数控铣床Z轴进给系统设计(毕业设计论文)
数控铣毕业设计论文

(11)机床净重4500kg
(12)数控系统FANUC 0i Mate-MB
2.主轴系统
VMC600数控铣床主轴采用直流或交流伺服电动机驱动,可实现无级调速,具有很宽的调速范围(80-8000r/Min)和很高的回转精度,主轴本身刚度与抗振性比较好,对提高加工质量和各种小孔加工极为有利,另外主轴转速可以通过操作面板上的转速倍率开关进行调整。
又考虑到我们平时所学的知识,故选用VNC600数控铣床。它是常规的三轴联动数控铣床,也可配置四轴联动数控系统(加装数控分度头)。所以它的实用范围很广泛,可以加工平面、凸台、各种曲面,还适用于批量生产。完全满足扇形盖零件的加工。VMC600数控铣床的性能指标如下:
1.主要规格尺寸
(1)工作台面积(长×宽)800×350mm
毕业设计(论文)
课题:扇形工件的数控加工与工艺
系部:机电工程
专业:机械制造
班级:
姓名:
学号:
导师:
二O一六年十月
本文是主要是对典型铣削类零件加工技术的应用及数控加工的工艺性分析,主要是对零件图的分析、毛坯的选择、零件的装夹、工艺路线的制订、刀具的选择、切削用量的确定、数控加工工艺文件的填写、数控加工程序的编写。选择正确的加工方法,设计合理的加工工艺过程,充分发挥数控加工的优质、高效、低成本的特点。还重点对铣削类零件的加工艺进行了分析,利用自动编程并且进行仿真验证得到加工效果图。
1.3数控技术的发展及趋势
机床数控系统,即计算机数字控制(CNC)系统是在传统的硬件数控(NC)的基础上发展起来的。它主要由硬件和软件两大部分组成。通过系统控制软件与硬件的配合,完成对进给坐标控制、主轴控制、刀具控制、辅助功能控制等。CNC系统利用计算机来实现零件程序编辑、坐标系偏移、刀具补偿、插补运算、公英制变换、图形显示和固定循环等。使数控机床按照操作设计要求,加工出需要的零件。1908年,穿孔的金属薄片互换式数据载体问世;19世纪末,以纸为数据载体并具有辅助功能的控制系统被发明;1938年,香农在美国麻省理工学院进行了数据快速运算和传输,奠定了现代计算机,包括计算机数字控制系统的基础。数控技术是与机床控制密切结合发展起来的。1952年第一台数控机床问世后,数控系统已经先后经历了两个阶段和六代的发展,其六代是指电子管、晶体管、集成电路、小型计算机、微处理器和基于工控PC机的通用CNC系统。其中前三代为第一阶段,称作为硬件连接数控,简称NC系统;后三代为第二阶段,乘坐计算机软件数控,简称CNC系统。
数控铣床零件加工工艺分析与程序设计毕业论文
数控铣床零件加工工艺分析与程序设计毕业论文数控铣床是一种用数控技术控制刀具在工件上进行铣削加工的设备。
在数控铣床零件加工过程中,合理的工艺分析和程序设计对于保证加工精度和提高加工效率至关重要。
本文将以数控铣床零件加工工艺分析与程序设计为研究内容,分析其重要性并提出相应的设计方法。
首先,工艺分析对于数控铣床零件加工至关重要。
工艺分析是指通过对零件特点、材料性能等进行分析,确定合理的加工方法和加工工艺参数。
在数控铣床零件加工过程中,不同的零件要求不同的加工方法和参数,只有通过工艺分析才能确定最佳的加工工艺路线和参数,以保证零件的加工质量和效率。
工艺分析还可以提前预测可能出现的问题,如加工难度较大的区域、切削力较大的位置等,从而采取相应的措施,保证加工的顺利进行。
其次,程序设计是数控铣床零件加工的核心环节。
程序设计是指根据工艺分析的结果,编写数控程序,以实现对数控铣床的控制。
程序设计的质量直接影响加工结果,良好的程序设计可以提高加工精度和效率。
在程序设计过程中,需要根据零件的几何形状、尺寸和加工要求,确定数控刀具的刀补和补偿方案,编写合理的切削路径和切削轨迹,以保证零件的尺寸精度和表面质量。
此外,程序设计还需要考虑加工过程中可能出现的问题,如加工力的控制、材料的选择等,以提高加工的效率和稳定性。
在数控铣床零件加工工艺分析与程序设计过程中,可以采取以下方法:1.对零件进行全面的分析。
包括几何形状、尺寸、材料特性等方面的分析,确定加工目标和要求。
2.根据零件的特点和加工目标,选择合适的加工方法和加工工艺参数。
如铣床的进给速度、主轴转速、切削进给量等。
3.根据工艺分析结果,编写数控程序。
程序要考虑到零件的几何形状、加工道具的特点和刀具的路径。
4.在程序设计过程中,需要进行模拟实验和试加工。
通过试验和实际加工,检验程序的准确性和可行性。
5.对程序进行评估和调整。
根据试加工和实际情况,对程序进行调整和改进,以提高加工效率和质量。
XK712数控铣床Z向步进进给系统设计

引言制造业是一个国家或地区经济发展的重要支柱,其发展水平标志着该国或地区经济的实力,科技水平,生活水平和国防实力。
国际市场的竞争归根到底是各国制造生产能力及机械制造装备的竞争。
随着社会生产和科学技术的发展,机械产品的性能和质量的提高。
产品的更新换代也不断的加快。
因此对机床不仅要求迅速适应产品零件的换代有教高的精度和生产率,而且应有教高的精度和生产率,生产的需要促使数控机床的产生。
随着电子技术,特别是计算机技术的发展,数控机床迅速发展起来。
数控机床的进一步设计的必要性可以解决形状复杂小批零件的加工问题,稳定加工质量和提高生产率。
但是由于受其它条件的限制,例如价格、精度等问题。
所以设计改造数控机床的进给系统是刻不容缓的。
数控机床进给传动系统的设计,其中包括进给系统的轴向负载计算,导轨的设计与选型,滚珠丝杠螺母副的选型计算,进给传动系统的动态特性分析误差计算,驱动电动机的选型计算,驱动电动机与滚珠丝杠的连接等等。
通过这次毕业设计,可以达到以下目的:1,培养综合运用专业基础知识和专业技能来解决工程实际问题的能力;2,强化工程实践能力和意识,提高本人综合素质和创新能力;3,使本人受到从事本专业工程技术和科学研究工作的基本训练,提高工程绘图、计算、数据处理、使用计算机、使用文献资和手册、文字表达等各方面的能力;4,培养正确的设计思想和工程经济观点,理论联系实际的工作作风,严肃认真的科学态度以及积极向上的团队合作精神。
目录第一章数控铣床概述 (4)1.1 数控机床的产生和发展 (4)1.1.1数控机床的产生 (4)1.1.2数控系统的发展 (5)1.2 我国数控技术的发展概况 (5)1.2.1数控技术再国民经济中的重要地位 (5)1.2.2.我国数控机床发展存在的问题与对策 (6)1.3 数控机床的发展趋势 (7)1.4 数控铣床的主要功能及特点 (8)1.5数控铣床的分类和应用 (8)1.5.1 数控铣床的分类 (8)1.5.2 数控铣床的应用 (9)第二章XK712数控铣床Z向的总体方案设计 (9)第三章机床Z向步进进给系统机械部分设计算 (10)3.1设计参数 (10)3.2 铣削力的计算 (10)3.2.2计算各切削力 (10)F (10)3.2.1计算主铣削力Z3.3导轨的设计与选型 (11)3.3.1 导轨概述 (11)3.3.2滚动直线导轨副的计算 (12)3.4滚珠丝杠螺母副的设计计算与选型 (14)3.4.1导轨摩擦力计算 (14)3.4.2滚珠丝杠螺母副轴向负载力的计算 (14)3.4.3滚珠丝杠的动负载荷的计算与直径的估算 (15)3.4.4初步确定滚珠丝杠螺母副及相应轴承的规格型号 (18)3.4.5 滚珠滚珠丝杠螺母副的承载能力校荷 (21)3.5机械传动系统的刚度计算 (23)3.5.1机械传动系统抗拉刚度计算 (24)3.5.2滚珠丝杠螺母副扭转刚度计算 (25)2.6步进电机的选型与计算 (26)2.6.1计算折算到电动机轴上负载惯量 (26)2.6.2计算坐标轴折算到电动机轴上的各种所需力矩 (27)2.6.3步进电动机最大静转矩的选定 (29)2.6.4步进电动机的性能校核 (29)3.7联轴器的选型 (30)3.7.1精密膜片弹性联轴器的选用原则 (30)3.7.2精密膜片弹性联轴器型号的选用 (31)3.9机械传动系统的动态分析 (31)3.9机械传动系统的误差计算与分析 (32)第四章微机数控系统的设计 (33)4.1控制系统总体方案的拟定 (33)4.2绘制控制系统结构框图 (33)4.3选择中央处理单元(CPU)的类型 (34)4.4存储器扩展电路设计 (35)4.4.1程序存储器的扩展 (35)4.4.2数据存储器的扩展 (36)4.5接口电路及辅助电路设计 (36)4.5.1 I/O接口电路设计 (36)4.5.2步进电机接口及驱动电路 (37)4.5.3其他辅助电路 (38)课设小结 (39)参考文献 (39)第一章数控铣床概述数控铣床是一种加工功能很强的数控机床,目前迅速发展起来的加工中心、柔性加工单元等都是在数控铣床、数控镗床的基础上产生的,两者都离不开铣削方式。
数控铣床毕业设计论文
数控铣床毕业设计论文数控立式铣床工作台滑鞍结构设计第一章概述•现在,随着社会和科学技术的发展,机械产品的日趋精密复杂,且需频繁改型。
普通机床已不能适应这些需求。
数控铣床是机械和电子技术相结合的产物,它的机械结构随着电子控制技术在铣床上的普及应用,以及对铣床性能提出的技术要求,而逐步发展变化。
数控铣削是机械加工中最常用和最主要的数控加工方法之一,它除了能铣削普通铣床所能铣削的各种零件表面外,还能铣削普通铣床不能铣削的需要2~5坐标联动的各表面轮廓和立体轮廓。
•数控铣床机械结构的主要特点,•(1)高刚度和高抗震性铣床刚度反映了铣床结构抵抗变形的能力。
为了满足数控铣床高速度、高精度、•高生产率、高可靠性和高自动化的要求,与普通机床相比,数控铣床应有更高的静、动刚度,更好的抗震性。
•(2)减少铣床热变形的影响铣床热变形是影响铣床加工精度的主要影响因素之一。
由于数控铣床主轴转速、进给速度远高于普通铣床,在切削过程中产生大量的热,从而发生热变形,严重影响了加工精度。
