PDC钻头切削齿磨损分析
浅谈聚晶金刚石复合片(PDC)钻头失效的原因及解决对策2
二、钻头失效原因及对策聚晶金刚石复合片具有一些特殊的性能比如:(1)硬度极高。
聚晶金刚石复合片是目前人造材料中最硬的,硬度大约为10000HV左右,甚至其硬度比硬质合金都要高很多;(2)耐磨性很高;(3)热稳定性好;在聚晶金刚石复合片钻头的工作环境中,井底环境较为复杂,另外钻进过程中会产生并累积大量的热量,热量累积过多的时候就会影响钻头使用。
(4)抗冲击能力好。
聚晶金刚石复合片抗冲击以及韧性、粘结强度是一个综合性能指标,很大程度上决定聚晶金刚石复合片钻头使用效果。
钻头失效一般有以下磨损。
1、平滑磨损PDC切削齿的平滑磨损的特征是磨损面宏观上表现为较为平整,其金刚石层和WC基托均在切削过程中被磨损而形成磨损平面。
在切削过程中,因为WC硬度要比金刚石低,所以WC基托会最早遭受磨损,一旦WC基托被磨损之后临近WC基托的金刚石就失去了有效支撑,容易形成唇边. 在唇边生成之后又在频繁的切削力作用下,唇边承受着拉应力,并导致拉应力裂纹出现并逐渐扩展,最终唇边断裂,唇边破裂之后会导致未破裂的金刚石层与岩石接触面积减少,承受应力更大,恶性循环之后又加速导致金刚石片的破裂,一旦金刚石片整个接触面均遭到破坏,就又会造成基托重新有效地接触岩石,平滑磨损过程是缓慢的,属正常的失效形式。
由于唇边的出现,容易使单位面积的切削力增大,而形成自锐效应。
自锐效应有利于保持钻头的有效切削能力。
2、微断屑微断屑的具体表现为金刚石片近似地沿切削方向形成微尺度的片状断裂,微断屑常常在钻头工作一定时间之后发生,由于钻头工作时,承受的负荷的交替变化以及表面局部的高温与冷却的交替,同时承受机械疲劳与冷热疲劳的作用,到达一定程度之后就会导致裂纹的产生,继而会扩展导致微断屑断裂。
3、宏观破裂表现为大尺寸的金刚石层的破断,钻头在钻进过程中会有很多情况,在遇到硬质岩石或者岩层岩性变化很大的时候,钻头容易受到较大的冲击负荷,其中尤其是PDC切削齿与岩石接触面较小时,容易造成切削齿在短时间内承受超负荷而导致发生大尺度的宏观破裂,导致钻头的报废.通过研究和总结我们可以得出,不止以上原因,当井底刚性物比如破损的钻头等没有及时清理的情况下,也会造成工作中的钻头受到冲击,使钻头发生宏观断裂. 通过研究我们得出,在工作中保持稳定的钻压,钻速,尽力避免大的冲击,也是减少发生宏观破裂的措施.4、剥离由于钻头是由不同的材料构成,一旦金刚石层与碳化钨基托的粘接破坏就容易造成剥离. 剥离现象出现之后就会使刃口不复存在之后失去切削能力。
PDC 钻头切削齿失效分析

PDC 钻头切削齿失效分析张富晓;黄志强;周已【摘要】PDC cutter failure to carry out formal was analyzed,and failure causes and failure mech-anisms were studied,corresponding improvement measures.The results showed that the main fail-ure mode of PDC cutter for breaking teeth,wear and shedding.The main reason for the failure of cutting teeth on the one hand scraping rock breaking due to impact damage caused by the cutting teeth;the other is due to the performance of the cutting teeth of the material itself is not strong, two-phase bonding strength is not high.Measures can be taken from the material formulation, structural design and the use of manufacturing.%对 PDC 钻头失效切削齿进行宏、微观形貌观察,研究其失效原因和失效机理,并提出相应改善措施。
