内部审核计划表格实例
内 部审核程序(表格)

质量审核年度计划
编号:
一、审核的目的和范围
1、目的:
2、范围:
二、审核的依据和标准
编制人:审核人:批准人:(中心主任)日期:日期:日期:
内部质量审核实施计划共页第页编号:
编制:批准:
内部审核检查记录表
共页第页编号:
审核员:日期:年月日备注:此表仅适用于审核员自己记录使用
内部质量审核报告
共页第页编号:
不合格报告
共页第页编号:
不合格项目整改意见表
内部质量审核签到表年月日编号:
第页共页
内审员委派通知书
编号
__________________实验室/部门:
现委派____________________________________________________ ____________________________________等内审员到你室进行内部质量审核, 请协助。
内审组组长为______________。
审核时间为:_________________________
质量负责人(签字): 日期: 年月日
共页第页。
内部审核计划(表格模板、DOC格式)
四、审核组成员
审核组长:
第一组:
第二组:
五、审核时间
年月日 —年月日
六、审核报告发布时间
年月日
七、审核日程安排
见附表
制ቤተ መጻሕፍቲ ባይዱ/日期:审批/日期:
深圳市南亚塑胶制品厂
内部审核计划(附页)
NY-QR-68NO.
时间
第一组
第二组
编制人/日期: 批准人/日期:
内部审核计划
QR-68NO.
一、审核目的
对质量体系进行审核,寻找实际运作与ISO9001:2000标准存在的差距,并将发现的不合格项予以纠正,不断完善质量体系,确保质量体系持续有效的运行。
二、审核范围
公司与质量体系有关的各个部门。
三、审核依据
ISO9001:2000标准,公司体系文件,相关法律法规,
内部审核计划与表格(2个doc)
内部审核计划与表格(2个doc)五、内部审核综述(必要时,可提供附件):1.本次内审共发现3个不符合项,分别发生于人事行政部(2个)和品管部(1个)(具体内容见纠正与预防措施纠正要求书。
2.公司按ISO14001标准建立环境管理体系,制订了本公司的环境方针,对各部门的环境因素进行了识别、汇总、评价找到了公司的重大环境因素,并制定了相关管理方案,各部门按照方案进行了实施。
3.公司要求识别出了适合于本公司的法律、法规,但有部分法规已过期,还有部分未识别,我们将认真做这方面的工作,我们定期组织了法律、法规评审,通过ISO14001建立,我们的环境管理符合法规要求。
4.在内审末次会议中I(对我公司的体系进行了适用性、有效性、充公性进行了评审,大家一致认为文件是适用于我们公司的。
5.我们对环境绩效进行了考核、废气、噪音均达标排放,废水部分指标未达到排放标准,但我公司已委托城镇污水处理厂处理,我厂的所有危险固体废弃物已转移到宝安区工业废物处理站。
对用水、用电进行了管理,根据统计分析表显示,已达到我们预期设定的目标、批标,但统计方法还有特于改善。
6.我公司在ISO14001推行期间,对员工进行了充分的培训,让其掌握相关作业方法,提高员工的环保意识,但由于大家初次接触ISO14001环境管理,对某些作业了解不够深入,这方面的工作需要今后不断加强。
7.通过ISO14001的建立,我公司在环境方面还有以下改善,对厂区内的垃圾进行了规范管理,配备了分类垃圾桶,建立了分类垃圾站,加强了消防设施的保养,并通过演习,强化员工安全作业的意识及能力,我厂还对有害的化学品管理及使用人员进行了安全教育,并配备了相应的劳保用品。
我公司还对供应商施加环境影响,让其一同加入环境管理来。
8.总的说来,我公司的环境管理体系是有效的、适用的、充分的,但还有许多加强的地方,如员工意识,员工的实际操作能力等,我们将通过自已的努力,不断提高我公司的环境管理体系。
内部质量管理体系审核表格——内部质量体系审核实施计划
审核组会议时间
22日14:30-15:00
末次会议时间
22日15:00-16:00
说明
内审员①为张振华;②为张新江;③为朗明辉;④为张芙蓉
