用AutoLISP程序设计盘形齿轮铣刀渐开线齿形
基于AutoLISP的渐开线圆柱齿轮参数化设计及绘图系统

k y ”l ”v le ” ” } e = fl ;au = 5 ; i| :di bx Fra bibliotek t o—
{ bl” 轮 1z) ;dtwdh 8 k y ”l ; le 齿 a = (1: e i it= ; e=z” l ” _
:di bx e t o
—
{ b l” 轮 2 z ) ;dt it= ; ky ”2 ; le 齿 a : (2 : e iw dh 8 ” _ e= z”}
图程 序设 计 , 包括 尺 寸驱 动程 序 , 鼠标 拖 动程 序等 。另一 个
A t IP的 典 应 用 就 是 利 用 A tC D提 供 的 P B模 块 构 成 u LS o uo A D D L Dao o t lL nug ) C ( i g C nr agae 文件 创 建 自己 的对 话 框 。 l o
} :w { r o
:o e bxd
~
clm { bl” ou nl e 齿轮 参 数 输 入 :; a = ”
: p p lt f bl” 轮 旋 向 : ”lt” 旋\ 右旋 i” p u—i l e:齿 o s a ;s 左 n i= n;
k y ”u n ;au = 0 ; dh 0; e = tr ” v le ” ” wit=1 )
ky f bl” 轮 啮 合 中 心 距 : ;dtwi t =8; e = le 齿 a = ”e i dh
_
:di bx e t o
—
作全局 选择性 改 变的 程序 事实 上 , 以用 A tLS 可 u IP编制任 o 何 程序 , 或把它嵌 入到菜单 中 , 这样定制 的系统会取得 更高 的 效率 自从 A tLS 嵌入 到A t A uo IP uo D以后 , C 使仅 仅作为交互式冈 形编辑软件 的 A t A uo D变成能真正进行计算机辅助设计 、 C 绘图
基于AutoLISP的模拟滚齿以及滚刀齿形验证

基于AutoLISP的模拟滚齿以及滚刀齿形验证作者:刘冀来源:《山东工业技术》2016年第03期摘要:滚齿是齿轮加工中常用的加工手段,滚刀的设计通常要直到滚刀制造完成、滚齿加工完成后才有结论。
本文探索了一种对于齿轮的生产厂家进行滚刀齿形验证的方法,可以在滚刀设计出来后得到齿轮需要的信息。
关键词:滚刀;AutoLISP;齿形验证DOI:10.16640/ki.37-1222/t.2016.03.1981 问题的提出我司进行齿轮加工已经有10余年之久,滚刀作为重要的齿轮加工刀具,具有较强的专业性,因此我司一直在专业厂家外购滚刀。
这些外购滚刀不时有一些设计的问题,这些问题只有在加工产品后才能暴露出来,将刀具进行返修将在瞬息万变的市场中浪费更多时间。
经过一段时间的摸索,掌握了使用AutoCAD自带编程软件AutoLISP,模拟滚刀的切削过程,得到虚拟的产品,并在虚拟的产品上获得各种有效的信息。
经过实验,能在滚刀制造之前就发现设计的问题,时间和质量的浪费。
2 问题的建模与优化设齿轮的齿数是Zp,滚刀的头数是Zh,按照范成法,齿轮转速和滚刀的转速之间的比值应该为:式中:ωp——齿轮转速;ωl——滚刀转速;设滚刀的容屑槽数为N,在滚刀旋转一周的过程中,共有N个刀具的前刀面对于齿轮进行切削,即在齿轮旋转一周的过程中,总的切削次数为:C=ωlN=ωpN=ZpN此外,滚刀的切削刃呈螺旋线分布在滚刀的一周,对于单头滚刀来说,滚刀运动一周,刚好相当于切削刃往其螺纹线方向的相反方向运动一个齿距p,即在每一次切削时,切削刃等效运动距离为:两次切削,滚刀的旋转角度为:两次切削,工件的旋转角度为:模拟中,可以假设工件不动,滚刀除了自身的自转外,围绕工件进行公转,即每一次切削时,公转角度为:切削的过程简化为刀具前刀面的运动过程,每一次范成中,前刀面先进行θh1的自转,即往轴向方向上运动m的距离,并围绕工件中心进行θh2的公转。
