汽轮机组检修工艺规程(本体)正式版图
汽轮机本体部分检修工艺规程
可编辑汽輪機本體部分檢修工藝規程第一節汽缸檢修1.1結構說明本機組高壓、中壓汽缸由高中壓外缸,高壓內缸和中壓內缸組成,形成雙層缸結構。
而低壓缸則是兩層缸結構,由低壓外缸,低壓內缸組成。
1.1.1高、中壓汽缸及進汽部分a)高中壓汽缸本機採用高中壓合缸方案。
其中高中壓部分壓力級組反向佈置,而高壓調節級與高壓壓力級也是反向佈置,噴嘴室進口端直接焊在高壓內缸上,並靠鍵槽裝置定俠于上、下半內缸的凸緣上,高壓十一個壓力級隔板通過高壓靜葉持環靠銷子裝配在內缸中。
中壓部分前五個壓力級隔板通過中壓1#靜葉持環用銷子固定在中壓內缸上,而後四級隔板由中壓2#靜葉持環通過銷子直接支撐在外缸上。
高中壓外缸和內缸都是合金鋼鑄造件,都有自己的水準中分面。
內缸由外缸水準中分面支承,並且上、下缸外壁的定位導向銷與外缸裝配定位,如圖2。
1。
1。
高中壓外缸下半是採用下貓爪中分面支承,如圖2.2.1,四隻貓爪與下半缸一起整體鑄造出,位於下缸水準法半上部,貓爪擱置在前、中軸承座上,並與其連接面保持水準中分面。
另外,在高壓缸第七級及高壓缸排汽口,中壓缸第五級,中壓缸排汽口有回熱抽汽口,分別與1#高壓加熱器,2#高壓加熱器,3#高壓加熱器以及除氧器相連。
1.1.2低壓缸及其進汽部分本機低壓缸採用雙層缸結構,體積龐大,兩端軸承座與外下缸用不銹鋼波紋管連為一體,四周均落地。
外缸在垂直方向為兩段並在水準分開形成上缸和下缸。
在內缸中,採用靜葉持環結構,調節閥端靜葉持環內裝有兩級隔板,它後面有一回熱抽汽口與5#低壓加熱器進汽管相連。
電機端靜葉持環上裝有三級隔板,後面有一回熱抽汽口與6#低壓加熱器相連接。
靜葉持環的背後凹槽與第一層內缸上的凸緣部分配合並用固定銷使持環定位,在正反向排汽口設有回熱抽汽與7#低壓加熱器相連。
排汽缸下部與排汽裝置採用不銹鋼波形節彈性聯接,另外,在低壓缸的排汽導流環上,低壓缸內裝有噴水降溫裝置,如圖:可编辑精选模板侧侧中压2#静叶持环中压1#静叶持环中压侧进汽平衡环高压进排汽平衡环高压内缸高压静叶持环高压侧排汽平衡环圖2.1.1 上下缸外壁的定位導向銷與外缸裝配定點陣圖1—軸承座;2—下缸貓爪;3—壓緊螺栓;4—螺帽;5—工作墊片圖2.1.2 本機組汽缸下貓爪支承結構1.1.3汽輪機本體設備檢修工序 (1)高中壓部分檢修工序拆高壓化妝板 拆導汽管保溫、汽缸保溫 解體中低壓導汽管法蘭 解體高壓導汽管法蘭 解體高中壓前後汽封螺栓、拔出方銷和圓柱銷 冷松中壓導汽管結合面的螺栓和銷子 熱松高中壓外缸結合面螺栓(從兩側向中間松) 將高中壓外缸向上頂起150mm 吊出高中壓外缸 熱松高壓內缸結合面螺栓 松中壓內缸結合面螺栓 解體並吊出中壓2#靜葉持環上半 解體並吊出中壓1#靜葉持環上半 解體並吊出中壓進汽平衡環上半 解體並吊出高壓進汽平衡環上半 解體並吊出高壓進汽持環 解體並吊出高壓排汽平衡環 吊出前後汽封套上半部分 測量推力間隙 測量轉子彎曲及組合晃動度 測量汽封間隙及0º與90º通流間隙 解體高中壓對輪 測量各壓銷間隙並解體各靜止部件壓銷 測量轉子軸竄值 壓鉛絲測量上下部分的通流間隙 吊出上半部靜葉環、吊出轉子 吊出高壓排汽平衡環下半 吊出高壓靜持下半 吊出高壓進汽平衡環下半 吊出中壓進汽平衡環下半 吊出中壓1#靜葉持上半 吊出中壓2#靜葉持環上半 割斷高壓內缸下部疏水管及熱工壓力錶管 吊出高壓內缸下半 吊出中壓內缸下半 吊出兩端汽封套下半 抽出汽封塊、清掃汽封塊及汽封槽道 清掃汽封凹凸定位槽 靜葉持環噴砂清掃及拋光 抽出上下半內缸的噴嘴 噴嘴清掃(不能噴砂,防止砂子進入噴嘴組) 汽封塊組裝 1#、2#軸承檢修 