SAE J933-1998
汽车空调制冷剂自助加注器-2023最新标准

汽车空调制冷剂自助加注器1范围本文件规定了汽车空调制冷剂自助加注器的术语和定义、基本要求、技术要求、试验方法、检验规则、标志、包装、运输、贮存和质量承诺。
本文件适用于汽车空调制冷剂自助加注器(以下简称加注器)。
2规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 1226 一般压力表GB/T 2828.1-2012 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T 4857.5 包装运输包装件跌落试验方法GB/T 7528 橡胶和塑料软管及软管组合件术语GB/T 9575-2013 橡胶和塑料软管软管规格和最大最小内径及切割长度公差GB/T 30512 汽车禁用物质要求GB/T 20025.2-2005 汽车空调用橡胶和塑料软管及软管组合件耐制冷剂134aISO 1402:2009 Rubber and plastics hoses and hose assemblies - Hydrostatic testing 橡胶和塑料软管和软管组合件.液压试验方法ISO 1817 Rubber,vulcanized or thermoplastic Determination of the effect of liquids硫化橡胶液化效果的测定SAE J639-2011 Safety Practices for Mechanical Vapor Compression Refrigeration Equipment or System Used to Cool Passenger Compartment of Motor Vehicles 车用空调系统机械蒸汽压缩系统制冷剂的安全性和保存3术语和定义GB/T 7528中界定的以及下列术语和定义适用于本文件。
SAE认证

SAE认证(美国机动车工程师学会)美国机动车工程师学会(SAE)的认证:规定了市场上销售的汽车配件(SAE认证)的标准.至于包铅和包塑,是生产工艺,只有通过这道工艺才能保证管子的表面光滑。
目前一般工厂都是采用包铅的,因为包塑的工艺并不是很成熟。
附:SAE标准目录编号名称修订日期字数(千字)页数备注SAE J1019高温输油软管、发动机润滑油软管、以及软管总成试验及程序1990-06-122.665SAE J1037挡风玻璃喷洗器软管2001-082.935SAE J1183弹性材料及部件的疲劳试验推荐指南1998-0211.317SAE J1273液压软管总成推荐操作规程2001-038.6SAE J1288液压制动软管总成的包装、贮存和贮存期1999-042.394SAE J1401公路车辆——采用非石油基液压液体的液压软管总成1999-0912.7SAE J1403真空制动软管1989-073.38SAE J1405液压软管总成可选脉冲试验程序1990-06-182.87SAE J1406液压制动软管在机动车辆上的应用2002-043.816SAE J1527船用燃油软管1993-02-055.6SAE J1570液压盘式制动活塞橡胶防尘套1991-09-303.976SAE J1661CFC-12(R-12)汽车空调系统至HFC-134a(R -134a)改型程序1998-115.268SAE J1662致冷剂改型对于空调系统材料的兼容性1998-113.46SAE J1873传输所含水分试验程序——液压制动软管总成2000-102.474SAE J188动力转向回流软管——高膨胀型1998-013.266SAE J189动力转向回流软管——低压1998-013.29SAE J190动力转向压力软管——钢丝编织型1998-052.985SAE J191动力转向压力软管——低膨胀型1998-053.076SAE J20冷却剂系统软管2002-017.6713SAE J2050高温动力转向压力软管2001-043.46SAE J2064R134a制冷剂汽车空调软管1999-067.3911SAE J30燃料及油软管1998-0635.83SAE J343SAE 100R系列液压软管及软管总成试验及试验程序2001-074.79SAE J51致冷剂12汽车空调系统软管1998-085.698SAE J51附表1.052SAE J517液压软管2001-0435.7通用规范合计25185.22172SAE标准简介SAE各汽车协议和标准的简介1905年初,美国汽车工程师学会(SAE)认识到必须标准化。
SAEJ1939标准整理

SAE J1939协议整理目录1.背景介绍 (3)2.SAE J1939标准明细 (3)3.与OSI模型关系 (3)4.SAE J1939标准分层 (4)4.1.物理层 (4)4.2.数据链路层 (6)4.3.网络层 (12)4.4.应用层 (13)4.5.故障诊断 (16)4.6.网络管理 (23)4.7.SAE J1939应用实例 (28)1.背景介绍of Automotive Engineers)制SAE J1939协议是由美国汽车工程师协会(SAE:Society定的主要针对商用车的CAN总线通信协议。
1)基于CAN2.0B协议制定(CAN2.0B是德国Bosch制定的通信协议,采用扩展帧)2)主要应用对象为客车、载重货车、船舶农业机械等非路面设备3)J1939的通信速率可达250Kpbs2.SAE J1939标准明细标准号标准名称修改日期SAE J1939车辆网络串行通信的控制总标准Revised2007-10-9SAE J1939/01卡车及客车等路面控制及信息网络Issued2000-09-1SAE J1939/02农业设备等非路面控制及信息网络Issued2006-08-23SAE J1939/05发动机故障诊断方面的应用Issued2008-2-21SAE J1939/11物理层,250K比特/秒,屏蔽双绞线Revised2006-9-18SAE J1939/13物理层,非车载诊断连接器Revised2004-3-11SAE J1939/15物理层,250K比特/秒,非屏蔽双绞线Revised2008-8-21SAE J1939/21数据链路层Revised2006-12-22SAE J1939/31网络层Revised2004-4-2SAE J1939/71车辆应用层Revised2008-1-28SAE J1939/73诊断应用层Revised2006-9-8SAE J1939/74应用层信息配置Revised2006-11-21SAE J1939/75应用层设置及工业化Revised2007-06-21SAE J1939/81网络管理层Revised2003-5-8SAE J1939/82相容性-卡车和客车Issued2008-8-113.与OSI模型关系System Interconnection)。
sae标准目录(全).xls
94. SAE J 193-1996 球节及球座总成试验规程
95. SAE J 195-1988 机动车辆自动车速控制器
96. SAE J 198-2003 载货车、大客车及多用途车风窗玻璃刮水系统
97. SAE J 200-2001 橡胶材料分类体系
98. SAE J 201-1997 乘用车和轻型载货车在用制动器性能试验规程
99. SAE J 207-1985 汽车金属装饰件和结构件的镀铬和镍
100.SAE J 209v001-1987 INSTRUMENT FACE DESIGN AND LOCATION FOR CONSTRUCTION AND
101. SAE J 211-1-2003 冲击试验用仪器—第 1 部分—电子仪器
136. SAE J 268-1989 摩托车后视镜
137. SAE J 272-1981 车辆识别号码体系
138. SAE J 273-1981 乘用车识别号码体系
139. SAE J 274-1989 悬架弹簧额定承载能力
140. SAE J 276-2002 铰接式装载机和拖拉机转向锁 141. SAE J 277-1995 雪地车电气系统设计电压的维持 142. SAE J 278-1995 雪地车制动灯 143. SAE J 279-1995 雪地车尾灯(后位置灯) 144. SAE J 280-1984 雪地车前照灯 145. SAE J 283-1999 带三点式挂接装置的农用拖拉机液压举升能力试验规程 146. SAE J 284-2002 农用、建筑和工业装备安全警报信号 147. SAE J 285-1999 汽油分配泵喷嘴 148. SAE J 286-1996 SAE 第 2 号离合器摩擦试验机械指南 149. SAE J 287-1988 驾驶员手控制区域 150. SAE J 288-2002 雪地车燃油箱 151. SAE J 291-1980 制动液温度的确定 152. SAE J 292-1995 雪地车及车灯、反射装置和相关装备 153. SAE J 293-1995 车辆坡道驻车性能要求 154. SAE J 294-1993 GVWR 大于 4 500 公斤(10 000 lb)车辆的行车制动器总 成试验规 155. SAE J 297-2002 工业装备操作人员控制件 156. SAE J 299-1993 制动距离试验规程 157. SAE J 300-1999 发动机机油黏度分级 158. SAE J 301-1999 新的或已修订技术报告的有效日期 159. SAE J 304-1999 发动机机油试验 160. SAE J 306-2005 汽车齿轮润滑剂黏度分级 161. SAE J 308-1996 轴和手动变速器润滑剂 162. SAE J 310-2000 汽车润滑脂 163. SAE J 311-2000 乘用车自动变速器液 164. SAE J 312-2001 车用汽油 165. SAE J 313-1998 柴油 166. SAE J 314-2002 毛毡—羊毛和部分羊毛 167. SAE J 315-1985 纤维板试验规程 168. SAE J 318-2003 汽车气制动管接头 169. SAE J 321-1999 推土机牵引机械操作人员防护轮罩 170. SAE J 322-1996 非金属装饰材料—确定抗硫化氢腐蚀性的试验方法 171. SAE J 323-1998 确定柔性塑料材料冷裂性的试验方法 172. SAE J 326-1986 液压反铲挖掘机术语 173. SAE J 328-1994 乘用车及轻型载货车车轮性能要求和试验规程 174. SAE J 331-2000 摩托车噪声声级 175. SAE J 332-2002 测量乘用车和轻型载货车轮胎一致性的试验机械 176. SAE J 335-1995 多位小型发动机排气系统点火抑制 177. SAE J 336-2001 载货车驾驶室内部噪声声级 178. SAE J 339-1994 座椅安全带织带磨损试验规程 179. SAE J 342-1991 大型发动机火花防止器试验规程 180. SAE J 343-2001 SAE 100R 系列液压软管和软管总成试验和试验规程 181. SAE J 345a 干或湿路面乘用车轮胎最大和抱死时车轮制动力 182. SAE J 347-2002 7 型(9.5 mm)柴油机燃油喷嘴总成 183. SAE J 348-1990 车轮三角垫木 184. SAE J 349-1991 黑色金属杆,棒,管和丝的表面缺陷检查 185. SAE J 350-1991 中型发动机火花防止器试验规程 186. SAE J 356-1999 可以抑制焊瘤的弯曲,双层扩口和卷边正火低碳钢
saej933美标标准

SAE J933美标标准是针对动力电源用液流电池充电电源的特性进行规范和指导的标准。
该标准明确了液流电池充电电源的电压、电流、充电速率、充电时间等参数,以确保液流电池充电电源的可靠性和安全性。
SAE J933标准的制定,是为了提高液流电池充电电源的质量和性能,确保汽车动力电源的安全使用。
同时,该标准也为液流电池充电电源的生产和检测提供了统一的规范和指导,有利于推动液流电池充电电源技术的发展和应用。
总之,SAE J933美标标准是针对液流电池充电电源的特性进行规范和指导的标准,对于提高液流电池充电电源的质量和性能、确保汽车动力电源的安全使用具有重要意义。
SAE J30-98 燃油和机油胶管 中文
对于软管总成,应有这些检测项目:(f)爆破,(g)耐压,(h)总成件(未老化)拉脱, 和(i)外观检验(100%)。
3.5 试验要求 3.5.1 长为
26.97
28.58
1.062
1.125
22.23 7/8 22.23±0.79 0.875±0.031
25.40 1
25.40±0.79 1.000±0.031
32.54
34.93
1.281
1.375
28.58 1-1/8 28.58±0.79 1.125±0.031
31.75 1-1/4 21.75±0.99 1.250±0.039
1.每一规格的所有软管之间的壁厚差不能超过下面的值:
规格等于或小于 1/4 英寸:0.76mm;
规格为 1/4~7/8 英寸之间:1.02mm;
规格大于 7/8 英寸:1.27mm。
2 类最小 外径(1)
mm 11.13 12.70 14.27 15.88 17.48 19.05 20.62 23.83 26.97 30.18 32.54 38.10 42.28 44.45 47.63 50.80 53.98 60.33
0MPa,长度变化值应由表 2 中的压力决定。要求如下: 3.5.1.1 第 1 类— 所有规格最大±% 3.5.1.2 第 2 类— 内径小于 12.70mm,长度变化:0~-8%;内径等于或大于 12.70mm,长
度变化:0~-6%。
2
表 1— 适用于 SAE 30R2 的尺寸和公差
规格 规格 mm in
美国最新紧固件标准IFI第七版中英文对照目录

A部分:螺纹ANSI/ASME B1.7M 1984(R2001)NOMENCLATURE,DEFINITIONS,AND LETTER SYMBOLS FORSCREW THREADS螺纹的术语、定义和字母代号ASME B1.1 2003 UNIFIED INCH SCREW THREADS(UN AND UNR THREAD FORM)统一英制螺纹(UN和UNR螺纹形状) ASME B1.3M 1992(R 2001) SCREW THREAD GAGING SYSTEMS FOR DIMENSIONALACCEPTABILITY-INCH SCREW THREADS(UN,UNR,AND UNJ)尺寸接受的螺纹测量系统英制和米制螺纹(UN, UNR, 和UNJ)ANSI/ASME B1.2 1983(R2001)GAGES AND GAGING FOR UNIFIED INCH SCREW THREADS 统一螺纹的量规和测量ASME/ANSI B1.121987(R2003)CLASS 5 INTERFERENCE-FIT THREAD 第5级过盈配合螺纹ASME B1.15 1995 UNIFIED INCH SCREW THREADS(UNJ THREAD FORM) 统一英制螺纹(UNR螺纹形状) B部分:材料和涂镀IFI SELECTING FASTENER MATERIAL 紧固件材料选择IFI BOLT AND NUT COMPATIBILIITY 螺栓和螺母的匹配IFI CORROSION 腐蚀作用IFI PLATINGS AND COATINGS 镀层和涂层IFI-140 2000 CARBON AND ALLOY STEEL WIRE,RODS,AND BARS FORMECHANICAL FASTENERS用于机械紧固件的碳素钢和合金钢的线材,圆钢,钢棒SAE J429 1999 MECHANICAL AND MATERIAL REQUIREMENTS FOREXTERNALLY THREADED FASTENERS外螺纹紧固件的机械和材料要求ASTM A307 2004 Standard Specification for Carbon Steel Bolts and Studs, 60 000 PSI TensileStrength碳素钢外螺纹紧固件ASTM A449 2004b Specification for Hex Cap Screws, Bolts, and Studs, Steel, Heat Treated,120/105/90 ksi Minimum Tensile Strength, General Use经淬火和回火的钢制螺栓和螺柱ASTM A320/A320M-2005a ALLOY STEEL BOLTING MATERIALS FOR LOW TEMPERATURESERVICE低温用合金钢和不锈钢螺栓材料ASTM A193/A193M-2006 Alloy-Steel and Stainless Steel Bolting Materials for High Temperature orHigh Pressure Service and Other Special Purpose Applications高温高压用合金钢和不锈钢螺栓材料ASTM A194/A194M-2006b CARBON AND ALLOY STEEL NUTS FOR BOLTS FOR HIGHPRESSURE OR HIGH TEMPERATURE SERVICE,OR BOTH高压或高温作业或者高压高温作用用螺栓的碳钢和合金钢螺母ASTM A354-2004 QUENCHED AND TEMPERED ALLOY STEEL BOLTS,STUDS,ANDOTHER EXTERNALLY THREADED FASTENERS淬火和回火合金钢螺栓、双头螺栓和其它外螺纹紧固件ASTM F593-2002e2 STAINLESS STEEL BOLTS,HEX CAP SCREWS,AND STUDS 不锈钢螺栓、六角帽螺钉和柱头螺栓ASTM F468-2006 NONFERROUS BOLTS,HEX CAP