第4章 机械零件的常用材料及结构工艺性PPT课件
机械制造工艺学课件--零件结构工艺性分析

物流工程学院
机械制造工艺学杨艳芳
本节主要内容
二、合理标注零件的尺寸、公差和表面粗糙度五、零件结构工艺性的评定指标
是指所设计的零件在满足使用要求的前提下,制造的可(它包括零件的各个制造过程中的工艺性,有零件结构的铸造、锻造、冲压、焊接、热处理、切削加工、装配等工艺性。
)
良好的结构工艺性:是指在现有工艺条件下,既能方便制造,又有较低的制。
零件图样上的尺寸标注既要满足设计要求,又要便于加工。
满足设计要求
,其余的尺寸(而且是大多数尺寸))按照加工顺序标注尺寸,避免多尺寸同时保证;
)由形状简单和易接近的轮廓要素为基准标注尺寸,避免尺寸换算。
零件要素是指组成零件的各加工面。
三点要求:
)能采用普通设备和标准刀具进行加工,且刀具易进入、退出和顺利通过加工表面。
3)加工面与非加工面应明显分开,加工面之间也应明显分开。
零件是各要素、各尺寸组成的一个整体,所以更应考虑零件整体结
)零件要有足够的刚性,便于采用高速和多刀切削。
近来,有关部门正在探讨和研究评价结构工艺性的定量指标。
如GB/
产品结构工艺性审查》中推荐的部分主
在生产中已有加工经验的零件数目越多,或是标准化、通用化零件数目越多,则结构工艺性越好。
要求:通常是产品中所有零件要加工的尺寸的平均
的需求量:材料量和各种材质的用量。
冷加工(冲压、冷作)、切削加工、热加工(铸造、锻造)、焊接等加工方法的成本比较。
产品装配的复杂程度:装配复杂程度影响其装配工时和装配成本。
谢谢THANK YOU。
机械零件的常用材料及选择
GB321-80规定了四个优先数系的基本系列:
R5 : q5= 5 10 ≈1.6 R10 : q10= 10 10 ≈1.25
R20 : q20= 20 10 ≈1.12 R40 : q40= 40 10 ≈1.06
景德镇陶瓷学院专用
国防科大潘存云教授研制
能满足预期技术与使用要求的特性。
基本尺寸:由设计图纸给定的零件理论尺寸;为确定值。
实际尺寸:制造加工后测量所得零件尺寸;由于测量 有误差,所以实际尺寸并非真值。相对于 基本尺寸而言,总是有误差。或大或小
Φ 24.9 φ 25 Φ 25.1
Φ 24.9 φ 25 Φ 25.1
孔
孔
孔
轴
轴
轴
实际尺寸 实际尺寸 基本尺寸 实际尺寸
5. 对振动和噪声的影响等等 零件表面愈粗糙,振动和噪声愈大。如滚动轴承。
景德镇陶瓷学院专用
国防科大潘存云教授研制
三、 优先数系
优先数系是国际上统一的数值分级制度,是一种无量纲 的分级系数,适用于各种量值的分级。在确定产品的参 数或参数系列时,应该最大限度采用。
产品的主要参数如:型号、直径、转速、承载量和功率 等按优先数系形成系列,便于组织生产和降低成本,以 实现产品的标准化和系列化。
间隙或过盈:孔的尺寸减去相配合轴的尺寸所得代数差;
间隙:代数差为“+”, 孔> 过轴盈; :代数差为“-”, 孔< 轴; 景德镇陶瓷学院专用
国防科大潘存云教授研制
配合 类型
间隙配合 孔>轴,用于可动联接,如活动铰链;
可能有间隙,也可能具有过盈。用于
过渡配合 要求具有良好的同轴性而又便于拆装
机械工程基础课件
三.合金的相结构和组织
1.概念: 通过熔炼、烧结等方法,将一种金属元素与其 它一种或几种元素结合一起形成的具有金属特 性的新物质叫合金。
组成合金的各元素叫组元。
合金中成分相同、结构相同并与其他部分有界 面分开的均匀组成部分称为相;不同相的结合 称组织。相与相之间的转变称为相变。
2.合金的固态结构
一.相图的定义 相图又称状态图、平衡图。它表示在平
象的材料,如高碳钢、铸铁、铜、铝等,可用 σ0.2代替屈服极限,称为名义屈服点。
(二)刚度
1.定义:金属材料在外力作用下抵抗弹性变形 的能力。
