IE 第2章 运转分析
IE工作职责

第一章 IE 部服务承诺第二章 IE 部工作内容一. IE 的定义:IE 即工业工程技术,是集生产设计、生产预测和生产结构系统评估及完善生产管理系统为一体的科学。
其工作内容是通过对生产结构系统和生产管理系统所进行的科学设计和不断改善,使人、机械、设备和材料的能力及性能得以充分发挥,使生产系统得以合理运转,以全面地提高生产效率和降低生产成本。
二 . IE 工作目标:降低产品成本、提高生产效率和提高产品质量。
其研究内容为品质 , 成本及时间 .三. IE 的工作内容:1.生产设计:其方法为在不改变产品性能的前提下,以提高产品的经济效益为出发点来作具体设计,具体内容为生产流程设计。
2.作业研究:工序分析:通过分析研究,确定出工序的分解 , 删除 ,合并 , 简化及再排列方案,以达到简化生产的目的;(A)动作研究:用科学的方法改进作业动作,删除不合理的动作,提高生产效率、减轻作业者劳动强度;(B)时间研究:根据对作业时间的测定、记录和分析,规定出作业所需要的标准时间 ( Standard Time ) ,依据 Standard Time 确定出生产所需的最少劳动力、工作量、设备和生产周期。
标准时间也是调节生产平衡的重要依据。
3.现场管理及优化: IE 对生产现场进行综合管理,运用科学方法及手段对生产各要素包括工人、设备、工具、物料、工艺流程及工作场所进行台理配置,优化组合,使生产现场按预定的企业目标实现优质、高效、低耗、均衡及安全地运作并生产出优质的产品。
IE = 技术 50 % + 管理 50 %四. 现场跟拉 IE 的工作宗旨 ----- “多、快、好、省”。
即产品出产多、解决问题快、现场管理好、人力、物力省。
技术员具体工作要点:①新 MODELA. 工作依据:1. DE 部门的文件资料:爆炸图 PKI. BOM 等;PA.GA. PR 由DE 制作;2 . DE 部门的实物 MP 后由 IE 制作T/U、Casing Sample;SAMPLE Packing Sample 经DE Confirm 后由 PROD部门保管B. JIG 准备:按照公司《关于积架制作申请注意事项》要求 PR 开拉前一个月出具《夹具制作申请单》并同时提供 Sample 给 Workshop . 特殊设备、模具包括分板模,镜片模,热压模等,应提前购买。
2电力系统稳态分析第2章
22
变压器的短路试验
试验数据:短路损耗Pk,短路电压百分数Uk%
• 将变压器低压侧三相短接, 在高压侧施加电压,使低压 侧的电流达到额定值I2N
• 测得的三相变压器的总的有 功损耗称为短路损耗Pk
• 高压侧所加的线电压称为短 路电压Uk ,通常表示为额 定电压的百分数,称为短路 电压百分数 Uk%
• 公式中各参数采用实用单位。
29
变压器的参数和数学模型
变压器的分类 双绕组变压器的参数和数学模型 三绕组变压器的参数和数学模型 自耦变压器的参数和数学模型
30
三绕组变压器的参数和数学模型
三绕组变压器的Г型等值电路 三绕组变压器的短路试验和空载试验数据 三绕组变压器的参数计算
31
三绕组变压器的Г型等值电路
电抗XT:由短路电压百分数Uk%计算
Uk 3INXT
Uk
%
Uk UN
100
3IN XT 100 UN
3
SN 3UN
XT
100
SN
XT
100
UN
UN2
XT
Uk %UN2 100SN
(2-7)
26
变压器Г型等值电路参数的计算(续2)
电导GT:由空载损耗P0计算
P 0P c u P F eP F e 3 U 2 N G T 3 U 3 N 2G T U N 2G T
12
目录