螺栓緊固件清掃檢修及拆下所有汽缸結合面上的栽絲 靜葉環清掃檢修廠家要求:A=0.18~0.25mm B=9.25mm C=0.8mm1滑銷系統檢修推力軸承解體檢修轉子對輪預找中心隔板拉鋼絲找正清缸、除鏽回裝中壓內缸下半部分回裝高壓內缸下半回裝中壓2#靜葉持環下半回裝中壓1#靜葉持下半回裝中壓進汽平衡環下半回裝高壓進汽平衡環下半回裝高壓靜葉持環下半回裝高壓排汽平衡環下半回裝兩端軸封下半回裝高中壓轉子複查通流間隙並調整回裝高壓排汽平衡環上半回裝高壓靜葉持環上半回裝高壓進汽平衡環上半回裝中壓進汽平衡環上半回裝中壓1#靜葉持環上半回裝中壓2#靜葉持上半回裝高壓內缸上半回裝中壓內缸上半回裝兩端汽封套上半緊固所有結合面螺栓盤動轉子用聽音棒檢查動靜部分有無摩擦取出所有抽汽孔堵板在汽缸結合面上塗汽缸密封脂扣高中壓外上缸冷、熱緊汽缸結合面上螺栓轉子對輪中心正式找正組裝高中壓缸端部汽封組裝1#、2#軸承組裝推力軸承及扣前、中箱上蓋組裝高壓導汽管法蘭螺栓組裝低壓導汽管恢復導管、汽缸保溫大流量沖洗、油迴圈汽輪機試驗轉動盤車、暖機轉機。
汽轮机本体检修工艺规程

汽轮机本体检修工艺规程汽轮机简介:检修工序;一、高压缸检修工序二、低压缸检修工序汽缸检修;一、汽缸结构概述二、检修工艺方法,质量标准,注意事项。
1、拆化妆板并吊走,拆机组上所有仪表2、拆除保温层,导气管.3、安装引导杆4、汽缸解体5、清理汽缸水平结合面,测量汽缸水平。
6、本体部分最后组装(扣缸)。
隔板、隔板套和喷嘴的检修;一、结构概述二、隔板,隔板套和喷嘴的检修的工艺方法,质量标准,注意事项。
1、拆隔板2、拆导叶环3、拆去喷嘴组。
4、隔板静叶清理。
5、隔板静叶肉眼检查和修整。
6、隔板和隔板套螺栓清理和修整。
7、隔板和隔板套中分面接触检查并修整。
8、悬挂销与隔板,汽缸跟隔板套水平面接触面检查并修整。
9、隔板(隔板套)与汽缸相配的轴向间隙检查并修整。
10、隔板找中心。
11、检查导叶环有无裂纹变形,并清理氧化皮。
12、检查清理喷嘴组。
汽封、轴封检修一、结构概述。
二、汽封,轴封检修工艺方法,质量标准,注意事项。
1.汽封块拆卸清理检查。
2.汽封洼窝找中(隔板找中)。
3.测量调整汽封径向间隙。
4.检查调整汽封轴向间隙。
5.检查调整汽封块膨胀间隙。
汽轮机转子检修一、转子结构概述二、转子检修工艺方法,质量标准,注意事项。
1.测量轴径扬度2.测量轴径晃度,弯曲度3.测量推力盘,联轴器等端面飘偏度4.拆联轴器螺栓5.动静叶间的间隙测量6.吊出转子7.转子动叶片清理8.叶片的检查整修9.检查轴径和推力盘轴承检修一、轴承概述。
二、轴承的检修工艺方法,质量标准,注意事项。
1、支持轴承检修2、推力轴承检修汽轮发电机找中心1.概述2.找中心的目的3,找中心的步骤4.联轴器找中心的调整方法滑销系统检修一、滑销系统概述二、滑销系统检修工艺方法,质量标准,注意事项。
1、测量工作。
2、分解。
3、检查横销。
4、检查轴承座下纵销。
5、检查轴承座立销。
6、检查汽缸上的纵销与横销。
7、检查连接螺丝,清理。
8、组装。
加热棒与加热螺栓的方法1加热棒的作用2螺栓加热装置3螺栓热紧操作4螺栓伸长测量装置与测量方法盘车装置检修一、结构概述二、盘车装置检修工艺方法,质量标准,注意事项汽轮机简介:由电气集团生产的600MW汽轮发电机组,汽轮机为亚临界、一次中间再热、单轴、三缸四排汽、高中压合缸、直接空冷反动式凝汽机组,设有两个低压缸,高中压缸和低压缸均为双层缸,可适应快速启动和经常启停需要。
汽轮机本体检修规程

第一章汽轮发电机组概述及技术规范第一节主机本体说明CC25—3.43/1.27/0.49型气轮机为单缸双抽凝汽式,气轮机通过刚性联轴器直接带动发电机工作。