3 程序的编制程序分为三个部分:第一部分输入工件信息,刀具选定(defun c:hob_verify()(setqw_t_n (getint “\n输入齿轮齿数:"))(setqh_f_n (getint “\n输入滚刀容屑槽数:”))(setq module (getreal “\n输入齿轮法向模数:”))(setqpitch_radius (/ (* w_t_n module) 2))(setqdt (+ dt (/ 360.0 (* w_t_nh_f_n))))(setq object (ssget))(setqw_c (getpoint “\n指定工件中心"))(setqt_t (getreal “\n输入齿轮分度圆齿厚:”))(setq p0 (list 500 500 0))(setqh_p1 (getpoint “\n寻找刀具轨迹\n请击刀具槽曲线左边的第一点(不含圆弧)”))(setqh_p2 (getpoint “\n点击刀具槽曲线左边的第二点(不含圆弧)”))(setqh_p3 (getpoint “\n点击刀具槽曲线右边的第一点(不含圆弧)”))(setqh_p4 (getpoint “\n点击刀具槽曲线右边的第二点(不含圆弧)”))第二部分:寻找移动刀具的中心点,即刀具进给到合适的位置(setq x1 (car h_p1))(setq y1 (cadrh_p1));寻找刀具轮廓左边直线第一个点(setq x2 (car h_p2))(setq y2 (cadrh_p2));寻找左边直线第二个点(setq x3 (car h_p3))(setq y3 (cadrh_p3));寻找右边直线第一个点(setq x4 (car h_p4))(setq y4 (cadrh_p4));寻找右边直线第二个点(setq a1 (/ (- y2 y1)(- x2 x1)))(setq a2 (/ (- y4 y3)(- x4 x3)))(setq b1 (- y1 (* a1 x1)))(setq b2 (- y3 (* a2 x3)));计算两侧刀具直线(setq x0 (/ (- b2 b1)(- a1 a2)))(setq y0 (/ (- (* a1 b2)(* a2 b1))(- a1 a2)));(setq y0 (+ y0 (/ (* t_t a2) 2)));计算满足齿厚要求的实际切削刀具位置(setq hob_p0 (list x0 y0 0));计算刀具移动起点(setqhob_move (list (car w_c)(+ (cadrw_c)(/ (* module w_t_n) 2))0));获得刀具移动终点(command “move” object ““ hob_p0 hob_move);刀具曲线偏移第三部分:切削模拟(while ((command “copy” object ““ p0 p0)(setqti (+ tidt))(setqtr ( * (/ ti 180.0) pi));计算每一次刀具自转值(setq dl ( * (/ (* module w_t_n) 2) tr))(setqpp (list (- (car p0) dl)(cadr p0)));每一次刀具曲线移动值(command “move” (entlast)““ p0 pp)(command “rotate” (entlast)““ w_c (- ti));每一次刀具曲线公转值))直齿圆柱齿轮模拟切削举例步骤:(1)查看滚刀图纸中显示的零件参数及滚刀参数列表。
