盘形齿轮铣刀刀具简介
齿轮加工刀具.

rb
A
b0
C
E′
F′
F
B
E
17
第七章
s xm tan tan 0 2 b0 b0 xm tan p b0
齿轮加工刀具
插齿刀渐开螺旋面的分圆螺旋角:
tan 0 tan p tan
s0 s0
18
第七章
②侧刃后角αc:
齿轮加工刀具
D
rb
A
主剖面:P0
平面ABCD 即是主平面 由右图可以看出, 侧刃上任意一点B的 后角均为βb0
(2)插齿刀的后角及插齿刀的本质:
由①、③,插齿刀可以做成一个齿轮 刀刃:1条顶刃、2条侧刃
10
第七章
齿轮加工刀具
顶刃后角αp: 为形成顶刃后角,将顶后刀面磨成一外圆锥面
但: ①重磨后齿高减小,使被加工齿轮齿高
减小——影响啮合,不允许
②侧刃无后角 为保证重磨后插齿刀齿高不变,则齿根 也要倾斜同样角度—— αg= αp
第七章
1 齿轮加工方法:
齿轮加工刀具
齿轮传动:机械传动中最重要、最常用的一种传动副
齿轮加工精度:直接影响机械的传动精度、平稳性、振动、噪音等
按成型原理分:
成型法 展成法
1
第七章
一 成型法
齿轮加工刀具
刀具刃形按齿轮齿槽形状和尺寸设计
加工精度取决于刃形精度 常用刀具:齿轮铣刀、拉刀(加工内齿轮) 齿轮铣刀:盘铣刀:中、小模数,m <10~15 指状铣刀:大模数,m > 10
齿轮加工刀具
s0
s0
插齿刀的分圆柱面与齿 侧面的交线为螺旋线
左右侧面螺旋方向相反
ቤተ መጻሕፍቲ ባይዱ
一种用碗状盘形铣刀铣削面齿轮的加工方法
一种用碗状盘形铣刀铣削面齿轮的加工方法碗状盘形铣刀是一种专门用于加工面齿轮的刀具,其特殊的设计和加工方法使其在面齿轮加工中具有独特的优势。
本文将重点介绍碗状盘形铣刀的加工方法,包括铣削面齿轮的工艺流程、加工参数的选择和加工中需要注意的事项等内容。
一、碗状盘形铣刀的特点及加工原理碗状盘形铣刀是一种专门用于加工面齿轮的刀具,其特点是刀具的刀面呈碗状凹陷,刀刃呈螺旋状排列,并且刀尖向内凹进。
这种设计可以使切削力分布更均匀,减少切削振动,提高加工精度和表面质量。
碗状盘形铣刀的加工原理是利用刀具的碗状凹陷和螺旋排列的刀刃对工件进行连续切削,使工件表面呈现出特殊的齿轮形状。
在加工过程中,切削力主要由刀具的刀尖向内凹进产生,切削过程相对稳定,能够保证加工表面的平整度和精度。
二、碗状盘形铣刀的加工工艺流程碗状盘形铣刀的加工工艺流程包括工件的夹持、刀具的装夹、刀具的定位和加工参数的选择等步骤。
在进行加工前,需要对工件和刀具进行严格的检查和准备工作。
1.工件的夹持在进行碗状盘形铣刀的加工前,首先需要将工件夹持在加工设备上。
工件夹持的稳定性和精度直接影响到加工的质量和效率。
因此,在进行夹持时,需要选择适当的夹具和夹持方式,确保工件可以在加工过程中保持稳定、不产生振动。
2.刀具的装夹选择适当的刀具是保证加工质量和效率的关键。
在进行碗状盘形铣刀的加工前,需要对刀具进行严格的检查,确保刀具的安装方式正确,刀刃的状态良好。
刀具的装夹要保持刀具的刀尖向内凹进,并且要确保刀具的安装稳固,不产生松动。
3.刀具的定位在进行碗状盘形铣刀的加工前,需要对刀具进行准确定位。
刀具的定位要确保刀尖和工件表面的相对位置正确,以便实现稳定的切削,并且要根据工件的尺寸和形状选择适当的切削深度和进给量。