结果表明:PDC 钻头切削齿的主要失效形式为齿的断裂、磨损和脱落;切削齿失效的主要原因是由于冲击刮削破岩对切削齿造成的损伤和切削齿材料本身的性能较差、两相结合强度不高。
可从材料配方、结构设计及制造等方面进行改进。
【期刊名称】《石油矿场机械》【年(卷),期】2015(000)009【总页数】6页(P44-49)【关键词】PDC 钻头;切削齿;失效分析【作者】张富晓;黄志强;周已【作者单位】西南石油大学化学化工学院,成都 610500;西南石油大学机电工程学院,成都 610500;西南石油大学机电工程学院,成都 610500【正文语种】中文【中图分类】TE921.1基于PDC钻头破岩效率高、钻速快、进尺多、寿命长等优点,其在石油钻井工业中发挥着重要作用,估计占全部钻井进尺的80%以上[1]。
PDC钻头损坏机理及合理使用(李长录)
PDC钻头的损坏机理及合理使用李长录(中国石油集团公司海洋工程有限公司钻井事业部,天津,大港,300280)摘要:PDC钻头在软到中等硬度地层中具有很好的破岩性能,机械钻速高,使用寿命长,钻井工作效率得到了大幅提升,综合经济效益显著,因而在钻井工程中得到了广泛应用。
但是由于PDC 钻头对于使用地层和工作条件敏感性强,在砾岩层及软硬交错等非均质地层中未能取得良好的使用效果,因此有必要针对砾岩层的地层性质,研究其主要失效形式和损坏机理以便于合理使用PDC 钻头,进而提高其使用寿命。
关键词砾岩层PDC钻头损坏机理合理使用引言PDC钻头具有钻速快、效率高等明显的优势。
但目前的PDC钻头只能有效地钻进软到中硬的比较均质的地层,而在砾岩层和软硬交错的等非均质地层中,或钻速低,或寿命短。
因此了解PDC钻头的损坏机理及合理使用对于节省钻井成本具有非常重要的意义。
1.PDC钻头钻进砾石层损坏机理分析1.1PDC钻头钻进砾岩的失效形式分析对于PDC 钻头,主要有磨损和冲击损坏两种失效形式[1](1)磨损复合片主要由两部分组成,上面是聚晶金刚石层,下部是起支撑作用的碳化钨基底,由于材料性质的不同导致它们之间存在着残余应力和内部缺陷,在切削齿与岩石产生的摩擦力的作用下,金刚石微粒会从基底脱落,从而导致切削齿发生磨损,又称为磨粒磨损或研磨性磨损。
磨损表现为复合片切削刃逐渐被磨钝,磨损面逐渐增大,钻头机械钻速逐渐降低。
与其他失效形式相比,磨损是一种相对稳定的失效形式,贯穿于整个钻头的工作过程。
磨损速度主要取决于切削齿的受力、切削刃与岩石接触面上的温度、切削速度、岩石研磨性以及切削齿的耐磨性。
(2)冲击损坏这种形式的钻头损坏是由作用在切削齿上的冲击载荷引起,表现为切削齿碎裂或金刚石层剥落等。
冲击损坏主要有两种形式:①崩刃崩刃表现为切削齿刃面上金刚石层碎裂,主要由切削齿上的切向载荷引起是最常见的冲击损坏形式。
钻头的大部分钻压和扭矩都施加于复合片切削刃上,受力面积很小,当钻头钻进比较硬或者非均质性较强的地层时,PDC 切削刃会受到较大的沿钻头切向的冲击载荷,由于复合片脆性大,从而导致切削刃发生破裂,其裂纹起源于金刚石层圆柱面上。
强研磨性硬岩PDC钻头磨损机理及磨损分布规律研究
强研磨性硬岩 PDC钻头 磨损机理及磨损分布规律研究
王 滨1,李 军1,邹德永2,杨宏伟1,黄 涛1
(1中国石油大学(北京),北京 102249;2中国石油大学(华东),山东 青岛 266580)