•(3)传动系统机械结构简化数控铣床的主轴和进给驱动系统主要是用交流、直流电动机和伺服电机驱动,因为他们调速范围大,并可无极调速,这样使传统大为简化,箱体结构简单。
•(4)高传动效率和无间隙传动装置数控铣床在高进给速度下,工作要求平稳,有高定位精度。
因此,对进给系统中的机械传动装置和元件要有高寿明、高刚度、无间隙、高灵敏度和低摩擦阻力的特点。
•(5)低摩擦因数的导轨要求导轨在高速进给时不振动,低速时不爬行,具有很高的灵敏度,耐磨性要高,精度保持性要好。
•数控铣床主要机械部件包括底座、滑鞍、工作台、立柱、主轴箱箱体等,它们的刚度等影响着数控机床的几何精度和加工精度,所以对数控铣床工作台,滑鞍设计对我认识机床有重要的意义。
第二章导轨的选择、、、、、、、、•、、、、、、、、、、、、、、、、、、、、、、、、形三角形燕尾形圆形•、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、•当导轨与滑块作相对运动时,钢球就沿着导轨上经过淬硬并精密磨削加工而成的四条滚道滚动;在滑块端部,钢球通过反向器反向,进入回珠孔后再返回到滚道,钢球就这样周而复始地进行滚动运动。
x5032立式铣床进给系统改造定稿大学论文

学号2011040191037密级武汉东湖学院本科生毕业论文(设计) X5032立式铣床进给传动系统改造院(系)名称:专业名称:学生姓名:指导教师:二〇一六年五月八日郑重声明我郑重声明:本人恪守学术道德,崇尚严谨学风,所呈交的学术论文是本人在老师的指导下,独立进行研究工作所取得的结果。
除文中明确注明和引用的内容外,本论文不包含任何他人已经发表和撰写过得内容。
论文为本人亲自撰写,并对所写内容负责。
本人签名:日期:摘要数控机床是当代机械制造业中实现机电一体化先进设备的代表。
伴随着先进制造业的发展,旧机床的数控化改造,尤其是普通机床数控化改造早已成为摆在我们面前迫切而艰巨的任务。
本课题是对X5032铣床进给系统的数控改造方案,在数控技术的历史、现状和发展的基础之上,通过对X5032旧机床的分析,结合机床改造的思路,提出了数控化改造的方案。
主要是针对机械部分进行改造,即对丝杠、驱动元件步进电机和减速齿轮的改造。
改造后的铣床不仅能加工平面、铣削键槽、等简单的零件外,还能加工形状复杂(如圆弧面加工、斜面及凸轮等)的零件,具有精度高、效率高及加工产品范围广等特点。
机床经过改造后,可以凸显机床强大的工作能力和深度的可靠性,加工精度和生产率同时有较大的提高,给企业提供一条切实可行的路径。
[关键词]数控改造;进给传动;X5032铣床目录第一章引言 (1)1.1数控机床的发展简史 (1)1.2数控机床发展趋势 (1)1.2.1高速性、高效性、高精度、高可靠性 (1)1.2.3开放性 (3)1.3课题背景、意义 (3)1.4研究目标 (4)第二章机械传动系统的改造设计 (5)2.1机械传动系统改造设计方案 (5)2.1.1改造设计任务 (5)2.1.2总体方案设计的确定 (5)2.2机械传动系统改造设计与计算 (6)2.2.1已知条件 (6)2.2.2进给系统计算,设计 (8)2.2.2.1纵向(X向)设计计算 (8)2.2.2.2横向(Y向)设计计算 (20)2.3数控铣床的导轨 (28)第三章数控机床控制方式选择 (31)3.1步进电机的开环控制 (31)3.1.1步进电机的工作原理 (31)3.1.2开环控制系统构成 (31)3.2数控机床开环系统速度计算 (32)第四章结论与展望 (32)第五章致谢 (33)参考文献 (35)第一章引言1.1数控机床的发展简史从第一台电子计算机诞生开始,美国北密执安的小型飞机承包商帕尔森斯公为了制造飞机机翼轮廓的板状样板,提出了采用数字控制技术进行加工的思路,1949年由帕尔森斯企业与美国麻省理工学院伺服机构研究院合作开始从事数控机床的研制工作,1952年,研究出第一台实验性数控系统,并把它安装在一台立式铣床上,成为全球第一台数控机床,完美实现了同时控制三轴的运动。
机电一体化毕业设计(论文)-数控车床纵向进给系统设计
3.生产效率高;
4.减轻劳动强度,改善劳动条件;
5.良好的经济效益;
6.有利于生产管理的现代化。
数控机床已成为我国市场需求的主流产品,需求量逐年激增。我国数控机机床近几年在产业化和产品开发上取得了明显的进步,特别是在机床的高速化、多轴化、复合化、精密化方面进步很大。但是,国产数控机床与先进国家的同类产品相比,还存在差距,还不能满足国家建设的需要。我国是一个机床大国,有三百多万台普通机床。但机床的素质差,性能落后,单台机床的平均产值只有先进工业国家的1/10左右,差距太大,急待改造。旧机床的数控化改造,顾名思义就是在普通机床上增加微机控制装置,使其具有一定的自动化能力,以实现预定的加工工艺目标。随着数控机床越来越多的普及应用,数控机床的技术经济效益为大家所理解。在国内工厂的技术改造中,机床的微机数控化改造已成为重要方面。许多工厂一面购置数控机床一面利用数控、数显、PC技术改造普通机床,并取得了良好的经济效益。我国经济资源有限,国家大,机床需要量大,因此不可能拿出相当大的资金去购买新型的数控机床,而我国的旧机床很多,用经济型数控系统改造普通机床,在投资少的情况下,使其既能满足加工的需要,又能提高机床的自动化程度,比较符合我国的国情。1984年,我国开始生产经济型数控系统,并用于改造旧机床。到目前为止,已有很多厂家生产经济型数控系统。可以预料,今后,机床的经济型数控化改造将迅速发展和普及。所以说,本毕业设计实例具有典型性和实用性。
2.1数控系统运动方式的确定
数控系统按运动方式可分为点位控制系统、点位直线控制系统、连续控制系统。由于要求CA6140车床加工复杂轮廓零件,所以本微机数控系统采用两轴联动连续控制系统。
数控系统是一种位置控制系统。其本质是根据输入的数据进行插补,从而得到较理想的运动轨迹,然后输入到执行部件,加工出所需的零件。按照这一原理,数控系统可分为开环数控和闭环系统。所谓闭环控制系统,即指对所加工的零件随时进行检测并输入(反馈)到控制系统,用以调节加工时所带来的误差。其主要采用反馈检测装置及交流变频控制,因此功率较大,精密很高。但也由于采用交流变频伺服系统和反馈检测装置,因而其造价十分高,结构也十分复杂,其稳定性也不十分理想。由于以上特点,闭环控制系统常用于要求精密加工机床、单件生产,即整机生产之中。其控制系统框图如下图所示:
铣床毕业论文
毕业论文(设计)课题名称46号零件的数控铣削加工工艺及加工程序编制系别机电一体化专业数控技术班级数控A班学号1232432146学生姓名郑昊深指导教师文丽丽完成日期 2015年4月28日广州科技贸易职业学院教务处制广州科技贸易职业学院毕业论文(设计)任务机电系机电一体化技术(数控技术及应用方向)专业兹发给12级A 班郑昊深同学毕业论文(设计)任务书,内容如下:1、毕业论文(设计)题目:46号零件的数控铣削加工工艺及加工程序编制2、应完成的项目:零件图分析,零件加工工艺分析,零件加工CAM仿真及加工。
3、参考资料以及说明: 1。
《机械设计基础》,2.《模具设计制造》,3。
《数控加工工艺及编程》,4.《计算机辅助制造》等。
机械设计类相关书籍,数控专业书籍以及其他参考书籍,网上资料等。
4、本毕业论文(设计)任务书于2015 年1月25 日发出,应于2015年 4 月30 日前完成。
(论文:附后)指导教师签名:年月日系主任签名: 年月日广州科技贸易职业学院毕业论文(设计)题目:46号零件的数控铣削加工工艺及加工程序编制系别: 机电工程学院班级:12级学生:郑昊深系主任:张红伟指导老师: 文丽丽职称:讲师毕业论文(设计)评语:指导教师签名:年月日成绩评定:系负责人签名:年月日摘要随着计算机技术的发展,数字控制技术已经广泛的应用于工业控制的各个领域,尤其在机械制造业中应用十分的广泛。
而中国作为一个制造业的大国,掌握先进的数控加工工艺和好的编程技术也是相当重要的。
本文开篇主要介绍了数控技术的现状及其发展的趋势,紧接着对数控铣削加工工艺做了简要的介绍,使对数控铣削加工工艺有了一个总体的了解.接下来主要是对具体零件的加工工艺的分析,然后用仿真软件指令进行数控编程和仿真加工,最终根据所编写的程序在数控机床上加工出对应的产品。
关键词数控;铣床;数控工艺;编程ABSTRACTAs the development of computer technology ,the Numerical Control Technology has been widely applied to various fields of industial control ,especially in engineering industry 。
数控铣床Z轴进给系统结构设计(机械CAD图纸)

择,电机的计算与选用,负载转动惯量的计算,负载力的计算,导轨的计算与选型以 及技术经济分析等等。
第一章 绪论
1.1数控铣床概述
面对如今多样化的加工环境以及复杂化的加工零件,其传统数控铣床已经逐渐 无法满足其加工需求,于是为了应对这种问题,人们在传统数控铣床的基础之上加以 改进发展,最终研究出了加工中心,但是说到底也离不开数控机床的影子。由于数控 铣床在实际加工过程中所需要用到的工艺过程最是复杂,因此,在人们研发新型的数 控机床的时候其铣床的基本功能的突破一直是研究的重点以及研究的基础。
因此,本论文只对数控机床的Z轴进给系统的结构做出了设计,因为该部件的性 能对于整台数控机床来说尤为重要,其进给系统的优劣将直接影响到零件加工完成 后的质量和生产加工时的效率,是评价一台机床的整体性能和其技术经济指标的重 要因素。其中包括了数控机床对进给系统的基本要求,数控铣床的进给传动机构的选 择,Z轴的工作载荷的分析与计算,滚珠丝杆螺母副的计算与选型,轴承的计算与选