4.加工参数的选择在进行碗状盘形铣刀的加工前,需要选择合适的加工参数。
加工参数主要包括切削速度、切削深度和进给量。
切削速度要根据刀具的材料和加工材料的硬度来选择,切削深度和进给量要根据加工精度和表面质量的要求来选择。
阐述齿轮加工所采用的刀具。

阐述齿轮加工所采用的刀具。
在齿轮加工过程中,常用的刀具包括:
1. 齿轮刀盘:齿轮刀盘是一种切削刀具,通常由高速钢或硬质合金制成。
它的刀片上有一定数量和形状的刀齿,可以切削出齿轮的齿形。
2. 锥齿轮刀盘:锥齿轮刀盘适用于加工锥齿轮,它的刀片和齿轮刀盘类似,但其切削角度可根据锥齿轮的要求进行调整。
3. 修齐刀:修齐刀用于修整齿轮的齿面或侧面,以提高齿轮的精度。
它常由高速钢制成,刀片上有凹槽或锯齿,可以去除齿轮上的毛刺、毛刮痕迹等。
4. 钻床和铰床:钻床和铰床是用来加工齿轮孔或齿轮轴孔的刀具。
钻床用来钻孔,铰床用来加工内螺纹孔。
5. 冲压模具:冲压模具适用于批量生产大批量齿轮或形状复杂的齿轮。
它通常由多个部位组成,包括上下模、导向件和铣削刀等,可以在一次冲压中完成多个齿轮的加工。
这些刀具在齿轮加工过程中按照不同需求和工序进行选择和使用,以获得精准、高效的加工效果。
盘形齿轮铣刀刀具简介
盘形齿轮铣刀刀具简介用模数盘形齿轮铣刀铣削直齿圆柱齿轮时,刀具廓形应与工件端剖面内的齿槽的渐开线廓形相同,如图9-22所示。
当被铣削齿轮的模数、压力角相等,而齿数不同时,其基圆直径也不同,因而渐开线的形状(弯曲程度)也不同。
因此铣削不同的齿数,应采用不同齿形的铣刀,即不能用一把铣刀铣制同一模数中所有齿数的齿轮齿形,如图9-23所示。
但为了避免制造数量过多的盘形铣刀,生产上采用刀号的办法,如表9-8所示。
即用某一刀号的铣刀铣制模数和压力角相同而齿数不同的一组齿轮。
每号铣刀的齿形均按所铣制齿轮范围中最小齿数的齿形设计的。
表9-8盘形铣刀刀号与所加工齿轮的齿数用盘形铣刀铣制斜齿轮时,铣刀是在齿轮法剖面中进行成形铣削的。
选择刀号时,铣刀模数应依照被切齿轮的法向模数mn和法剖面中的当量齿轮的当量齿数Zv选择。
Zv=Z/(cos3β)式中β-斜齿轮螺旋角(°);Zv-当量齿数;Z-斜齿轮齿数。
二、齿轮滚刀(一)齿轮滚刀的形成齿轮滚刀是依照螺旋齿轮副啮合原理,用展成法切削齿轮的刀具,齿轮滚刀相当于小齿轮,被切齿轮相当于一个大齿轮,如图9-24所示。
齿轮滚刀是一个螺旋角β0很大而螺纹头数很少(1~3个齿),齿很长,并能绕滚刀分度圆柱很多圈的螺旋齿轮,这样就象螺旋升角γz很小的蜗杆了。
为了形成刀刃,在蜗杆端面沿着轴线铣出几条容屑槽,以形成前面及前角;经铲齿和铲磨,形成后刀面及后角,如图9-25所示。
(二)齿轮滚刀的基本蜗杆齿轮滚刀的两侧刀刃是前面与侧铲表面的交线,它应当分布在蜗杆螺旋表面上,这个蜗杆称为滚刀的基本蜗杆。
基本蜗杆有以下三种:1.渐开线蜗杆渐开线蜗杆的螺纹齿侧面是渐开螺旋面,在与基圆柱相切的任意平面和渐开螺旋面的交线是一条直线,其端剖面是渐开线。
渐开线蜗杆轴向剖面与渐开螺旋面的交线是曲线。
用这种基本螺杆制造的滚刀,没有齿形设计误差,切削的齿轮精度高。
然而制造滚刀困难。
2.阿基米德蜗杆阿基米德蜗杆的螺旋齿侧面是阿基米德螺旋面。
齿轮加工机床及其刀具讲解

滚齿机的优点
•适用于成批,小批及单件生产圆柱斜齿轮和蜗 轮,尚可滚切一定参数范围的花健轴.