1.1 发电机组的运行特性和数学模型 1.2 变压器的参数和数学模型 1.3 电力线路的参数和数学模型 1.4 负荷的运行特性和数学模型 1.5 电力网络的数学模型
13
变压器的参数和数学模型
电力变压器的分类 双绕组变压器的参数和数学模型 三绕组变压器的参数和数学模型 自耦变压器的数学模型
工业工程IE运转分析法1

· 不要做!⇒不让做! ⇒ 不做不行. 这样才能实现工作/业务程序等的标准化
· 珍惜小的! (懂得珍惜 0.1秒的改善,才会有10秒、20秒 的改善成果)
· 经常遵守改善的1Cycle思考
3
IE分析概要(IE Analysis Summary)
劳动和移动(Work ≠ Move)
■ 所谓“劳动(Work) ” ■ 所谓“ 移动(Move) ”
创造产品附加价值的行为 无法创造产品附加价值的所有行为
组装 焊接 涂装 加工
只创造附加 价值的动作
效率低的 附加价值动作
※人 手动操作 KNOW-HOW 作业 追加作业(设计变更) 不良生产
单纯的 附加价值
缺 点 需要观测者的努力;一次无法观测很多对象Leabharlann 只是表面观测,详细分析困难
7
作业分类(Job classification)
作
主作业
业
附带作业
富
人为因素的闲 置
主作业
直接参与主目的劳动,即材料的变形、变质等,并创造附加价值的因素 :切削、焊接、涂装、组装等
辅 助 作 业 附随于主作业而每循环都发生,但间接参与劳动目的的因素:材料的装卸、测定等
浪 费
动作
劳 动 非效率性的
移
制作 活动
动
附加价值
动作
与操作无关的动作
操作等待 闲聊 闲逛 (流动)
为了附加价值的创造, 无法避免的动作 ※人 找(延迟) 搬运 移动 SW on/off 操作
※ 设备 性能降低(加工能力) 部品的磨损 (Tip) 不良生产
※ 设备
IE培训内容课件

4.分析一搬步骤
IE 教育
现象分析
原因分析
改善案导出
成果计算
1.稼动分析(运转分析) 1)工程单位构成表 2)W/S观测表 3)W/S观测统计 4)W/S分析表2.作业分析 —所有要素作业的时间分析表3.编程分析 —现况的Line Layout作成4.工程分析 —部品加工分析 --部品供给方式5.执行分析 —现在管理指数 (回收率\人时当生产量)
1. 作业分析概论2. 联合作业分析—连续观测法
第五章 作业分析
IE 教育
5.作业分析
1 作业分类(按精密度)
□ 对作业详细分解,发现平时感觉不到的很小的Loss □ 定量的了解事实,掌握现在的方法-□ 改善要素作业□ 改善作业所必需的JIG(夹具),加工条件,部品精密度等
Line
作业说明
作 业
主作业
主体作业
附属作
NO
日期 :
观测者
非作业
作业余量
管理余量
疲劳余量
个人余量
无作业
组装 部品的组装
焊接 人工焊接
固定 螺母,螺栓的固定
连接 连接电线,捆
--> -->-->-->-->
利用5W 1H的改善想法
4 改善原则的应用
5 要素作业分析表
IE 教育
5.作业分析
IE 教育
5.作业分析
二 要素作业的分析方法----连续观测法
观测记录和整理方法
观测时应先起动秒表开始
应连续观测作业的重复
读取的时间记录到观测用纸的摾奂茡栏中.
观测结束后整理时在表中记录 各要素作业的时间
>
工程
单位作业
>
工业工程IE完整PPT课件
第 二 类 动 作
如果工作现场缺乏整 理整顿,材料工具摆放凌 乱,往往在工作时花时间 寻找,这一类动作会使第 一类动作变得迟缓.
第
第三类动作不是在进
三 行作业的动作,指因各种
类 原因导致动作无法持续进
动 行,处于等待的状态.