SCREWS,AND STUDS FORGENERAL USE普通有色金属螺栓、六角帽螺钉和螺柱ASTM A563-2004a CARBON AND ALLOY STEEL NUTS 碳素钢和合金钢螺母ASTM F594 2002 STAINLESS STEEL NUTS 不锈钢螺母ASTM F467-2006 NONFERROUS NUTS FOR GENERAL USE 通用非金属螺母ASTM F788/F788M-2006 Surface Discontinuities of Bolts, Screws, and Studs, Inch and Metric Series 螺栓、螺钉和螺栓表面缺陷ASTM F812/F812M-2003 Standard Specification for Surface Discontinuities of Nuts, Inch and MetricSeries螺母表面缺陷ASTM F606-2006 TEST METHODS FOR DETERMINING THE MECHANICALPROPERTIES OF EXTERNALLY AND INTERNALLY THREADEDFASTENERS,WASHERS,AND RIVETS测定外螺纹和内螺纹紧固件、垫圈及铆钉机械性能的试验方法ASTM B633-1998e1 ELECTRODEPOSITED COATINGS OF ZINC ON IRON AND STEEL钢铁表面电解沉积锌镀层ASTM A153/A153M-2005 ZINC COATING(HOT-DIP)ON IRON AND STEEL HARDWARE 钢铁构件镀锌层(热浸)ASTM B695-2004 COATINGS OF ZINC MECHANICALLY DEPOSITED ON IRON ANDSTEEL钢铁表面锌机械沉积镀层ASTM B696-2000(2004)e1 COATINGS OF CADMIUM MECHANICALLY DEPOSITED 镉机械沉积锌镀层ASTM B766-1986(2003) ELECTRODEPOSITED COATINGS OF CADMIUM 镉电沉积镀层ASTM F1135-1999(2004) CADMIUM OR ZINC CHROMATE ORGANIC CORROSIONPROTECTIVE COATINGS FOR FASTENERS紧固件用铬酸镉或锌有机防蚀镀层ASTM F1136-2004 CHROMIUM/ZINC CORROSION PROTECTIVE COATINGS FORFASTENERS紧固件用铬/锌防蚀镀层ASTM F1137 2000 PHOSPHATE/OIL AND PHOSPHATE/ORGANIC CORROSIONPROTECTIVE COATINGS FOR FASTENERS紧固件用磷酸盐/油和磷酸盐/有机防蚀镀层ASTM F1941-2000 ELECTRODEPOSITED COATINGTS ON THREADED FASTENERS[UNIFIED INCH SCREW THREADS(UN/UNR)]螺纹紧固件上电镀层[统一英寸制螺纹(UN/UNR)]C部分:螺栓、螺钉和螺柱ASME B18.2.1 1996 SQUARE AND HEX BOLTS AND SCREWS(INCH SERIES) 正方型和六角型螺栓和螺钉(英制系列) IFI-149 2000 LARGE SIZE HEAVY HEX SCREWS 大规格大六角螺钉IFI-111 2002 HEX FLANGE SCREWS 六角法兰螺钉IFI-115 2002 FLANGE 12-POINT SCREWS 12角法兰螺钉ASME B18.5-1990(R2003) ROUND HEAD BOLTS 圆头螺栓ASME B18.9-1996(R2003) PLOW BOLTS(INCH SERIES) 防松螺栓ANSI/ASME B18.10 1982(R2000)Track Bolts and Nuts 轨道螺栓和螺母;ASME B18.15-1985(R2003) FORGED EYEBOLTS 锻造环眼螺栓IFI-136 2002 STUDS AND BENT BOLTS 螺柱和螺栓ASME B18.6.2 1998 Slotted Head Cap Screws 开槽平头螺钉IFI-148 2002 THREADED PROJECTION WELD STUDS 焊接螺柱D部分:螺母IFI Commentary ON NUTS 螺母的解释和说明ASME/ANSI B18.2.2 1987(R SQUARE AND HEX NUTS 方型和六角螺母1999)IFI-145 2002 HEX FLANGE NUTS AND LARGE HEX FLANGE NUTS 六角法兰螺母和大规格六角法兰螺母IFI-128 2000 HEX COUPLING NUTS 六角轴接螺母ANSI/ASME B18.10 1982(R2000)TRACK BOLTS 轨道螺栓及螺母ASME B18.6.3-2003 SQUARE AND HEX MACHINE SCREW UNTS 方型和六角机器螺母ASME B18.6.X DRAFTSTANDARD 2002WING NUTS 蝶形螺母E部分:高强度结构螺栓IFI COMMENTARY ON HIGH STRENGTH STRUCTURAL BOLTING 高强度结构螺栓的解释和说明ASME B18.2.6-1996(R2004) FASTENERS FOR USE IN STRUCTURAL APPLICATIONS 用于结构应用的紧固件ASTM A325-2006 STRUCTURAL BOLTS,STEEL,HEAT TREATED,120/105 KSIMINIMUN TENSILE STRENGTH经热处理的最小抗拉强度为120/105ksi的结构用钢螺栓ASTM A490-2006 STRUCTURAL BOLTS,ALLOY STEEL,HEAT TREATED,150 KSIMINIMUN TENSILE STRENGTH经热处理的最小抗拉强度为150 ksi的合金钢结构用螺栓ASTM A394-2005 STEEL TRANSMISSION TOWER BOLTS,ZINC COATED AND BEAR输电塔镀锌螺栓和裸螺栓ASTM F901 2001 ALUMINUN TRANSMISSION TOWER BOLTS AND NUTS 外科移植用精制钴铬钨镍合金ASTM F1852-2005 TWIST OFF TYPE TENSION CONTROL STRUCTURALBOLT/NUT/WASHER ASSEMBLIES,STEEL,HEAT TREATED 120/150KSI MINIMUM TENSILE STRENGTH经热处理的120/105ksi最小抗张强度拧松式张力控制结构钢螺栓/螺母/垫圈组件ASTM F959-2005a COMPRESSIBL-WASHER-TYPE DIRECT TENSION INDICATORSFOR USE WITH STRUCTURAL FASTENERS与结构紧固件一起使用的可压缩垫圈型直接拉力指示器F部分:有效力矩紧固件IFI AN INTRODUCTION TO LOCKING FASTENERS 锁紧紧固件的介绍IFI-100/107 2002 PREVAILING-TORQUE TYPE STEEL HEX AND HEX FLANGE NUTS 有效力矩型钢六角螺母和六角法兰螺REGULAR AND LIGHT HEX SERIES 母,常规小尺寸六角系列IFI-124 2002 TEST PROCEDURE FOR THE PERFORMANCE OF NONMETALLICRESISTANT ELEMENT PREVAILING-TORQUE SCREWSIFI-125 2002 TEST PROCEDURE FOR THE PERFORMANCE OF CHEMICALCOATED PREVAILING-TORQUE SCREWSIFI-155 2002 TEST PROCEDURE FOR THE PERFORMANCE OF NONMETALLICRESISTANT ELEMENT PREVAILING-TORQUE NUTS非金属嵌件有效力矩型螺母的性能测试程序IFI-143 2002 TEST FOR EVALUATING THE TORQUE-TENSION RELATIONSHIPON BOTH EXTERNALLY AND INTERNALLY THREADEDFASTENERS评测内外螺纹紧固件扭矩-拉伸关系的试验方法G部分:凹头螺钉ASME B18.3-2003 SOCKET CAP,SHOULDER,SET SCREWS,HEX,AND SPLINE KEYS六角和键槽圆柱头内六角带肩紧定螺钉ASTM A574-2004 ALLOY STEEL SOCKET HEAD CAP SCREWS 合金钢内六角螺钉ASTM F835-2004 ALLOY STEEL SOCKET BUTTON AND FLAT COUNTERSUNKHEAD CAP SCREWS合金钢凹圆头螺钉和平埋头帽螺钉ASTM F912-2004 ALLOY STEEL SOCKET SET SCREWS 合金钢凹头固定螺钉ASTM F879-2002a STAINLESS STEEL SOCKET BUTTON AND FLAT COUNTERSUNKHEAD CAP SCREWS不锈钢管座凸头及扁平埋头六角螺钉ASTM F880-2002 STAINLESS STEEL SOCKET SET SCREWS 不锈钢凹头螺钉H部分:自攻螺钉IFI AN INTRODUCTION TO TAPPING SCREWS 自攻螺钉的介绍ASME B18.6.4 1998 THREAD FORMING AND THREAD CUTTING TAPPING SCREWSAND METALLIC DRIVE SCREWS螺纹成型和螺纹切削自攻螺钉和金属传动螺杆SAE J933 1998 MECHANICAL AND QUALITY REQUIREMENTS FOR TAPPINGSCREWS自攻螺钉的机械和质量要求SAE J81 1997 THREAD ROLLING TAPPING SCREWS 滚制螺纹自攻螺钉SAE J78 1998 SELF-DRILLING TAPPING SCREWS 自钻自攻螺钉I部分:机螺钉ASME B18.6.3 2002 SLOTTED AND RECESSED HEAD MACHINE SCREWS;开槽和凹头机螺钉IFI-138 2002 STRAIGHTNESS GAGING METHOD AND STRAIGHTNESS LIMITSFOR MACHINE,TAPPING,AND THREAD ROLLING SCREWS机械,自攻和滚动螺纹的直线度测量方法J部分:其它小型螺钉ASME B18.6.2 1998 SQUARE HEAD AND SLOTTED HEADLESS SET SCREWS 开槽平头螺钉和开槽无头紧定螺钉ASME B18.13 1996 SCREW AND WASHER ASSEMBLIES——SEMS 螺钉和垫圈组件IFI-156 2002 THUMB SCREWS AND WING SCREWS 滚花和蝶形螺钉ASME B18.6.1 1981(R 1997) WOOD SCREWS 木螺钉ASME B18.11 1961(R 2000) MINIATURE SCREWS 小型螺钉K部分:铆钉ASME B18.1.2 1972(R 2001) LARGE RIVETS 1/2 IN.NOMINAL DIAMETER AND LARGER 大铆钉(公称直径1/2英寸及以上) ASME B18.1.1 1972(R 2001) SMALL SOLID RIVETS 7/16 IN.NOMINAL DIAMETER ANDSMALLER小型实心铆钉(公称直径7/16英寸及以下)ASME B18.7 1972(R 2001) GENERAL PURPOSE SEMI-TUBULAR RIVETS,FULL TUBULARRIVETS,SPLIT RIVETS AND RIVET CAPS通用半空心铆钉,空心铆钉,开口铆钉,铆钉盖IFI-110 2003 GLOSSARY OF TERMS RELATING TO BLIND RIVETS 盲孔铆钉相关专业词汇IFI-114 2003 BREAK MANDREL BLIND RIVETS 抽心铆钉IFI-117 2003 PULL THROUGH MANDREL BLIND RIVETS 带心轴盲孔铆钉IFI-119 2003 STRUCTURAL FLUSH BREAK PULL MANDREL SELF-PLUGGINGBLIND RIVETSIFI-123 2003 DRIVE PIN BLIND RIVETSIFI-126 2003 BREAK MANDREL CLOSED END BLIND RIVETS 抽心沉头铆钉IFI-130 2003 STRUCTURAL SPLITTING SELF-PLUGGING PULL MANDRELBLIND RIVETSIFI-134 2003 MULTI-GRIP FLUSH BREAK PULL MANDREL SELF-PLUGGINGBLIND RIVETSIFI-135 2003 MECHANICAL TESTING OF BLIND RIVETS 盲孔铆钉的机械测试IFI-137 2003 INSPECTION AND QUALITY ASSURANCE FOR GENERALPURPOSE BLIND RIVETS通用盲孔铆钉的说明和质量保证L部分:垫圈和销ASME B18.22.1-1965(R2003) PLAIN WASHERS 平垫圈ASME B18.21.1 1999 LOCK WASHERS 锁紧垫圈ASME B18.2.6 BEVELED WASHERS 斜垫圈ASTM F844-2004 Standard Specification for Washers, Steel, Plain (Flat), Unhardened forGeneral Use未淬火的钢垫圈ASTM F436-2004 HARDENED STEEL WASHERS 硬化钢垫圈ASME B18.8.1 1994(R 2000) CLEVIS PINS and Cotter Pins U形夹销和扁销ASME B18.8.2 2000 TAPER PINS Dowel Pins, Straight Pins, Grooved Pins, and Spring Pins 圆锥销、定位销、圆柱销、槽销和弹簧销M部分:质量保证IFI INTRODUCTORY NOTES FASTENER QUALITY ASSURANCE 紧固件质量保证的介绍ASME Draft Revision B18.18.12002INSPECTION AND QUALITY ASSURANCE FOR GENERALPURPOSE FASTENERS通用紧固件的检验和质量保证ASME Draft Revision B18.18.22002INSPECTION AND QUALITY ASSURANCE FOR HIGH-VOLUMEMACHINE ASSEMBLY FASTENERS大型机器组装紧固件的检验和质量保证ASME Draft Revision B18.18.32002INSPECTION AND QUALITY ASSURANCE FOR SPECIAL PURPOSEFASTENERS专用紧固件的检验和质量保证ASME/ANSI B18.18.4M1987(R 1999)INSPECTION AND QUALITY ASSURANCE FOR FASTENERS FORHIGHLY SPECIALIZED ENGINEERED APPLICATIONS高度专业化设计应用中紧固件的检验和质量保证ASME B18.18.5M 1998 INSPECTION AND QUALITY ASSURANCE PLAN REQUIRINGIN-PROCESS INSPECTION AND CONTROLS检验和质量保证计划要求过程中的检验和控制ASME B18.18.6M 1998 QUALITY ASSURANCE PLAN FOR FASTENERS PRODUCED IN ATHIRD PARTY ACCREDITATION SYSTEM在第三方认可体系中生产的紧固件的质量保证计划ASME B18.18.7M 1998 QUALITY ASSURANCE PLAN FOR FASTENERS PRODUCED IN ACUSTOMER APPROVED CONTROL PLAN在消费者核准的控制计划中生产的紧固件的质量保证计划ASTM F1470 2002 STANDARD GUIDE FOR FASTENER SAMPLING FOR SPECIFIEDMECHANICAL PROPERTIES AND PERFORMANCE INSPECTION规定的机械特性和性能检验用紧固件抽样指南N部分:工艺技术参数ASME B18.12 2001 GLOSSARY OF TERMS FOR MECHANICAL FASTENERS 机械紧固件术语汇编ASME B18.2.8 1999 CLEARANCE HOLES FOR BOLTS,SCREWS,AND STUDS 螺栓、螺钉和双头螺栓的出砂孔IFI-142 1997 HYDROGEN EMBRITTLEMENT RISK MANAGEMENT 氢脆性危害处理IFI WEIGHTSOFPRODUCTS 产品重量IFI STANDARDS AND SPECIFICATIONS ASTM,ASME,SAE,IFI ASTM,ASME,SAE,IFI标准和说明IFI WHAT IS A SCREW? WHAT IS A BOLT?螺钉和螺栓的区别ASME B18.2.1 1996 SQUARE AND HEX BOLTS AND SCREWS(INCH SERIES) 方型和六角型螺栓和螺钉IFI DESIGN OF BOLTED JOINTS-AN INTRODUCTION 螺栓连接设计的介绍IFI FASTENER IDENTIFICATION MARKINGS 紧固件鉴定指南IFI DESIGNING SPECIAL FORMED PARTS 设计特殊成形部分•出售美国最新紧固件标准 IFI (ANSI, ASME, SAE)第七版光盘,200元/张,款到即寄. 联系电话:136********,0575-********• 详细目录见:/yuwenlong2000•汇款地址:浙江省绍兴市涂山东路门前江公寓1幢206室邮编:312000 联系人:俞文龙 Email:xyz0641@中国建设银行,卡号:436742*************,户名:俞文龙。
