4 8驱 动器 , 采 用 2 L00 其 4 4 8V直流 供 电 , 有起 停及转 向控制 、 过流 、 压及 堵 过
转 保护 , 有故 障报 警输 出 、 部模 拟 量调 速 、 动 且 外 制
快速停 机等特 点 。
23 旋 转 编 码 器 .
21年 4 01 月
长 治 学 院 学 报
J u n l fC a g h ie st o r a o h n z i Un v ri y
Ap ., r 201 1
第2 8卷
第2 期
Vo.8. 2 12 No.
基于 P C的巷道式堆垛机控制设计 L
王 惠
( 山西机 电职业技 术 学院 电子 电器工程 系, 山西 长治 摘 06 1) 4 0 1
2 取 指令 机架 、 电控 等 部 分 构成 , 了保 证 运 动 的准 确 性 , 1 . 执行 “ ” 为 .1
堆垛 机 一 般 采 用 步 进 电机 驱 动 , 同步 带 和 同步 带 轮传动 … 。 1 结构 及动 作过程
选择仓 位 号 , 如所 选仓 位 有物 品 , x轴 、 步 Y轴 进 电机 运行 到该 库 位 , z轴直 流 电机 正转 将 伸杆 伸 入库 内 , 步进 电机上 升将 物体抬 起 , 电机 反 Y轴 z轴
被 步进 电 机 、 流 电机 带 动 上 下 、 右 运 行 , 转 直 左 旋
编码 器 就会 同时 作相 应 的正 反转 。 转编 码器 的脉 旋
冲信 号 数 的增 加 或 减 少 , 映 了巷 道 机 上 升 或 下 反 降, 向左 或 向右 运行 的距 离 , 而实 现 了巷 道 机 的 从
作者简介: 王
惠 (9 3 17一
)女 , , 山西 太 原人 , 士 , 师 , 硕 讲 主要 从 事 自动 化 技 术研 究 。
王 惠 基 于 P C的 巷 道式 堆 垛 机 控 制设 计 L
四通 电机 技术 有 限公 司 的 4 B 2 0 2 YG 5C型 两相 混 合 式 步进 电机 , 步距 角为 09/.。电流 1 A2 .。1 , 8 . 1 5 J 。
22 直 流 电 机 .
i
, J 旦
z轴 储 取货 物伸 缩 机构 由直 流无 刷 电机 带 动 ,
系统 选用 的是 北京 和 时利 公 司生 产 的 5 B 1 1 H1 7L00
无刷 直 流 电机 , 调速 范 围宽 、 速力 矩 大 、 其 低 运行 平 稳 、 噪 音 、 率高 。 低 效 无刷 直流 电机 驱 动器 使 用北 京
精 确定 位口 J 。
24 P C 的 选 型 . L
根 据 系统 的 设计 要 求 , 据 对 P C容 量 、 入 根 L 输 输 出模块 , 以及输 入端 和 输 出端 现场 设 备情 况 等方 面 的考 虑 , 采用 松 下 电工 F ∑一 3 T的 P C 。 P C2 L 机 它 采用 通 信 模 块插 件 充 实 通 信功 能 , 具有 高速 、 富 丰
转将 物体带 出 , 步进 电机运 行到 出库位 , 电机 正 z轴
Y轴 电机 下 降使物体 入库 , 电机 z轴 巷 道式堆 垛机 的结 构 如图 1 示 , 所 包括 以下几 转送 物体入 库 ,
步进 电机 复位 , 行 到入 库位 。 运 部分 : 丝 杠 驱 动 步 进 电 机 ; 传 送 齿 型 带 ; 导 反转 出库 , ① ② ③ 杆; ④储 取货物 机构 ; 直流 电机 ; ⑤ ⑥光 电编码器 。 1 . 执行 “ ” .1 2 送 指令 选择仓 位号 , 如所选库 位有物 品 , 电机 正转 z轴
有 - y ; 堆 垛 机 的主 要 用 于高 层货 架巷 道 内的平 行 轨 Y轴 移动 ( X,轴 限位开关 )
道上 来 回穿 梭 运 行 , 位 于 巷 道 口入 库 台 的货 物 将
存 入货 格 , 取 货 格 内 的货 物 运 送 至 巷 道 口出库 或
台。 堆垛 机 主要 由升 降机 构 、 行机 构 、 缩 机构 、 12 工作 过 程 : 运 伸 .
要: 文章 首先分析 了巷 道 式堆垛机 的结 构及动 作过 程 , 然后 分析 了控 制 器的 选件 类型 , 最后描 述
了其编程 思想 。研 究表 明 : 用 P C控制 、 用光 电检 测、 采 L 利 步进驱 动等 先进技 术可 实现 其精确 定位 。
关键 词 : 巷道 式堆垛机 ,L PC
采 用 O O 公 司生 产 的 E A2增 量 型 旋 转 MR N 6
编 码 器 , 利 用 P C的 高 速 计 数 器 , 旋 转 编 码 可 L 对
器 送 给 P C的输 出脉 冲信 号进 行计数 , 而获得 测 L 从 量结 果 。 通过 弹性 联 轴器 把旋 转 编码 器 的 中心轴 与 步进 电机 、 流 电机 的 中心 轴 相 连 , 样 当巷 道 机 直 这
为 达 到精 确 控制 的 目的 , 据市 场 情 况 , 各 根 对
种关 键器件选 型如下 。
图 1 巷 道 式堆 垛 机 结 构 图
21 步进 电机及 其驱动 器 .
控 制 巷式 起 重 机升 降 步 进 电机 选 用 的是 北 京
收 稿 日期 :O o -2 2 2 1_ 1— 5