作
第17页/共186页
P-17
沙布利克动作分析基本步骤:
• 仔细观察作业过程,大致把握作业重点,最好能在脑海中绘出 整个动作过程:
使其达到降低成本,提高质量和效益的目的的一
项活动。简单地说,IE是改善效率、成本、品质
的方法科学。
第2页/共186页
P-2
了解IE,从认识企业系统开始
IE 效益
产出
产品 服务
生产转 换过程
生产率=产出/投入
投入
生产要素:人 物、财、信息
管理
技术
工业工程学是唯一一门以系统效率和效益为研究目标 的学科。它以工作研究、运筹学等数学方法为理论基础, 以信息技术为手段,对包括制造业、服务业在内的企业 或组织中的实际工程与管理问题进行分析、优化与管理。
生产现场的多数动作是靠手来完成的,IE的老前辈吉尔布
雷斯(GiIbreth)在研究动作的初期阶段,就把民手部为
中心的作业(包括眼睛的动作),细分为18个动作,并以
不同的记号加以标示。他把这些动作称为“动作要素”,
用他们对动作进行分解。这种分析方法科学有效,为后人
广为引用。后人把吉尔布雷斯(GiIbreth)的名字倒过来
螺钉和螺帽的配合作业
螺 钉
45°
螺 帽
0° 45°螺钉源自螺帽0°45°
45°
螺钉 螺帽
0°
45°
IE教材操作分析和动作分析

•空闲时间 •工作时间 •整个周期 •利用率
•抬起钻头,取出铸件放在一边, 清除钻模的铁屑,时间0.75
•2.5 •1.25
•3.75
•1.25/3.75=33%
•空闲 •1.25 •2.5
•2.5/3.75=67%
PPT文档演模板
IE教材操作分析和动作分析
人机操作图 实例分析
PPT文档演模板
项目
的质量和产量
操作分析的类型: 根据不同的调查目的,操作分析可分为:
1.人机操作分析(含闲余能量分析) 2.联合操作分析 3.双手操作分析
PPT文档演模板
IE教材操作分析和动作分析
•IE七大手法之三
•人机法
•1.理论知识 •2.实际案例 •3.实践练习
• 1.手法名称:
•
人机配合法(Man-Machine Chart);简称为“人机法”.
周程时间(min)
利用率
人
机
•人 •移开铣成件
•用压缩空气清洁机器, 装铸 •件, 开动机器精铣
•锉锐边, 用压缩空气清洁
•在面板上用模板量深度, 成品 •放入箱内, 取新铸件置机旁
•空闲
•时间(min)
•0.2 •0.4 •0.6 •0.8 •1.0 •1.2 •1.4
现行方法 1.2 0.8 0.8 1.2 2.0 60% 40%
•
在机器的工作过程中, 调查、了解在操作周期内机器操作与工人操作
的相互关系, 以充分利用机器与工人的能量及平衡操作。
•
(加工完一个零件的整个过程称为一个操作周期或周程)
• 2.目的:
•
学习如何记录人与机器配合工作时之过程.
• 1>. 发掘空闲与等待时间
IE基础知识动作分析课件
第一類動素--1
1. 定義:空手移動,或稱[運空](Transport empty)。 起點:當手開始朝向目的物之瞬間。 終點:當手抵達目的物之瞬間。 特性: (1)當手朝向目的物或某一動素完成,手須伸回時發生[伸手]動素。 (2)[伸手]途中常有[預對]伴生。 (3)[伸手]常在[放手]之後,而在[握取]之前發生。 改善: (1)縮短距離。 距離之測量應實際路徑為準,而非兩端之直線距離。 (2)減少[伸手]時之方向意識(sence of orientation)。 [伸手]依難易可分為下列數類: A.伸手至一固定位置 B.伸手至每次位置略有變動之目的物。 C.伸手至一堆中之目的物 D.伸手至一甚小物手而須精確握取者。
動作改善的原則-5
4.簡化 (1)使用最低級次的肌內工作。 (2)減少視覺動作並降低必須注視的次數。 (3)保持在正常動作範圍內工作。 (4)縮短動作距離。 (5)使手柄,操作杆,足踏板,按鈕均在手足可及之處。 (6)在須要運用肌力時,應盡量利用工具或工作物的動量。 (7)使用最簡單的動素組合來完成工作, (8)減少每一動作的復雜性。
IE概述/簡介---定義
IE=Industrial Engineering,直譯為工業工程,是以人、物料、設備、能源和住處組成的集成系統為主要研究物件,綜合應用工程技術、管理科學和社會科學的理論與方法等知識,對其進行規劃、設計、管理、改進和創新等活動,使其達到降低成本,提高品質和效益的目的的一項活動。簡單地說,IE是改善效率、成本、品質的方法科學。
雖是必要,但不產生附加價值的作業
1. 浪 費 圖 解
15
什麼是浪費
IE的基本意識---什麼是浪費??