2.弹性模数E:是衡量刚度大小的指标,其值 等于在弹性变形范围内,应力与应变的比值。 在相同外力作用下,E越大,则弹性变形越小, 刚度越大。E只与材料的本性有关。
2.类型: ①布氏硬度(HB):HBS、HBW。 ②洛氏硬度(HR):HRC、HRA、HRB。 ③维氏硬度(HV):
3. 硬度实验
4.硬度是一个重要的综合力学性能指标,反 映了材料在小范围内抵抗变形和断裂的能力。
(五)冲击韧性 1.定义:金属材料抵抗冲击载荷作用而不被破坏
的能力。
2.冲击韧性值αk用来衡量冲击韧性的大小。 αk 越大,韧性越好
四.金属的结晶
(一).结晶过程
1.定义:液态金属在冷凝过程中,原子 由无序到有序,金属由液态到固态及过冷度
实际结晶温度低于熔点,称为过冷,其差值为 过冷度。 冷却速度越大,过冷度也越大。
3.结晶过程 结晶过程=晶核形成+晶核成长 晶核来源:自发形核、外来形核
2.晶体结构的基本概念
晶格 结点 晶胞 晶格常数,单位是Å (埃,10-10m或0.1nm) 晶面、晶向
3.常见晶体结构类型:
机械加工工艺基础ppt课件
44
4.2 工件的基准
设计基准:即设计零件的基准,如下图左:齿轮内孔、外圆和齿轮分 度圆均以轴线为基准;而两端面是互为基准。下图右:表面2和3及孔 4的轴线的设计基准是表面1的。孔5的轴线的设计基准是孔4的轴线。 工艺基准:在制造零件时所使用的基准,它又分为工序基准、定位基 准、测量基准、装配基准。下图左在加工时、轴线并不实际存在,所 以内孔实际是加工外圆和左端面的定位基准。
23
常用的刀具材料
种 类 硬度 抗弯强 热硬性 工艺性能 用 HRC 度GPa ℃
60-65
60-65
途
碳素工具钢
合金工具钢
2.16
2.35
200-250
300-400
热成型
同上
手工刀具
低速刀具
高速钢
硬质合金 陶瓷材料
63-70 1.9-4.4
600-700
同上
烧结成型 同上
中速刀具
高速刀具
89-93 1.0-2.2 800-1000 91-95 0.4-0.9
21
4.1.1 常用的刀具材料
常用的硬质合金有: 钨钴钛类(牌号YT)硬质合金:适合于加工钢等 塑性材料,其代号有YT5、YT15、YT30等,粗 加工用YT5, 精加工用YT30; 钨钴类(牌号YG)硬质合金:适合于加工铸铁、 青铜等脆性材料,其代号有YG3、YG6、YG8等, 粗加工用YG8,精加工用YG3。
26
2、机床的基本结构
1.主传动部件: 用来实现机床主运动; 2 .进给传动部件:主要用来实现机床进给运动; 3 .工件安装装置:用来安装工件; 4 .刀具安装装置 :用来安装刀具; 5 .支承件:用来支承和连接机床各零部件,是 机 床的基础构件; 6 .机床动力部件:为机床提供动力。
机械设计基础知识 ppt课件

悍马轿车
国产J10
美国 F117
“勇气号”火星探测器
美国小鹰号航母
内燃机机构简图
从上述例子以及对其他不同机器的分析可以得到机器的共同特征: (1)它们都是人们根据某种使用要求而设计创造的一种装置。 (2)它们必须执行确定的机械运动。 (3)用于完成包括机械力、运动和能量转换等动力学任务。
相对于机器而言,机构主要反映机器的机械运动传递和 运动形式转换的特征。
零 组成 构 组成 机 组成
机
件
件
构
器
机 械
作为一部完整的机器,仅具有上述的机械部分是不够的, 它不能完成预期的工作。从功能和系统的角度来看,机器一般 主要由五部分组成,如图所示。
1.动力系统
动力系统包括动力 机及其配套装置;它的 功能是向机器提供运动 和动力,是机械系统的 动力源。如图电动机。 另外还有内燃机、液压 马达、气马达、液压缸、 气缸及电磁驱动等。
2.执行系统