汽轮机静子部分由前轴承座、前汽缸、中汽缸和后汽缸四部分组成,通流部分为一个复速级和10个压力级组成,共11级,其中第1级、第2级、第4级分别为高、中、低压段的调节级。
高压段配汽采用提板式调节控制,中、低压段配汽采用带平衡室式旋转隔板控制。
控制中、低压段旋转隔板的油动机分别布置在中压缸的两侧。
在汽轮机前端的前轴承座内,装有油泵组、危急遮断器、轴向位移发动器、推力支持联合轴承以及调节系统其它部套。
前轴承座的前端装有保安操纵箱,在前轴承座的壳体上方还装有调速器,侧部装有调压器。
前轴承座由前架支承,在座架上沿汽轮机中心线有纵向键,当机组受热膨胀时,可以沿此纵向键向前滑动,前轴承座与前汽缸用猫爪相连,在横向以及垂直方向抱歉有定位的膨胀滑销,以保证汽轮机中心在膨胀时不不致变动。
装于前汽缸上端的蒸汽室内的调节汽阀为提板式,通过调节汽阀及连杆与调速器的油动机相连。
调节汽阀共有八只汽阀,分别控制五组喷嘴。
后汽缸由后座架支撑,座架上有横各销,后汽缸导板上有一纵向键,纵向键与横向销的交点就构成了汽轮机的“死点”当机组受热膨胀时,可沿纵向键和横向销膨胀。
中汽缸通过垂直中分面法兰处分别和前后汽缸用螺栓连接。
机组盘车设备装于后汽缸的轴承盖上,由电动机传动通过蜗轮蜗杆减速后带动主轴,盘车转速为5.48/min,主轴转速高于该值时盘车设备自动退出工作位置.盘车设备电机功率11KW,速1000r/min。
转子上装有一个双列速度级和10个压力级,全部叶轮热套在主轴上,后三级采用扭曲动叶片,末级叶片长485mm。
汽轮机前后汽封及隔板汽封均采用梳齿式汽轮机径向轴承为单油楔轴承,推力轴承和工作推力瓦块上装有双支式铂电阻测温元件。
第二节汽轮机组主要技术规范汽轮机组主要技术参数调节保安系统主要技术规范第二章 汽轮机本体检修工艺2.1 汽缸检修2.1.1 汽缸结构概述汽缸是汽轮机的机壳,隔板、喷嘴、转子等部件都安装在它的内部,形成一个严密的汽室,以防止高压蒸气外漏,在真空部分防止外部空气漏入,从而保证汽轮机高效安全工作。
汽轮机组检修工艺规程(本体)

项目
工艺方法
质量标准
注意事项
好。
(4)将低压导汽管翻身,剥去伸缩节和焊缝处保温,灌水验漏。
4.拆高压导汽管。
(1)清理保温后,拆除导汽管与调门出口法兰连接的螺栓(共2对法兰)。
(2)吊出上缸后,立即用堵板将拆开后的导汽管法兰口堵好。
5.高中压缸解体
(1)_拆除猫爪压板。
(2)放置安装垫片:
a.架设百分表一只,监视汽缸顶起的数值。
b.用支头螺栓微顶
不松动,不卡涩。螺栓无裂纹、损伤、弯曲和蠕伸等异常现象,螺帽完整,六角无混角,锥面、球面平垫圈各面接触良好。
6.高压导汽管螺栓硬度值:HB≤285。螺栓硬度超过应予更换或作恢复性热处理。
7.汽缸结合面平整光滑,无漏汽痕迹,无贯穿槽坑及裂纹。
5.导汽管法兰螺栓及螺帽清理干净无黑粉铁锈、油垢等杂物存留;螺纹无乱扣、缺口、毛刺,配合良好,
1.拆化妆板时,四个直角相交处连接螺栓不拆,同时还必须在直角顶部用#10槽钢作为斜撑,起吊时,直角尽量不变形。
2.拆卸的螺栓、螺母及零星部件尽可能组合好,以便装复。
3.拆后的化妆板放置安全稳妥地方,而且尽量少占地面积。
汽轮机组本体检修工艺
项目
工艺方法
质量标准
注意事项
1.高、中压缸解体及检查、测量工作
1.拆除化妆板连接螺栓,吊去各块化妆板。拆除轴承盖上所有的温度、振子、排油烟管接头及转速探头等接线和管接。
2.逐层拆去上汽缸保温。
3.拆低压导汽管。
(1)清理保温后拆除导汽管与缸体上法兰螺栓,拆前作好标记。
(2)打开低压外缸向空排汽门进入低压缸,拆开低压缸与导汽管连接法兰。
8.汽缸纵横水平与上次大修记录比较无异常变化。