16
IE的基本意識-----浪費消除改善提示例
IE工业工程培训教材-第2章

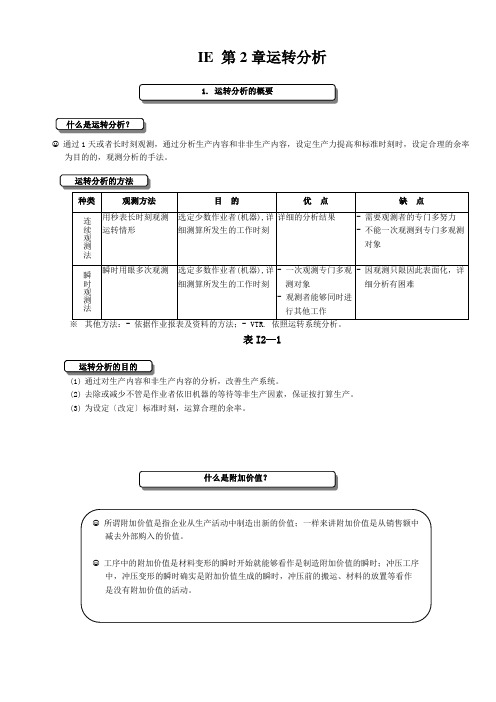
第二章运转分析经过1天或者长时间观测,通过分析生产内容和非非生产内容,设定生产力提高和标准时间时,设定合理的余率为目的的,观测分析的手法。
种类观测方法目的优点缺点连续观测法用秒表长时间观测运转情况选定少数作业者(机器),详细测算所发生的工作时间详细的分析结果- 需要观测者的很多努力- 不能一次观测到很多观测对象瞬间观测法瞬间用眼多次观测选定多数作业者(机器),详细测算所发生的工作时间- 一次观测很多观测对象- 观测者可以同时进行其他工作- 因观测只限于是表面化,详细分析有困难※其他方法:- 依据作业报表及资料的方法;- VTR. 根据运转系统分析。
表I2—1(1)通过对生产内容和非生产内容的分析,改善生产系统。
(2)去除或减少无论是作业者还是机器的等待等非生产因素,保证按计划生产。
(3)为设定(改定)标准时间,计算合理的余率。
1. 运转分析的概要什么是运转分析?运转分析的方法运转分析的目的什么是附加价值?运转最重要的目的是创造附加价值;为了分析运转情况对下面作业分成有附加价值的作业和没有附加价值的作业是很重要的。
区分大分类 中分类 项 目( 事 例 )运 转主 作 业主 体 作 业 切削加工,加工,铝焊,组装,插入零件 辅 助 作 业 检查,包装,材料的粘贴及剥离,工件尺寸检测,引线切割作业准备 图纸取放,零件整理,工器具取放,机种交换 非 运 转作业空闲工具研削,机器加油,废料处理,不定期材料搬运时间空闲 清扫,起重机闲置,产品等待,教育,QC 疲劳空闲 个人休息,规定休息,重物搬运 生理空闲 上厕所,闲谈,喝水,擦汗非作业机器故障,停电,计划等待,材料短缺,作业时间未遵守表I2—22. 运转分析中的作业分类作业的分类准备作业主作业作 业所谓附加价值是指企业从生产活动中创造出新的价值;一般来讲附加价值是从销售额中减去外部购入的价值。
工序中的附加价值是材料变形的瞬间开始就可以看作是创造附加价值的瞬间;冲压工序中,冲压变形的瞬间就是附加价值生成的瞬间,冲压前的搬运、材料的放置等看作是没有附加价值的活动。
IE与动作分析详解

业 25
时 间
20
改善后
作
业
时 间
20
1234567
123456
生产线平衡观点
41
时间分析实例:
1、前轴总成装配线20道、30道时间差异较 大,其中20道需时比30道多约20秒; 怎样才能达到工序平衡?
42
1.对20道 30道的 工序内容 作相应调 整:
将打码动 作划入下 一工序
使工序间 能力更趋 平衡。
• 必需決定作業者一周期所推出的製品單位大小。分析 之際,一旦忽略了這一點,就無法獲知每一單位的所 需時間,亦無法與其他工程展開比較。
• 接下來在一般的平面流動圖,記入作業者的動作。
50
平面流程图(改善前)
穿衣間 ○○
盥廁 洗所 室3 ○○
5 2
4
書房
○ 76 1
○ 食堂
○
○ 寢室
前門
1、从寝室到更衣间;2、从更衣间到厕所;3、从厕所到卫生 间;4、从卫生间去厨房;5、从厨房去更衣间;6、从更衣间 到书房;7、从书房到大门。
43
2、前轴总成装配油制动器调整制动间隙涨 紧时,需拨40齿左右,少数大于40齿,导 致此道工序比上道工序多耗时约10秒,成 为生产瓶颈。 此工序内容已无法分解,怎么办?
44
2.联系 厂家对 油制动 间隙进 行预调, 使该道 工序调 整时间 减少 30%!!