利用AutoLISP语言实现渐开线齿轮齿廓的参数化绘制

本 文利用 A tLS uo IP语言 编写 了绘 制渐开线 齿轮齿 廓及 三维实 体 形成 的程序 , 根据展成 法的切齿原理( 如图 1 , )利用齿 条插刀动态仿 真 加工齿廓和生成标 准渐开线齿轮 的方法 , 实现齿轮的参数化绘制
a展成法加工齿 轮 ) b完成齿轮齿廓 ) 图 3齿 轮 齿 廓 形 成 图 () 割轴孑 4切 L 创建 圆柱 , 并与 以上齿轮做差集( 用齿轮减 去轴孑 圆柱 ) 完成全部 L , 建模 过 程 。 仿真程序略 。 2 绘制渐开线齿轮三维实体造 型 _ 3 在输 入参数 动态 加工 出渐开线 齿廓 的基础 上 ,程序 中采用 “x e— t d” r e命令生成一个三维标准齿轮。 由主程序 中输入建立三维齿轮的 u 再 系列参数 , : 轮宽度 、 如 齿 轴径 、 键槽 尺寸 、 轮辐宽度 、 轮毂 半径等 尺 寸, 编程 中采 用 “i l” “xrd ” “u t c” “yid r等命令 进行 布 cr e 、 et e 、sbr t、cl e” c u a n 尔“ ” 算 来 实 现 添 加 其 它 结 构 , 差 运 最终 完成 齿 轮 的三 维 造 型 。 仿真程序略。
参 考 文 献 [] 1 肖莉. 于 Auo IP渐开线齿轮 三维 实体的参数化设 计[] 基 tLS I 制 造 业 自化 。 1(0: 7 9 2 01) 9 —19 0 1 [ 唐觉明. 于 Auo IP技 术的渐 开线齿轮参数化三 维设 计[] 2] 基 tLS J 煤 矿机 械 ,0 91) 0 — 1 2 0 (0: 9 2 2 1 图 2A T HS U O P流 程 图 2 . 2渐开线齿轮齿廓二维图形的绘 制 基于 上述 齿 轮展 成法 原 理 ,使用 A tLS uo IP语 言编 制 程序 名 为 C iu .p应用程序。首先 , Auo A hL n1 s 在 t D中加载该程序 , C 然后 , 运行名为 C iu hL n的 dfn函数 , 入所需 的参数后 , e u 输 程序将 自行完成计算 并在屏 幕上 自动演示渐开线齿轮展成过程。
基于AutoCAD渐开线直齿圆柱齿轮的三维建模方法
渐开线齿轮是各种机械传动中的常用零件,工程人员在设计中经常需要创建齿轮三维模型。
由于渐开线齿轮端面齿廓为渐开线,而且轮齿厚度与齿轮模数相关,所以用AutoCAD建立渐开线圆柱齿轮三维模型十分困难。
目前,国内多采用模拟切削加工方法进行齿轮三维建模,但该方法比较复杂,一般设计人员难以做到,而且对硬件要求较高。
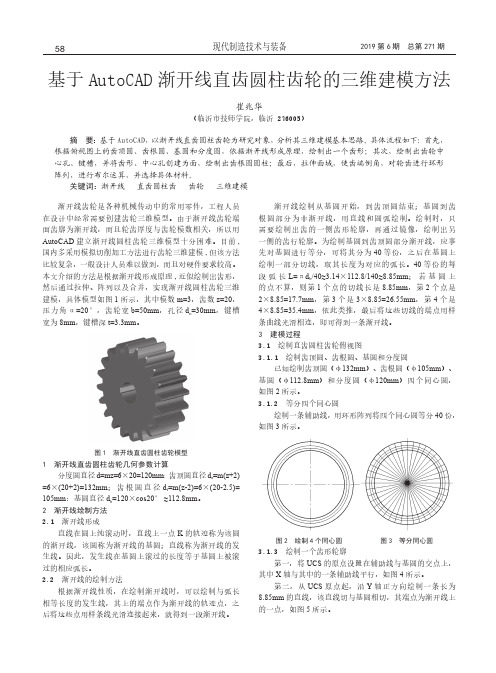
本文介绍的方法是根据渐开线形成原理,近似绘制出齿形,然后通过拉伸、阵列以及合并,实现渐开线圆柱齿轮三维建模,具体模型如图1所示,其中模数m=3,齿数z=20,压力角α=20°,齿轮宽b=50mm,孔径d n=30mm,键槽宽为8mm,键槽深t=3.3mm。
图1 渐开线直齿圆柱齿轮模型1 渐开线直齿圆柱齿轮几何参数计算分度圆直径d=mz=6×20=120mm:齿顶圆直径d a=m(z+2) =6×(20+2)=132mm;齿根圆直径d f=m(z-2)=6×(20-2.5)= 105mm:基圆直径d b=120×cos20°≈112.8mm。
2 渐开线绘制方法2.1 渐开线形成直线在圆上纯滚动时,直线上一点K的轨迹称为该圆的渐开线,该圆称为渐开线的基圆;直线称为渐开线的发生线。