汽轮机本体汽缸揭缸(高中压缸)检修工艺规程
汽轮机本体检修工艺规程汽轮机揭缸检修(高中压缸)目录目录 (I)汽机本体检修工艺规程 (1)1 范围 (1)2 规范性引用文件 (1)3 术语和定义 (1)4 检修流程 (2)汽机本体检修工艺规程1 范围本标准根据Q/HHW 217002-2017《标准编制导则》给出的规则编制,规定了东方汽轮机厂超超临界、中间再热、冲动式、单轴、三缸四排汽凝汽式发电机组汽机汽缸揭缸检修检修工艺的标准及要求。
2 规范性引用文件DL/T 338-2010 并网运行汽轮机调节系统技术监督导则DL/T 1055-2007 发电厂汽轮机、水轮机技术监督导则国能安全[2014]161号防止电力生产事故的二十五项重点要求DL/T 870-2004 火力发电企业设备点检定修管理导则GB 26164.1-2010 电业安全工作规程第1部分:热力和机械DL/T 838-2017 燃煤火力发电企业设备检修导则3 术语和定义汽轮机是将蒸汽的热能转换为机械能的旋转式蒸汽动力装置,是火电和核电的主要设备之一,用于拖动发电机发电。
汽轮机汽缸由高、中压缸合缸和两个低压缸组成,分别为对称布置。
高、中压缸采用合缸结构,通流部分反向布置型式,由高中压外缸、高压内缸和中压内缸组成,形成双层缸结构。
高、中压外缸和内缸缸体都是合金钢铸件,各沿水平中分面分为上汽缸和下汽缸,上、下汽缸之间用法兰螺栓紧固。
高压部分有1级冲动式调节级和7个略带反动度冲动式压力级,共8级;中压部分为6个冲动式压力级。
高中压缸外缸通过上猫爪支承在前、中轴承箱上。
内缸利用搭子支撑在外缸上。
低压缸分为A低压缸和B低压缸。
低压缸设置有两个排汽口,排汽口处设有扩压段。
每个低压缸为分流式三层焊接结构,由低压外缸、低压内缸和低压进汽室三部分组成。
排汽缸采用了逐渐扩大型排汽室等新技术,使排汽缸具有良好的空气动力性能。
高、中压转子为一体加工成,按蒸汽流向为反流式,高压转子有1级调节级和7级压力级动叶组成,中压转子有6级压力级动叶组成。
600MW汽轮机本体检修工艺流程图

600MW汽轮机本体检修工艺及流程[前言]当今社会科学技术日新月异,技术变革不断更新,火力发电在社会发展中仍占主体位置(76%)。
汽轮机是火力发电厂的三大主要设备之一,近年来国家对节能环保的要求不断提高,我国制造业及生产技术水平飞速发展,600MW超临界汽轮机组在全国各地不断兴起,且在各发电厂中占主要地位,600MW超临界机组属于高新技术,研制和发展代表一个国家的生产水平,研发高效率、高可靠性超临界火电机组已成为国际上先进火电技术的发展趋势,在全球来说未来几年将是600MW超临界机组飞速发展的时代,汽轮机组良好运行直接与电厂的效益挂钩,这无疑给汽轮机组的检修精度和维护质量提出了更高的挑战。
下面就有关长沙铜官电厂#1、#2 600MW超临界汽轮机在大修中总结的工艺流程浅谈自己的一点经验。
1主题内容及适用范围本规程规定及适用于600MW机组汽轮机本体系统及设备的检修工艺和质量标准。
2 引用标准2.1 1998年电力工业部颁《火电施工质量检验及评定标准》2.2中华人民共和国能源部颁《电力建设施工及验收技术规范汽轮机机组篇》2.3 DLT230-87《发电厂检修规程》(电力版)2.4制造厂家提供的设备说明书、设计图纸、相关资料等3. 工具使用标准3 汽机本体检修项目4检修工艺及质量标准6 检修后的验收6.1 验收人员要严格按照本检修工艺规程的工艺要求及质量标准验收。
6.2 施工人员要按照规定的验收项目提前联系验收人员进行验收。
大机组管理制度第一章总则一、为规范大机组管理,保障大机组的安全、高效和长周期运行,特制定本管理制度。