SAE标准目录代号名称
SAE标准目录代号名称SAE标准目录代号名称SAE TSB002-1992 SAE技术报告的准备SAE TSB003-1999 SAE使用公制(Metric)单位的规则SAE J 10-2000 汽车和非道路车辆气制动储气罐性能要求和识别要求SAE J 17-2003 天然泡沫橡胶SAE J 20-2006 冷却系统软管SAE J 20-1-2002 冷却软管(政府用于替代MS52130部分而对SAE J20进行的增补)SAE J 20-2-2001 钢丝缠绕支撑冷却软管的正常使用(SAE J20的增补件)SAE J 30-1998 燃油和机油软管SAE J 31-1986 液压式铲车举升能力SAE J 33-2000 雪地车定义和术语—总则SAE J 34-2001 机动游艇外部噪声测量规程SAE J 38-1991 装载机举升臂支撑装置SAE J 44-2003 雪地车行车制动系统性能要求SAE J 45-2003 雪地车制动系统试验规程SAE J 46-1993 车轮打滑制动控制系统道路试验规程SAE J 47-2005 摩托车潜在最大噪声声级SAE J 48-1993 液面指示器指南SAE J 49-1980 液压铲车技术参数的定义SAE J 51-2004 汽车空调软管SAE J 56-1999 道路车辆—带调节器的交流发电机—试验方法和一般要求SAE J 57-2000 公路载货车轮胎噪声声级 SAE J 58-1998 带凸缘的12角头螺钉SAE J 64-1995 雪地车识别代号SAE J 67-1998 铲斗,抓斗和挖斗额定容量 SAE J 68-2004 雪地车开关装置和部件试验SAE J 75-2006 机动车制动液容器兼容性 SAE J 78-1998 钢制自攻螺钉SAE J 79-1972 制动盘和制动鼓热电偶安装 SAE J 80-2004 汽车用橡胶垫SAE J 81-1997 滚丝螺钉SAE J 82-1998 机制螺钉机械和质量要求SAE J 88-2006 非道路工作机械外部噪声测量SAE J 89-1995 雪地车坐椅动态缓冲性能标准SAE J 90-1995 汽车非金属垫圈材料标准分类体系SAE J 92-1995 雪地车节气门控制系统SAE J 95-1986 工业设备前照灯SAE J 96-2005 工业设备闪光警报灯SAE J 98-1998 通用工业机械人员防护SAE J 99-2003 公路上使用的工业设备灯光和标志SAE J 100-1999 A类车辆风窗玻璃阴影区域SAE J 101-2006 汽车鼓式制动器液力分泵SAE J 107-1996 摩托车操纵件和显示器SAE J 108-2000 摩托车制动系统试验代码SAE J 109-2000 摩托车和动力驱动自行车行车制动系统性能要求SAE J 112a 电动风窗玻璃刮水器开关SAE J 114-1994 座椅安全带织带磨损性能要求SAE J 115-2003 安全标志SAE J 119-1987 纤维板褶皱弯曲试验SAE J 121M-1997 淬硬和回火螺纹紧固件的脱碳SAE J 121-1997 淬硬和回火螺纹紧固件的脱碳SAE J 122-1998 螺母表面的不连续性SAE J 123-1994 用于疲劳载荷的螺栓,螺钉和双头螺栓的表面不连续性 SAE J 125-1988 铸铁温升性能SAE J 126-1986 冷、热轧钢板和钢带的选择和说明SAE J 128-1994 乘用车和轻型载货车乘员约束系统评价SAE J 129-1981 发动机和传动系识别号码SAE J 131-2003 摩托车转向信号灯SAE J 133-2003 商用挂车和半挂车牵引销性能SAE J 134-1993 乘用车和轻型载货车与挂车组成的列车制动系统道路试验代码SAE J 135-1993 乘用车与挂车组成的列车行车制动系统性能要求SAE J 138-1969 试验人体动力学研究摄影分析指南SAE J 139-1999 点火系统术语SAE J 140-1995 座椅安全带硬件试验规程SAE J 141-1995 座椅安全带硬件性能要求SAE J 153-1987 操作人员预防措施SAE J 156-2005 保险丝SAE J 159-2002 额定容量系统SAE J 160-2001 摩擦材料在暴露在温度升高的环境中时尺寸的稳定性SAE J 163-2006 低压电线和电缆终端接头及铰接夹SAE J 164-2006 散热器盖和加水口颈SAE J 167-2002 农用拖拉机顶部防护—试验规程和性能要求SAE J 169-1985 非道路车辆操作人员空间内空调系统的设计指南SAE J 174-1998 英制钢螺纹紧固件力矩-应力试验规程SAE J 174M-1998 公制钢螺纹紧固件力矩-应力试验规程SAE J 175-2003 道路车辆车轮冲击试验规程SAE J 176-1994 非道路自驱动工作机械快速加油设备SAE J 179-2001 载货车盘式车轮和可拆卸轮辋—表识SAE J 180-2002 建筑和工业机械充电系统SAE J 182-2005 机动车辆基准标志和三维参考系SAE J 183-2006 发动机油性能和发动机维修分类(除节能方面外)SAE J 184-1998 噪声数据获得系统的检定SAE J 185-2003 非道路机械的接近系统SAE J 187-1970 载货车识别号码SAE J 188-2003 高体积膨胀型动力转向压力软管SAE J 189-2003 低压动力转向回油软管SAE J 190-1998 钢丝编织动力转向压力软管SAE J 191-2003 低体积膨胀型动力转向压力软管SAE J 192-2003 雪地车外部噪声等级SAE J 193-1996 球节及球座总成试验规程SAE J 195-1988 机动车辆自动车速控制器SAE J 198-2003 载货车、大客车及多用途车风窗玻璃刮水系统SAE J 200-2006 橡胶材料分类体系SAE J 201-1997 乘用车和轻型载货车在用制动器性能试验规程SAE J 207-1985 汽车金属装饰件和结构件的镀铬和镍SAE J 211-1-2003 冲击试验用仪器—第1部分—电子仪器SAE J 211-2-2001 冲击试验用仪器—第2部分—摄影仪器SAE J 212-1998 乘用车制动系统测功机试验规程SAE J 213-2004 摩托车分类SAE J 216-1999 乘用车玻璃—电路SAE J 217-1994 不锈钢17-7PH弹簧钢丝和弹簧SAE J 218-1981 乘用车识别术语SAE J 220-1998 起重机起重臂限位装置SAE J 222-2006 驻车灯(前位置灯)SAE J 224-1980 碰撞变形分类SAE J 225-2003 商用车制动系统扭矩平衡试验代码SAE J 226-1995 发动机预热器SAE J 228-1995 空气流量参考标准SAE J 229-1993 乘用车行车制动器结构总成试验规程SAE J 230-1994 不锈钢,SAE 30302,弹簧钢丝和弹簧SAE J 232-1994 工业旋转割草机SAE J 234-1977 电动风窗玻璃清洗器开关SAE J 235-1971 电动鼓风机电机开关SAE J 238-1998 螺母和锥形弹簧垫圈总成SAE J 240-2002 汽车蓄电池寿命试验SAE J 243 汽车密封胶,粘结剂和缓冲胶剂的试验方法 SAE J 244-1992 柴油机进气或排气流量测量SAE J 246-2000 球面和凸缘管接头SAE J 247-1987 测量车内噪声脉冲的仪器SAE J 249-1988 机械制动灯开关SAE J 250 合成树脂塑料密封胶—不干型SAE J 253-1989 前照灯开关SAE J 254-1993 废气排放测量用仪器和测量技术SAE J 257-1997 商用车制动器额定功率要求SAE J 259 点火开关SAE J 264-1998 视野术语SAE J 265-2002 柴油机燃油喷嘴总成—8,9,10和11型SAE J 266-1996 乘用车和轻型载货车稳态方向控制试验规程SAE J 267-1999 车轮/轮辋—载货车—性能要求和试验规程SAE J 268-2004 摩托车后视镜SAE J 272-1981 车辆识别号码体系SAE J 276-2002 铰接式装载机和拖拉机转向锁SAE J 277-2004 雪地车电气系统设计电压的维持SAE J 278-1995 雪地车制动灯SAE J 279-2006 雪地车尾灯(后位置灯)SAE J 280-2006 雪地车前照灯SAE J 283-1999 带三点式挂接装置的农用拖拉机液压举升能力试验规程SAE J 284-2002 农用、建筑和工业装备安全警报信号SAE J 285-1999 汽油分配泵喷嘴SAE J 286-2006 SAE第2号离合器摩擦试验机械指南SAE J 287-1988 驾驶员手控制区域SAE J 288-2002 雪地车燃油箱SAE J 291-1980 制动液温度的确定SAE J 292-2006 雪地车及车灯、反射装置和相关装备SAE J 293-2004 车辆坡道驻车性能要求SAE J 294-1993 GVWR大于4 500公斤(10 000 lb)车辆的行车制动器总成试验规程SAE J 297-2002 工业装备操作人员控制件SAE J 299-1993 制动距离试验规程SAE J 300-2004 发动机机油黏度分级SAE J 301-2006 新的或已修订技术报告的有效日期SAE J 304-1999 发动机机油试验SAE J 306-2005 汽车齿轮润滑剂黏度分级SAE J 308-1996 轴和手动变速器润滑剂SAE J 310-2005 汽车润滑脂SAE J 311-2000 乘用车自动变速器液SAE J 312-2001 车用汽油SAE J 313-2004 柴油SAE J 314-2002 毛毡—羊毛和部分羊毛SAE J 315-2004 纤维板试验规程SAE J 318-2003 汽车气制动管接头SAE J 321-1999 推土机牵引机械操作人员防护轮罩SAE J 322-1996 非金属装饰材料—确定抗硫化氢腐蚀性的试验方法 SAE J 323-2004 确定柔性塑料材料冷裂性的试验方法SAE J 326-1986 液压反铲挖掘机术语SAE J 328-2005 乘用车及轻型载货车车轮性能要求和试验规程SAE J 331-2000 摩托车噪声声级SAE J 332-2002 测量乘用车和轻型载货车轮胎一致性的试验机械SAE J 335-1995 多位小型发动机排气系统点火抑制SAE J 336-2001 载货车驾驶室内部噪声声级SAE J 339-1994 座椅安全带织带磨损试验规程SAE J 342-1991 大型发动机火花防止器试验规程SAE J 343-2004 SAE 100R系列液压软管和软管总成试验和试验规程SAE J 345a 干或湿路面乘用车轮胎最大和抱死时车轮制动力 SAE J 347-2002 7型(9.5 mm)柴油机燃油喷嘴总成SAE J 348-1990 车轮三角垫木SAE J 349-1991 黑色金属杆,棒,管和丝的表面缺陷检查SAE J 350-1991 中型发动机火花防止器试验规程SAE J 356-2006 可以抑制焊瘤的弯曲,双层扩口和卷边正火低碳钢 SAE J 357-2006 发动机油的物理和化学特性SAE J 358-1991 非破坏性试验SAE J 359-1991 红外线试验SAE J 360-2001 载货车和大客车坡道驻车性能试验规程SAE J 361-2003 汽车内饰件和外饰件视觉评价规程SAE J 363-1994 滤清器座的安装SAE J 365-2004 装饰材料抗擦伤性试验方法SAE J 366-2001 重型载货车和大客车外部噪声声级SAE J 369-2003 车辆内部聚合物材料燃烧特性—试验方法SAE J 371-2006 非道路自驱动工作机械的放油、注油和油位螺塞SAE J 373-1993 单片和双片弹簧加载式离合器壳内尺寸SAE J 374-2002 车顶抗压试验规程SAE J 375-1994 负荷半径式悬臂角指示系统SAE J 376-1985 起重机举升负载指示装置SAE J 377-2001 车辆通行声音信号装置SAE J 378-2004 船用发动机布线SAE J 379-1996 制动衬片高氏硬度SAE J 380-2002 摩擦材料比重SAE J 381-2000 载货车,大客车和多用途车风窗玻璃除雾系统试验规程和性能要求SAE J 383-1995 机动车辆座椅安全带固定点设计建议SAE J 384-1994 机动车辆座椅安全带固定点试验规程SAE J 385-1995 机动车辆座椅安全带固定点性能要求SAE J 386-2006 非道路工作机械操作人员约束系统SAE J 387-1995 机动车辆灯光术语SAE J 390-1999 双向尺寸SAE J 391-1981 颗粒物尺寸定义SAE J 393-2001 商用车辆车轮,轮毂,轮辋术语SAE J 397-2004 防护结构试验室评价—偏转极限值SAE J 398-2005 乘用车,多用途车和轻型载货车燃油箱加注口条件 SAE J 399-1985 阳极化处理的铝制汽车部件SAE J 400-2002 表面覆层的耐剥落试验SAE J 401-2000 钢的选择和使用SAE J 402-2006 锻制钢和轧制钢的SAE编号系统SAE J 403-2001 SAE碳素钢的化学成分SAE J 404-2000 SAE合金钢的化学成分SAE J 405-1998 SAE锻制不锈钢的化学成分SAE J 406-1998 钢的可淬性确定方法SAE J 409-1995 产品分析—热处理或铸钢化学成分分析的容许变差SAE J 411-1997 碳素钢和合金钢SAE J 412-1995 钢的热处理和一般特性SAE J 413-2002 热处理可锻钢的机械性能SAE J 415-1995 热处理术语定义SAE J 417-1983 硬度试验和硬度值换算SAE J 419-1983 脱碳的测量方法SAE J 420-1991 磁粉检查SAE J 422-1983 用显微镜确定钢所含物质的方法SAE J 423-1998 硬化层深度测量方法SAE J 425-1991 用涡电流法进行电磁试验SAE J 426-1991 液体渗透剂试验方法SAE J 427-1991 渗透辐射检查SAE J 428-1991 超声波检查SAE J 429-1999 外螺纹紧固件机械性能和材料要求SAE J 430-1998 非螺纹紧固件碳素钢实心铆钉机械性能和材料要求SAE J 431-2000 汽车灰铸铁件SAE J 434-2004 汽车可锻(球墨)铸铁件SAE J 435-2002 汽车铸钢件SAE J 437a 工具和模具钢的选用和热处理SAE J 438b 工具和模具钢SAE J 439a 硬质合金刀具SAE J 441-1993 切割钢丝喷丸SAE J 442-2006 喷丸处理用试验带,支架和钢带SAE J 443-2003 使用标准喷丸试验带的规程SAE J 444-2005 喷丸处理和喷砂清洗用铸丸和铸粒的规格SAE J 445-2005 金属喷丸和喷粒的机械性能试验SAE J 447-1995 机动车辆车身及底盘部件的防腐SAE J 448a 表面质地SAE J 449a 表面质地的控制SAE J 450-2002 屈服强度和屈服点术语的使用SAE J 451-1989 铝合金—基本原理SAE J 452-2003 SAE铸铝合金的一般信息—化学组成,机械和物理性能SAE J 454-1991 锻制铝合金的一半数据SAE J 457-1991 SAE锻制铝合金的化学组成,机械性能限值和尺寸公差SAE J 459-1991 轴承和轴瓦合金SAE J 460-1991 轴承和轴瓦合金—SAE轴承和轴瓦的化学组成SAE J 461-2002 锻铜和铸铜合金SAE J 462-1981 锻铜合金SAE J 463-2002 锻铜和铜合金SAE J 464-1989 镁合金SAE J 465-1989 铸镁合金SAE J 466-1989 锻镁合金SAE J 467b 特殊用途合金(超级合金)SAE J 468-1988 锌合金锭和压铸件锌合金的成分SAE J 469-1989 锌模铸合金SAE J 470c 锻镍和与镍有关的合金SAE J 471d 粉末冶金黑色金属部件SAE J 473a 焊锡SAE J 474-1985 电镀及抛光SAE J 476a 干密封式管螺纹SAE J 482-2006 高六角头螺母SAE J 483-2006 槽顶(暗,盖帽式)螺母SAE J 485-1998 安装开口销用螺栓和螺钉杆上的孔及螺母的槽SAE J 490-1996 球节SAE J 491-1987 转向球头销和球座总成SAE J 492 铆钉和铆接SAE J 493 杆端销和U形夹SAE J 499a 装配用零件软拉孔直齿内花键SAE J 501 轴端SAE J 502 半圆键SAE J 503 半圆键槽和键沟SAE J 506-1995 套筒式半轴SAE J 510-1992 机动车辆悬架用钢板弹簧—美制单位SAE