执行系统包括执行机构 和执行构件,它的功能是驱 动执行构件按给定的运动规 律运动,实现预期的工作。 执行系统一般处于机械系统 的末端,执行构件直接与工 作对象接触。执行系统可以 只包含一个执行机构和多个 执行构件。
执行系统也可以由几 个执行机构组成,如图中的 自动曲柄冲压机,其执行机 构除曲柄滑块机构外,还有 由气缸及推料头组成的送料 机构,它们配合完成冲压送料工作。
③经济性要求
经济性首先表现在材料的相对价格,当用价格低廉的 材料能满足使用要求时,就不要选择价格高的材料。这 对于大批量生产的零件,尤为重要。但选材时不能只着 眼于相对价格,还要考虑零件的加工费用。
2.机械零件的制造工艺性 在一定的生产规模和生产条件下,花费劳动量最小、
机械零件设计概论PPT(共 40张)

§9-1 机械零件设计概论 §9-2 机械零件的强度 §9-3 机械零件的接触强度 §9-4 机械零件的耐磨性 §9-5 机械制造常用材料及其选择 §9-6 公差与配合、表面粗糙度和优先数系 §9-7 机械零件的工艺性及标准化
§9-1 机械零件设计概论
机械设计应满足的要求:
计算应力-----按名义载荷计算所得之应力: σ、τ
强度判 定条件:
[] []
其中
[
]
lim
S
[ ] lim
S
[σ]=、[τ]-----许用应力 S-----安全系数
σlim、τ lim -----极限应力,由实验方法测定。
一、应力的种类
在满足预期功能的前提下,性能好、效率高、成本 低,在预定使用期限内安全可靠,操作方便、维修 简单和造型美观等。
机械零件的失效: 机械零件曲于某种原因不能正常工作时,称为失效。
工作能力----在不发生失效的条件下,零件所能安全
工作的限度。通常此限度是对载荷而言,所以习惯上
又称为:承载能力。
如轴、齿轮、轴瓦、轴颈、螺栓、带
3)变应力下,
S =1.3~1.7
材料不均匀,或计算不准时取: S =1.7~2.5
§9-3 机械零件的接触强度
若两个零件在受载前是点接触或线接触。受载后,
由于变形其接触处为一小面积,通常此面积甚小而表
层产生的局部应力却很大,这种应力称为接触应力。
这时零件强度称为接触强度。 如齿轮、凸轮、滚动轴承等。
σmax
σa
σmax σmin σm
σmax
σa
σmin
σa
σa σm
机械加工工艺基础(完整完整版)

精选ppt
15
2.2 表 面 粗 糙 度
表面粗糙度对零件质量的影响:
零件的表面粗糙度对机器零件的性能和使用寿命影响较大, 主要有以下几个方面: 1)零件表面粗糙,将使接触面积减小,单位面积压力加大,接触
变形加大,磨擦阻力增大,磨损加快; 2) 表面粗糙度影响配合性质。对于间隙配合,表面粗糙易磨损,
精选ppt
21
2.4零件的加工精度与表面粗糙度的关系
提问
零件的加工精度与表面 粗糙度的关系如何?
• 精度:宏观几何参数的误差
• 表面粗糙度:微观几何参数的误差
• 加工精度高,必须采用一系列的高精度的加工方法,而 经过高精度的加工后零件表面粗糙度一定低,反之,表 面粗糙度低,零件必须采用一系列的降低表面粗糙度的 加工方法,而低表面粗糙度的加工方法不一定是高精度 的加工方法。
• 指零件上实际要素的形状与理想形状相符 合的程度;
• 国家标准规定了六类形状公差(见下表)
• 形状精度的标注:框格分为2格,
箭头指向待表达的表面,数字表示
允许误差的大小,单位为毫米。
精选ppt
12
2.1.3 位 置 精 度
• 指零件的实际要素(点、线、面)相对 于基准之间位置的准确度。
圆圈中的英文字母表示基准,框格分3格,箭头指向待
精选ppt
4
第一章
切削加工的基础知识
精选ppt
返回索引 5
1.1 钳工与机械加工
• 钳工:通过工人手持工具进行切削加工。 • 机械加工:采用不同的机床(如车床、铣