二、本管理制度适用于公司直属各单位生产装置中的大型重点设备及附机设备。
三、本管理制度只对公司大机组共同性技术文件和重要操作做出有关规定,各直属单位在遵照本管理制度的基础上,根据制造厂提供的技术文件及各自实际情况,制定大机组具体的管理办法及操作规程。
四、公司机动设备处是大机组管理的主管部门,其主要职责是:1、负责贯彻执行国家、上级公司及抚顺石化分公司有关设备管理的规章制度等并监督实施。
《汽轮机本体检修》课件

这份PPT课件将带您深入了解汽轮机本体检修的重要性、技术概述以及常见故 障分析与处理等内容。通过这个课程,您将成为汽轮机本体检修的专家。
课程介绍
1 汽轮机本体检修的意义
探索为何汽轮机本体检修对于提高其性能和延长寿命至关重要。
2 课程目标和内容概述
了解本课程的学习目标以及要涵盖的主要内容。
探讨造成汽轮机故障的常见原 因以及对故障进行分类和诊断 的方法。
故障的检测和诊断方 法
学习如何检测和诊断汽轮机故 障,并通过实例了解有效的掌握处理汽轮机故障时的技巧 和注意事项,以确保安全和有 效的故障修复。
实际案例分析
1 案例介绍和分析
揭示真实汽轮机本体检修案例,并进行详细 分析和讨论,以加深理解。
汽轮机本体检修技术概述
汽轮机基本原理
深入了解汽轮机的工作原理和组成部分,为后续的检修流程奠定基础。
检修流程和方法
探索汽轮机本体检修的步骤和常用的方法,以确保高效且可靠的检修工作。
常见问题与应对措施
了解常见的汽轮机本体检修问题,并学习如何应对这些问题以确保安全和质量。
常见故障分析与处理
汽轮机故障的原因和 分类
2 解决问题的经验与教训
从实际案例中汲取宝贵经验,并学习如何避 免类似问题的发生。
提高工作效率的建议
1
利用现代技术和工具
探索如何应用现代化技术和工具来提高 汽轮机本体检修的效率。
汽轮机本体及辅机检修课件

(二)准备专用工具
1、起重专用工具;
① 顶缸专用千斤顶; ② 每一台机组安装时都配有相应的汽缸专用起吊工具; ③ 检查汽轮机罩壳、导汽管、端部汽封套等专用起吊工具 是否有缺损,并予以补足; ④ 准备齐全吊环、吊绳、吊卡、吊钩、手拉葫芦等工具; ⑤ 难备齐全汽缸专用导杠; ⑥ 检查、试验桥式吊车完好。
13
(三)转子检查
转子清理工作结束后,应立即进行全面仔细的检查。
转子表面检查有:宏观检查、无损(超声波、磁粉、着色) 探伤,显微组织检查、测量检查等几种。
1、宏观检查 2、无损探伤 3、微观Байду номын сангаас查 4、测量检查(轴颈扬度测量 、轴颈的椭圆度和锥度测量 )
14
三、转子缺陷的处理
(一)转子表面损伤的处理: 对于轻微的损伤,可用细齿挫刀修理或倒圆角, 并用细油石或金相砂纸打磨光滑,注意打磨时沿 圆周方向来回打磨,不能轴向打磨。 (二)轴颈的研磨: 当转子轴颈磨损或拉毛严重或椭圆度、锥度大于 标准时,应用专用工具车削和研磨轴颈。一般情 况该工作可送制造厂进行。
19
下汽缸
20
上汽缸
21
2、检修专用工具
① 拆松汽缸结合面螺栓的专用液压力矩扳手一套。 ② 用于拆卸紧固力矩较小的各种规格法兰螺栓的电动扳手 和风动扳手,以减轻劳动强度,提高工作效率; ③ 拆装特殊部位螺栓的特制扳手。 ④ 用于拆装及悬挂特殊部件的专用工具; ⑤ 螺栓加热电源箱及各种规格加热棒; ⑥ 准备框式水平仪和楔形尺、内卡尺,用以测量汽缸起吊 时的水平情况和测量汽缸四角顶起的高度; ⑦ 测量汽缸螺栓长度的专用工具; ⑧ 上缸支撑结构的汽缸要准备好检修垫块; ⑨ 准备其他各类常用工器具,如各类扳手、扳杠、楔形塞 尺、内径千分尺、千斤顶、大锤、手锤、螺丝刀、挫刀、 撬棍等。
汽轮机检修规程样本

汽轮机检修规程目录目录 ....................................... 错误!未定义书签。