J 511-1989 空气弹簧术语SAE J 512-1997 汽车管接头SAE J 513-1999 制冷剂管接头—一般规范SAE J 514-2004 液压管接头SAE J 515-2004 液压O形环材料,特性和尺寸规范SAE J 516-2005 液压软管接头SAE J 517-2006 液压软管SAE J 518-1993 液压凸缘管及4螺栓分裂凸缘型软管接头SAE J 524-1996 弯曲和扩口用退火无缝低碳钢管SAE J 525-1999 弯曲和扩口用退火焊接冷拉低碳钢管SAE J 526-2000 焊接低碳钢管SAE J 527-2000 铜焊双层壁低碳钢管SAE J 530-1995 汽车用管接头SAE J 531-1995 汽车用管子,加注口和排出螺塞SAE J 532-1993 汽车用直螺纹加注口和排出螺塞SAE J 533-1999 管的扩口SAE J 534-1998 润滑剂管接头SAE J 537-2000 蓄电池SAE J 539-1993 柴油机电气系统电压SAE J 541-1996 起动机电路的电压降SAE J 542-1991 起动机的安装SAE J 543-1995 起动机小齿轮和齿圈SAE J 544-1996 电起动机试验规程SAE J 548-1-2000 火花塞SAE J 548-2-2000 火花塞安装座孔SAE J 549-1999 火花塞提前点火率SAE J 551-1-2006 车辆,船(最大15米)和机械电磁兼容性(50 Hz-18 GHz)性能等级和测量方法SAE J 551-5-2004 电动车宽带(9 kH-30 MHz)磁场和电场强度性能等级和测量方法SAE J 551-11-2000 车辆抗电磁干扰性—非道路车辆源SAE J 551-12-1996 车辆抗电磁干扰性—车载模拟发射机SAE J 551-13-1994 车辆抗电磁干扰性—大电流注入SAE J 551-15-2002 车辆抗电磁干扰性—静电放电(ESD) SAE J 551-17-1997 车辆抗电磁干扰性—电线磁场SAE J 553-2004 断电器SAE J 554-1987 电保险丝(管式)SAE J 560-2004 载货车挂车跨接电缆7线电插头SAE J 561-2007 孔式及叉式电接头SAE J 563-1990 6 V和12 V点烟器插座SAE J 564-1990 前照灯变光开关SAE J 565-1989 半自动前照灯变光装置SAE J 567-2006 灯泡保持系统SAE J 572-2004 建筑和工业机械封闭式灯光部件的要求SAE J 573-1998 微型灯泡SAE J 575-2006 总宽度小于2032 mm的车辆用照明装置和部件的试验方法和装备SAE J 576-1991 光学部件用塑料材料,如机动车辆照明装置透镜和反射器SAE J 578-2006 颜色规格SAE J 581-2004 辅助行车灯SAE J 583-2004 前雾灯SAE J 584-2003 摩托车前照灯SAE J 585-2000 总宽度小于2032 mm的机动车用尾灯(后位灯)SAE J 586-2000 总宽度小于2032 mm的机动车用制动灯SAE J 587-1997 牌照板照明装置(后牌照板照明装置)SAE J 588-2000 总宽度小于2032 mm的机动车用转向信号灯SAE J 589B 转向信号灯开关SAE J 591-1995 聚光灯SAE J 592-2005 总宽度小于2032 mm的机动车用示宽灯SAE J 593-2005 倒车灯SAE J 594-2003 回复反射器SAE J 595-2005 被认可的急救车,保养和维修车辆的闪光警示灯SAE J 599-1997 灯光检查代码SAE J 600-1993 前照灯照准试验机械SAE J 602-1989 机械照准前照灯的照准装置SAE J 604-1995 发动机术语—总则SAE J 609-2003 小型发动机安装法兰和动力输出轴SAE J 614-1995 发动机和变速箱量油计标记SAE J 615-1995 发动机安装件SAE J 616-1995 发动机前后座安装SAE J 617-1992 发动机飞轮壳和变速器壳结合法兰SAE J 618-1991 单片弹簧加载离合器飞轮SAE J 619-1993 双片弹簧加载离合器飞轮SAE J 620-1993 与驱动环式偏心离合器的工业动力输出装置和发动机上安装的船用齿轮及单轴承发电机相配用的工业发动机飞轮SAE J 621-1995 带驱动环式偏心离合器的工业功率输出装置SAE J 626-1998 柴油机燃料喷射—燃料喷射泵末端安装法兰SAE J 629-2002 柴油机燃料喷射总成—5型和6型法兰安装SAE J 631-1998 散热器术语SAE J 635-1995 风扇毂螺栓定位圆和导孔SAE J 636-2001 V型皮带和皮带轮SAE J 637-2001 汽车V型皮带传动SAE J 638-1998 机动车辆暖风装置试验规程SAE J 639-2005 车用空调系统机械蒸汽压缩系统制冷剂的安全性和保存SAE J 640-2000 液力传动符号SAE J 641-2000 液力传动术语SAE J 643-2000 液力传动试验代码SAE J 645-1997 汽车变速器术语SAE J 646-2000 行星齿轮术语SAE J 647-1997 变速器示意图SAE J 648-2000 自动变速器液压控制系统术语SAE J 649-2000 自动变速器功能术语SAE J 651-2005 乘用车和轻型载货车自动变速器和自动驱动桥试验代码 SAE J 656-1988 汽车制动术语和定义SAE J 661-1997 制动衬片质量控制试验规程SAE J 662-2003 制动块倒角SAE J 663-2001 制动衬片铆钉和制动块螺栓SAE J 670e 车辆动力学术语SAE J 671-1997 减振材料和车身底部涂层SAE J 673-2005 汽车安全玻璃SAE J 674-2005 机动车和机动车装备用安全玻璃材料SAE J 678-1988 汽车速度表和里程表SAE J 680-1988 载货车驾驶室仪表和控制件的位置和操作SAE J 682-2002 后轮防溅和飞石防护SAE J 683-1985 轮胎防滑链间隙—载货车,大客车和车辆列车(郊区客车,城间客车和公共汽车除外)SAE J 684-2005 汽车挂车联接装置,铰链和安全链SAE J 686-1999 机动车牌照板SAE J 689-1996 乘用车和轻型载货车路缘间隙,接近和离去角及坡道倾翻角SAE J 691-1990 载货车CA尺寸SAE J 693-1989 载货车跨越双胎的总宽度SAE J 694-2001 商用车盘式车轮/轮毂或轮鼓接触面尺寸SAE J 695-1998 机动车辆的转向能力和跑偏SAE J 697-1988 全挂车或台车的安全链SAE J 699-1985 设计机动车辆维修设施时使用的车辆平均尺寸SAE J 700-2001 商用挂车和半挂车上牵引主销SAE J 701-1984 载货车牵引车半挂车互换联接尺寸SAE J 702-2003 载货车-牵引车及载货车-挂车制动和电气连接位置 SAE J 703-2006 载货车及载货车牵引车燃油系统SAE J 704-2000 用于安装载货车变速器上的6螺栓和8螺栓动力输出装置的开口SAE J 706-2003 绞盘等级SAE J 709-1977 农用拖拉机轮胎载荷,扭矩系数和充气压力 SAE J 711-1991 今后设计农用拖拉机时轮胎选用表SAE J 712-1999 工业用和农业用盘式车轮SAE J 714-1993 工业用和农业用盘式车轮安装零部件SAE J 731-1985 装载机部件术语SAE J 732-1992 装载机规格定义SAE J 737-2006 铲土机和推土机切削刃的孔间距SAE J 738-1986 双斜横截口切削刃SAE J 739-2006 平路机切削刃SAE J 740-2006 切削刃和刀头的沉头方孔SAE J 744-1996 液压泵和马达安装及传动尺寸SAE J 745-1996 液压动力泵试验规程SAE J 746-1996 液压马达试验规程SAE J 747-1990 控制阀试验规程SAE J 748-1986 液压方向控制阀(最大压力3 000 psi)SAE J 751-1997 非道路用轮胎和轮辋分类—建筑机械SAE J 753-2006 维修周期表SAE J 754a 润滑剂类型—建筑和工业机械SAE J 755-1980 船用螺旋桨轴轴端和轮毂SAE J 759-2001 灯光识别代码SAE J 760-2004 通用封闭式照明组件尺寸规格SAE J 764-2006 铲土机装载能力试验规程SAE J 765-1990 起重机装载稳定性试验代码SAE J 771-1986 汽车印制电路SAE J 772-2004 载货车变速器后端6螺栓、8螺栓动力输出装置周围间隙SAE J 773-1998 锥形弹簧垫圈SAE J 774-2006 紧急警报装置及其防护壳SAE J 775-2004 发动机提升阀信息报告SAE J 782b 机动车辆座椅手册SAE J 792b SAE喷抛清理手册SAE J 800-1994 机动车辆座椅安全带总成的安装SAE J 810-1996 钢板普通表面缺陷分类SAE J 811-1981 金属机械预加应力表面滚压法及其他方法SAE J 814-1999 发动机冷却剂SAE J 815-2002 汽车座椅用聚氨酯泡沫加载挠度试验SAE J 817-1-1991 工程设计可维修性指南—建筑和工业机械—可维修性定义—非道路工作机械SAE J 817-2-1991 工程设计可维修性指南—建筑和工业机械—可维修性索引—非道路工作机械SAE J 818-1987 装载机额定工作载荷SAE J 819-1995 发动机冷却系统现场试验(空气-沸腾)SAE J 820-1998 起重机缆索速度和功率试验代码SAE J 823-1994 闪光器试验SAE J 824-1995 发动机旋转和气缸定序SAE J 826-2004 H点机械和设计工具规程和规格SAE J 827-2005 高碳铸钢喷丸SAE J 829-2005 油箱加注口盖和盖保持器SAE J 830-1999 燃料喷射装置术语SAE J 831-1998 电气定义SAE J 835-1995 剖分式衬套—设计和应用SAE J 836-1970 汽车冶金连接件SAE J 839-1998 乘用车侧门锁系统SAE J 840-1998 制动蹄和衬片粘结剂试验规程SAE J 843-1997 乘用车和轻型载货车制动系统道路试验代码SAE J 844-2004 空气制动系统非金属管SAE J 845-1997 被认可的急救,维修和保养车辆的声音警报装置SAE J 846-2004 液体导管和接头识别编码系统SAE J 847-1987 挂车拖杆环和挂钩/连接装置性能SAE J 848-2001 重型商用车和半挂车牵引鞍座主销SAE J 849-2003 多节挂车的连接装置和附件的位置SAE J 850-2000 固定刚性壁障碰撞试验SAE J 851-2001 商用车轮辋可拆卸车轮,可拆卸轮辋和间隔圈—尺寸SAE J 852-2001 机动车用前转弯灯SAE J 853-1981 车辆识别代号SAE J 855-2002 纺织品和塑料拉伸和变形试验方法SAE J 858-2006 片式电接头SAE J 860-2003 有机装饰材料质量(重量)测量试验方法SAE J 861-2003 有机装饰材料耐脱色试验方法SAE J 862-1989 影响机械驱动的汽车速度表和里程表精度的因素SAE J 863-1986 薄钢板冲压时塑性变形测定法SAE J 864-1993 用锉刀进行的表面硬度试验SAE J 866-2002 制动衬片摩擦系数识别系统SAE J 873-2003 建筑,林业和工业机械牵引力试验规程SAE J 875-1999 挂车车轴校准(A)SAE J 876-2000 宽轮辋及车轮(A)SAE J 879b 机动车座椅系统SAE J 880-1997 商用车制动系评定试验规范SAE J 881-1985 起重机滑轮和转鼓尺寸SAE J 882-2002 *汽车用纺织品和塑料厚度试验方法SAE J 883-2002 *确定汽车纺织品材料尺寸稳定性试验方法SAE J 884-1991 农用拖拉机驱动轮胎液体配重平衡平台SAE J 887-2004 校车报警灯(A)SAE J 891-2004 弹簧螺母SAE J 892-1996 压紧弹簧螺母英制尺寸系列一般说明SAE J 892M -1996 压紧弹簧螺母公制尺寸系列一般说明SAE J 896-1983 发动机辅助传动装置用装配法兰(A)SAE J 898-2003 非道路机械控制位置SAE J 899-1988 非道路自行推力机械操作者座椅尺寸SAE J 900-1995 曲轴箱排放控制测试规范SAE J 901-2000 万向节及传动轴术语_定义_应用指南SAE J 902-2003 乘用车前风窗除霜系统SAE J 903 乘用车前风窗刮水系统SAE J 905-1999 燃油过滤器试验方法SAE J 910-1999 危险报警信号开关SAE J 911-1998 冷轧钢板表面组织测量(A)SAE J 912-2002 *汽车装饰材料的抗粘连性及相关特性的试验方法SAE J 913-2004 汽车用织物及纤维材料的液体分散性试验方法 SAE J 914-2000 车长小于12米的车辆侧转信号灯SAE J 915-2000 自动变速箱手动操作步骤SAE J 917-2004 船用推拉式控制缆索SAE J 918 乘用车轮胎性能要求和试验方法SAE J 919-1995 单独式操作者的非公路机械噪声测量SAE J 920-1985 非公路工作机械技术公报SAE J 922-1995 涡轮增压器术语SAE J 923-2001 货车和客车驱动桥术语(A)SAE J 924-1995 止推垫圈的设计和应用SAE J 927-1995 发动机上安装的变矩器的飞轮SAE J 928-2006 电线接头—插头及插座的类型SAE J 930-1995 非公路机械蓄电池SAE J 931-1986 液压动力回路滤清(D)SAE J 932-1985 常量应变及微量应变的定义(A)SAE J 933-2005 自攻螺钉的机械性能和质量要求 SAE J 934-1998 车辆乘员门铰链系统SAE J 935-2002 *高强度碳素钢和合金模压钢SAE J 940-1994 碳素钢板和带钢术语SAE J 941-2002 *汽车驾驶员眼睛位置SAE J 942-1999 乘用车前风窗洗涤器系统SAE J 947-2003 纤维板术语表SAE J 948-2005 确定汽车车厢布、乙烯树脂和皮革的耐腐蚀性和汽车车厢布抽丝的试验方法(A)SAE J 951-1985 汽车面漆的佛罗里达曝光试验SAE J 953-1999 乘用车后窗除霜系统SAE J 958-2003 起重吊车术语和尺寸SAE J 959-1991 举升起重机钢丝强度因素(A)SAE J 960-2001 船用操纵缆连接—发动机离合器杠杆(A) SAE J 961-2001 船用操纵缆连接—发动机节流阀杠杆(A)SAE J 964-2003 检测镜子发射和混浊的推荐规程SAE J 965-1966 磨损SAE J 966-2000 测量乘用车轮胎每英里转数的试验规程SAE J 967-2005 *柴油机喷射设备校正液(A)SAE J 968-1-2002 *柴油机喷射油泵试验—第一部分:校正喷嘴和保持架总成(J968)SAE J 968-2-2002 *柴油机喷射油泵试验—第二部分:孔板流量测量(J968)SAE J 971-2000 商用车惯性测功计制动功率标定试验规程(A)SAE J 972-2000 移动障壁碰撞试验SAE J 973-1999 点火系统测量规程SAE J 974-2002 *农用设备闪光报警灯SAE J 975-1993 农用设备前照灯SAE J 983-1998 起重机和缆索式挖掘机的基本操作控制杆的布置SAE J 985-2002 *后视镜设计中应考虑的视觉因素(J985)SAE J 986-1998 乘用车及轻型货车噪声级别SAE J 987-2003 绳索支持椼架臂式起重机试验方法SAE J 993-1989 铝合金及其热调质命名系统SAE J 994-2003 倒车电子警报装置性能试验(A)SAE J 995-1995 钢螺母的机械及材料要求SAE J 997-2000 防止火花装置的试验碳SAE J 999-1998 吊杆起重机动力脱离装置SAEJ101001-2004 工业甩刀式割草机和动力耙SAE J 1004-2004 发动机冷却系统术语词汇SAE J A1004-2004 软件可支持性计划标准(A)SAE J A1005-2001 软件可支持性计划的实施指南SAE J A1006-1999 软件可支持性概念SAE J 1008-1987 自驱式农用设备外部噪声测量(A)SAE J A1010--1-2004 可维护性计划标准SAE J A1010-2000 可靠集中维护的评价标准SAE J A1012-2002 可靠集中维护标准指南SAE J 1012-1993 操作者工作舱增压系统试验步骤SAE J 1013-2004 非公路机械就座操作者全身振动测量SAE J 1014-2004 集材机和履带式拖拉机用牵引绞盘术语及分类SAE J 1015-1995 每小时吨公里试验规程SAE J 1017-1986 压路机和压实机术语(A)SAE J 1019-1990 高温变速器输油软管、发动机润滑油软管及软管总成的试验规程SAE J 1024-1989 建筑及工程机械燃油加热热风装置 SAE J 1025-2000 测量货车轮胎每英里转数的试验规程 SAE J 1028-1998 机动起重机工作区定义SAE J 1029-1996 建造掘土机械的灯光及标识SAE J 1032-1987 机械(非公路机械)适用性定义(A)SAE J 1033-1993 飞轮、飞轮壳及其配件的孔偏心和面偏差的测量 SAE J 1037-2001 前风窗洗涤器管SAE J 1038-1992 儿童用雪地运动车的建议(A)SAE J 1042-2003 通用机械操作者的保护SAE J 1044-2006 世界制造厂识别代号SAE J 1050-2003 驾驶员视野的描述和测量SAE J 1051-2002 *非公路机械座垫挠性变形量的测量(1051)SAE J 1052-2002 *汽车驾驶员及乘员头部位置(A)SAE J 1053-1996 英制系列单线程钢制冲压螺纹设计SAE J 1053M-1996 公制系列单线程钢制冲压螺纹设计SAE J 1058-1999 标准钢板的厚度及公差(A)SAE J 1059-1984 车速表试验规程(A)SAE J 1060 评价与汽车车轮有关的噪声和乘坐舒适性的主观等级量表SAE J 1061-1998 通用螺栓,螺母、螺杆表面不连续性SAE J 1062-2006 雪地运动车乘员手柄SAE J 1063-1993 悬臂式起重机结构试验方法SAE J 1065-2003 液压管及接头的额定压力SAE J 1067-1998 七导线电缆SAE J 1069-1981 非公路自驱式工作机械快速保养用机油更换系统(A)SAE J 1071-2003 平路机操作控制件(A)SAE J 1072 烧结工具材料SAE J 1073-1995 常闭式弹簧离合器旋转试验规程SAE J 1074-2000 发动机噪声等级测量规程(A)(D)SAE J 1075-2000 建筑工地噪声测量SAE J 1076-1990 倒车灯开关SAE J 1078-1994 确定液压伸缩式起重机悬臂能力的推荐方法SAE J 1079-1995 偏心离合器旋转试验规程SAE J 1081-2000 基本标准钢SAE J 1083-2002 *机械未经许可的启动或移动(A)(J1083)。