床、刨床、磨床、钻床等)对工 件进行切削加工。
精选ppt
6
2.零件表面质量的概念
零件几何参数: 宏观几何参数: 包括:尺寸、形状、位置等要素。 微观几何参数: 指:微观表面粗糙程度。
机械设备的装配PPT课件

第一节 机械设备零部件装配概述 第二节 装配尺寸链及装配工艺方法 第三节 典型零部件的装配 第四节 装配质量的检验和机床试验
第一节 机械设备零部件装配概述
1.1 装配
“装〞—组装、联结 “配〞—仔细修配、精心调整
按规定的技术要求,将零件或部件进行配合和联接,使 之成为半成品或成品的工艺过程称为装配。 也就是:
中间计算可用于设计计算与工艺计算,也可用于验算。
尺寸链计算的根本公式
〔1〕 极值法各环根本尺寸之间的关系 封闭环的根本尺寸A0等于增环的根本尺寸之和减去减环的
根本尺寸之和,即
m
n 1
A A A 0基
i基
i基
i 1
i m 1
〔2〕各环极限尺寸之间的关系
封闭环的最大极限尺寸A0max等于增环的最大极限尺寸之和减去
第一节 机械设备零部件装配概述
1.3装配工作步骤
1、零件的清理和清洗 目的:去除粘附在零件上的灰尘、切屑和油污,并使零件具有一
定的防绣能力。 原因:如果零部件装配面外表存留有杂质,会迅速磨损机器的摩
擦外表,严重的会使机器在很短的时间内损坏,特别是对轴承、 密封件、转动件等。 装配时,对零件的清理和清洗内容: 〔1〕装配前,去除零件上的残存物,如型砂、铁锈、切屑、油污 及其他污物。 〔2〕装配后,去除在装配时产生的金属切屑,如配钻孔、铰孔、 攻螺纹等加工的残存切屑。 〔3〕部件或机器试车后,洗去由磨擦、运行等产生的金属微粒及 其他污物。
第二节 装配尺寸链及装配工艺方法
2.3装配方法
在成批或大 量生产中, 装配时各配 合零件不经 修配、选择 或调整即可 到达装配精 度的方法。
在成批或 大量生产中 ,将产品各 配合副的零 件按实测尺 寸分组,装 配时按相应 的组进行装 配,以到达 装配精度的 方法。
《机械制造基础》第四章课后题及答案(题号可能不搭配)

第四章课后题1.什么是机械加工工艺规程?工艺规程在生产中起什么作用?制订工艺规程的原则有哪些?工艺规程是根据加工对象的具体情况和实际生产条件,拟定出比较合理的工艺过程,并按照规定的形式制定的文件。
是指导生产的主要技术文件,是生产组织和管理工作的基本依据,是新建或扩建工厂的基本资料。
2.什么是零件结构工艺性?结构工艺性是指零件所具有的结构是否便于制造、测量、装配和维修。
3.在机械加工过程中当零件的加工精度要求较高时,通常要划分为哪几个加工阶段?粗加工阶段,半精加工阶段,精加工阶段,光整加工阶段,超精密加工阶段。
划分加工阶段的目的:保证加工质量,合理使用设备,便于安排热处理工序,便于及时发现问题,保护零件。
4.什么是定位粗基准?其选取方法是什么?为什么在同一尺寸方向上粗基准一般只允许使用一次?在实际生产的第一道切削加工工艺中,只能用毛坯表面做定位基准,这种定位基准称为粗基准。
选取方法:以不加工的表面做粗基准(保证加工表面与不加工表面的位置要求)以重要表面为粗基准(保证加工余量均匀)加工余量最小的加工表面作粗基准(保证有足够的加工余量)以质量较高的表面作粗基准粗基准只能用一次:重复使用容易导致较大的基准位移误差。
5.什么是定位精基准?选取原则是什么?用已加工的表面作为定位基准,即为精基准。
选取原则:基准重合原则(选择设计基准为定位基准)基准统一原则(重复安装时,尽量选取同一表面作为定位基准)互为基准原则自为基准原则(加工表面本身作为定位基准)定位稳定原则6.工序集中和工序分散的原则分别是什么?各有什么特点?影响工序集中与工序分散的主要因素各有哪些?分别用于什么场合?工序集中原则:每道工序加工的内容较多,工艺路线短,零件加工被最大限度地集中在少数几个工序中完成。