45
3、快速换模
此台加工中心加工M1和M10两种前轮毂,经常需要切换
配置。为高效率地进行生产、需高效系统的布置
必须的机械设备、综合配列原材料、零件仓库、
检验场所、货物的出入口等,以达到人和物流顺
畅的目的。搬运管理良好与否,对生产效率和生
IE 第2章运转分析
IE 第2章运转分析☺通过1天或者长时刻观测,通过分析生产内容和非非生产内容,设定生产力提高和标准时刻时,设定合理的余率为目的的,观测分析的手法。
表I2—1(1) 通过对生产内容和非生产内容的分析,改善生产系统。
(2) 去除或减少不管是作业者依旧机器的等待等非生产因素,保证按打算生产。
(3) 为设定〔改定〕标准时刻,运算合理的余率。
☺ 运转最重要的目的是制造附加价值;为了分析运转情形对下面作业分成有附加价值的作业和没有附加价值的作业是专门重要的。
图I2—1预备作业主作业作 业☺为了分析运转缺失,有必要注意生产现场投入的工时是在进行什么工作;在生产现场给作业分类的话,能够分成如下几类:图I2—2☺所谓工作抽样确实是指对人或者机器的运转状态及种类等进行瞬时观测,对此结果进行整理、汇总,应用观测项目的时刻构成比率、运转率(或者非运转率)、统计学对抽样的理论进行调查分析的方法。
【运转分析的种类和工作抽样】图I2—3(1)把握设备或者人的运转内容。
①把握余力;②了解是否进行作业的合并和分割;③判定是否增加作业者或增设设备;④把握作业流向是否平稳。
(2) 作为设定标准时刻的基础资料专门是对个别不规那么的大的作业有效。
(3) 作为决定作业闲暇率的基础资料依照标准时刻的设定方法,即使只能运算出净作业时刻,也因发生不规律,种类繁多,多样化,专门难运算出各个时刻值的闲暇率,而工作抽样是运算这些的一个专门有效的方法。
(1)工作抽样是以概率的统计方法为基础。
(2) 工作抽样时,样品的数量多的话,样品特性的分布曲线与收集单位的分布曲线几乎差不多一致。
还有考虑到经济性和可信性,规定抽样样数量是专门重要的,对各作业要素的提取机会要均等是合理的。
(1) 二项分布工作抽样时,每回观测结果的显现概率实现二项分布。
二项分布的标准偏差〔б〕:P(1-P) P: 对象显现的概率 б= N: 抽样的大小 N(2) 正规分布(正规曲线下的面积)图I2—4(3) 可信度(概率的正确度):正规分布上的代表性概率。
IE培训-操作分析 程序分析
现 行 方 法
第一次5min:吊车运送工人乙装的No2集装箱,工人甲处 在装No1集装箱状态。工人乙处在等待状态。 第二次5min:吊车处于等待状态;工人甲仍处于装No1集 装箱状态,工人乙处于装No2集装箱状态。 第三次5min:吊车运送工人甲装的No1集装箱,工人甲处 在等待状态;工人乙仍处在装No2集装箱状态。
对现行方法的提问如下,首先就第一次5min提问: 问:工人乙完成了什么?
• 人—机操作分析 • 联合操作分析 • 双手操作分析
操作分析
一 定义
操作分析主要研究以人为主体的工作或工序。 操作分析是方法研究中第二个层次的分析技术,它是在整个生产流
程进行了程序分析之后,又对各道工序的作业进行详细研究。对影响
操作质量和效率的全部因素(操作目的、操作方法、操作环境以及材料 、运输、工装和检查等)进行分析,使每个工序的操作者、操作对象和
2min 车削
周程
统计 人 机 3.3 3.3
工作时间
1.3 2
空闲时间
2 1.3
利用率
39% 61%
人—机作业分析
人 装夹工件 0.5 0.5 机 空闲
去毛刺并检查尺寸 0.5
空闲 1.5 卸下工件 0.3 人 周程 2.8 工作时间 1.3 2 车削
0.3 空闲时间 1.5
空闲 利用率 46%
操作分析 程序分析
工作研究(Work Study)
方法研究(Method Study)
程序分析(Process Analysis)
工作衡量(Work Measurement)
时间研究(Time Study) 马表测时法(Stop Watch) 速度评比(Tempo Rating) 宽放时间(Allowances) 工作抽样(Work Sampling)
基础IE-动作分析

序 号
要素作业
左手动作
动素记号
右手动作
左 眼右
改善 点
1
等待
2 把电阻元 等待
件放到左
3手
伸手到右手
伸手到容器 抓起数个电阻元件 移物到左手
·把容 器放 在靠 近左 手便
4
接右手中的电阻元件
5
拿住电阻元件
把电阻元件放到左手 伸手到左手
于抓 取元 件
6
拿住电阻元件
把电阻元 7 件插入电 等待
8 路板
等待
进行作业, 以最低限度的疲劳获取最高的作业
析
效率的原则。
6.4.1 动作经济原则
动 3.动作经济的四条基本原则
作
① 减少动作数量;
② 双手同时作业;
分
③ 缩短动作的距离;
析
④ 轻轻松松作业.