Key words: CNC milling machine; Z axis; feed system; ball screw
目录
前言 ...................................................................1 第一章 绪论.........................................................2
This graduation project meaning that by analogy was designed for CNC milling Z-axis feed system architecture, study Z-axis inertia matching, matching torque and associated pre-calculate the amount of stretch of the ball screw, and then CNC milling machine to improve overall performance, precision machining, factory automation to enhance efficiency in order to achieve, for the creation of greater value and improve their ability purposes.
(完整版)XK5040数控立式铣床进给系统设计

湖南科技大学2007届毕业设计(论文)材料院(系)、部:机电工程学院学生姓名:赵东方指导教师:黄开有教授专业:机械设计制造及其自动化班级: 0301学号: 20031811362007 年 5 月材料清单1、毕业设计(论文)课题任务书2、毕业设计(论文)开题报告3、中期检查表4、指导教师评阅表5、评阅教师评阅表6、答辩及最终成绩评定表7、毕业设计说明书8、附录材料湖南科技大学毕业设计(论文)任务书系(教研室)主任: (签名)年月日学生姓名:赵东方学号: 2003181136 专业: 机械设计制造及其自动化1 设计(论文)题目及专题:XK5040数控立式铣床进给系统设计2 学生设计(论文)时间:自3 月5日开始至 6 月1日止3 设计(论文)所用资源和参考资料:1、陈宏钧主编,《实用机械加工工艺手册》,机械工业出版社,1996.12.2、赵家奇编,《机械制造工艺学课程设计指导书》—2版。
---北京:机械工业出版社,2000.10.3、浦林祥主编,《金属切削机床夹具设计手册》,机械工业出版社,1995.01.01.4、刘文剑主编,《夹具工程师手册》,黑龙江科学技术出版社,1992.01。
01。
5、机械加工工艺装备设计手册编委会编写,《机械加工工艺装备设计手册》,机械工业出版社,1998年6月。
6、徐圣群主编,《简明机械加工工艺手册》,上海科学技术出版社,1991。
2。
7、李云主编,《机械制造及设备指导手册》.-- 北京:机械工业出版社,1997.8。
8、哈尔滨工业大学编,《机械制造工艺设计手册》,哈尔滨工业大学出版社,1981年5月。
9、上海市金属技术协会编,《金属切削手册》,上海科学技术出版社,1994.4年。
10、东北重型机械学院,洛阳工学院,第一汽车制造厂职工大学编写,《机床夹具设计手册》第二版,上海科学技术出版社。
11、李益民主编,《机械制造工艺设计简明手册》,哈尔滨工业大学出版社,1993年4月。
毕业设计(论文)-XK100立式数控铣床主轴部件设计(全套图纸)

毕业设计(论文)-XK100立式数控铣床主轴部件设计(全套图纸)二O O七届南通纺院毕业设计说明书全套 CAD图纸,加153893706目录第一章数控铣床的介绍 (4)1.1 数控铣床的主要功能 (4)1.2 数控铣床的主要特点................................................... 5 第二章总体设计方案......................................................... 7 第三章电机的选择 (7)3.1 确定主轴传动功率 (7)3.2 电机的选择 (8)3.3 主轴的变速过程......................................................... 9 第四章轴类零件的设计 (10)4.1 轴的设计概述 (10)4.2 主轴主要结构参数的确定 (10)4.3 轴的结构设计 (13)4.4 主轴刚度的计算......................................................... 15 第五章齿轮传动设计与计算 (17)5(1主要参数的选择 (17)5.2 齿轮的设计与计算 (17)1二O O七届南通纺院毕业设计说明书第六章轴承的设计与计算 (20)6.1 轴承当量动载荷的计算 (20)6.2 验算两轴承的寿命 (22)第七章圆弧齿同步带的设计 (22)7.1 确定圆弧齿同步带的基本参数 (22)7.2 确定带的中心距 (23)7.3 选择带的类型...............................................................24 第八章碟形弹簧的设计 (25)8.1 碟形弹簧的结构尺寸 (25)8(2 弹簧的许用应力和疲劳极限 (26)8(3 碟形弹簧的设计与计算 (27)8.4 碟形弹簧的校核............................................................28 第九章拉杆的设计 (30)9.1 确定拉杆的直径 (30)9.2 确定拉杆的长度............................................................ 30 第十章拉抓和打刀缸的选择 (31)10.1 拉抓的选择 (31)10.2 打刀缸的选择............................................................ 31 小结....................................................................................... 32 参考文献 (33)2二O O七届南通纺院毕业设计说明书[摘要, 本文根据公司生产加工需要改装一台铣床, 主要用于铣削平面和钻孔,对主轴部件进行重新设计,但仍要用原来的主轴箱,要求主轴的转速范围为40r/min—4000r/min,查机械设计手册确定典型的切削工艺可以求得主轴的切削功率为4.3KW,根据切削功率与主运动传动链的总效率η确定机床传动的功pc 率,=5.4 KW,然后,根据机床传递的功率,来选择电机的类型。
毕业论文卧式加工中Z向进给机构的设计

1 前言1.1设计的目的本次毕业设计是为了让我们更清楚地综合运用所学的理论知识,独立进行设计,为我们即将走上工作岗位的毕业生打基础。
数控技术的广泛应用给传统的制造业的生产方式,给产品结构带来了深刻的变化,而且也给传统的机械和机电专业的人才带来新的机遇和挑战。
数控机床是一种高科技的机电一体化产品,是精密测量、综合应用计算机技术及现在机械制造技术等各种先进技术相结合的产物。
数控机床作为计算机集成制造系统、实现柔性制造系统和未来工厂自动化的基础已成为现在制造技术中不可缺少的生产手段。
随着我国综合国力的进一步加强和加入世贸组织。
我国经济全面与国际接轨,并逐步成为全球制造中心,我国企业广泛应用现代化数控技术参与国际竞争。
数控技术是制造实现自动化,集成化的基础,是提高产品质量,提高劳动生产率不可少的物资手段因此,将卧式数控加工中心的设计作为毕业设计题目,迎合了装备制造业发展趋势。
目的主要有:(1)、通过对机械设计,掌握伺服电机的工作原理、控制驱动和计算控制方法方式。
(2)、掌握几种典型传动元件与导向元件的工作原理、设计计算及选用的方法。
(3)、通过设计,使学生全面地、系统地了解和掌握数控机床的基本组成及其相关知识,学习总体的方案拟定、分析与比较的方法。
(4)、锻炼提高学生应用手册、撰写科技论文的能力及查阅文献资料的能力。
1.2设计任务收集加工中心设计资料,了解数控加工中心的工作原理,对典型卧式数控加工中心的结构进行比较,提出本次设计的总体方案。
了解加工中心进给机构的类型及工作原理,并对Z向进给机构进行详细设计。
设计参数如下:加工中心的加工范围为800×500×600,工作台面尺寸1200×1000主轴输出功率10KW,采用BT40标准刀柄。
2绪论2.1加工中心的构成加工中心是在数控铣床的功能于一身的一种由计算机来控制的自动化程度、高效的机床。
应用加工中心这一概念,还派生了自动交换砂轮的磨削中心;在冲压加工中心自动交换模具的板材加工中心;在电火花加工中自动交换电极等。
毕业设计(论文)-数控铣床进给系统设计[管理资料]
![毕业设计(论文)-数控铣床进给系统设计[管理资料]](https://img.taocdn.com/s3/m/105043d1af45b307e971972d.png)
毕业论文论文题目:数控铣床进给系统设计学院:年级:专业:姓名:学号:指导教师:2011年5月25日摘要本设计主要完成XK50225数控铣床的是铣床的进给系统设计,它主要是由X方向和Y方向的进给系统设计,在经过认真的分析后,确定了该方案,然后依据有关参数设计了X,Y向的进给。
控制系统的CPU采用凌阳单片机,显示器采用了液晶显示器,使用丝杠副实现XY向的进给,通过进行经济分析后,产品设计合理。