•调整方便,具有自动停车机构
•具有可靠的安全装置以及自动润滑滚齿机 (gear hobbing machine)是齿轮加工机床中应 用最广泛的一种机床,在滚齿机上可切削直齿、 斜齿圆柱齿轮,还可加工蜗轮、链轮等。
• 1884年,美国的比尔格拉姆发明了采用单刨刀按 展成法加工的直齿锥齿轮刨齿机;
• 1900年,美国的比尔设计了双刀盘铣削直齿锥齿 轮的机床。 由于汽车工业的需要,1905年在美 国制造出带有两把刨刀的直齿锥齿轮刨齿机,又 于1913年制成弧齿锥齿轮铣齿机;1923年,出现 了准渐开线齿锥齿轮铣齿机;30年代研制成能把 直齿锥齿轮一次拉削成形的拉齿机,主要用于汽 车差动齿轮的制造。 40年代,为适应航空工业 的需要,发展了弧齿锥齿轮磨齿机。1944年,瑞 士厄利康公司制成延长外摆线齿锥齿轮铣齿机; 从50年代起,又发展了用双刀体组合式端面铣刀 盘,加工延长外摆线齿锥齿轮的铣齿机。
• 1835年英国的惠特沃思获得蜗轮滚齿机的专利; • 1858年,席勒取得圆柱齿轮滚齿机的专利; • 以后经多次改进,至1897年德国的普福特制成带
差动机构的滚齿机,圆满解决了加工斜齿轮的问 题。 • 美国的费洛斯于1897年制成了插齿机。 • 1930年左右在美国制成剃齿机;1956年制成珩齿 机。 • 60年代以后,现代技术在一些先进的圆柱齿轮加 工机床上获得应用,比如在大型机床上采用数字 显示指示移动量和切齿深度;发展了数字控制非 圆齿轮插齿机和适应控制滚齿机;
展成法加工齿轮是利用齿轮的啮合原理进行的,即 把齿轮啮合副中的一个转化为刀具,另一个为工件 ,并强制刀具和工件作严格的啮合运动而展成切除 齿廓。
齿轮加工刀具

Байду номын сангаас 第七章
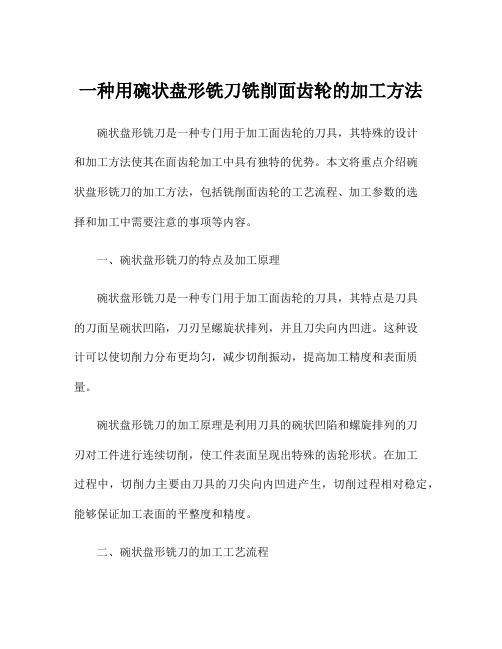
渐开螺旋面的形成:
齿轮加工刀具
D
梯形ABCD与基圆柱保持纯滚动,其 斜边AB的轨迹,便为渐开螺旋面
直线AB与基圆柱轴线的夹角便为渐 开螺旋面的基圆柱螺旋角βb0
rb
A
b0
平面ABCD即为渐开螺旋面的法平面
F′ E′
C
F
B
E
17
第七章
s xm tan tan 0 2 b0 b0 xm tan p b0
24
第七章
齿轮加工刀具
滚刀的实质: 滚齿:2个斜齿轮啮合 若一个斜齿轮做成: 螺旋角β很大(螺旋升角λ很小) 齿数很少(z=1,2) 齿宽很大(长)
蜗杆
(渐开线蜗杆)
λ
25
第七章
滚刀的实质:
齿轮加工刀具
蜗杆(斜齿轮)和 另一个齿轮只能啮 合,无法进行加工
26
第七章
滚刀的实质:
齿轮加工刀具
若将蜗杆变成刀具,则需: (1)开槽:容屑槽,形成前刀面、刀齿
13
第七章
插齿刀的本质:
齿轮加工刀具
各端剖面内是基圆相同,而变位系数成线性变化的变位齿轮
xm
14
第七章
①侧后刀面
如图,作刀齿的分圆 柱面展开图
齿轮加工刀具
(3)插齿刀的侧刃后角及侧后刀面
s0
m
2 m s0 2 xm tan 2 s s 0 s 0 xm tan 2 2 cb0 m tan c1b0
第七章
5 常用的滚刀基本蜗杆
齿轮加工刀具
理论上,滚刀的基本蜗杆应为渐开线蜗杆 但:渐开线蜗杆的轴向、法向齿形均不是直线, 生产中难以检查滚刀齿形 滚刀近似造型:用近似渐开线蜗杆做滚刀的基本蜗杆
一种用碗状盘形铣刀铣削面齿轮的加工方法

一种用碗状盘形铣刀铣削面齿轮的加工方法碗状盘形铣刀是一种专门用于加工面齿轮的刀具。
The bowl-shaped disc milling cutter is a toolspecifically designed for machining face gears.它的刀齿排列成弧线状,适合于加工弧面齿轮。