特点:减少零件安装次数,有利于保证位置精度,减少工序间运输量,缩短加工周期;工序数少,可以采用高效机床,生产率高;减少了设备数量和占地面积,节省人力物力;所用设备结构复杂,专业化程度高。
机械零件的常用材料和结构工艺性(共40张PPT)

4、工程塑料
在工程中用来作结构或传动件材料的塑料,具有较高 的强度,质量轻,绝缘性、减摩耐磨/3
3、有色金属
1) 铜及铜合金 黄铜:Cu与Zn(≥15%)合金 青铜 锡青铜:Cu与Sn的合金 无锡青铜:Cu与Al、Si、Pb等的合金 铜的力学性能很低,在机械工业中的应用并不多。 2) 铝及铝合金 形变铝合金:防锈铝、锻铝等 铸造铝合金 (应用最广的轻金属)
2019/2/3
9
1)铜及铜合金
15 12 砂 模 金属模 砂 模 金属模 棒 材
用
途
中等强度零件及焊接件,如 螺栓、铆钉、接头、骨架等 高强度零件、大梁、框架等 中等强度、形状复杂的零件, 如支架、客体、发动机附件 等
222
1
铝及铝合金是应用最广的轻金属,纯铝有良好的塑性、耐 蚀性、导电性、导热性和焊接性。
2019/2/3 11
用
途
315~430 335~450 375~500
33 31 26
冲压件、焊接件及受载小的机械零件,如垫圈, 开口销、地脚螺栓等 焊接件、金属结构件及螺栓、螺母、铆钉、销 轴、连杆、支座等受载不大的机械零件
410~550 490~630
255 275
24 20
金属结构件及螺栓、螺母、垫圈、楔、转轴、 心轴、链轮、吊钩、连杆等受力较大的机械零 件
抗拉强度 σb /MPa 450 500
屈服点σs /MPa 230 270
伸长率δ /% 22 18
用
途
机座、机盖、箱体等。焊接性良好 飞轮、机架、蒸汽锤、联轴器、水压机 工作缸,焊接性尚好
570
640
310
340
15
10
联轴器、气缸、齿轮、重载荷机架
机械工程常用材料及其工程性能
③铝镁铸造铝合金:具有较高的强度和良好的耐腐蚀性 能,密度小,铸造性能差,主要用于制造在腐蚀性介质中 工作的零件;
④铝锌铸造铝合金:具有较高的强度,热稳定性和铸造 性能也较好,但密度大,耐蚀性差,主要用于制造结构形 状复杂的汽车、飞机零件等;
机械工程常用材料及其工程性能
金属材料抵抗交变载荷作用而不产生破坏的能力称为 疲劳强度。疲劳极限用符号σ-1表示。
机器和很多零件,受到随时间作周期性变化的应力作 用,这种应力称为交变应力。构件在交变应力作用下的破 坏称为疲劳破坏。
当应力循环次数达到106~107次时材料不出现损坏, 则认为材料不会出现疲劳损坏。
机械工程常用材料及其工程性能
1)铸造性 铸造性是指金属在铸造生产中表现出的工艺性能,包 括液态流动性、吸气性,冷却时的收缩性和偏析性等。
2)锻造性 锻造性是指金属材料锻造时的难易程度。锻造性好, 表明该金属易锻造成形。
机械工程常用材料及其工程性能
3)焊接性
焊接性是指在一定的焊接工艺条件下金属材料获得优良 焊接接头的难易程度。
机械工程常用材料及其工程性能
5)特殊性能钢 指在空气、水不锈钢属于具有特殊物理、化学性能的 特殊性能钢,它是指在空气、水、弱酸、碱和盐溶液或其 他腐蚀介质中具有高度化学稳定性的合金钢的总称。
机械工程常用材料及其工程性能
6)高速钢 是一种含钨、铬、钒等多种元素的高合金刃具钢,加 入的主要合金元素为钨、钼、钒等,其合金总含量达到 10%~15%。 7)滚动轴承钢 如GCr15钢,则表示平均铬的质量分数为1.5%的滚动 轴承钢。
第四章 机械工程常用材料及其工程性能
§4-1 概述 §4-2 金属材料的机械性能 §4-3 常用工程材料 §4-4 金属材料的热处理与表面精饰
机械工程材料成型及工艺

冲孔 凸模尺寸靠近零件公差范围内的最大尺寸
4、冲裁件的排样