关键词数控铣床;丝杠;工作台AbstractThe design of NC milling machine XK5025 mainly concerns the design of feed system. The movement system is composed of movement of directions marked X and Y. After careful analysis this program was fixed. Then the movement of the X and Y directions is designed according to related parameter. As to the CPU of control system, it uses the ling yang one-chip computer. Display uses LCD. Vice to achieve the use of screw feed to the XY, through economic analysis, this design is reasonable.KeywordsNC milling machine; leading screw; working stag目录摘要 (I)ABSTRACT ......................................................................................................................... I I第一章绪论 (1) (1)课题提出的意义 (2)第二章总体设计方案 (3) (3)总方案的确定 (3)第三章步进电机的选择 (5)纵向、横向进给方向的步进电机的选择 (5)步进电机步距角的确定 (5)电机最大静态扭矩的确定 (5)安装尺寸: (6)第四章联轴器设计 (7)联轴器的种类和特性 (7)联轴器的选择 (7)键的校核 (8)第五章滚珠丝杠的设计 (9)滚珠丝杠的工作原理 (9) (10)滚珠循环方式: (10)轴向间隙的调整和预紧方法: (10): (10)材料的选择: (11)滚珠丝杠副的承载能力及其选用 (11)纵向进给滚珠丝杠副的承载能力及其选用 (11)横向水平进给滚珠丝杠副的承载能力及其选用 (14)滚珠丝杠的防护 (16)第六章数控系统的硬件设计 (17)数控系统的基本硬件组成 (17)步进电机的控制 (17)步进电机的工作原理 (17)步进电机的控制 (18)译码法寻址 (18)键盘显示器接口 (18)程序存储器(EEPROM)芯片 (18)数据存储器(RAM)芯片: (19)程序流程图 (19)总结 (21)参考文献 (22)附录一 (23)附录二 (30)致谢 (33)第一章绪论市场的开放性和全球化,促使机床产品的竞争日趋激烈,而决定机床产品竞争力的指标是产品的开发时间(Time)、产品质量(Quality)、成本(Cost)、创新能力(Creation)和服务(Service)。
数控机床论文
摘要为了适应机械行业的发展趋势,简化一般工厂中工人的劳动量,在本设计中应用简单的数控系统设计。
就实际情况分析,一般的机械加工精度和效率足以完成工作需求,不需要高精密的数控系统,但考虑一般机械系统实现自动化生产相对比较困难,而且实现起来相当复杂,设备比较庞大。
然而这些问题可以在一个非常简单的数控系统中很容易的得到很好的解决。
随着微型计算机系统的发展,性能的不断提高,大范围应用的普及,应用一个简单的数控系统来完成一般的工作,在一般的小型工厂中足可以实现。
本次设计的铣床,除了能进行铣削加工,主轴上安装不同的刀具时,还可以进行钻孔或攻丝加工。
所以我们采用了如下的设计方案:进给系统采用大惯量宽调速直流伺服电动机,滚珠丝杠,双螺母垫片调整预紧间隙,导轨副采用直线滚动导轨副,主传动系统采用无级调速电机。
在设计过程中,我得到了老师的精心指导,帮我收集了很多我无法找到的资料。
袁老师在完成繁重的教学任务之余,经常拖着疲惫的身体,对我们的工作进行仔细地审查,针对我们的情况,进行了耐心的讲解,从设计的原理到结构功能,做出了大量的指导性工作,使我们对所要设计的课题有了更深的了解,在这里也要感谢同组同学的热心帮助,同学们总是微笑着面对我的提问,耐心讲解,使我对有些问题有更加清楚的认识。
关键词:总体结构布局铣床传动方式主传动系统进给系统AbstractIn order to adapt to the machinery industry development trends, simplified general factory workers in the labor, in the design of a simple numerical control system design. On the actual situation analysis, the general machining accuracy and efficiency needs to complete its work, do not need high-precision numerical control system, but considering the general mechanical system to automate production is relatively difficult and very complex to achieve, equipment relatively large. However, these problems can be in a very simple numerical control system in very easy to get a good solution. With the development of micro-computer system, the continuous improvement of performance, large-scale application of the universal application of a simple numerical control system to complete the work in general, the small factories in general can be achieved in full.The processing center, in addition to a milling, spindle installed on a different tool, can also carry out drilling or tapping processing. Therefore, we have adopted the design of the programmes are as follows: feeding system using the inertia of wide speed range DC servo motor, ball screw, double-nut pads adjust preload gap, the rails of a rail line rolling deputy, the main drive system adopts the - Speed Motor.In the design process, I was given the careful guidance of teachers Hsu, To help me collect a lot I can not find the information. Yuan teachers completed the arduous task of teaching, while towing tired of the daily physical, to our work carefully review the situation against us, on a patient, from design to the principles of structure and function, to A lot of guidance, so that we have to design the machine gained a deeper understanding of the same group here also like to thank the enthusiastic help students, the students have always smiling faceof my question, patiently explained to me for some The problem is more clear understanding.Keywords:The overall structure layout Transmission Feed system Main drive system目录1绪论 (2)1.1数控机床的产生及发展 (2)1.2数控机床的组成及分类 (3)1.3数控机床的特点 (3)2设计的主要参数及基本思想 (4)2.1 课题要求 (4)2.2 总结构设计 (4)2.3 铣床总布局的确定 (5)3数铣床的设计和计算 (6)3.1 主传动系统的设计 (6)3.2 进给系统的设计 (9)3.3 进给系统的计算 (10)4 数控系统的介绍及选择 (10)4.1数控及计算机数控 (10)4.2 计算机数控系统的内部工作过程 (10)4.3数控系统的特点 (11)5 夹具的选择及介绍 (11)5.1 数控铣床夹具介绍 (11)5.2 技术要求 (12)5.3 对夹具零部件的要求 (13)结论 (15)致谢 (16)参考文献 (17)1绪论机械制造业是国民经济的支柱产业。
X5032铣床进给系统数控毕业设计.