6.4.1 动作经济原则
动 4. 动作经济原则按动作三要素分类归纳
作
①动作方法 ②作业现场布置
分
③工夹具与机器
9U
1 0
操纵钻床、钻孔 等待
• 6.2.3 动素分析方法
动 作 分 析
作业现场布置图
动 作 分 析
锡钎焊作业动素分析表
左手
动素
右手
伸到工件处
抓起工件 成品堆放处
放开 等待 等待 移动 对准电路板 作业 放回焊丝 等待 等待
1
2
3
4 5 6
7
8
U
9U
10
11 12
伸到工件处
抓起工件 移动工件到锡钎焊处
作
➢ 2、动素分析的准备;(动素分析表等工具)
➢ 3、动素分析的实施;
分
IE教材-操作分析和动作分析

3.意义:
利用人机操作图,记录操作人员手动时间与一部机器或多部机器的机动时间
关系,并藉此记录来做进一步之分析与改善.
面 空 退 12C M 下 放 在 一 边 , 放 2#机 床 台 面 上 夹 紧 调 整 进 给 前
操 作 者 1#机 床 2#机 床 每 周 期 空 闲 时 间 : 0.0000; 每 周 期 空 闲 时 间 : 0.0038; 每 周 期 空 闲 时 间 : 0.0038;
0 0 0 0 0 0 0 0 0 0 0 0 0 0
现行方法 人 机 6 6 4 4
改良方法
节省
改善示例
工作:铣平面 图号:B239/1 产品:B239铸件 机器:4号立铣 速度:80r/min 走刀量:380mm/min 制作: 通力达 日期: 2000/08/18
工作时间
空闲时间
人 机
周程时间
利用率 人 机
10
40% 40%
人 准备下一工件 装上工件
IE七大手法之三
人机法
4.应用范围: 1>. 1人操作1部机器或多部机器 2>. 数人操作1部机器或多部机器. 3>. 数人操作一共同之工作. 5.功用: 1>. 了解在现况下,操作人之时间或机器之时间是否妥善应用. 2>. 依上述之记录加以质疑,寻求改善之地方 3>. 用以比较改善前及改善后之差异情形.
铣 沟 槽 空
0.0040
0.0032
IE运转分析

IE运转分析1. 引言IE(Internet Explorer)是微软公司开发的一款网络浏览器,曾经是Windows 操作系统的默认浏览器。
然而,随着时间的推移,市场份额逐渐被其他浏览器所取代,IE的运转状况备受关注。
本文将对IE的运转进行分析,包括其历史发展、市场份额、安全性等方面。
2. 历史发展2.1 IE的起源IE的历史可以追溯到1995年,当时微软发布了Windows 95操作系统,并附带了IE浏览器。
随着Windows操作系统的广泛普及,IE逐渐成为主流浏览器。
2.2 主要版本演变IE经历了多个主要版本的演变,其中比较重要的版本包括:2.2.1 IE6IE6于2001年发布,是一个里程碑式的版本。
它在发布后迅速获得了巨大的市场份额,并成为当时最受欢迎的浏览器之一。
然而,随着时间的推移,IE6逐渐暴露出很多安全和性能问题。
2.2.2 IE7IE7于2006年发布,主要解决了IE6存在的安全漏洞和性能问题。
它引入了一些新的特性,如标签页浏览和RSS订阅等。
然而,尽管有这些改进,IE7的市场份额开始下滑。
2.2.3 IE8IE8于2009年发布,进一步改善了安全性和性能问题。
它还引入了一些与Web标准更加兼容的特性,使开发者能够更好地构建Web应用程序。
2.2.4 IE9及以后版本IE9及以后的版本不仅继续改善了安全性和性能问题,还引入了更多的HTML5和CSS3特性,以提供更好的用户体验。
然而,随着其他浏览器的崛起,IE的市场份额进一步下滑。
3. 市场份额分析虽然IE曾经是最受欢迎的浏览器之一,但随着其他浏览器的兴起,其市场份额逐渐下降。
根据StatCounter的数据统计,截至2021年10月,全球市场份额排名前五的浏览器为Chrome、Safari、Firefox、Samsung Internet和Edge,而IE 的份额仅占总市场份额的不到1%。