第一章汽轮机主要规范和结构概述错误!未定义书签。
设备主要技术规范........ 错误!未定义书签。
汽轮机结构概述............ 错误!未定义书签。
第二章汽轮机本体检修工艺错误!未定义书签。
汽缸检修........................ 错误!未定义书签。
汽缸结构概述........ 错误!未定义书签。
检修工艺方法,质量标准,注意事项错误!未定义书签。
本体部分最后组装程序错误!未定义书签。
汽轮机转子检修............ 错误!未定义书签。
转子结构概述........ 错误!未定义书签。
转子检修工艺方法、质量标准、注意事项.................................. 错误!未定义书签。
测量轴颈扬度错误!未定义书签。
测量转子的晃度错误!未定义书签。
测量推力盘、联轴器、转轮等端面瓢偏度(偏斜度)错误!未定义书签。
动静叶间的间隙测量.错误!未定义书签。
拆联轴器螺栓,吊出转子错误!未定义书签。
动叶片清理.... 错误!未定义书签。
叶轮和叶片的检查整修错误!未定义书签。
检查轴颈和推力盘错误!未定义书签。
喷咀、隔板和隔板套检修错误!未定义书签。
结构概述................ 错误!未定义书签。
喷嘴、隔板、隔板套检修工艺方法、质量标准、注意事项...... 错误!未定义书签。
拆隔板............ 错误!未定义书签。
拆导叶环........ 错误!未定义书签。
拆去喷嘴组.............................. 错误!未定义书签。
隔板静叶清理错误!未定义书签。
隔板静叶肉眼检查和修整错误!未定义书签。
隔板和隔板套的螺丝清理修整.............................. 错误!未定义书签。
检查并修整隔板、隔板套水平中分面的接触面积.......... 错误!未定义书签。
汽轮发电机组本体检修工艺规程
第1篇汽轮发电机组本体检修工艺规程目录§1-1 总体概述 ................................................................................................................................. §1-2 汽缸拆卸工艺....................................................................................................................... §1-3 汽缸内各部套的清理检查................................................................................................... §1-4 汽轮发电机组转子检修工艺............................................................................................... §1-5 汽轮机本体各部膨胀间隙及通流部分间隙测量与调整................................................... §1-6 汽轮机汽缸总装工艺........................................................................................................... §1-7 