编制:批准:
日期:日期:
4.2.3;;
①②④
21日13:00-14:00
供应
7.4.1;;
日14:30-15:00
销售
;;
①②③
21日15:00-16:00
仓库
7.5.5
②③④
22日9:00-10:30
质检
4.2.3;;;;;;;
②③④
22日10:30-11:30
生产办(设备)
②③④
22日13:00-14:30
生产办
;;7.5.1;
内部质量管理体系审核表格——内部质量体系审核实施计划
内部质量体系审核实施计划
HD-QT-80202
编号:
内审目的
检查企业质量管理体系是否正常运行,评价质量体系的符合性、有效性。
内审范围
ISO9001标准所要求的各要素及涉及的相关部门。
内审依据
ISO9001质量管理标准、质量手册、程序文件、相关法律法规及产品标准。
审核组
组长:①
组员:②③④
审核日期
2001年12月21日至2Байду номын сангаас01年12月22日
首次会议时间
2001年12月21日上午8点30分(地点:大会议室)
时间
被审核部门
审核内容(条款、文件)
审核员
21日9:00-9:30
管理层
;4.2.1;;;;;;;;;5..6;;;;;
②③④
21日9:30-10:30
厂办
内部审核计划表格实例

审核计划Xx有限公司产品与检验状态说明一、产品标识管理要求责任人:生产部长、库管员、责任操作者。
1、生产过程中,要求所有“在产品”、“成品”、“部件”标识产品编号(生产部下计划时提供)和图号。
二、检验状态标识管理要求责任人:库管员、检验员、责任操作者。
1、物资入库前由库管员检查物资的标识,对标识不齐的一律要求补齐方可进行检验;对于暂时未检的产品要求做好“待检”状态。
未有标识的检验员有权“拒检”。
2、检验完合格的产品要求在产品本体醒目处标识“合格”状态(方便时可注明检验日期),同时去除掉“待检”状态,原则为:小件划区,大件逐件标识。
3、检验完不合格的产品要求在产品产品本体醒目处标识“△”状态,表示“不合格品待处理”,对已有判定结果的不合格品经返修返工合格和让步条件下使用的,要求在“△”旁边打“√”以表示此类不合格品可以领用;对报废的不合格品,要求在“△”旁边打“×”,表示此类不合格品为废品,严禁领用。
4、检验时可以直接判废的产品直接在产品上打“×”,表示此产品为废品,严禁领用。
5、对于无检验状态标识的产品或检验状态标识不清的产品,库管员有权要求检验员重新检验。
6、库管员在给工人发料或工人直接领料时,只可领用带有“合格”、“△√”以及“△H”状态的产品,严禁领用无检验状态标识或“待检”、“△”、“△×”、“×”检验状态产品。
7、必须对不合格品进行划区或立牌管理,凡检出的不合格品必须集中堆放在一起,标识“待处理”状态,不得与合格品混淆在一个区域,对于返工返修合格品或回用的产品可与合格品一起存放。
8、生产过程中如发现“合格”产品不易于装配时,应由责任人冲床点焊机攻丝机指导书冲床作业指导书1〃目的为确保工人正确地使用机器,生产出合格产品2〃适用范围普通冲压操作工3〃内容3〃1工作开始前:3.1.1检查各部分润滑情况,并使各润滑点得到充分润滑油3.1.2检查模具安装是否正确可靠3.1.3一定要使飞轮与离合器脱开才能开动电机3.1.4电动机开动时必须注意飞轮旋转方向是否与回转标志相同,如果不同立即切断电源进行检查,重新调整电源进成顺序3.1.5使压力机进行几次定行程,检查制动器,离合器,马操作器的工作情况3〃2工作时3.2.1定时对各润滑点加润滑油3.2.2绝对禁止同时冲两块板料3.2.3发现压力机不正常应立即停止工作3.2.4不可任意拆卸防护罩3〃3工作结束后3.3.1使飞轮马离合器脱开,并关断电源3.3.2将压力机拭揩清洁,在未涂油漆的加工表面涂油4〃注意事项参考安全制度点焊机作业指导书1〃目的为确保工人正确的使用机器,生产出合格的产品2〃适用范围普通冲压操作工3〃内容3.1作业准备3.1.1作业前先检查好电源是否连接安全正确,是否连接好气缸。
内部审核计划表模板

QR-68NO.