因此,发生线在基圆上滚过的长度等于基圆上被滚过的相应弧长。
2.2 渐开线的绘制方法根据渐开线性质,在绘制渐开线时,可以绘制与弧长相等长度的发生线,其上的端点作为渐开线的轨迹点,之后将这些点用样条线光滑连接起来,就得到一段渐开线。
渐开线绘制从基圆开始,到齿顶圆结束;基圆到齿根圆部分为非渐开线,用直线和圆弧绘制。
绘制时,只需要绘制出齿的一侧齿形轮廓,再通过镜像,绘制出另一侧的齿行轮廓。
为绘制基圆到齿顶圆部分渐开线,应事先对基圆进行等分,可将其分为40等份,之后在基圆上绘制一部分切线,取其长度为对应的弧长。
40等份的每段弧长L=πd b/40≈3.14×112.8/140≈8.85mm;若基圆上的点不算,则第1个点的切线长是8.85mm,第2个点是2×8.85=17.7mm,第3个是3×8.85=26.55mm,第4个是4×8.85=35.4mm,依此类推,最后将这些切线的端点用样条曲线光滑相连,即可得到一条渐开线。
如何利用AutoLISP及DCL开发渐开线绘制程序

如何利用AutoLISP及DCL开发渐开线绘制程序摘要:汽发机的定子线圈端部是某渐开线的其中一段,在进行线圈的二维图绘制时,由于AutoCAD没有绘制渐开线的功能,采用传统的逐点描图法,尺寸准确度不足,绘图效率也不高。
AutoLISP的优点在于其程序中几乎可以引用AutoCAD的所有功能,进行图形处理的自动化;缺点是解释执行,程序运行速度较慢。
本文即是基于AutoCAD强大的二次开发兼容性,利用AutoLISP语言及DCL语言编写渐开线绘制脚本,以期提高绘图效率。
关键词:AutoCAD;AutoLISP;DCL;渐开线;菜单;工具栏引言因AutoCAD中没有绘制渐开线的命令,而汽发机定子线圈端部形状为渐开线,采用传统逐点绘制法,准确度不高,效率也很低。
通过加载本文编写的脚本程序直接绘制出标准的渐开线,并截取实际所需的渐开线段,可准确绘制汽发机定子线圈端部展开图,提高绘图效率。
1 渐开线绘制程序思路把渐开线划分成极微小的曲线段,每段用一小段云形线代替,以大量的微小云形线模拟曲线。
1.1 脚本加载渐开线脚本程序源码(jkx.lsp)如下:(defun C:jkx()(setq pi1(/ pi 180))(setq po0(getpoint " \n 请输入中心点<0,0>:"))(if(= po0 nil)(setq po0(list 0 0 0)))(setq d(getreal "\n 请输入分度圆直径<100>:"))(if(= d nil)(setq d 100))(setq step(getreal "\n 渐开线精度<1>:"))(if(= step nil)(setq step 1))(setq angle(getreal "\n 渐开线终止角度<360>:"))(if(= angle nil)(setq angle 360))(setq rd(/ d 2))(setq os(getvar "osmode"))(setvar "osmode" 0)(command "ucs" "O" po0)(command "circle" "0,0" rd)(setq st 0)(setq x rd)(setq y 0)(setq xy(list x y))(command "spline" xy)(while(<= st angle)(setq str(* pi1 st))(setq x(* rd(+(cos str)(* str(sin str)))))(setq y(* rd(-(sin str)(* STR(cos str)))))(setq xy(LIST x y))(command xy)(setq st(+ st step)))(command "")(command "")(command "")(setvar "osmode" os)(command "ucs" "P"))使用方法:打开记事本或其它文本文件,输入以上程序代码后保存为jkx,并将文件扩展名修改为.lsp。