摘要:钻进强研磨性硬岩时,PDC钻头磨损情况复杂,磨损机理及磨损规律缺乏理论研究。针 对该问题,采用实验观测和数理统计相结合的方法进行了研究,并提出钻头优化建议。研究结 果表明:火成岩中 PDC齿的磨损形式主要为磨料磨损和冲击损坏,磨料磨损包括磨料研磨磨 损、磨料冲击磨损和磨料射流磨损,冲击损坏包括切削齿断裂、PCD层碎裂和 PCD层与 WC层 分离;钻头冠顶和外锥处绝大部分 PDC齿磨损高度大且冲击损坏严重,并未充分进行剪切破 岩;保径处一些 PDC齿发生断裂及 PCD和 WC层分离;设计适用于火成岩的 PDC钻头时,应 重点从提高切削齿性能、冠顶及外锥增布辅助齿、提升钻头稳定性、加强保径等角度进行优化。 研究成果对 PDC钻头结构优化及性能提升具有指导意义。 关键词:火成岩;PDC钻头;磨损机理;磨损分布规律 中图分类号:TE921 文献标识码:A 文章编号:1006-6535(2018)04-0149-05
油气藏
第 25卷
0 引 言
塑性裂纹。这主要是由于磨料粒子对 PCD层产生 的冲击载荷会以弹性波的形式由表层向心部传播,
MechanismsandDistributionPatternofAbrasionsonPDC BitsforHighly-abrasiveHard-rock WangBin1,LiJun1,ZouDeyong2,YangHongwei1,HuangTao1
(1.ChinaUniversityofPetroleum (Beijing),Beijing102249,China; 2.ChinaUniversityofPetroleum (EastChina),Qingdao,Shandong266580,China) Abstract:Topenetratehighly-abrasivehardrocks,PDCbitsmayexperiencecomplicatedabrasion.Ontheother hand,thereareinsufficienttheoreticalresearcheswithregardtomechanism andpatternsofsuchabrasion.Under suchcircumstances,labtestsandmathematicalstatisticswereconductjointlytoproduceproposalsforoptimization ofdrillingbits.Researchresultsshowduringpenetrationofigneousrocks,teethofPDCbitmayexperienceabrasion ofgrindingcompoundsandimpactdamages.Tobemorespecific,abrasionofgrindingcompoundsincludegrindab rasion,impactabrasionandjetabrasion,whereasimpactdamagesincludebreakingofcuttingteeth,PCDcoating failureandseparationofPCDcoatingfrom WCcoating.MajorityofPDCteethoncrownandexternalconesections mayexperiencesevereabrasionandsignificantimpactdamages.Consequently,theseteethmayfailtoachieveex pectedshearingandcrushingperformances.Inaddition,somePDCteethmaybreak,andPCDcoatingmaybesep aratedfrom