摘要本次毕业设计主要研究了X5032铣床进给系统数控改造,首先是在图书馆和网上查阅了大量的资料,对X5032铣床有了一个大概的了解,记录了相关的数据,也对要改造的部分改造后的尺寸数据有了一个大致的评估。
再是在改造设计的过程中,通过大量的资料,初定了部分参数,然后根据这些参数计算选用滚珠丝杠副和步进电机,而减速机构只进行了简单的设计。
最后在画图时,借助了CAD等软件工具,并且手绘了一张齿轮零件图。
X5032铣床进给系统改造前与改造后差别不是很大,主要改造的部分就是替换滚珠丝杠和步进电机。
滚珠丝杠部分根据动载荷选取,然后再进行校核,包括刚度和压杆稳定性校核;步进电机是根据初步计算的转矩选取,然后在进行转矩校核,解决频率问题。
至于减速齿轮,考虑到步进电机传动的转矩较小,故可以不进行减速齿轮和轴的校核。
通过进行进给系统的数控改造,使我较深入的了解了铣床进给系统的结构,以及数控方面的相关知识,也确实感受到了对普通机床进行数控改造带来的巨大经济效益。
AbstractThe graduation design mainly studies numerical control reform about feeding system of milling machine X5032.At first,I look up a large amount of material from the library and the Internet and it let me jeneral understanding to milling machine X5032. I write down some data of the machine and also take a rough evaluation of the size and data about the part which will be reformed to.At second,I Preliminarily determine some parameters in the reconstruction design process,then choose the ball screw assembly and stepping motor according to these parameters. And the reduction gear institutions made only simple design.At last,I not noly drawing some figure by the software tools such as CAD,but also hand draw a A1 drawings about reduction gear.There is not a very big difference between transformation of the former and after the transformation of the X5032 milling machine feeding system,and the main part of the reform is to replace the ball screw and stepping motor. The selection of ball screw according to the dynamic load, and then check out, including stiffness and push rod stability checking. Stepping motor is according to the torque of preliminary calculation selection, then check the torque and solving the problem about frequency. As for the reduction gear, considering drive torque of stepping motor is small, so checking for the reduction gear and axis is unnecessary.T hrough CNC transform of feeding system, make me a deep understanding of the structure about milling machine feeding system, also the knowledge about numerical control aspects.I indeed feel that numerical control transform to general-purpose machine tool take us great economic benefits.绪论 (5)1.课题目的与意义 (5)2.研究范围与主要解决问题 (7)1.X5032铣床基本介绍 (8)1.1 定义: (8)1.2 应用范围: (8)1.3 X5032立式铣床主要结构特点: (8)1.4 X5032立式铣床主要技术参数: (9)1.5 应用行业: (9)2.铣削力的计算 (10)2.1 改造后的相关参数 (10)F: (10)2.2计算铣削力c3.滚珠丝杠副设计 (11)3.1 概述 (11)3.1.1 简介 (11)3.1.2 滚珠丝杠副的特点及应用 (11)3.1.3 滚珠丝杠副的结构形式 (12)3.1.4 滚珠丝杠副的精度和性能 (13)3.1.5 滚珠丝杠副计算、选用的基本原则 (14)3.2 X向滚珠丝杠副的设计 (14)F的计算: (14)3.2.1 进给牵引力m3.2.2 最大动负载C的计算 (15)3.2.3 选取滚珠丝杠副 (16)3.2.4 滚珠丝杠副压杆稳定性校核 (16)3.2.5 滚珠丝杠副的临界转速校核 (17)3.2.6 滚珠丝杠副的刚度校核 (18)3.3 Y向滚珠丝杠副的设计 (19)3.3.1进给牵引力*mF的计算: (19)3.3.2 最大动负载*C的计算 (20)3.3.3 选取滚珠丝杠副 (21)3.3.4 滚珠丝杠副压杆稳定性校核 (21)3.3.5 滚珠丝杠副的临界转速校核 (22)3.3.6 滚珠丝杠副的刚度校核 (23)4. 齿轮减速器设计 (25)4.1 概述 (25)4.1.1 齿轮传动优缺点 (25)4.1.2 齿轮传动的分类 (25)4.1.3 齿轮失效形式的介绍 (26)4.1.4 齿轮设计准则 (28)4.1.5 齿轮的材料及其选择原则 (29)4.2 齿轮减速器传动比计算 (31)4.2.1 传动比设计的注意事项 (31)4.2.2 X向齿轮减速器传动比计算 (33)4.2.3 Y向齿轮减速器传动比计算 (36)5 步进电机的计算与选择 (38)5.1 概述 (38)5.1.1 步进电机的特点与种类介绍 (38)5.1.2 步进电机的工作原理 (39)5.1.3应用步进电机时应注意的事项: (41)5.2 X向步进电机的计算与选择 (42)5.2.1 初选步进电机 (42)5.2.2 校核步进电机转矩 (43)5.3 Y向步进电机的计算与选择 (48)5.3.1 初选步进电机 (48)5.3.2 校核步进电机转矩 (50)结论 (56)谢辞 (57)绪论1.课题目的与意义制造业是国民经济和国防建设的基础性产业,先进制造技术是振兴传统制造业的技术支撑和发展趋势,而数控技术是先进制造技术的基础技术和共性技术。
XD-40A立式数控铣床Z向进给系统改进设计
1前言1.1概述科学技术的发展以及世界先进制造技术的兴起和不断成熟,对数控加工技术提出了更高的要求;超高速切削、超精密加工等技术的应用,对数控机床的数控系统、伺服性能、主轴驱动、机床结构等提出了更高的性能指标;FMS的迅速发展和CIMS的不断成熟,又将对数控机床的可靠性、通信功能、人工智能和自适应控制等技术提出更高的要求。
随着微电子和计算机技术的发展,数控系统的性能日益完盖,数控技术的应用颔域日益扩大。
数控铣床是在数控加工中心领域中最具代表性的一种典型机床,在数控机床中所占的比率最大,数控加工中心、柔性制造单元等都是数控铣床基础上派生或发展起来的。
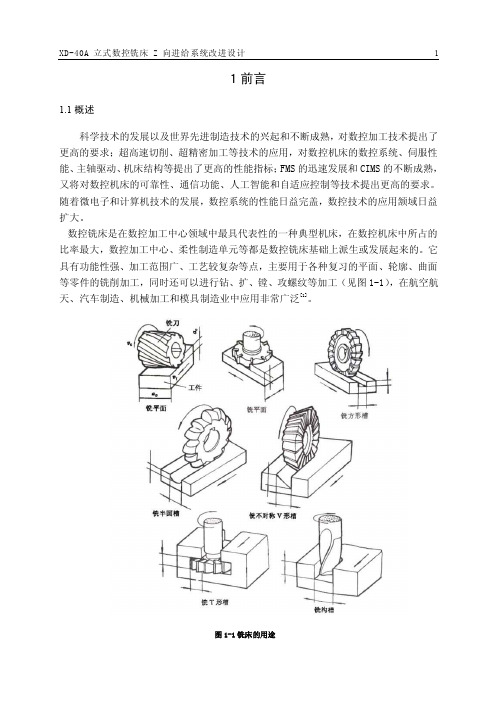
它具有功能性强、加工范围广、工艺较复杂等点,主要用于各种复习的平面、轮廓、曲面等零件的铣削加工,同时还可以进行钻、扩、镗、攻螺纹等加工(见图1-1),在航空航天、汽车制造、机械加工和模具制造业中应用非常广泛[1]。
图1-1铣床的用途1.2数控机床的发展概况1.2.1数控技术的重要地位数控技术是用数字信息对机械运动和工作过程进行控制的技术,是二十世纪后半叶最重要、发展最快的工业技术之一,它以制造过程为对象,以信息技术为手段,以数字坐标方式对运动部件进行位置控制为主要特征,为单件小批量生产的自动化开辟了可行的技术途径,也为现代柔性制造技术奠定了重要的技术基础。
数控机床是以数控技术为代表的新技术对传统制造业和新兴制造业的渗透形成的机电一体化的产品,其技术覆盖很多领域。
现在世界各国制造业广泛采用数控技术,以提高制造能力和水平,提高对动态多变市场的适应能力和竞争能力。
因此,大力发展以数控技术为核心的先进制造技术已成为世界发达国家加速经济发展、提高综合国力和国家地位的重要途径[2]。
1.2.2我国数控机床的发展我国数控机床的发展经历了30年的跌宕起伏,已经由成长期进入成熟期。
2008年年产已达125000台。
我国可供市场的1500种数控机床,覆盖超重型机床、高精度机床、特种加工机床、锻压设备、前沿高技术机床等领域。
铣床数控轴进给系统设计
1 控制型式 的选择和分析
11 开环 进 给伺 服 系统 .