基于AUTOLISP的渐开线齿轮的设计

Designing an Involuted Gear Based on AUTOLISP 作者: 李艳;张海涛
作者机构: 北京印刷学院信息与机电工程学院,北京102600
出版物刊名: 北京印刷学院学报
页码: 13-14页
主题词: 齿轮;渐开线;AUTOLISP;3DCAD;AutoCAD
摘要:渐开线作为齿轮的齿廓非常广泛。
在使用AU—TOCAD绘制渐开线齿轮时,尽管AUTOCAD有很强的绘图功能,但其基本命令还是无法直接画出真实的渐开线。
内嵌在AUTOCAD中的AUTOLISP语言是比较简单的,用AUTOLISP语言编制好的齿轮渐开线程序在AUTO-CAD中加载和调用。
就可以快速准确地绘制出渐开线圆柱齿轮的齿廓形状,再经过环形阵列和拉伸等操作就得到了完整的齿轮实体模型。
盘形齿轮铣刀渐开线齿形数控磨削仿真研究
渐开线齿形 , 变位系数为 0 。
一
、
,
少数简单功能 , 渐开线插补功能越来越多的应用 于各种场合 。以
渐开线盘形齿轮铣刀( 内齿 ) 为例, 根据渐开线计算的理论公式I 1 ,
图1 渐开线齿轮铣 刀齿形 图
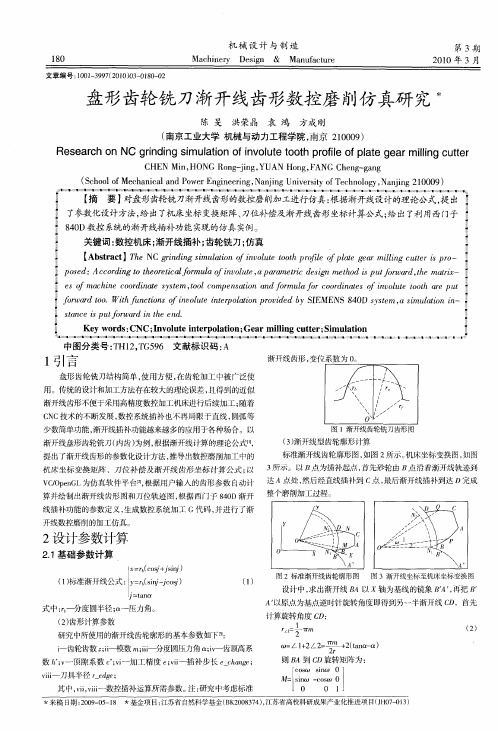
() 3渐开线型齿轮廓形计算 标准渐开线齿轮廓形图, 如图 2 所示。 机床坐标变换图, 如图
p sd Acodn ot oei lomu noue口 aa er ei ehdip tow r, a i一 : oe : crigt h rtafr l o vlt,p rm tcds nm to ufrad em tx e c a fi i g s r
e c iec odn ess m. o cm est na df m l f o ri e o v lt t t aep t ÷ so mahn oria yt t f o p na o n o ua o codn s fi ou o hr u f t e o i r r t a n e o fr adt . t fn t n vl据 it p l i rv e ySE N 4 D ss m. i ua o n : ow r o Wi u ci so i o o h o f n u ne o o po i db I ME S8 0 yt asm l ini一 r a n t d e t
C E n H N ogj gY A o gF N h n - ag H N Mi, O G R n -i , U N H n ,A G C eg gn n
( c ol f e hncl n o e nier g N nigU i r t o T c n l yN nig2 0 0 ) S ho o c a i dP w r g ei , aj n es y f eh oo , aj 10 9 M aa E n n n v i g n
应用Autolisp语言实现圆锥齿轮参数化自动绘图
引言
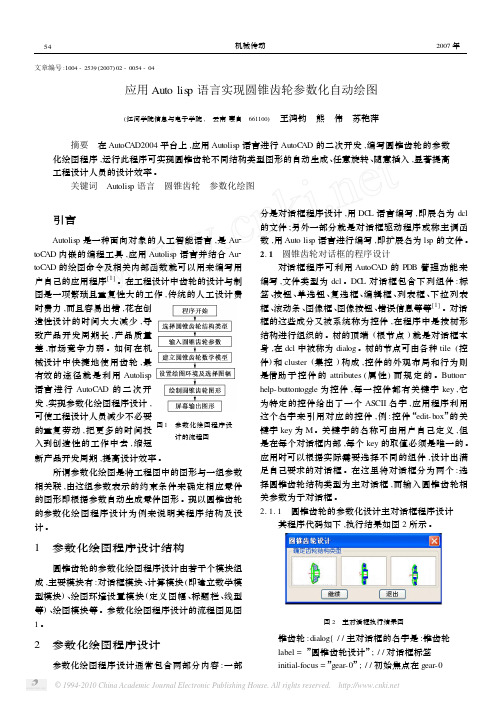