▪ 排样应使废料最少。排料有‘无搭边和有搭边’两种类型。
notice a、前三图是“有搭 边”优点是毛刺小, 且在同一平面上,尺 寸准确。 b、D图“无搭边” 毛刺不在同一平面上。 尺寸不易准确。
过烧:接近材料熔化温度,晶间的低熔点物质开始熔 化,且晶界上形成氧化层。金属失去锻造性 能,一击便碎,无法挽回。
* 锻造温度: 始锻温度:碳钢比AE线低200C°左右 终锻温度:800C°过低难于锻造 ,若 强行锻造,将导致锻件破裂 报废。
⒉变形速度的影响 变形速度--单位时间的变形程度
*变形速度u =dε/dt ε—变形程度
2、凹凸模间隙 ▪ 间隙影响:断面质量,模具寿命,卸料力,推件力,冲裁
力,工件尺寸精度 ▪ 间隙过大:裂缝错开,边缘粗糙。卸料力,推件力小。 ▪ 间隙过小:上下裂缝错开,边缘粗糙。磨损严重。 ▪ 间隙可按下式计算:
c=mδ δ---板料厚度。 m----系数。
3、凹凸模刃口尺寸的确定
▪ 落料—以凹模刃口尺寸作为基准,根据间隙的大小确定凸模尺寸。(凹 模尺寸等于零件的尺寸)
二、坯料重量和尺寸的确定 * 坯料重量G坯 G坯 =G锻+G烧损+G料头 式中:G锻—锻件重量 G烧损—坯料因加热氧化而烧损 G料头—在锻造过程中被冲掉或被 切掉的金属 *锻造比 对于以钢锭为坯料时,并采用拔长时,锻造比 不小于2.5~3。轧材为坯料时,锻造比可取1.3~1.5。
三、锻造工序(工步)的确定 * 自由锻、按P98表3-1定 * 模锻 —长轴:常用拔长、滚压、弯曲、预锻、终锻等, 小型长轴常采用一根棒料锻几个锻件, 模锻件采用周期轧制材料作坯料时 可省去拔长滚压等工步。图3-30 图3-31 用轧制坯料模锻 —短轴:常用镦粗、预锻、终锻等。图3-32
大学《工程材料》课件PPT(九大章节完整版)
如果材料选择不当或加工不合理会给国民经 济造成重大损失,下面给大家介绍几个具体 事例:
1943年1月美国t-2型油船破断的实例属低应力脆断,类似 事件1962年澳大利亚金斯桥建成仅一年就突然断裂。
3、良好加工性能,如铸造,塑性变形,焊 接,机械加工等性能。并且通过热处理可以改变其 性能。
有机高分子材料:该类材料正以前所未有 的速度发展着。工程塑料世界年产量超过 150万吨,通过各种合成或制备技术,性 能不断提高,应用日广。有人预测,汽车 的车身不久将大部分采用塑料,每公斤工 程塑料可代替4-5公斤钢铁,而且可整体 成型,因而成本和油耗将进一步降低;有 机高分子功能材料发展更快,由于它是人 工合成的,且原料充足,可以设计出无穷 的新品种,前景十分广阔 。
青铜器时代 石器时代
复合材料时代 铁器时代
机敏/智能 材料时代
材料的分类:
按原子结构分: 1、金属材料(黑色金属,有色金属) 2、 非金属材料(有机,无机) 3、 复合材料(金属基、塑料基、陶瓷基) 按应用角度分:
1、结构材料,机械性能为主要使用性能兼 具一定物理和化 学性能,如制造机器零件的 钢材。 2、功能材料,具有特异的物理和化学功能, 如超导材料,形状记忆材料,储氢材料,激 光材料,半导体材料,纳米材料等 。
本课程基本由两部分组成
第一部分是金属学的理论基础。主要探讨 金属及合金的晶体结构和结晶过程,金属 在固态下的转变过程以及金属的塑性变形 等。这些基础知识是掌握工程材料内部结 构的变化规律和理解各类材料之间性能差 异的钥匙。
机械零件的常用材料及选用原则
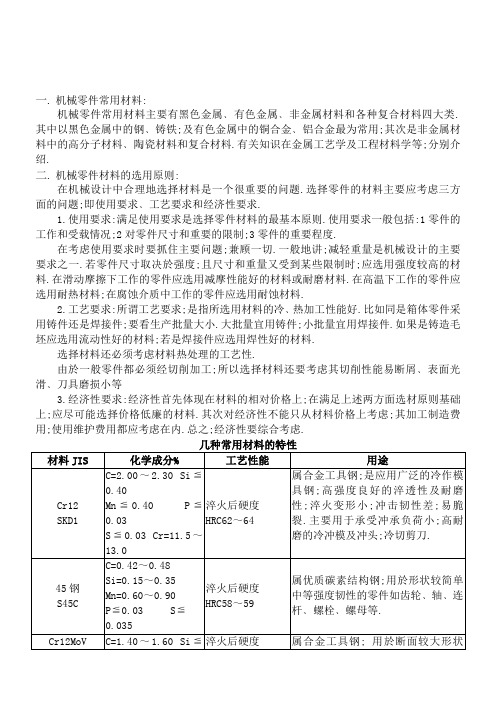
一. 机械零件常用材料:
机械零件常用材料主要有黑色金属﹑有色金属﹑非金属材料和各种复合材料四大类.其中以黑色金属中的钢﹑铸铁;及有色金属中的铜合金﹑铝合金最为常用;其次是非金属材料中的高分子材料﹑陶瓷材料和复合材料.有关知识在金属工艺学及工程材料学等;分别介绍.