统 的运 动 精 度 主要 取 决 于检 测 装 置 的检 测 精 度 , 也
与传动链的误差无关 , 因此其控制精度高。闭环控制 数控机床的定位精度高 , 但调试和维修都较困难 , 系
成本高。 开环伺服系统 由步进 电动机和步进 电动机驱动 统复杂 , 半闭环 : 半闭环伺服机构是 由比较线路 、 伺服放 线路组成 。 数控装置根据输入指令 , 经过运算发出脉 伺服马达 、 速度检测器和位 置检测器组 成 。 冲指令给步进 电动机驱动线路 ,从而驱动工作 台移 大线路 、 位置 检 测器 装在 丝 杠或 伺 服 马达 的端 部 ,利 用 丝 杠 动 一 定 距离 。这 种伺 服 系 统 比较 简单 , 作稳 定 , 工 容 易掌握使用 , 但精度和速度的提高受到限制 。 只用于 的回转角度间接测 出工作台的位置。常用 的伺服马 达有宽调速直流 电动机 、宽调速交流电动机和电液 光电式脉冲发 开环控制系统的数控机床结构简单 ,成本较低。 伺服马达。位置检测器有旋转变压器、 这种伺服机构所能达到的精度 、 速 但是, 系统对移动部件的实际位移量不进行监测, 也不 生器和圆光栅等。 能进行误差校正。因此, 步进电动机的失步、 步距角误 度和动态特性优 于开环伺服机构 ,为, 依靠链轮轮齿的链节 进给伺服 以数控机床 的各坐标 为控制对象 , 产 的啮合来传递运动和动力 ,链传动时属于带有中间 生机床的切削进给运动。为此 , 要求进给伺服能快速 挠性的啮合传动。 . 调节坐标轴的运动速度 , 并能精确地进行位置控制 。 34 滚 珠 丝杠 螺 母副
磁栅 。
输入 的指令位移值进行 比较 ,用差值对机床进行控 具有较丰富的自诊断、 报警功能。软件伺服是基于微 制, 使移动部件按照实际需要 的位移量运动 , 最终实 处理器 的全数字伺服系统 。其将各种控制方式和不 现移动部件的精确运动和定位。从理论上讲 , 闭环系
数控铣床Z轴进给系统设计(毕业设计论文)
图书分类号:密级:毕业设计(论文)数控铣床Z轴进给系统设计Z-AXIS CNC MILLING MACHINE FEED SYSTEM DESIGN学生姓名学院名称专业名称指导教师20**年5月27日摘要本论文主要研究数控铣床的Z轴进给系统。
数控铣床是数控机床中的典型机床,它对国家的机械行业的发展具有重要的贡献,其加工精度也决定了一个国家的机械行业的发展水平。
其Z轴进给系统主要内容包括进给部件的计算与选用。
进给部件首选滚珠丝杠螺母副,它拥有摩擦损失小、传动效率高、运动平稳、摩擦力小、灵敏度高、低速时无爬行,并且轴向刚度高、反向定位精度高精度稳定性好、磨损小、寿命长、维护简单、传动具有可逆性等特点,对于数控铣床的精确传动提供了保障,使其加工精度精度越来越高。
关键词数控铣床;Z轴进给系统;滚珠丝杠螺母副;AbstractIn this thesis, the Z-axis CNC milling machine feed systems. CNC milling machine is a typical CNC machine tools in the machine bed, its country's machinery industry has an important contribution to the development of its precision also determine a country home level of development of machinery industry. The Z-axis feed system mainly includes the calculation of the feed components with the election use. Feed components preferred ball screw pair, it has friction loss, high transmission efficiency, movement in stability, small friction, high sensitivity, low speed without crawling, and axial stiffness, high precision positioning reverse accuracy, good stability, wear and tear, long life, easy maintenance, transmission characteristics are reversible, the number of controlled milling machine to provide a guarantee for the precise transmission, making it more and more high precision accuracy.Keywords CNC milling machine Z-axis feed system Ball screw pair目录摘要 (I)Abstract (II)1 绪论 (1)1.1 数控铣床 (1)1.1.1 数控铣床的简介 (1)1.1.2数控的加工过程 (1)1.1.3数控铣床的组成 (1)1.1.4 数控铣床的分类 (2)1.1.5 数控铣床的用途和工艺特点 (2)1.2我国的数控产业 (3)1.2.1我国数控产业的现状 (3)1.2.2数控产业发展面临的问题 (3)1.2.3数控产业的发展趋势 (4)1.3数控机床的优点 (4)1.4数控铣床Z轴进给系统的大致整体设计 (6)2 Z轴传动系统的设计 (7)2.1Z轴传动系统的参数设定 (7)2.2数控机床对主传动的要求 (7)2.3数控铣床变速机构形式 (7)2.4主轴的设计 (8)2.4.1主轴材料的选择 (8)2.4.2主轴结构的确定 (8)2.4.3轴的校核计算 (9)2.5齿轮传动的设计计算 (12)2.5.1模数的估算: (13)2.5.2齿轮分度圆直径的计算 (13)2.5.3齿轮宽度B的确定 (14)2.5.4齿轮其他参数的计算 (14)2.5.5齿轮的校核(接触疲劳强度): (14)3 Z轴进给系统总体方案的设计 (15)3.1设计参数 (15)3.2工作原理 (15)3.3总体方案设计 (15)3.3.1 数控系统的选择 (15)3.3.2传动机构的选择 (16)3.3.3联轴器选择 (16)4 主要零部件的计算与选用 (18)4.1Z轴工作载荷分析 (18)4.2 Z轴工作载荷计算 (18)4.3滚珠丝杠螺母副的计算与选用 (18)4.3.1丝杠导程的确定 (18)4.3.2动载荷C计算 (19)4.3.3效率计算 (20)4.3.4滚珠丝杠的精度选择 (20)4.3.5滚珠丝杠的制动 (20)4.4滚珠丝杠螺母副支承的选择 (21)4.5滚珠丝杠螺母副的间隙消除与预紧 (22)4.6轴承的计算与选用 (22)4.6.1轴承初选 (22)4.6.2轴承的计算 (23)4.6.3确定轴承的规格型号 (24)4.7传动系统的刚度计算 (24)4.7.1丝杠拉压刚度KT (24)4.7.2滚珠丝杠螺母副的轴向接触刚度KN (25)4.7.3支承轴承的轴向刚度KH (25)4.7.4丝杠传动的综合拉压刚度K (25)4.8伺服电动机的选择计算 (25)4.8.1确定步进电动机的类型 (25)4.8.2确定脉冲当量 (26)4.8.3最大静态转矩的选择 (26)4.9负载转动惯量的计算 (26)4.9.1工作台折算到丝杠上的转动惯量J (27)J (27)4.9.2丝杠折算到电动机的转动惯量pJ (27)4.9.3传动系统折算到电机轴上的总转动惯量r4.10负载力矩的计算 (27)T (27)4.10.1计算折算到电动机主轴上切削负载力矩CT (27)4.10.2计算折算到电动机上的摩擦负载力矩T (28)4.10.3计算附加负载力矩f4.10.4加速力矩T (28)a4.10.5计算空载时的快进力矩T (28)Kj4.10.6计算切削时的工进力矩T (28)gj4.10.7计算空载启动力矩T (28)q4.10.8确定步进电动机的最大静转矩T (29)s4.11导轨的选择 (29)4.11.1导轨的介绍 (29)4.11.2导轨的参数选取 (30)4.11.3导轨的间隙调整 (31)4.11.4导轨材料与热处理 (32)5主要零件的校核 (33)5.1 滚珠丝杠螺母副的校核 (33)5.1.1 滚珠丝杠螺母副临界转速的校核 (33)5.1.2滚珠丝杠螺母副寿命的校核 (33)结论 (34)致谢 (35)参考文献 (36)谢谢朋友对我文章的赏识,充值后就可以下载此设计说明书(不包含CAD图纸)。
毕业设计论文—数控车床进给系统的设计-精品

XXX大学本科生毕业论文数控车床进给系统设计院(系):机电工程学院专业:机械设计制造及其自动化学号:********学生姓名:XXX指导教师:XXX讲师2010年6月专业文档尽在我主页摘要数控技术和数控设备是制造工业现代化的重要基础。
数控车床是机械和电子技术的相结合的产物,它的机械结构随着计算机技术在车床上的普及及应用,以及对车床性能提出的更高的技术要求,而逐步发展变化。
与普通车床的工艺相比较,数控车床工艺装备的制造精度更高、灵活性好、适应性更强,其自动化程度更高。