Autolisp 是一种面向对象的人工智能语言 ,是 Au2 toCAD 内嵌的编程工具 ,应用 Autolisp 语言并结合 Au2 toCAD 的绘图命令及相关内部函数就可以用来编写用 户自己的应用程序[1] 。在工程设计中齿轮的设计与制 图是一项繁琐且重复性大的工作 ,传统的人工设计费 时费力 ,而且容易出错 ,花在创 造性设计的时间大大减少 ,导 致产品开发周期长 ,产品质量 差 ,市场竞争力弱 。如何在机 械设计中快捷地使用齿轮 ,最 有效的途径就是利用 Autolisp 语言 进 行 AutoCAD 的 二 次 开 发 ,实现参数化绘图程序设计 , 可使工程设计人员减少不必要 的重复劳动 ,把更多的时间投 图 1 参数化绘图程序设
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
用AutoLISP程序设计盘形齿轮铣刀渐开线齿形
来源:数控机床网 作者:数控车床 栏目:行业动态
摘要:介绍了用AutoCAD 内嵌的AutoLISP 程序设计盘形齿轮铣刀渐开线齿形的原理及方法,并给出了设计实例。
图1
盘形齿轮铣刀截形 1 引言
图1所示的盘形齿轮铣刀结构简单、使用方便,被广泛用于中、小模数齿轮的小批量加工或修配。
但由于这种铣刀渐开线齿形的设计和加工存在较大理论误差,因此被加工齿轮精度较低。
盘形齿轮铣刀渐开线齿形的设计方法通常是在渐开线范围内选取6~20个点,通过计算或查表得出每个点的坐标,然后依次连接各点,即可得出近似的渐开线齿形(检验样板也可按此方法设计)。
这种设计方法存在一定缺陷,如取点过少,则设计精度不高;如取点过多(远多于20点),则计算繁琐,且得到的近似渐开线齿形不便于采用高精度数控机床进行后续加工。
为此,本文采用AutoCAD内嵌的AutoLISP程序来设计直齿圆柱齿轮盘形铣刀的渐开线齿形。
该方法可获得理论精度较高的渐开线,且便于齿形的后续数控加工。
2 设计原理与方法 渐开线上任意点的坐标计算
直齿圆柱齿轮盘形铣刀的齿形如图2所示。
图中,曲线BD为渐开线,其中BA部分与被加工齿轮的渐开线齿廓相同,AD部分为齿顶圆以上的渐开线,是专为铣刀增设的部分,其取值根据不同的设计资料而有一些差异。
可认为AD 的大小与齿轮模数m
有关,此处取rd=ra+0.2m。
设被加工齿轮中心为坐标原点,oy 为齿槽对称线,则有 w x=w b+q x=w b+inva x
(1)式中:a x=arccos(r b/rx) w b=w-inva 由图2 可知: w=(p-4xtana)/2z+∆s/mz
(2)式中:∆s——分度圆齿厚减薄量(一般取∆s=0) z——齿数 m——模数 x——变位系数 r d.最大圆半径 r.分度圆半径
r a.齿顶圆半径 r b.基圆半径 r f.齿根圆半径 r x.任意点圆半径图2 铣刀齿形 将式(2)代入式(1),可得
w x=(p-4xtana)/2z+inva x-inva (3) 因此,渐开线上半径为r x的任意点M 的坐标(x g,y g)为 { x g=r x sinw x y g=r x cosw x (4)
由此可求出曲线BD部分内各点的坐标值,这些点即为渐开线上的节点。
过渡曲线的处理
铣刀齿形由渐开线和过渡曲线(直线)组成。
由于过渡曲线部分不参与啮合,因此只要不妨碍共轭齿轮(或齿条)齿顶的运转,可将其设计为任意曲线或直线。
对过渡曲线(直线)的处理将决定程序绘制渐开线的起点。
本程序只涉及渐开线部分的绘制,而过渡曲线部分则由后续人工处理。
渐开线起点的确定可分为两种情况:
当r f≤r b时,基圆r b以上部分为渐开线,基圆以下的BC部分为过渡曲线,因此渐开线的起点从r b处开始,即齿形角a x=0。
当r f>r b时,基圆r b至齿根圆r f的部分为渐开线。
齿根圆r f以下部分不参与啮合,没有必要采用渐开线,因此渐开线的起点从r f处开始,即齿形角a x=af。
无论上述哪种情况,渐开线的终点均在最大圆半径r d处,此时齿形角a x=a d。