汽轮发电机组各轴承检修工艺........................................................................................... §1-8 盘车装置检修工艺............................................................................................................... §1-9 汽轮机配汽机构检修工艺...................................................................................................§1-1 总体概述我厂四台汽轮机是上海汽轮机厂引进美国西屋公司技术制造的300MW亚临界、单轴、双缸、双排汽、凝汽式汽轮机,其特点是采用数字电液调节系统,操作简便、运行安全可靠、效率高,轴向尺寸紧凑。
汽轮机本体部分检修工艺规程滑销系统检修
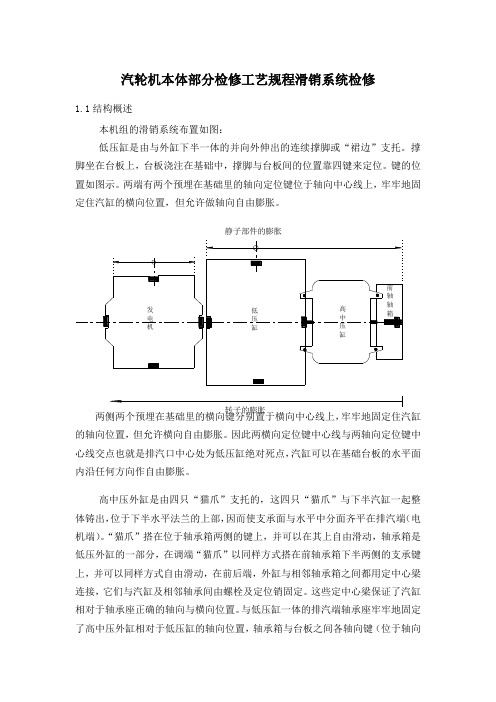
汽轮机本体部分检修工艺规程滑销系统检修1.1结构概述本机组的滑销系统布置如图:低压缸是由与外缸下半一体的并向外伸出的连续撑脚或“裙边”支托。
撑脚坐在台板上,台板浇注在基础中,撑脚与台板间的位置靠四键来定位。
键的位置如图示。
两端有两个预埋在基础里的轴向定位键位于轴向中心线上,牢牢地固定住汽缸的横向位置,但允许做轴向自由膨胀。
静子部件的膨胀两侧两个预埋在基础里的横向键分别置于横向中心线上,牢牢地固定住汽缸的轴向位置,但允许横向自由膨胀。
因此两横向定位键中心线与两轴向定位键中心线交点也就是排汽口中心处为低压缸绝对死点,汽缸可以在基础台板的水平面内沿任何方向作自由膨胀。
高中压外缸是由四只“猫爪”支托的,这四只“猫爪”与下半汽缸一起整体铸出,位于下半水平法兰的上部,因而使支承面与水平中分面齐平在排汽端(电机端)。
“猫爪”搭在位于轴承箱两侧的键上,并可以在其上自由滑动,轴承箱是低压外缸的一部分,在调端“猫爪”以同样方式搭在前轴承箱下半两侧的支承键上,并可以同样方式自由滑动,在前后端,外缸与相邻轴承箱之间都用定中心梁连接,它们与汽缸及相邻轴承间由螺栓及定位销固定。
这些定中心梁保证了汽缸相对于轴承座正确的轴向与横向位置。
与低压缸一体的排汽端轴承座牢牢地固定了高中压外缸相对于低压缸的轴向位置,轴承箱与台板之间各轴向键(位于轴向中心线上),可在其台板上沿轴向自由滑动,但是它的横向移动却受到一轴向键的限制,轴承侧面的压板限制了轴承座产生任何倾斜或抬高的倾向,这些压板与轴承座凸肩间留有适当的间隙,台板允许轴向滑动,每个“猫爪”与轴承座之间都用双头螺栓连接,以防止汽缸与轴承座之间产生脱空。
螺母与“猫爪”之间留有适当的间隙,当温度变化时,汽缸“猫爪”能自由胀缩。
高中压转子与低压转子之间,低压转子与发电机转子之间,电机转子与励磁机转子之间都是采用法兰式刚性联轴器联接,形成了轴系。
轴系轴向位置是靠机组高中压转子调端的推力盘来定位的,推力盘包围在推力轴承中,由此构成了机组动静之间的死点。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
壳体与键过盈
平键下部与汽缸间隙
图18
图19
图20
图21
图22
图23
图24a
图24b
图24c
图24d
图24e
图24f
图25
图26
图27
图28
图29
0.75±0.10
<0.40(总和)
0.40
3.0
0.20±0.05
高压侧平衡活塞汽封(4付)