一、审核目的
对质量体系进行审核,寻找实际运作与ISO9001:2000标准存在的差距,并将发现的不合格项予以纠正,不断完善质量体系,确保质量体系持续有效的运行。
二、审核范围
公司与质量体系有关的各个部门。
三、审核依据
ISO9001:2000标准,公司体系文件,相关法律法规,
顾客要求。
四、审核组成员
审核组长:
第一组:
第二组:
五、审核时间
年月日 —年月日
六、审核报告发布时间
年日
七、审核日程安排
见附表
制定/日期:审批/日期:
内部审核计划(附页)
NY-QR-68NO.
时间
第一组
第二组
编制人/日期: 批准人/日期:
内部审核举例全套表格
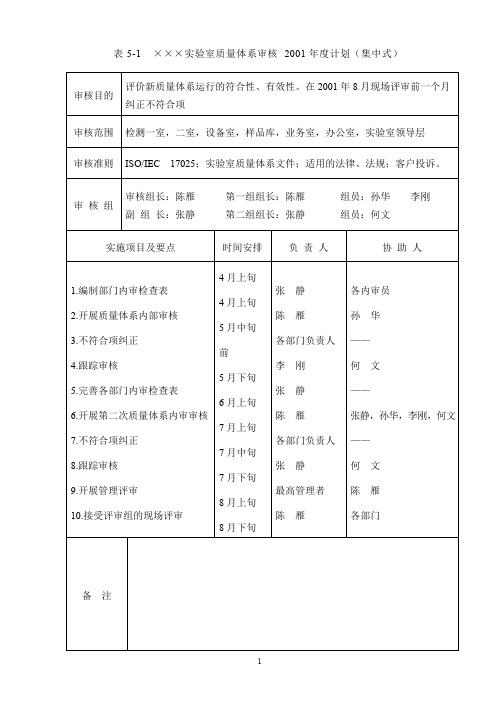
表5-1 ×××实验室质量体系审核2001年度计划(集中式)审核目的评价新质量体系运行的符合性、有效性。
在2001年8月现场评审前一个月纠正不符合项审核范围检测一室,二室,设备室,样品库,业务室,办公室,实验室领导层审核准则ISO/IEC 17025;实验室质量体系文件;适用的法律、法规;客户投诉。
审核组审核组长:陈雁第一组组长:陈雁组员:孙华李刚副组长:张静第二组组长:张静组员:何文实施项目及要点时间安排负责人协助人1.编制部门内审检查表2.开展质量体系内部审核3.不符合项纠正4.跟踪审核5.完善各部门内审检查表6.开展第二次质量体系内审审核7.不符合项纠正8.跟踪审核9.开展管理评审10.接受评审组的现场评审4月上旬4月上旬5月中旬前5月下旬6月上旬7月上旬7月中旬7月下旬8月上旬8月下旬张静陈雁各部门负责人李刚张静陈雁各部门负责人张静最高管理者陈雁各内审员孙华——何文——张静,孙华,李刚,何文——何文陈雁各部门备注编制人:张静批准人:陈雁批准日期:2001年2月1日表5-3 ×××实验定质量体系内审计划审核目的评价新质量体系符合审核准则的程度及有效性,迎接认可机构的现场评审。
审核范围实验室领导层、办公室、业务室、检测一室、检测二室、设备室、样品库、档案室。
审核准则ISO/IEC 17025:1999;实验室质量体系文件;适用的法律、法规。
审核日期2001年7月15日~18日制定人张静制定日期2001年7月1日批准人陈雁批准日期2001年7月3日报告发布日期2001年7月15日前审核组名单组长:陈雁(质量主管)第1组—组长:张静组员:何文第2组—组长:陈雁组员:孙华第3组—组长:李刚组员:王丹组别审核部门时间第1组第2组第3组备注8:00~8:30首次会议8:30~11:30实验室领导层业务室办公室13:00~17:00实验室领导层业务室办公室7月09日17:00~17:30审核组会议8:00~11:30检测一室检测二室李刚配合第一组13:00~17:00检测一室检测二室王丹配合第二组7月10日17:00~17:30审核组会议8:00~11:30设备室样品库档案室13:00~15:00资料整理、补充审核、小组会议7月11日15:00~16:30与受审方交换意见16:00~17:30末次会议表5-4 