程序设计任何曲线均可采用多段曲线段(或直线段)逼近的方法进行模拟,且线段细分越多,原理误差越小。
本文采用渐开线直线逼近法,利用(x g,y g)求解公式,由AutoCAD内嵌的AutoLISP程序自动产生任意数量的节点,从而获得任意模拟精度的渐开线(此项精度满足8级齿轮加工精度即可);然后用LINE命令自动生成误差很小的近似渐开线轮廓(该轮廓是连续的,以便于后续CAD/CAM 数控加工)。
图3 GEARTOOL 程序框图
该程序取名为GEARTOOL,其流程框图如图3所示(具体程序略)。
3 设计实例 本程序虽是在AutoCAD
R14平台上开发的,但只涉及AutoLISP常用函数和AutoCAD常用命令,因此可在各种版本的AutoCAD
上运行。
运行前应对绘图环境进行必要设置,如设置测量单位的小数位数(缺省为4位)等。
设计时,只要输入齿数z、模数m和变位系数x,程序即可自动生成渐开线齿形轮廓。
以4 号齿轮铣刀(加工齿轮齿数z=21~25)的设计为例,程序使用方法如下:COMMAND:GEARTOOL z:输入所加工齿轮齿数21(按每一刀号的最小齿数) m:输入所加工齿轮模数2
x<0>:输入所加工齿轮变位系数,标准齿轮变位系数为0
输入相关参数后,程序自动生成图4所示的渐开线齿形部分。
本例中,齿根圆半径r f=0.5m(z-2.5)=18.5mm,基圆半径r b=0.5mzcosa=1 9.7335mm,属于r f<r b的情况。
程序以基圆r b为起点绘制出无断点的渐开线和一条对称线,对称线的一端为所加工齿轮中心。
此时可用DIST命令测量齿轮中心与渐开线起点间的距离,以检验r b的正确性,如两点间的距离等于基圆半径计算值,则表明r b正确。
应注意:在输入点的位置时,应使用捕捉方式,且在捕捉渐开线起点时,首先需用透明命令“ZOOM”进行充分放大。
此外,对r b进行检验前不可使用“SCALE”命令进行缩放,否则会使两点间的距离发生变化。
∆ 图4 齿形渐开线部分 图5 铣刀完整齿形
齿形渐开线部分设计完成后,手工加上过渡曲线,经后续处理后即得到如图5所示的铣刀完整齿形(图中C 点为齿根圆通过点)。
设计时,应注意以下几点:
虽然可在程序中加入相关命令实现直接生成完整齿形,但这样会使程序变得非常繁杂,不如用手工进行后续处理更为简便。
进行后续处理时,线与线的连接处不能存在断点。
由于渐开线由极短的直线段组成,如需进行后续绘图操作,应在充分放大后进行。
如要求获得更高的渐开线齿形设计精度,只需将计算公式a x=a x+0.1p/180 中的系数0.1 减小即可。
网页查看:用AutoLISP程序设计盘形齿轮铣刀渐开线齿形 发表评论
相关资讯:
程序设计
1 PLC常用程序设计语言简介
齿轮
1 高精度齿轮数控滚齿的工艺措施
2 小模数齿轮滚刀CAD系统
3 高精度齿轮数控滚齿的工艺措施
4 用于标定齿轮测量仪器的高精度基准样板
5 干式切削在齿轮加工中的作用
铣刀
1 数控铣刀与工具系统
2 电机转子槽口加工专用盘形可转位铣刀的设计
3 金刚石厚膜端铣刀的试验研究
4 可转位球头立铣刀周刃与端刃的搭接方法
5 微径铣刀及微细铣削技术的研究进展
渐开线
1 大直径渐开线花键拉刀的齿形角修正
2 渐开线非标齿轮滚刀的正确选用
3 在普通车床上加工小孔多线渐开线螺旋内花键
齿形
1 大直径渐开线花键拉刀的齿形角修正
2 在数控车床上进行锯齿形加工如此简单
数控机床网提供机床产品列表:数控机床|苏州宝玛|数控车床|线切割机床|数控切割机|电火花数控快走丝线切割机床|电火花数控慢走丝线切割机床|电火花机|电火花成型机|电火花高速小孔加工机|数控铣床|加工中心,欢迎咨询订购!。