本课题主要是设计一台小型数控车床的进给系统,也设计了与该进给系统相配的数控车床的其它结构,使之成为一台桌面型数控车床,该车床是一台简易数控车床,具有尺寸小,切削速度高等特点。
本文对桌面型数控车床的基本结构、基本尺寸进行了详细的设计、计算,提出了桌面型数控车床的控制方案,并利用UG NX5对桌面型数控车床的结构进行三维建模,以便更直观地展现设计思想和装配及运动仿真;然后对在设计中选择的各种零件中的典型零件进行校核计算,保证设计的可靠性。
关键词:数控车床;进给系统;高速切削专业文档尽在我主页ABSTRACTCNC technology and CNC equipment are among the most important foundations for the modernizing of the manufacturing industry. CNC lathe machine tool is a kind of machine that combines electronic technology and mechanical technology. Its mechanical structure evolves gradually with the wide application of computer technology on lathe and the higher and higher requirements of the performance of lathe. Compared with conventional lathe, CNC lathe has a better precision, a better flexibility and a better adaptability, and also more automated.The issue is to design the feeding system of a small CNC lathe, yet it also has the design of the corresponding overall structure and system for the feeding system of the lathe machine, making it a desktop CNC lathe. The lathe is a simple CNC lathe, small in size, and high cutting speed feature the machine.The detailed and in depth design and calculation of the basic structure and size of the desktop CNC lathe is included in this paper. The controlling solution for the desktop CNC lathe is also designed in this paper. A 3D modeling of the desktop CNC lathe is done using UG NX5 to get a more intuitive display of the designing idea and also to present the total assembly and the motion simulation. Then some check calculation is done to the typical components among all the components selected to ensure the reliability of the design.Key words: CNC lathe;feed system;high-speed cutting专业文档尽在我主页目录第1章绪论 (1)1.1本课题的研究背景 (1)1.1.1 数控系统发展简史 (1)1.1.2 国内数控机床状况分析 (1)1.1.3 数控系统的发展趋势 (1)1.1.4 国外先进机床介绍 (2)1.2论文主要研究内容 (4)第2章数控车床总体方案设计 (6)2.1引言 (6)2.1.1 数控机床工作原理及组成 (6)2.2技术指标及设计参数确定 (6)2.3数控车床总体结构方案 (9)2.3.1总体结构方案设计 (9)2.3.2数控车床进给伺服系统概述及设计 (9)2.3.3 进给系统的传动机构概述及设计 (11)2.3.4 控制系统设计 (15)2.3.5基本尺寸的确定 (17)2.4本章小结 (18)第3章数控车床机械本体设计 (19)3.1引言 (19)3.2横向进给系统设计 (19)3.2.1 横向进给系统详细设计 (19)3.2.2 横向进给传动系统设计与选择 (21)3.2.3横向进给伺服电机选择 (22)3.3纵向进给系统设计 (23)专业文档尽在我主页3.3.1 纵向进给系统详细设计 (23)3.3.2纵向进给传动系统设计与选择 (24)3.3.3纵向进给伺服电机选择 (24)3.4主轴设计 (25)3.5刀架、尾座与机体设计 (27)3.6UG NX5 软件介绍 (29)3.7总体建模 (30)3.8本章小结 (32)第4章安全性计算与校核 (33)4.1引言 (33)4.2滚珠丝杠副的校核 (33)4.2.1滚珠丝杠的轴向刚度校核 (33)4.2.2滚珠丝杠的挠度校核 (34)4.2.3滚珠丝杠的寿命计算 (36)4.3直线滚动导轨副校核 (37)4.3.1 直线光轴的挠度校核 (37)4.3.3 直线轴承的寿命校核 (38)4.4轴承校核 (39)4.5 本章小结 (41)结论 (42)参考文献 (43)致谢 (45)专业文档尽在我主页第1章绪论1.1本课题的研究背景1.1.1 数控系统发展简史1946年诞生了世界上第一台电子计算机,这表明人类创造了可增强和代替脑力劳动的工具。
数控轴类零件加工工艺设计毕业论文
数控轴类零件加工工艺设计毕业论文一、引言数控加工技术的快速发展使得数控机床在零件加工领域得到广泛应用。
数控机床的出现,不仅提高了加工效率和精度,还极大地拓宽了零件加工的范围。
其中,数控轴类零件加工工艺设计是数控加工技术的重要组成部分,具有重要的理论和实践意义。
二、数控轴类零件加工工艺设计的基本原理1.分析零件的加工要求:包括形状、尺寸、精度要求等。
根据零件的特点确定加工方法和加工工序。
2.选择机床和刀具:根据零件的特点选择合适的数控机床和刀具。
考虑零件的材料、切削力等因素,选择刀具的材料、结构和刀具槽型。
3.确定切削参数:根据零件的加工要求和机床的性能特点,确定合适的切削速度、送进速度和退刀量。
同时还要考虑刀具的刚性和切削液的使用。
4.编写数控程序:根据零件的几何特征和加工工艺要求,编写数控程序。
程序设计要考虑刀具路径、插补方式和切削参数等因素。
5.制定工艺路线:根据加工工艺要求和数控程序,制定合理的加工工艺路线。
包括加工顺序、夹持方式、工装设计等。
三、数控轴类零件加工工艺设计的关键技术1.精确的数控加工参数的确定:数控加工参数的合理选择对于保证零件的加工质量至关重要。
需要综合考虑切削速度、进给速度、刀具和工件材料等因素,通过试切试验、仿真分析等方式来确定最佳加工参数。
2.精确的数控程序编写:数控程序编写要准确描述刀具路径和加工顺序,确保零件加工的精度和表面质量。
对于复杂零件,需要灵活运用数学建模和CAD/CAM技术,提高编写效率和程序的可读性。
3.合理的加工工艺路线制定:加工工艺路线的制定要考虑机床的性能特点、加工效率和成本等因素。
通过工艺路线优化和模拟仿真,可以提高加工效率和降低加工成本。
四、数控轴类零件加工工艺设计实例分析以轴承座加工为例,介绍数控轴类零件加工工艺设计的具体步骤和关键技术。
1.分析零件的加工要求:轴承座是一种重要的轴类零件,其加工要求主要包括外形尺寸和精度要求。
根据加工要求,确定先进行铣削再进行车削的加工工序。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图书分类号:密级:毕业设计(论文)数控铣床Z轴进给系统设计Z-AXIS CNC MILLING MACHINE FEED SYSTEM DESIGN学生姓名学院名称专业名称指导教师20**年5月27日摘要本论文主要研究数控铣床的Z轴进给系统。
数控铣床是数控机床中的典型机床,它对国家的机械行业的发展具有重要的贡献,其加工精度也决定了一个国家的机械行业的发展水平。
其Z轴进给系统主要内容包括进给部件的计算与选用。
进给部件首选滚珠丝杠螺母副,它拥有摩擦损失小、传动效率高、运动平稳、摩擦力小、灵敏度高、低速时无爬行,并且轴向刚度高、反向定位精度高精度稳定性好、磨损小、寿命长、维护简单、传动具有可逆性等特点,对于数控铣床的精确传动提供了保障,使其加工精度精度越来越高。