4. 安全性分析IE的安全性一直备受争议。
IE运作分析资料培训
IE运作分析资料培训一、介绍在信息时代,信息技术的快速发展使得各行各业都离不开计算机和互联网的支持。
而IE(Internet Explorer)作为Windows操作系统上的默认浏览器,在过去几十年里,一直扮演着重要的角色。
IE浏览器的正式发布可以追溯到1995年,它是Microsoft公司开发的一款浏览器软件。
在那个时候,万维网的概念刚刚兴起,用户通过IE浏览器可以浏览、搜索和获取互联网上的各种信息。
IE经过多个版本的迭代升级,逐步发展成为市场份额较大的浏览器之一。
本次培训将从IE的运作原理、功能特点以及使用技巧等方面进行详细解析,帮助大家更好地了解IE浏览器,提高使用效率。
二、IE运作原理IE浏览器的运作原理主要包括以下几个方面:1. 用户界面IE浏览器的用户界面由菜单栏、工具栏、地址栏、标签页、浏览器窗口等组成。
用户可以通过这些界面元素来执行各种操作,如输入网址、打开新的标签页、设置浏览器选项等。
2. 渲染引擎IE浏览器的渲染引擎负责将网页源代码解析并渲染成可视化的网页。
在IE浏览器中,一开始使用的是Trident渲染引擎,后来逐步升级为EdgeHTML渲染引擎。
渲染引擎负责解析HTML和CSS代码,布局网页元素,并执行网页中的JavaScript脚本等。
3. 网络通信IE浏览器通过网络通信协议与服务器进行通信,获取网页的内容。
它支持常见的网络通信协议,如HTTP、HTTPS、FTP等。
IE浏览器还支持代理服务器、缓存等功能,以提高网络通信的效率。
4. JavaScript引擎IE浏览器使用JavaScript引擎来执行网页中的JavaScript脚本。
不同的IE版本使用了不同的JavaScript引擎,如JScript、Chakra等。
JavaScript引擎负责解析和执行JavaScript代码,实现网页的动态交互效果。
三、IE的功能特点IE浏览器作为一款主流的浏览器,具有以下功能特点:1. 多标签页浏览IE浏览器支持多标签页浏览模式,用户可以在同一个浏览器窗口中打开多个网页,并且可以方便地在这些标签页之间切换。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
☺ 经过
1天或者长时间观测,通过分析生产内容和非非生产内容,设定生产力提高和标准时间时,设定合理的余率为
目的的,观测分析的手法。
表I2—1
(2) 去除或减少无论是作业者还是机器的等待等非生产因素,保证按计划生产。
(3) 为设定(改定)标准时间,计算合理的余率。
运转最重要的目的是创造附加价值;为了分析运转情况对下面作业分成有附加价值的作业和没有附加价值的作业是
很重要的。
准备作业
主作业
作 业
☺为了分析运转损失,有必要注意生产现场投入的工时是在进行什么工作;在生产现场给作业分类的话,可以分成如下几类:
图I2—2
所谓工作抽样就是指对人或者机器的运转状态及种类等进行瞬间观测,对此结果进行整理、汇总,应用观测项目的时间构成比率、运转率(或者非运转率)、统计学对抽样的理论进行调查分析的方法。
图I2—3
(1)把握设备或者人的运转内容。
①掌握余力;
②了解是否进行作业的合并和分割;
③判断是否增加作业者或增设设备;
④掌握作业流向是否平衡。
(2) 作为设定标准时间的基础资料
特别是对个别不规则的大的作业有效。
(3) 作为决定作业空闲率的基础资料
根据标准时间的设定方法,即使只能计算出净作业时间,也因发生不规律,种类繁多,多样化,很难计算出各个时间值的空闲率,而工作抽样是计算这些的一个很有效的方法。
(1)
工作抽样是以概率的统计方法为基础。
(2) 工作抽样时,样品的数量多的话,样品特性的分布曲线与收集单位的分布曲线几乎差不多一致。
还有考虑到经济
性和可信性,规定抽样样数量是很重要的,对各作业要素的提取机会要均等是合理的。