16.附件9:货车、卡车常用协议SAE_J1939-71协议解析

前言
本文档也已经按照 SAE 技术标准公告版格式作了修改。定义改为第 3 部分,而缩写改 为第 4 部分。其他所有部分的编号也做相应改变。 本系列 SAE 推荐操作规程是由卡车及客车电子电气委员会所属的卡车及客车控制及通 信小组委员会制定的。该小组委员会的目标是针对电控单元的需求、设计和使用,提交消息 报告、制定推荐操作规程。这些电控单元在汽车部件之间传递着电子信号和控制信息。本规 程的使用不限于卡车和客车应用, 其对于其他的应用也可以提供直接的支持, 正如已在建筑 及农业设备和固定式的动力系统。 本推荐操作规程的最终目标是形成工业标准, 因此可能为适应实际应用和技术进步作出 经常性的调整。 目 录 前言 .................................................................................................................................................. 1 1 目标 .......................................................................................................................................... 6 2 参考 .......................................................................................................................................... 6 2.1 相关文档 ................................................................................................................... 6 2.1.1 SAE 出版物 ...................................................................................................... 6 2.1.2 ISO 出版物 ....................................................................................................... 6 3 定义 .......................................................................................................................................... 6 4 缩写 .......................................................................................................................................... 6 5 技术规定................................................................................................................................... 7 5.1 常规原则 ................................................................................................................... 7 5.1.1 信号特征描述 ................................................................................................... 7 5.1.2 消息格式 ........................................................................................................... 7 5.1.3 ISO 拉丁语-1 字母组 ....................................................................................... 7 5.1.4 参数数值范围 ................................................................................................... 8 5.1.5 新参数的数值范围分配 ................................................................................... 9 5.1.6 在参数群中添加参数 ..................................................................................... 12 5.1.7 传输重复速度(更新速度) ......................................................................... 12 5.1.8 发动机参数的命名惯例 ................................................................................. 13 5.2 参数定义 ................................................................................................................. 13 5.2.1 控制参数 ......................................................................................................... 14 5.2.2 驱动系统状态参数 ......................................................................................... 37 5.2.3 驱动系统控制参数 ......................................................................................... 53 5.2.4 动力系统状态设置参数 ................................................................................. 61
SAE J标准目录中文
代号 249-1988 250 253-1989 254-1993 257-1997 259 264-1998 265-2002 266-1996 267-1999 268-1989 272-1981 273-1981 274-1989 276-2002 277-1995 278-1995 279-1995 280-1984 283-1999 284-2002 285-1999 286-1996 287-1988 288-2002 291-1980 292-1995 293-1995 294-1993
载货车、大客车及多用途车风窗玻璃刮水系统
橡胶材料分类体系
乘用车和轻型载货车在用制动器性能试验规程
汽车金属装饰件和结构件的镀铬和镍
冲击试验用仪器—第 1 部分—电子仪器 冲击试验用仪器—第 2 部分—摄影仪器 乘用车制动系7PH 弹簧钢丝和弹簧 乘用车识别术语 起重机起重臂限位装置 驻车灯(前位置灯) 碰撞变形分类 商用车制动系统扭矩平衡试验代码 发动机预热器 空气流量参考标准 乘用车行车制动器结构总成试验规程 不锈钢,SAE 30302,弹簧钢丝和弹簧 工业旋转割草机 电动风窗玻璃清洗器开关 电动鼓风机电机开关 螺母和锥形弹簧垫圈总成 汽车蓄电池寿命试验 汽车密封胶,粘结剂和缓冲胶剂的试验方法 柴油机进气或排气流量测量 球面和凸缘管接头 测量车内噪声脉冲的仪器
验代码
乘用车与挂车组成的列车行车制动系统性能要求
试验人体动力学研究摄影分析指南
点火系统术语
座椅安全带硬件试验规程
座椅安全带硬件性能要求
操作人员预防措施
保险丝
额定容量系统
摩擦材料在暴露在温度升高的环境中时尺寸的稳定性
低压电线和电缆终端接头及铰接夹
散热器盖和加水口颈
SAEJ238-1998 螺母和锥形弹簧垫圈总成
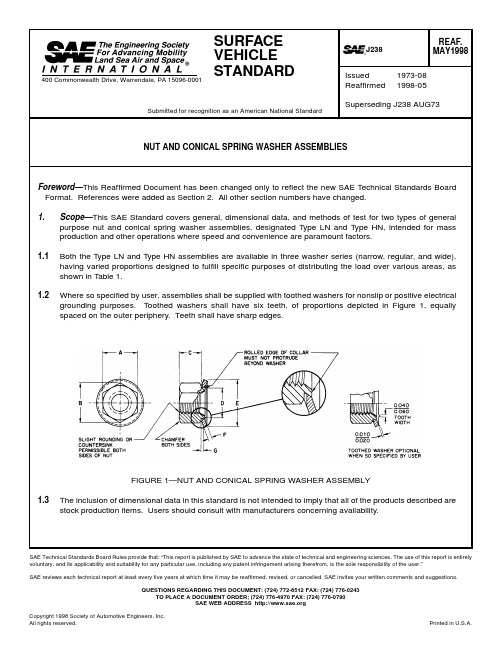
SAE Technical Standards Board Rules provide that: “This report is published by SAE to advance the state of technical and engineering sciences. The use of this report is entirely voluntary, and its applicability and suitability for any particular use, including any patent infringement arising therefrom, is the sole responsibility of the user.”SAE reviews each technical report at least every five years at which time it may be reaffirmed, revised, or cancelled. SAE invites your written comments and suggestions.QUESTIONS REGARDING THIS DOCUMENT: (724) 772-8512 FAX: (724) 776-0243TO PLACE A DOCUMENT ORDER; (724) 776-4970 FAX: (724) 776-0790SAE WEB ADDRESS 2.References2.1Applicable Publications—The following publications form a part of this specification to the extent specifiedherein. Unless otherwise indicated, the latest version of SAE publications shall apply.SAE J429—Mechanical and Material Requirements for Externally Threaded FastenersSAE J995—Mechanical and Material Requirements for Steel Nuts3.Designation—Nut and conical spring washer assemblies shall be specified or designated as shown in thefollowing examples: 1/4-20 nut and conical spring washer assembly, Type LN, wide; No. 10-24 nut and toothed conical spring washer assembly, Type HN, regular. (Unless otherwise specified, threads will be furnished as Class UNC 2B.)4.Identification—Assemblies for No. 10 and 1/4 in. nominal sizes are available in Types LN and HN. To identifythe HN type in these sizes, parts should be finished in accordance with Section 8.e and Application—Type LN assemblies are intended for use with mating fasteners equivalent to SAEGrades 1 and 2, and Type HN assemblies are for use with mating fasteners equivalent to SAE Grade 5. (See SAE J429.)5.1In the installed position, it is desirable to have the washer compressed flat. Such flattening is designed tooccur at a load in the bolt equivalent to approximately 27 500 psi for the Type LN assemblies and 60 000 psi for the Type HN assemblies.5.2The relatively high load supporting and spring return characteristics of the washer components make theseassemblies very effective in applications where bolt tension may be subject to loss due to such factors in brinneling, thermal set of parts, compression set of gaskets, etc.6.Dimensions—All dimensions in this standard are in inches unless otherwise specified. Dimensions for bothType LN and Type HN assemblies are given in Table 1.6.1Nut Manufacturing Detail—The nut thickness specified in Table 1 is the overall distance, measured parallel tothe axis of nut, from the top of nut to the surface which bears against top of washer. No transverse section through the nut between 25 and 75% of the actual nut thickness, as measured from the top of the nut, shall be less than the minimum width across flats. The maximum width across flats shall not be exceeded. Tops of nuts shall be flat. Corners on top and bottom of hexagon portion of nuts shall be chamfered to a diameter equal to the maximum width across flats within a tolerance of –15%. The length of chamfer at hexagon