二. 机械零件材料的选用原则:
在机械设计中合理地选择材料是一个很重要的问题.选择零件的材料主要应考虑三方面的问题;即使用要求﹑工艺要求和经济性要求.
1.使用要求:满足使用要求是选择零件材料的最基本原则.使用要求一般包括:1零件的工作和受载情况;2对零件尺寸和重要的限制;3零件的重要程度.
在考虑使用要求时要抓住主要问题;兼顾一切.一般地讲;减轻重量是机械设计的主要要求之一.若零件尺寸取决於强度;且尺寸和重量又受到某些限制时;应选用强度较高的材料.在滑动摩擦下工作的零件应选用减摩性能好的材料或耐磨材料.在高温下工作的零件应选用耐热材料;在腐蚀介质中工作的零件应选用耐蚀材料.
2.工艺要求:所谓工艺要求;是指所选用材料的冷﹑热加工性能好.比如同是箱体零件采用铸件还是焊接件;要看生产批量大小.大批量宜用铸件;小批量宜用焊接件.如果是铸造毛坯应选用流动性好的材料;若是焊接件应选用焊性好的材料.
选择材料还必须考虑材料热处理的工艺性.
由於一般零件都必须经切削加工;所以选择材料还要考虑其切削性能易断屑﹑表面光滑﹑刀具磨损小等
3.经济性要求:经济性首先体现在材料的相对价格上;在满足上述两方面选材原则基础上;应尽可能选择价格低廉的材料.其次对经济性不能只从材料价格上考虑;其加工制造费用;使用维护费用都应考虑在内.总之;经济性要综合考虑.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5 250℃以下的耐热弹簧 10 大截面高强度弹簧
9
(5)铸钢
表4-5一般工程用铸造碳钢
牌号
力学性能
抗拉强 度σb
Mpa
屈服点 σs
Mpa
伸长率 δ%
用途
ZG200-400
400 200 25
各种形状的机件,如机座、变速器箱壳 等
ZG230-450 450 230 22 机座、机盖、箱体等。焊接性良好
20MnVB 1080
885
伸长率 δ%
用途
10 用于要求心部强度较高,承受 磨损,尺寸较大的渗碳零件
10 制造齿轮等渗碳零件
40Cr
980
785
40CrNiMoA 980
835
45Mn2 885
735
9 用于较重要的调质零件,如连 杆、重要齿轮、曲轴等
12 用于制造承受冲击载荷的高强 度零件
10 可代替40Cr钢制造齿轮、轴类
2
机械零件所用机械工程材料的钢材基本情况介绍
1、钢
3
(1)普通质量非合金结构钢(普通碳素结构钢)
表4-1普通质量非合金结构(普通碳素结构钢)
牌号
力学性能(不小于)
抗拉强度σb 屈服点σs 伸长率δ
Mp5 315~430
195
Q215 335~450
215
Q235 375~500
235
Q255 410~550
255
Q275 490~630
275
33 冲压件、焊接件及受载小的机械零件, 如垫圈、开口销、铆钉、地脚螺栓等
31 焊接件、金属结构件及螺栓、螺母、铆 钉、销轴、连杆、支座等受载不大的机
26 械零件
24 金属结构件及螺栓、螺母、垫圈、楔、 键、转轴、心轴、链轮、吊钩、连杆等
第四章 机械零件的常用材料及结构工艺性
【学习目标及要求】 本章首先介绍机械零件常用的材料,钢的热处理, 以及如何正确选用机械零件的材料;然后介绍零 件的结构工艺性,以便于毛坯的制造、零件的加 工、装配和改善零件的工作条件等;最后介绍零 件的标准化问题。
1
4.1 机械零件的常用材料及其选用
4.1.1机械零件的常用材料
ZG270-500 500 270 18 飞轮、机架、蒸汽锤、联轴器、水压机 工作缸,焊接性尚好
ZG310-570
570 310 15 联轴器、气缸、齿轮、重载荷机架等
ZG340-640 640 340 10 起重运输机中的齿轮、联轴器等重要机 件
10
表4-6 灰铸铁
牌号 铸铁壁厚/mm
HT150
10~20
HT200 HT250 HT300 HT350
10~20 10~20 10~20 10~20
(6)铸铁
抗拉强度 σb Mpa