过程(要素)检查表编制人李刚编制日期2001年6月20日审核过程资源保证预计时间3小时30分钟被审核部门实验室领导,业务室,设备室,办公室检查项目检查方法4.1.5h)01 为实施、保证、改进质量体系过程、技术运作达到客户满意,实验室是否提供了所需资源?02 实验室对资源的使用是否进行了管理,消除了不适当的资源,提高资源利用率?01 检查人力、物力、环境设施是否到位,查人员一览表,设备一览表,对照标准/规程检查环境条件。
内部审核计划表

内部审核计划
二、审核范围:
三、审核准则: 四、审核覆盖产品:
五、审核时间:
1.体系审核: 2.过程审核: 3.产品审核:
六、审核组成员:
七、内部审核行程安排:
审核日程
过程类型
过程名称
过程主要责任部门
内审员
陪审人员
备注
制造过程审核
产品审核
说明: 1.受审核部门负责人在审核本部门时,如时间有冲突请按排人员接待或陪同相关审核员; 2.COP表示顾客导向过程、MP表示管理过程、SP表示支持过程。
八、质量管理体系QMS、环境管理体系EMS、有害物质管理体系HSPM所涉及的全部过程及对应标准条款、审核 要素。
过程名称 审核部门
IATF16949:2016 ISO9001:2015
审核要素 ISO14001:2015
IECQ QC 080000:2012
九、首/末次会议:
核准APPROVED BY:
审核CHE
内部审核计划表
年月日
审核目的
证明公司的运作是否满足质量管理体系
规定的要求
受审区域
审核方法
抽样取证
审核组长
审核组员
审核依据□GB/T19001:2000 idt ISO9001□质量管理体系文件
□适用的法律法规□客人的相应要求
审核情况:不符合事项的分布见附件《内部审核不符合事项统计表》
1环境方针:公司己建立了符合规定的环境主针,实施且有效。
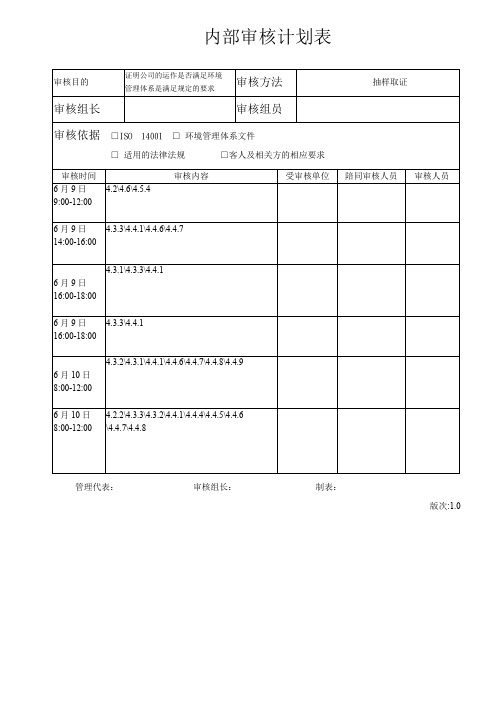
内部审核计划表
审核目的
证明公司的运作是否满足环境
管理体系是满足规定的要求
审核方法
抽样取证
审核组长
审核组员
审核依据□ISO 14001□环境管理体系文件
□适用的法律法规□客人及相关方的相应要求
审核时间
审核内容
受审核单位
陪同审核人员
审核人员
6月9日
9:00-12:00
4.2\4.6\4.5.4
6月9日
14:00-16:00
审核结论:
符合性:公司的运用基本符合环境管理体系的要求
有效性:各种方法及措施的实行基本能控制过程运用并有效
充分性:各项措施基本能有完成的执行
总评:公司的运作基本能满足环境管理体系规定的要求
审核:制作:版次1.0
会议签到表
编号:YS-QR-053
会议主题
会议时间
会议地址
主持人
参加人员签到
部门
签到
职位
部门