(1) 二项分布
工作抽样时,每回观测结果的出现概率实现二项分布。
二项分布的标准偏差(б):
P(1-P) P: 对象出现的概率
б= N: 抽样的大小 N
(2) 正规分布(正规曲线下的面积)
图I2—4
(3) 可信度(概率的正确度):正规分布上的代表性概率。
(4) 相对误差和绝对误差
◎ 绝对误差(E ) = 相对误差(S ) * 发生率(P )
例: 10m ① 相对误差: ±10%
② 绝对误差: 10m ×0.1
③ 参 考 值: 9 - 11m
(5) 工作抽样的观测次数
★ 相对误差:%,比率 ★ 绝对误差:m ,g
Z2 (1 - P) 一般在规定N值时 4(1-P)
N = 没有特别的理由的话 N =
S2 P 可信度定为95% S2 P
※与可信度相对应的T值
(
表I2—3
图I2—5
(1)属于实际现象时,运转率:47/80 = 58.8%
(2)属于工作抽样时, 运转率:28/50 = 56%
(3)作为两种结果之差:58.8 - 56 = 2.8%,与实际情况没有太大的差异。
这就意味着根据统计学合理取样进行
分析,得到的结果比较正确,可以说这就是工作抽样的长处和特征。
图I2—6
1) 工作抽样
2) W/S 运转分析现况
1
Z2(1-P) 22(1-0.5)
N = N = = 400
S2 P 0.12*0.5
预备观测时,因已观测了100回,故400-100 = 300回
问题2
对于A设备的停机率,分析W.S的结果是总观测数(N)为100回时,停机率为10%,所希望的信赖度为95%,精度为±10%。
☺是否能够满足所希望的值?
☺精度是多少?
(1-P)(1-01)
S = Z * S = 2 × = 0.6 = 60%
N.P 100*0.1
没有满足所希望的精度(±5)%
这就要增大观测数,提高精度。
什么是运转分析?
运转分析的方法
(1)连续观测法:运转时间经过长时间用秒表观测。
(2)瞬间观测法:对观测对象进行多次瞬间用眼观测。
作业分类
(1)运转:主体作业,辅助作业,准备作业
(2)非运转:作业空闲,时间空闲,生理空闲,疲劳空闲
什么是工作抽样?
所谓工作抽样就是指对人或者机器的运转状态及种类等进行瞬间观测,对此结果进行整理、汇总,应用观测项目的时间构成比率、运转率(或者非运转率)、统计学对取样的理论进行调查分析的方法。
工作抽样的用途
(1)把握设备或者人的运转内容。
(2)作为标准时间设定的基础资料。
(3)作为决定作业空闲率的基础资料。
工作抽样的理论
工作抽样的观测次数
S = 希望的精度(相对误差) P = 对象事件的出现概率(所求比率)
Z = 与可信度相对应的T值 N = 样品的大小(观测次数)
Z2(1 - P) 一般在规定N值时 4(1-P)
N = 没有特别的理由的话 N =
S2P 可信度定为95% S2P
理解确认试题
判断题
第2章运转分析
2.考虑因恶劣的作业环境而使作业延迟的要素等叫做生理空闲。
( Ⅹ ) 3.工作抽样在运转中属于持续运转分析。
( Ⅹ ) 4.工作抽样的用途中,把握流程平衡并不合理。
( Ⅹ ) 5.WORK SAMPING分为预备观测和本观测,预备观测的目的是规定观测回数为主目的。
( O )
选择题
6.请写出运转分析的观测方法。
答案:连续观测法;瞬间观测法
7. 在运转分析中不属于连续观测法内容的是:
(1) 观测时间长; (2)同时观测多个观测对象有困难;
(3) 观测表面化; (4)不能得到详细的分析结果。
答案:(3)
8.下面不属于运转分析目的的是:
(1)除去非生产性要素;
(2)设定标准时间的同时决定辅助作业时间;
(3)改善准备作业及作业终结;
(4)把握作业者能率。
答案:(4)
9.下面不属于主体作业的是:
(1) 测定加工物的尺寸; (2) 切削加工;
(2) 机器操作; (4) 零件组装。
答案:(1)
- 22 -。