Its teeth are arranged in an arc shape, suitable for machining curved face gears.在加工过程中,碗状盘形铣刀以旋转方式与工件接触,实现齿面的切削。
During the machining process, the bowl-shaped disc milling cutter comes into contact with the workpiece in a rotating manner, achieving the cutting of the tooth surface.加工面齿轮时,需要根据齿轮的模数和齿数选择合适的刀具。
When machining face gears, it is necessary to select the appropriate tool according to the module and number of teeth of the gear.在进行切削时,要确保刀具与工件的径向间隙和轴向间隙符合要求。
During cutting, it is important to ensure that the radial and axial clearances between the tool and the workpiece meet the requirements.碗状盘形铣刀的切削力比较大,需要进行合理的刀具固定和切削参数选择。
The cutting force of the bowl-shaped disc milling cutter is relatively large, so it is necessary to carry out reasonable tool fixing and cutting parameter selection.为了提高加工效率和加工质量,可以采用提高切削速度和减小进给量的方式。
齿轮加工机床及切齿刀具概述

齿轮加工机床及切齿刀具概述
1.1齿轮加工机床的工作原理
1.成形法图 8.1 成形法加工齿轮
成形法加工齿轮 所采用的刀具为成形 刀具,其刀刃(切削 刃)形状与被切齿轮 齿槽的截面形状相同, 例如在铣床上用盘形 或指形齿轮铣刀铣削 齿轮见图8.1,在刨床 或插床上用成形刀具 加工齿轮。
齿数 Z 越少,其渐开线曲率越大(曲率半径越小),齿数 Z越多,其渐开线曲率越小,当齿数 Z 达到无穷大时,其渐开 线的曲率半径也变成无穷大,此时渐开线就变成了直线。
表8.1 齿轮铣刀的刀号
刀号
1
2
3
4
加工齿数 范围
12~13
14~1 6
17~20
21~2 5
5 26~34
6
7
35~5 55~13
4
4
8
135以 上
2.展成法 展成法加工齿轮是利用齿轮的啮合原理进行的,即 把齿轮啮合副(齿条一齿轮或齿轮一齿轮)中的一个制 作为刀具,另一个则作为工件,并强制刀具和工件作严 格的啮合运动而展成切出齿廓。
Y3150E型滚齿机
2.圆锥齿轮加工机床 这类机床可分为直齿锥齿轮加工机床和弧齿锥齿轮加 工机床两类。用于加工直齿锥齿轮的机床有锥齿轮刨齿机、 铣齿机、磨齿机等;用于加工弧齿锥齿轮的机床有弧齿锥 齿轮铣齿机、磨齿机等。
金般一套只有八 把,每把铣刀有它规定的铣齿范围见表8.1,铣刀的齿形 曲线是按该范围内最小齿数的齿形制造的,对其他齿数 的齿轮,均存在着不同程度的齿形误差,另外,加工时 分度装置的分度误差,还会引起分齿不均匀,所以其加 工精度不高。此外,这种方法生产率较低,只适用于单 件小批生产一些低速、低精度的齿轮。
1.2齿轮加工机床的类型及其用途
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