4.3.3\4.4.1\4.4.6\4.4.7
6月9日
16:00-18:00
4.3.1\4.3.3\4.4.1
6月9日
16:00-18:00
4.3.3\4.4.1
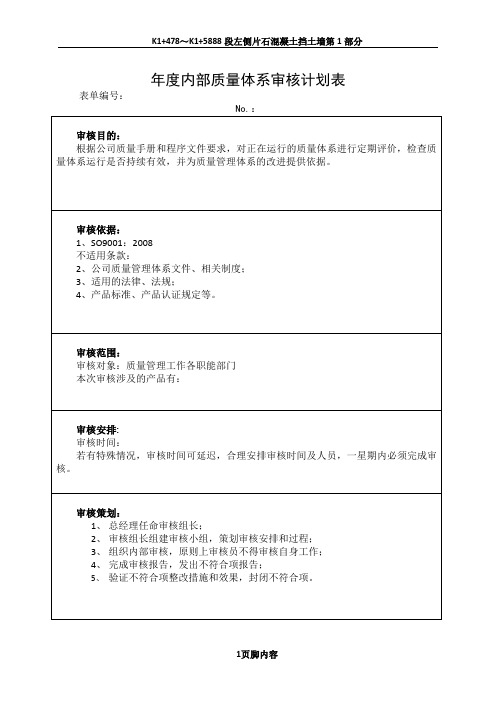
01-年度内部质量体系审核计划表
表单编号:
No.:
审核目的:
根据公司质量手册和程序文件要求,对正在运行的质量体系进行定期评价,检查质量体系运行是否持续有效,并为质量管理体系的改进提供依据。
审核依据:
1、SO9001:2008
不适用条ห้องสมุดไป่ตู้:
2、公司质量管理体系文件、相关制度;
3、适用的法律、法规;
4、产品标准、产品认证规定等。
5、验证不符合项整改措施和效果,封闭不符合项。
编制:
审核:
批准:
太多毒鸡汤告诉你,你想要的岁月都会给你,可它没告诉你,你想要的,岁月凭什么给你!
审核范围:
审核对象:质量管理工作各职能部门
本次审核涉及的产品有:
审核安排:
审核时间:
若有特殊情况,审核时间可延迟,合理安排审核时间及人员,一星期内必须完成审核。
审核策划:
1、总经理任命审核组长;
2、审核组长组建审核小组,策划审核安排和过程;
3、组织内部审核,原则上审核员不得审核自身工作;
4、完成审核报告,发出不符合项报告;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
审核计划
Xx有限公司
产品与检验状态说明
一、产品标识管理要求
责任人:生产部长、库管员、责任操作者。
1、生产过程中,要求所有“在产品”、“成品”、“部件”标识
产品编号(生产部下计划时提供)和图号。
二、检验状态标识管理要求
责任人:库管员、检验员、责任操作者。
1、物资入库前由库管员检查物资的标识,对标识不齐的一律要求
补齐方可进行检验;对于暂时未检的产品要求做好“待检”状态。
未有标识的检验员有权“拒检”。
2、检验完合格的产品要求在产品本体醒目处标识“合格”状态
(方便时可注明检验日期),同时去除掉“待检”状态,原则为:小件划区,大件逐件标识。
3、检验完不合格的产品要求在产品产品本体醒目处标识“△”状
态,表示“不合格品待处理”,对已有判定结果的不合格品经返修返工合格和让步条件下使用的,要求在“△”旁边打“√”以表示此类不合格品可以领用;对报废的不合格品,要求在“△”旁边打“×”,表示此类不合格品为废品,严禁领用。
4、检验时可以直接判废的产品直接在产品上打“×”,表示此产
品为废品,严禁领用。
5、对于无检验状态标识的产品或检验状态标识不清的产品,库管
员有权要求检验员重新检验。
6、库管员在给工人发料或工人直接领料时,只可领用带有“合
格”、“△√”以及“△H”状态的产品,严禁领用无检验状态标识或“待检”、“△”、“△×”、“×”检验状态产品。
7、必须对不合格品进行划区或立牌管理,凡检出的不合格品必须