corners shall be 5–15% of the basic thread diameter. The surface of chamfer may be slightly convex or rounded. A rounding or lack of fill at the junction of hexagon corners with chamfer shall be permissible provided the minimum width across corners is reached and maintained beyond a distance equal to 17.5% of the basic thread diameter from the chamfered faces.6.1.1T APER OF S IDES OF H EX—Nut (angle between one side and the axis) shall not exceed 2 degrees, thespecified width across flats being the largest dimension.6.2Washer Manufacturing Detail—The washers shall be symmetrical in shape and shall be tumbled (excepttoothed washers) or otherwise processed to remove sharp edge at top inner periphery prior to assembly to nuts.6.2.1 A diametral section through the washer shall show the surface element to be straight, subject to the followingtolerances (see Figure 2):FIGURE 2—CONICAL WASHER TOLERANCE6.3Assembly Detail—The size and shape of the hole in washers and the collar on the nuts shall be such that washers after assembly to nuts—by spinning, swaging, or staking of collar—will be firmly retained on the nuts and yet be free to rotate at a torque not to exceed 5 lb-in. The length of the collar on the nuts shall be such as to be wholly contained within the thickness of the washer after the assembly operation. No protrusion of the collar beyond the washer in the retention area shall be permissible.6.3.1C OLLAR C RACKS —Collar cracks may occur due to the application of pressure to the collar lip during assembly of the washer. Providing these cracks are limited to the contour of the collar, such cracks shall be permissible discontinuities and not considered cause for rejection of otherwise acceptable assemblies.7.Material—Nut and washer components of assemblies shall be made from materials specified below:7.1Nuts shall be manufactured in accordance with SAE J995 (latest issue). T ype LN shall be Grade 2 and Type HN shall be Grade 5.7.2Washers shall be made from SAE 1050 to 1065 carbon steel, fabricated and heat treated to a hardness of Rockwell C44-48 (or equivalent) and shall be capable of meeting the embrittlement tests set forth in 9.2. When the austempering process is used, washers shall be heat treated to a Rockwell C 46-50.When heat treatment takes place after assembly of the washer and nut, a hardness range of Rockwell C 40-48is permitted. Washer hardness shall be checked by grinding or filing a flat spot on the top side of the washer to rest on the anvil with the reading to be taken on the undisturbed inner face of the washer. If washer hardness,as thus obtained, is not within specification, washers may be qualified by checking hardness on a cutout section of the washer on which both sides have been ground flat and parallel. Excessive decarburization which adversely affects the performance of the washer may be grounds for rejection of the assembly.Wall DimensionTolerance (convex upward only), inUp to 1/40.010Over 1/4 to 1/20.015Over 1/20.0208.Finish—Finish shall be as specified by purchaser. Where assemblies are to be used for electrical ground,cadmium or zinc plating is recommended. To identify the No. 10 and 1/4 in nominal sizes T ype HN when used for electrical grounding, surface treatment with yellow dichromate solution is recommended. Where electrical grounding is not a consideration, it is recommended that the No. 10 and 1/4 in nominal sizes Type HN be phosphate coated.8.1Assemblies shall be free from hydrogen embrittlement or acid embrittlement. It is recommended thatelectroplated assemblies be baked at approximately 400 °F for 3 h as soon as practicable after plating. If assemblies so treated fail to meet the test described in Section 9, the baking time and/or the baking temperature shall be increased.9.Tests9.1Recovery Test—Conical washers shall not remain flat after deflection and release. The washers covered bythis standard shall retain at least one-third the original minimum crown height after flattening between two hardened plates and release.NOTE—Conical washers which have a higher angle of elevation than covered by this standard are not expected to have the same percentage of recovery.9.2Embrittlement Test—As a constant quality control check, a minimum of 12 assemblies shall be taken fromeach batch after plating or final finishing operations and subjected to a load test sufficient to flatten washers fora minimum period of 24 h. Upon examination after testing, washers shall not exhibit any sign of cracks orfractures.PREPARED BY THE SAE FASTENERS COMMITTEERationale—Not applicable.Relationship of SAE Standard to ISO Standard—Not applicable.Application—This SAE Standard covers general, dimensional data, and methods of test for two types of general purpose nut and conical spring washer assemblies, designated Type LN and Type HN, intended for mass production and other operations where speed and convenience are paramount factors.Reference SectionSAE J429—Mechanical and Material Requirements for Externally Threaded FastenersSAE J995—Mechanical and Material Requirements for Steel NutsDeveloped by the SAE Fasteners Committee。
美国汽车工程学会SAE标准清单(非常全)
SAE J 96-1986 SAE J 98-1998 SAE J 99-2003
SAE J 100-1999 SAE J 101-1989
SAE J 108-2000 SAE J 109-2000
SAE J 119-1987
50 SAE J 123-1994 51 SAE J 125-1988 52 SAE J 126-1986 53 SAE J 128-2011 54 SAE J 129-1981 55 SAE J 131-2003 56 SAE J 133-2003 57 SAE J 134-1993 58 SAE J 135-1993 59 SAE J 138-1969 60 SAE J 139-1999 61 SAE J 140-1995 62 SAE J 141-1995 63 SAE J 151-2008 64 SAE J 153-1987 65 SAE J 156-2005 66 SAE J 159-2002
美国汽车工程学会标准SAE
序号 1 2 3 4 5 6 7 8 9 法规编号 SAE J 10-2007 SAE J 17-2003 SAE J 20-2006 SAE J 20-1-2009 SAE J 20-2-2009 SAE J 30-2008 SAE J 31-2007 SAE J 33-2009 SAE J 34-2005 法规名称 汽车和非道路车辆气制动储气罐性能要求和识别要求 天然泡沫橡胶 冷却系统软管 冷却软管(政府用于替代 MS52130 部分内容而对 SAE J20 进行的增补) 冷却软管——钢丝缠绕支撑软管的正常使用(SAE J20 的增补件) 燃油和机油软管 液压式铲车举升能力 雪地车定义和术语—总则 机动游艇外部噪声测量规程 装载机举升臂支撑装置 雪地车行车制动系统性能要求 雪地车制动系统试验规程 车轮打滑制动控制系统道路试验规程 摩托车潜在最大噪声声级 液面指示器指南 SAE J 47-1998 SAE J 44-2003 SAE J 45-2003 SAE J 31-1986 SAE J 33-2000 SAE J 34-2001 SAE J 20-2003 SAE J 20-1-2002 SAE J 20-2-2001 备注
SAEJ911-1998 冷轧板表面粗糙度(中文版)
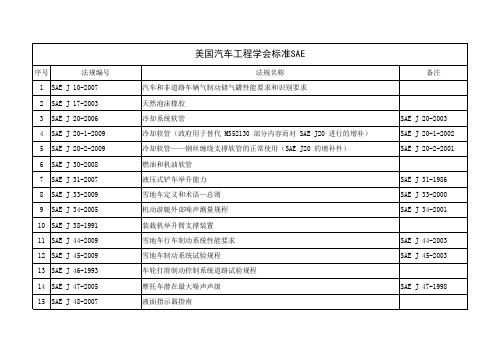
SAE Technical Standards Board Rules provide that: “This report is published by SAE to advance the state of technical and engineering sciences. The use of this report is entirely voluntary, and its applicability and suitability for any particular use, including any patent infringement arising therefrom, is the sole responsibility of the user.”SAE reviews each technical report at least every five years at which time it may be reaffirmed, revised, or cancelled. SAE invites your written comments and suggestions.QUESTIONS REGARDING THIS DOCUMENT: (724) 772-8512 FAX: (724) 776-0243TO PLACE A DOCUMENT ORDER; (724) 776-4970 FAX: (724) 776-0790SAE WEB ADDRESS A = Profile with Centerline.B = Lower Portions of Profile Inverted.C = Ra is the Mean Height of the Profile.FIGURE 1—REPRESENTATION OF AVERAGE ROUGHNESS (Ra)3.1.2R OUGHNESS P ROFILE—The roughness profile is the basis for measurement of all roughness-related surfaceproperties, irrespective of whether an actual graphical recording is made of it or not. The roughness profile isa plot of the amplitude of the roughness irregularities along the scan length, and is obtained from the raw(unfiltered) profile signal by means of instrument filtering.3.2Peak—A surface irregularity wherein the roughness profile intersects consecutively a lower and upperboundary line. The boundary lines are located parallel and equidistant from the roughness profile mean line.The vertical distance between these boundary lines is termed the peak count level.3.2.1P EAK C OUNT L EVEL—The vertical distance in micrometers (or micro-inch) between the boundary linesdescribed in the definition