0.75±0.10
≮0.40(总和)
0.40
3.0
0.20±0.05
高压排汽侧平衡活塞汽封(4付)
0.75±0.10
≮0.50(总和)
0.40
3.0
0.20±0.05
高中压端部汽封电机端(3付)
0.50±0.05
6±0.50
6±0.50
7±0.50
11±0.50
16±0.50
16±0.50
18.37±0.50
14.75±0.50
10.11±0.50
10.19±0.50
喷嘴出口与动叶叶顶进口(b顶)
6.19±0.50
6.11±0.50
10.75±0.50
14.37±0.50
3.5±0.50
蜂窝
3.3±0.50
图一
表一汽缸中分面各螺栓安装要求数值表
序号
螺柱规格
冷紧力矩N·M
螺柱热紧伸长量
转角
弧长
1
M64×3×520
683
0.59
111°
102
2
φ70(M64×3)×540
683
0.62
119°
109
3
M100×3×1080
1067
1.34
226°
299
4
M90×3×1030
961
1.28
220°
253
5
φ95(M90×3)×1080
图12
图13
图14
图15
图16
图17
表4高、中、低压汽封及汽封壳体间隙要求
低压隔板汽封(10付)
0.35~0.45
0.30~0.50
0.05~0.10
2.0~2.5
0.10~0.15
低压前后轴封(8付)
0.35~0.45
0.30~0.50
0.05~0.10
2.0~2.5
0.10~0.15
中压侧平衡活塞汽封(2付)
961
1.35
230°
264
6
M115×3×1030
1228
1.25
221°
327
7
M130×4×1185
1388
1.43
200°
331
8
M140×4×1230
1495
1.47
204°
359
9
φ146(M140×4)1305
1495
1.58
223°
392
10
M76×3×850
811
1.04
177°
177
1.5
+0.25
-0.15
1.5
+0.25
-0.15
1.5
+0.20
-0.10
1.5
+0.20
-0.10
低压卫带径向间隙(d)
1.5
+0.20
-0.10
1.5
+0.20
-0.10
1.5
+0.25
-0.10
1.5
+0.25
-0.10
蜂窝3.3
+0.50
-0 .0
3.5+
0.50
图6图7
图8
图9
图10
图11
11
M64×3×1250
683
1.72
245°
224
12
M100×3×940
1067
1.14
196°
260
表2高压静叶持环螺柱安装要求数值表
序号
螺柱规格
冷紧力矩N·M
螺柱热紧伸长量
转角
弧长
1
φ75×535
768
0.61
110
105°
2
φ60×3×415
640
0.46
92
78°
3
φ85×3×525
909
0.58
124
135°
4
φ60×3×450
640
0.51
95
78°
5
φ78×470
768
0.51
96
92°
图2
图3
图4
图5
表3低压转子动静间隙
左旋
旋转方向
右旋
6
5
4
3
2
1
级数
1
2
3
4
5
6
20±0.05
20±0.55
15±0.50
11±0.50
10±0.50
10±0.50
喷嘴出口与动叶叶根进口(b根)
0.20~0.30(总和)
001~0.02
0.035~0.045
高中压端部汽封调阀端(3付)
0.50±0.05
0.20~0.30(总和)
0.40
2.5
0.10~0.15
0.01~0.02
0.035~0.045
汽封块径向间隙
汽封块周向膨胀间隙
汽封块颈部与轴封壳间隙
壳体径向膨胀间隙