集中堆放在一起,标识“待处理”状态,不得与合格品混淆在一个区域,对于返工返修合格品或回用的产品可与合格品一起存放。
8、生产过程中如发现“合格”产品不易于装配时,应由责任人
冲床点焊机攻丝机指导书
冲床作业指导书
1〃目的
为确保工人正确地使用机器,生产出合格产品
2〃适用范围
普通冲压操作工
3〃内容
3〃1工作开始前:
3.1.1检查各部分润滑情况,并使各润滑点得到充分润滑油
3.1.2检查模具安装是否正确可靠
3.1.3一定要使飞轮与离合器脱开才能开动电机
3.1.4电动机开动时必须注意飞轮旋转方向是否与回转标志相同,如果不同立即切断电源进行检查,重新调整电源进成顺序
3.1.5使压力机进行几次定行程,检查制动器,离合器,马操作器的工作情况
3〃2工作时
3.2.1定时对各润滑点加润滑油
3.2.2绝对禁止同时冲两块板料
3.2.3发现压力机不正常应立即停止工作
3.2.4不可任意拆卸防护罩
3〃3工作结束后
3.3.1使飞轮马离合器脱开,并关断电源
3.3.2将压力机拭揩清洁,在未涂油漆的加工表面涂油
4〃注意事项
参考安全制度
点焊机作业指导书
1〃目的
为确保工人正确的使用机器,生产出合格的产品
2〃适用范围
普通冲压操作工
3〃内容
3.1作业准备
3.1.1作业前先检查好电源是否连接安全正确,是否连接好气缸。
3.1.2有气动装置的活在未带电情况空行几次,检查上下是否正常。
3.2作业
3.2.1由技术人同调整好治具及压力、速度、碰焊时间等参数。
3.2.2操作员将工件置于电极上,踩下脚踏板,上电极下行,接触工作,开始点焊,完毕后松开脚踏板,上电极上行,取出工件。
4〃注意事项
4.1焊机应放在干燥、卫生、无腐蚀性气体的地方。
4.2机体须接上地线,以确保安全。
4.3严禁带电上、下电极直接接触。
4.4一般情况下,一星期将三联件中的水放掉,一月将油杯子加浓度适中的优质机油至指示位置。
攻丝机作业指导书
1〃目的
确保工人正确使用机器,生产出合格的产品
2〃适用范围
普通冲压操作工
3〃内容
3.1作业准备
3.1.1 将机器的工作台清理干净。
3.1.2启动机器,注意检查主轴是否逆时针旋转,上外锥轮是否与反转内锥轮啮合。
3.1.3机器正常运转时,是否发出噪声,并注意及时排除,给机器加注润滑剂。
3.1.4检查工件夹具是否牢固,与丝锥中心是否吻合,避免造成孔偏扭断定丝锥和平共处丝牙斜偏
3.1.5根据产品规格,选择好莱钨丝锥。
3.2作业
3.2.1工作时将需要工件放好在夹具上固定好。
3.2.2用手控制手柄顶住工件,使外锥轮与正转内锥啮合,主轴转顺时针入旋转,让丝锥进入工作。
3.2.3当丝锥到达攻丝深度时,只需轻提手柄杆,主轴会逆时针旋转丝锥退出工作。
3.2.4注意在当丝锥进入工件时,千万勿用力过猛,避免造成丝锥断裂。
4〃注意事项
4〃1三相电机应注意主轴旋向是否与上述符合,否则应换接相线位置
4〃2不可将0-1400胶带张得太紧,否则会使主轴拉伤。