of "Peak", (see Figure 2). The standard value for the peak count level is 1.25 µm(50 µin).FIGURE 2—PEAK COUNTING3.2.2P EAK C OUNT—The peak count (PC) is the number of peaks per unit length (peaks/cm or peaks/in).4.Equipment, Test Conditions, and Materials4.1 A stylus type surface roughness and peak counting instrument (profilometer) or equivalent.4.2The instrument shall comply with specifications for stylus type instruments as detailed in section 4.4 of theAmerican National Standard: ASME B46.1-1995; namely:a.The nominal stylus radius shall be 10 µm (400 µin) or smaller.b.The static stylus force (for a 10 µm stylus) shall not exceed 0.016 N at any point within thedisplacement range of the stylus, and the minimum stylus force shall be sufficient to maintain contactwith the surface. (The maximum recommended stylus force will be lower for a smaller stylus radius; astabulated in section 3.3.5.2 of ASME B46.1-1995).c.The response of the filter used to process the profile signal (or the profile data) shall comply with theattenuation characteristics and limits stated in section 9.4 (of ASME B46.1-1995).4.3The instrument shall be calibrated in terms of average roughness (R a) using a precision reference specimenhaving a nominal R a value in the measurement range (typically 0.25 to 2.5 µm or 10 to 100 µin, for cold-rolled steel surfaces).4.4The standard filter cutoff length for average roughness and peak count measurements on cold-rolled steelsheet surfaces shall be 0.8 mm (nominally 0.03 in).4.5The standard value for the peak count level shall be 1.25 µm (50 µin).4.6The standard value for the traverse length (measurement length) shall be 7 times the filter cutoff length for"integrated roughness profilometers." Integrated roughness profilometers (recommended for use here) compute the roughness properties from a stored electrical waveform representing the profile upon completion of a surface scan over the traverse length. Most modern profilometers are of this type. Continuously averaging profilometers continuously compute, update, and display roughess properties as the stylus scans the traverse length. Use of these profilometers adds more constraints on the instrument’s response time, speed, andindicated device characteristics (sections 4.4.3 and 4.4.4 of ASME B46.1-1995).4.7The instrument shall exclude from assessment, a short segment of the traverse length at either end to ensurethat mechanical and electrical transients at the beginning and end of the profile are excluded from the measurement. The segment length shall be no longer than one cutoff length to ensure that at least five cutoff lengths are used for assessment.4.8Sample material selected for measurement shall be representative of the material as produced. The areatested should be at least 50 mm (2 in) from the coil edge. Samples for sheet examination shall be identified as to rolling direction, suitably flat, and the sample size large enough to run the tests. (A convenient size is 150mm (6 in) long, and 100 mm (4 in) wide, with the longer dimension parallel to the direction of rolling.)5.Test Procedure5.1Preparation—The following items should be inspected to insure proper operation of the measuring equipment:a.Prepare the instrument for use according to the manufacturer’s instructions.b.Set the traverse length to 5.6 mm (nominally 0.21 in) for an integrated roughness profilometer, or28mm (nominally 1.05 in) for a continuously averaging profilometer. (Longer traversing lengths foreither type of profilometers are permissible.)c.Set the cutoff length to 0.8 mm (nominally 0.03 in).d.Set the peak count level to 1.25 µm (50 µin).e.Check the suitability of location. The suitability of location can be checked by observing the roughnessreading obtained on a smooth piece of flat glass. A reading or 0.05 µm (2 µin) or less indicates thelocation is suitably vibration free.f.Allow ample warm-up time after powering-up the instrument and before performing measurements.g.Inspect the test sample to ensure it is free from burrs, scratches, and foreign particles. Deburr, identifya scratch-free test location, and wipe with a soft lint-free cloth if necessary.5.2Calibration—To achieve the greatest uniformity between instruments on sheet surface texture measurements,the instrument must be calibrated prior to use. Frequency of calibrations and calibration procedure should be performed based on manufacturer’s instructions/recommendations of the individual equipment used, and on the pattern of use (heavy use of the instrument might necessitate more frequent calibrations). The guidelines outlined in 5.2.1 (of this document) for Calibration measurements shall apply when specific manufacturer’s instructions are absent or when such instructions are inferior to those of 5.2.1.5.2.1C ALIBRATION M EASUREMENTS—After preparation as described in 5.1, calibration measurements on theprecision reference specimen shall be made to establish satisfactory operation of the instrument. The calibration reading for average roughness (R a) should be obtained from an average of ten readings taken on the reference specimen. The instrument should be set up to obtain the readings in the direction (see Section 6, note (b)) indicated on the precision reference specimen (usually two parallel arrows), and should be fairly distributed over the designated measurement area (usually a rectangle enclosed by the two parallel arrows).If the average of the ten measurements on the precision reference specimen differs by more than 5% of the assigned value, instrument adjustment and recalibration (as described previously) are in order. Instrument adjustments should be performed following manufacturer’s instructions.5.3Sample Roughness Average (R a) and Peak Count (PC) Measurements—Sheet sample roughness aver-age and peak count should be obtained from a calculated average of ten readings (see exception as follows) obtained in the following manner. Five readings are taken parallel to the direction of rolling of the sheet sample and approximately 2 mm (0.1 in) apart. The sheet metal sample is then rotated 90 degrees and five additional measurements are taken perpendicular to the rolling direction (i.e., the transverse direction). An average of the ten readings obtained in this manner is calculated, recorded, and reported along with test equipment iden-tification and test operating variables.Exception—The number of measurements per direction can be dropped from five to one, if an integrated roughness profilometer is used in conjunction with longer traverse lengths (35 times the cutoff length). In this case, the roughness average and peak count are based on the average of two measurements (one in the rolling direction and one in the transverse direction) rather than ten.6.Additional Recommendations/Remarks—In addition to the test conditions, procedures, and requirementsdescribed in this SAE Recommended Practice, the following recommendations and remarks are in order:a.Stylus damage and wear should be periodically checked following manufacturer’s instructions.b.The ten calibration measurements on the precision reference specimen should be performed in thesame directions which were used to determine the assigned value for the specimen. A single-headedarrow on the reference specimen usually indicates that all of the readings were obtained in thedirection of the arrow. A double-headed arrow indicates that half of the readings were obtained in thedirection parallel to the arrow and the remaining half were obtained in the opposite direction (byrotating the specimen 180 degrees). When using a specimen of the latter type to check calibration,five of the calibration measurements should be performed parallel to the arrow; and the remaining fivemeasurements should be performed after