145
195
240
290 340
用途
承受中等载荷的零件,如端盖、轴承座、阀 壳、管子附件、一般机床床身、滑座、工作 台等 承受较大载荷和要求有一定的气密性或耐蚀 性等较重要的零件,如汽缸、齿轮、机床、 飞轮、齿条、衬筒、液压筒、泵的壳体、阀 壳、油缸、气缸、联轴器、机体、齿轮、齿 轮箱外壳、飞轮、凸轮、轴承座等 承受高载荷、耐磨和高气密性重要零件,如 重型机床、剪床、齿轮、凸轮、车床卡盘、 压力机的床身、导板、增压液压筒、泵的壳 体等
375
14 轴类零件及联接件等
400
12 弹簧、弹性垫圈、凸轮及易磨
9 损零件
420
6
980
6
(3)低合金高强度结构钢
表4-3低合金高强度结构钢
牌号
Q295
力学性能
抗拉强度σb 屈服点σs
Mpa
Mpa
390~570 295
伸长率δ
用途
%
23
桥梁、车辆、容器、焊管
Q345 470~630 345
21 桥梁、车辆、压力容器、船舶
5A02(LF2,
抗拉强 度σb Mpa
190
伸长率 δ%
23
防锈铝)
2A50 (LD5,锻铝)
2A11
420 13
420
15
(LY11,硬铝)
7A04
600
12
(LC4,超硬铝)
ZL101
222
1
(铸铝硅合金)
用途
中等强度的焊接件、冷冲压件、管道、容器、 铆钉等 形状复杂的冲压件、锻压件
中等强度零件及焊接件,如螺栓、铆钉、接 头、骨架等
20 受力较大的机构零件
4
(2) 优质非合金钢结构钢(优质碳素结构钢)
表4-2优质非合金钢结构钢(优质碳素结构钢)
牌号
力学性能(不小于)
抗拉强度σb Mpa
屈服点σs Mpa
伸长率δ %
用途
08 325
10
335
20
410
30
490
40
570
195 33
205
31
245
25
295
21
335
19
管子、垫片、要求不高的渗碳或 氰化零件,如套筒、短轴等
11
(7)铜合金
表4-7 铜合金
牌号
ZCuSn5Pb5Zn5 (5-5-5锡青铜)
力学性能
用途
抗拉强 度σb
Mpa
伸长率δ %
200 13
受载较大的零件,如轴套、轴承、螺母
等耐磨件
ZCuSn10P1 (10-1锡青铜)
220
3 受冲击载荷的耐磨件,如齿轮、蜗轮、轴瓦、
衬套、丝杆螺母等
ZCuPb20Sn5
150
5
受重载的轴承、轴瓦等
(20-5锡青铜)
ZCuAl10Fe3 (10-3铝青铜)
490
10 重要的轴承、轴套、轮缘及大型铸件等
H68(黄铜)
300
50 冷冲压件,如法兰盘、支架、散热器外壳等
H62(黄铜)
370 49 螺母、垫圈、铆钉、弹簧等
12
(8)铝及铝合金
表4-8 铝及铝合金
牌号
力学性能
Q390 490~650 390 Q420 520~680 420
20
桥梁、船舶、中压容器、起重设备
19
大型桥梁、高压容器、大型船舶
Q460 550~720 460
17 中温高压容器、大型桥及船
7
(4)合金结构钢
表4-4合金结构钢
牌号
力学性能
抗拉强 度σb
Mpa
屈服点σs Mpa
20Cr
835
540
冷冲压件、联接件及渗碳零件, 如心轴、套筒、螺栓、螺母、吊 钩、摩擦片、离合器盘等 调质零件,如齿轮、套筒、连杆、 轴类零件及联接件等
5
表4-2续表
牌号
力学性能
用途
抗拉强度σb 屈服点σs 伸长率δ
Mpa
Mpa %
45
600
50
630
60
675
70
715
85
1130
355
16 调质零件,如齿轮、套筒、连杆、
零件
8
表4-2续表
牌号
力学性能
35CrMo
抗拉强度 σb Mpa
980
屈服点σs Mpa
835
40CrMnMo 980 785
65Mn
980
785
伸长率 δ%
用途
12 制造大截面齿轮、轴类零件 10 制造高强度调质零件
8 截面小于20mm的冷卷弹簧
60Si2Mn 50CrVA
1275 1275
1175 1130
高强度零件、大梁、框架等