盘形齿轮铣刀刀具简介
用模数盘形齿轮铣刀铣削直齿圆柱齿轮时,刀具廓形应与工件端剖面内的齿槽的渐开线廓形相同,如图9-22所示。
当被铣削齿轮的模数、压力角相等,而齿数不同时,其基圆直径也不同,因而渐开线的形状(弯曲程度)也不同。
因此铣削不同的齿数,应采用不同齿形的铣刀,即不能用一把铣刀铣制同一模数中所有齿数的齿轮齿形,如图9-23所示。
但为了避免制造数量过多的盘形铣刀,生产上采用刀号的办法,如表9-8所示。
即用某一刀号的铣刀铣制模数和压力角相同而齿数不同的一组齿轮。
每号铣刀的齿形均按所铣制齿轮范围中最小齿数的齿形设计的。
表9-8盘形铣刀刀号与所加工齿轮的齿数
用盘形铣刀铣制斜齿轮时,铣刀是在齿轮法剖面中进行成形铣削的。
选择刀号时,
铣刀模数应依照被切齿轮的法向模数mn和法剖面中的当量齿轮的当量齿数Zv选择。
Zv=Z/(cos3β)
式中β-斜齿轮螺旋角(°);
Zv-当量齿数;
Z-斜齿轮齿数。
二、齿轮滚刀
(一)齿轮滚刀的形成
齿轮滚刀是依照螺旋齿轮副啮合原理,用展成法切削齿轮的刀具,齿轮滚刀相当于小齿轮,被切齿轮相当于一个大齿轮,如图9-24所示。
齿轮滚刀是一个螺旋角β0很大而螺纹头数很少(1~3个齿),齿很长,并能绕滚刀分度圆柱很多圈的螺旋齿轮,这样就象螺旋升角γz很小的蜗杆了。
为了形成刀刃,在蜗杆端面沿着轴线铣出几条容屑槽,以形成前面及前角;经铲齿和铲磨,形成后刀面及后角,如图9-25所示。
(二)齿轮滚刀的基本蜗杆
齿轮滚刀的两侧刀刃是前面与侧铲表面的交线,它应当分布在蜗杆螺旋表面上,这个蜗杆称为滚刀的基本蜗杆。
基本蜗杆有以下三种:
1.渐开线蜗杆渐开线蜗杆的螺纹齿侧面是渐开螺旋面,在与基圆柱相切的任意平面和渐开螺旋面的交线是一条直线,其端剖面是渐开线。
渐开线蜗杆轴向剖面与渐开螺旋面的交线是曲线。
用这种基本螺杆制造的滚刀,没有齿形设计误差,切削的齿轮精度高。
然而制造滚刀困难。
2.阿基米德蜗杆阿基米德蜗杆的螺旋齿侧面是阿基米德螺旋面。
通过蜗杆轴线剖面与阿基米德蜗螺旋面的交线是直线,其它剖面都是曲线,其端剖面是阿基米德螺旋线。
用这种基本蜗杆制成的滚刀,制造与检验滚刀齿形均比渐开线蜗杆简单和方便。
但有微量的齿形误差。
不过这种误差是在允
许的范围之内,为此,生产中大多数精加工滚刀的基本蜗杆均用阿基米德蜗杆代替渐开线蜗杆。
3.法向直廓蜗杆法向直廓蜗杆法剖面内的齿形是直线,端剖面为延长渐开线。
用这种基本蜗杆代替渐开线基本蜗杆作滚刀,其齿形设计误差大,故一般作为大模数、多头和粗加工滚刀用。
(三)滚刀的齿形误差
用阿基米德蜗杆代替渐开线基本蜗杆作滚刀,切制的齿轮齿形存在着一定误差,这种误差称为齿形误差。
由基本蜗杆的性质可知,渐开线基本蜗杆轴向剖面是曲线齿形,而阿基米德基本蜗杆轴向剖面是直线齿形。
为了减少造型误差,应使基本蜗杆的轴向剖面直线齿形与渐开线基本蜗杆轴向剖面的理论齿形在分度圆处相切。
阿基米德滚刀基本蜗杆轴向剖面齿形角αx0,应等于渐开线蜗杆轴向剖面齿形的分度圆压力角,如图9-26所示。
由斜齿轮法向剖面与轴向剖面齿形角换算关系可得
αx0=αn/cosγz
式中αx0-轴向剖面齿形角
αn-渐开线蜗杆法向剖面分度圆压力角;
γz-滚刀基本蜗杆分度圆上螺旋升角。
由图9-27可知,造型误差随着螺旋升角γz 的减小而减小。
此外造型误差还随着滚刀分度圆直径的增加以及滚刀头数的减少而减小。
一般造型误差的误差值很小,不会影响滚齿的加工精度。
例如m=15mm的零前角齿轮滚刀,当γz=3°时,造型误差约为7μm,而且误差方向是正,会使被切齿轮的齿顶和齿根多切去一些,相当于对齿轮起了修缘的作用,如图9-26所示。
四、齿轮滚刀的合理使用。