the specimen is rotated by 180 degrees.c.Where additional surface properties are of interest (for example: maximum peak-to-valley height, orwaviness average), the traverse length and the number of measurements per direction shall be thelarger of the requirements listed here and those required to measure the additional surface properties.d.This document may be extended to include coated steel sheet, provided that skidless instruments areused, or, in the case of a skidded instrument, that the skid does not glide over the region wheremeasurements are taken. This is to ensure that measurements are not affected by possible damageto the coating surface as a result of contact with the skid (skid forces are generally large enough todeform the soft coating surface).e.Although this document is designed around the use of contacting stylus instruments, the documentmay be extended to include non-contacting profilometers provided that such profilometers possess thesame sensitivity and resolution levels as stylus profilometers. Stylus force limitations would not beapplicable for non-contacting type instruments.7.Notes7.1Marginal Indicia—The change bar (l) located in the left margin is for the convenience of the user in locatingareas where technical revisions have been made to the previous issue of the report. An (R) symbol to the left of the document title indicates a complete revision of the report.PREPARED BY THE SAE IRON AND STEEL TECHNICAL COMMITTEE DIVISION 32—SHEET AND STRIP STEELRationale—Not applicable.Relationship of SAE Standard to ISO Standard—Not applicable.Application—This SAE Recommended Practice describes a method for measuring Roughess Average (R a) and Peak Count (PC) of the surface of cold-rolled steel sheet.The method includes a system for equipment configuration, calibration, and procedures for determining average surface roughness, R a (µm or µin), and average peak count, PC (peaks per cm or peaks per inch) on cold-rolled steel sheet surfaces.Reference SectionASME B46.1-1995—Surface TextureDeveloped by the SAE Iron and Steel Technical Committee Division 32—Sheet and Strip Steel。
SAE机油粘度分级标准

---------------------------------------------------------------最新资料推荐------------------------------------------------------SAE机油粘度分级标准SAE 机油粘度分级标准,把机油分为高温粘度级号和低温粘度级号,级号末尾带 W 的为低温粘度级号,数字表示粘度值。
单级油:对-18℃和100℃所测得的粘度值能满足其中之一者,称为单级油。
按-18℃(冬用)发动机机油分为 OW、5W、1OW、15W、2OW、25W 等六个级别;按100℃(春、夏、秋用)发动机油分为 20、30、40 和 50 四个级别。
多级油:能同时满足-18℃和100℃两方面粘度要求的机油,称为多级油(即稠化油)。
多级油牌号标记为 5W/20、1OW/30、15W/40、30W/40 等。
这种机油,可以适应一定温度变化的区域,因此,可在某一地区范围冬夏通用。
例如:标号为 SAE 15W/40 的机油,可以使用在-15℃-40℃的温度范围。
API 使用质量分级标准。
API 使用标号是由美国石油学会(API)、美国汽车工程师学会(SAE)和美国材料及试验学会(ASTM)共同研究制订的。
根据机油的使用性能和使用场合不同将发动机机油分为:1 / 9S 系列(汽油机系列):SA、SB、SC、SD、SE、SF、SG、SH、SI、SJ 等级别。
C 系列(柴油机系列):CA、CB、CC、CD、CE 等级别。
表 2 为 API 系列柴油机机油质量标号。
从表 1、2 中可以看出,级号越靠后,性能越好,选用机型的工作条件越苛刻。
表 2 API C 系列柴油机机油质量标号标号美国石油学会(API)油品使用范围介绍美国材料试验学会(ASTM)油品性能介绍 CA 供轻负荷柴油机使用。
用于使用优质燃料,在轻到中等负荷下运行的柴油机,有时也用于条件温和的汽油机。
SAEJ189动力转向回油软管-低压管(中文)

SAEJ189动力转向回油软管-低压管(中文)动力转向回油软管——低压管SAE J189 JAN98前言:这文献已经按照符合国外SAE技术标准.第二部分为新增内容.所有其他部分的编号已经相应的改变.此文献描述了原始设备制造商和胶管供应商所认可的基本质量要求.用来满足自身和动力转向系统的性能和安全需要.原始设备制造商可以根据OEM规定随意增加或改变试验.1、范围SAE主要包括了纤维编织物和合成橡胶加工而成的两种类型的胶管,将软管装配上接头作为汽车转向的柔韧连接,其正常工作范围在-40°c--+120°c之间,最高温度可达到+135°c。
软管总成在末尾装置出最大可承受1.72MPa的压力,在接头夹紧处最大可承受0.69MPa2、引用标准2.1应用出版物---下列出版物在SAE范围内声明的一部分。
2.1.1 ASTM出版物可以从ASTM中查得:100 Barr harbor Drive West Conshocken,PA 19428-2959ASTM D 380-橡胶软管试验方法。
ASTM D 413-硫化橡胶的黏结试验(摩擦试验)方法。
3、软管结构软管结构包括:适当的合成橡胶为材料的光滑内胶层、两层编织纤维的增强层和合成橡胶为材料的外胶层。
4、尺寸如表一所建议的尺寸,软管的不同尺寸不能依照其他不同的文件里的要求,以软管内径和外径之间最大测量读数为根据的同轴度不能超过0.076cm。
5、试验程序在适当处采用ASTM D380 标准描述的程序。
6、质量鉴定实验根据本文件鉴定软管质量,必须符合第九部分所给出的要求。
7、检验试验一批合格的产品应根据表二进行试验,并且要符合试验的要求,但用户可检测所提供的胶管或总成的任何一个或所有实验指标。
随机选取十四根软管的总成,根据表二列出的项目做一个完全检验。
如果其中任何一项不合格,则再按表二中指出数量的二倍抽取试样重新检测。
如果任何一个重试样不合格,则此产品认为不合格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SURFACE VEHICLE RECOMMENDED PRACTICE
J933
Issued Revised
REV. MAY1998
1965-07 1998-05
Submitted for recognition as an American National Standard
0.1905
0.1845
12
1/8
0.1270
0.1230
0.1905
0.1845
14
1/8
0.1270
0.1230
—
—
1/4
3/16
0.1905
0.1845
0.2530
0.2470
16
3/16
0.1905
0.1845
—
—
18
3/16
0.1905
0.1845
—
—
5/16
3/16
0.1905
0.1845
SAE Technical Standards Board Rules provide that: “This report is published by SAE to advance the state of technical and engineering sciences. The use of this report is entirely voluntary, and its applicability and suitability for any particular use, including any patent infringement arising therefrom, is the sole responsibility of the user.”
3. Performance Requirements
3.1 General—In cases where screws are plated subsequent to delivery to the purchaser (or where plating of screws is otherwise under the control of the purchaser), the screw producer is not responsible for failures due to plating. In such cases, additional screws from the same lot shall be stripped of plating, baked, lubricated with machine oil, and retested in the plain finish condition.
Copyright 1998 Society of Automotive Engineers, Inc. All rights reserved.
Printed in U.S.A.
COPYRIGHT Society of Automotive Engineers, Inc. Licensed by Information Handling Services
1. Scope
1.1 This SAE Recommended Practice covers the mechanical and quality requirements for steel tapping screws used in automotive and related industries. It does not apply to corrosion resistant (stainless) steel screws. (Dimensional requirements for most types of screws mentioned herein are covered in SAE J478.)
0.0760 0.0920
4
18
0.0500
0.0460
0.1110
0.1070
5
18
0.0500
0.0460
0.1110
0.1070
6
14
0.0770
0.0730
0.1425
0.1385
7
14
0.0770
0.0730
—
—
8
14
0.0770
0.0730
0.1420
0.1380
10
1/8
0.1270
0.1230
Gage
18 18
Types AB, A, B, BP, and C
Max
0.0500 0.0500
Types AB, A, B, BP, and C
Min
0.0460 0.0460
Hale Waihona Puke Types D, F, G, and T
Max
0.0800 0.0960
Types D, F, G, and T
Min
SAE reviews each technical report at least every five years at which time it may be reaffirmed, revised, or cancelled. SAE invites your written comments and suggestions.
0.3155
0.3095
20
3/16
0.1905
0.1845
—
—
24
3/16
0.1905
0.1845
—
—
3/8
3/16
0.1905
0.1845
0.3780
0.3720
7/16
3/16
0.1905
0.1845
—
—
1/2
3/16
0.1905
0.1845
—
—
1. Requirements shown in each column of Tables 1 and 2 are applicable also to screws which have thread-forming characteristics similar to the type(s) designated in the column heading.
QUESTIONS REGARDING THIS DOCUMENT: (724) 772-8512 FAX: (724) 776-0243 TO PLACE A DOCUMENT ORDER; (724) 776-4970 FAX: (724) 776-0790 SAE WEB ADDRESS
TABLE 1A—STANDARD TEST PLATE THICKNESSES AND HOLES SIZES FOR DRIVE TEST INSPECTION OF TAPPING SCREWS(1)—THICKNESS
Nominal Screw Size
2 3
Types AB, A, B, BP, and C
The test plate shall be made of low-carbon cold-rolled steel, having hardness of Rockwell B70-85 or equivalent, and thickness as specified in Table 1A. Test holes shall be drilled or punched and redrilled, or reamed, to ±0.001 in of nominal diameter specified in Table 1B for type and size screw being tested.
SAE J933 Revised MAY1998
3.2 Drive Test for Types A, B, C, D, F, G, T, AB, and BP1—Sample screws (coated or uncoated, as received) shall, without deforming their own thread, form a mating thread in test plate described as follows until a thread of full diameter is completely through the test plate.
2. References
2.1 Applicable Publication—The following publication forms a part of this specification to the extent specified herein. Unless otherwise indicated, the latest issue of SAE publications shall apply.
1.2 The primary objective of the specification is to insure that screws form or cut mating threads in materials of construction into which they are normally driven, without deforming their own thread and without breaking during assembly or service.
Superseding J933 JUN79
Mechanical and Quality Requirements for Tapping Screws