关键词数控铣床;Z轴进给系统;滚珠丝杠螺母副;AbstractIn this thesis, the Z-axis CNC milling machine feed systems. CNC milling machine is a typical CNC machine tools in the machine bed, its country's machinery industry has an important contribution to the development of its precision also determine a country home level of development of machinery industry. The Z-axis feed system mainly includes the calculation of the feed components with the election use. Feed components preferred ball screw pair, it has friction loss, high transmission efficiency, movement in stability, small friction, high sensitivity, low speed without crawling, and axial stiffness, high precision positioning reverse accuracy, good stability, wear and tear, long life, easy maintenance, transmission characteristics are reversible, the number of controlled milling machine to provide a guarantee for the precise transmission, making it more and more high precision accuracy.Keywords CNC milling machine Z-axis feed system Ball screw pair目录摘要 (I)Abstract (II)1 绪论 (1)1.1 数控铣床 (1)1.1.1 数控铣床的简介 (1)1.1.2数控的加工过程 (1)1.1.3数控铣床的组成 (1)1.1.4 数控铣床的分类 (2)1.1.5 数控铣床的用途和工艺特点 (2)1.2我国的数控产业 (3)1.2.1我国数控产业的现状 (3)1.2.2数控产业发展面临的问题 (3)1.2.3数控产业的发展趋势 (4)1.3数控机床的优点 (4)1.4数控铣床Z轴进给系统的大致整体设计 (6)2 Z轴传动系统的设计 (7)2.1Z轴传动系统的参数设定 (7)2.2数控机床对主传动的要求 (7)2.3数控铣床变速机构形式 (7)2.4主轴的设计 (8)2.4.1主轴材料的选择 (8)2.4.2主轴结构的确定 (8)2.4.3轴的校核计算 (9)2.5齿轮传动的设计计算 (12)2.5.1模数的估算: (13)2.5.2齿轮分度圆直径的计算 (13)2.5.3齿轮宽度B的确定 (14)2.5.4齿轮其他参数的计算 (14)2.5.5齿轮的校核(接触疲劳强度): (14)3 Z轴进给系统总体方案的设计 (15)3.1设计参数 (15)3.2工作原理 (15)3.3总体方案设计 (15)3.3.1 数控系统的选择 (15)3.3.2传动机构的选择 (16)3.3.3联轴器选择 (16)4 主要零部件的计算与选用 (18)4.1Z轴工作载荷分析 (18)4.2 Z轴工作载荷计算 (18)4.3滚珠丝杠螺母副的计算与选用 (18)4.3.1丝杠导程的确定 (18)4.3.2动载荷C计算 (19)4.3.3效率计算 (20)4.3.4滚珠丝杠的精度选择 (20)4.3.5滚珠丝杠的制动 (20)4.4滚珠丝杠螺母副支承的选择 (21)4.5滚珠丝杠螺母副的间隙消除与预紧 (22)4.6轴承的计算与选用 (22)4.6.1轴承初选 (22)4.6.2轴承的计算 (23)4.6.3确定轴承的规格型号 (24)4.7传动系统的刚度计算 (24)4.7.1丝杠拉压刚度KT (24)4.7.2滚珠丝杠螺母副的轴向接触刚度KN (25)4.7.3支承轴承的轴向刚度KH (25)4.7.4丝杠传动的综合拉压刚度K (25)4.8伺服电动机的选择计算 (25)4.8.1确定步进电动机的类型 (25)4.8.2确定脉冲当量 (26)4.8.3最大静态转矩的选择 (26)4.9负载转动惯量的计算 (26)4.9.1工作台折算到丝杠上的转动惯量J (27)J (27)4.9.2丝杠折算到电动机的转动惯量pJ (27)4.9.3传动系统折算到电机轴上的总转动惯量r4.10负载力矩的计算 (27)T (27)4.10.1计算折算到电动机主轴上切削负载力矩CT (27)4.10.2计算折算到电动机上的摩擦负载力矩T (28)4.10.3计算附加负载力矩f4.10.4加速力矩T (28)a4.10.5计算空载时的快进力矩T (28)Kj4.10.6计算切削时的工进力矩T (28)gj4.10.7计算空载启动力矩T (28)q4.10.8确定步进电动机的最大静转矩T (29)s4.11导轨的选择 (29)4.11.1导轨的介绍 (29)4.11.2导轨的参数选取 (30)4.11.3导轨的间隙调整 (31)4.11.4导轨材料与热处理 (32)5主要零件的校核 (33)5.1 滚珠丝杠螺母副的校核 (33)5.1.1 滚珠丝杠螺母副临界转速的校核 (33)5.1.2滚珠丝杠螺母副寿命的校核 (33)结论 (34)致谢 (35)参考文献 (36)谢谢朋友对我文章的赏识,充值后就可以下载此设计说明书(不包含CAD图纸)。
我这里还有一个压缩包,里面有相应的word说明书(附带:外文翻译)和CAD图纸。
需要压缩包的朋友联系QQ客服1:1459919609或QQ客服2:1969043202。
需要其他设计题目直接联系!!!1 绪论1.1 数控铣床1.1.1 数控铣床的简介科学技术的发展以及世界先进制造技术的兴起和不断成熟,对数控加工技术提出了更高的要求;超高速切削、超精密加工等技术的应用,对数控机床的数控系统、伺服性能、主轴驱动、机床结构等提山了更高的性能指标;FMS的迅速发展和CIMS的不断成熟,又将对数控机的可靠性、通信功能、人工智能和自适应控制等技术提出更高的要求。
随着微电子和计算机技术的发展,数控系统的性能日益完盖,数控技术的应用领域日益扩大。
数控铣床是在数控加丁中心领域中最具代表性的一种典型机床,在数控机床中所占的比率最大,数控加工中心、柔性制造单元等都是数控铣床基础上派生或发展起来的。
它具有功能性强、加工范围广、工艺较复杂等特点,主要用于各种复杂的平面、轮廓、曲面等零件的铣削加工,同时还可以进行钻、扩、镗、攻螺纹等加工,在航空航天、汽车制造、机械加工和模具制造业中应用非常广泛。
1.1.2数控的加工过程数控车床加工零件的主要过程主要包括一下内容:(1)根据被加工零件的图样与工作方案,用规定的代码与程序格式,将刀具的移动轨迹、加工工艺过程、工艺参数、切削用量等编写成数控系统能够识别的指令形式,即编写加工程序。
(2)将所编写的加工程序输入数控装置。
(3)数控装置对输入的程序(代码)进行译码、运算处理,并像各坐标轴的伺服驱动装置和辅助功能控制装置发出相应的控制信号,以控制车床各部件的运动。
(4)在运动过程中,数控系统需随时检测车床坐标轴的位置、行程开关的状态等,并与程序的要求相比较,以决定下一步动作,直到加工出合格的零件。
(5)操作者随时对车床的加工情况、工作状态进行观察和检查,必要时还需要对车床动作和加工程序进行调整,以保证车床安全、可靠的运行。
1.1.3数控铣床的组成数控铣床一般由数控系统、机床基础部件、主轴箱、进给伺服系统及辅助装置等几大部分组成。
(1)数控系统数控系统是机床运动控制的中心,通常数控铣床都配有高性能、高精度、集成软件的微机数控系统,具有直线插补、圆弧插补、刀具补偿、固定循环、用户宏程序等功能,能完成绝大多数的基本铣削以及镗削、钻削、攻螺纹等循环加工。
(2)机床基础部件通常是指底坐、立柱、工作台、横梁等,是整个机床的基础和框架。
(3)主轴箱包括主轴箱和主轴传动系统,用于装刀具并带动刀具旋转、主传动大多采用专用的无级调速电动机驱动。
(4)进给伺服系统由进给电动机和进给执行机构组成,按照程序设定的进给速度实现刀具和工件之间的相对运动,其主轴垂直方向进给运动及工作台的横向和纵向进给运动均由各自的交流伺服电机来驱动。
(5)辅助装置包括液压、气动、润滑、冷却系统和排屑、防护等装置。
1.1.4数控铣床的分类数控铣床品种繁多,规格不一,可按通用铣床的分类方法分为以下3类:(1)数控立式铣床:数控立式铣床主轴轴线垂直于水平面,这种铣床占数控铣床的大多数,应用范围也最广。
日前三坐标数控立式铣床占数控铣床的大多数,一般可进行三轴联动加工。
(2)卧式数控铣床:卧式数控铣床的主轴轴线平行于水平面。
为了扩大加工范同和扩充功能,卧式数控铣床通常采用增加数控转台或万能数控转台的方式来实现四轴和五轴联动加工。
这样既可以加工工件侧面的连续同转轮廓,又可以实现在一次装夹中通过转台改变零件的加工位置也就是通常所说的工位,进行多个位置或工作面的加工。
(3)立卧两用转换铣床:这类铣床的主轴可以进行转换,可在同一台数控铣床上进行立式加工和卧式加工,同时具备立卧式铣床的功能。