WCcoatingaroundthegaugeprotection.TodesignPDCbitssuitableforpenetrationofigneousrocks, caresshallbetakentopromoteperformancesofcuttingteeth.Toenhancestabilityofthebit,auxiliaryteethcanbe deployedoncrownandexternalconesections.Inaddition,caresshallbetakentooptimizegaugeprotectionand someotherangles.Findingsoftheconcernedresearchmayprovidenecessaryguidanceforstructuraloptimization andperformanceenhancementofPDCbits. Keywords:igneousrocks;PDCbit;abrasionmechanism;abrasiondistributionpattern
PDC钻头切削齿和岩石作用模型要点

PDC钻头切削齿和岩石作用模型要点SPE-98988PDC钻头–源于牙轮和岩石间的相互作用L.Gerbaud, S.Menand, SPE, H. Sellami, SPE, 来自巴黎的Ecole des Mines 摘要在过去的几十年里,由于在PDC磨损、抗冲击性和对井斜进一步理解上的创新,在硬岩中PDC钻头性能已获得大幅度改善。
钻头设计通常要考虑钻头平衡、沿钻头剖面的平均磨损分布、达到最佳可钻性和导向性。
为了达到所需的钻井性能,钻头设计者调整剖面形状、保径和主要的切削齿特征(形状、类型和方向)等性能。
切削齿和岩石作用模型已经成为设计过程中一个非常重要的因素了。
但是以前用的模型只是基于切削齿和岩石相互接触面考虑了作用在切削齿上的3个力:正压力,切向力和侧向力。
但是随着带倒角或其他特殊形状的切削齿的发展,这种模型已经不适用了。
本文介绍一种新的切削齿和岩石作用模型,较之以前做了些改进。
它是基于文献中经常提到的在切削面上挤压岩屑的增斜边的存在。
同时,倒角也严重影响钻速,因此也被考虑了进去(形状和大小)。
由于岩石变形和被压碎的岩屑的排出对切削齿后部的力也被考虑了。
最终,得到的很多单齿试验结果(在常压和规定的压力下)并且和新的切削齿和岩石作用模型的预测相比较。
同时本文还分析了PDC钻头各种特征的影响作用(形状,大小,倒角,后倾角和侧倾角)。
这个模型被用来优化切削效率和钻头的导向能力,同时给出了一些设计的原则,使比能最小,使侵入岩石速率最高。
最终,全尺寸钻进实验和油田数据表明,应用精确地岩石和钻头相互作用模型能帮助钻头设计者针对特定区块找到最合适的钻头。
标准的实验室全尺寸钻进过程已经发展起来。
实验表明通过对切削齿的特征,切削齿的部齿,切边齿的特征和保径类型的调整,钻头的钻进能力,稳定性,导向能力和磨损可以改善和控制。
介绍从19世纪七十年代开始,PDC钻头性能不断改进,从改善PDC的工艺水平,切削齿结构,动力学稳定性,水力因素和导向性到平滑快速钻进。
PDC钻头磨损分级系统(IADC).
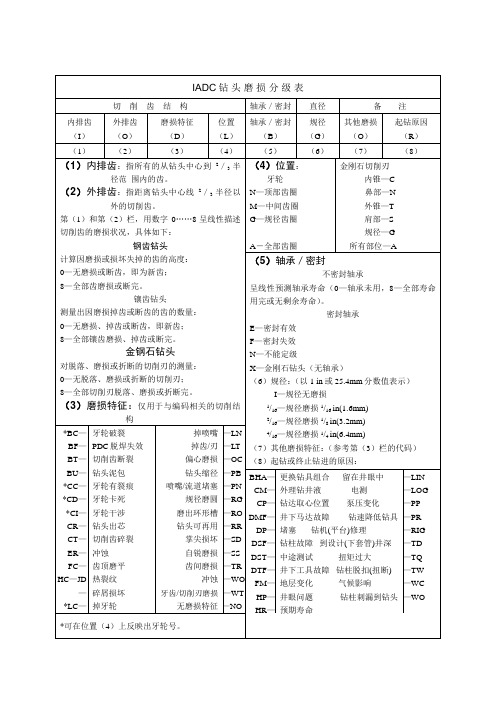
PDC钻头磨损分级系统1987年,IADC制定了固定切削齿磨损分级系统,并于1991年作了修订。
固定切削齿钻头磨损分级系统适用于除牙轮钻头之外的所有钻头,具体包括天然金刚石钻头、聚晶复合片(PDC)钻头、热稳定聚晶(TSP)金刚石钻头、孕镶式钻头、各种取心钻头以及其它所有使用金刚石作为切削元件的固定切削齿钻头(固定切削齿钻头磨损分级系统并不区分全面钻进钻头和取心钻头。
)。
一、系统结构IADC采用的磨损分级系统表中包括了对牙轮钻头和固定切削齿钻头进行磨损分级所需的各种代码。
表中有8项具体内容:前4栏描述钻头的"切削结构";第5栏("B")为"轴承密封",此栏不适用于固定切削齿钻头,因此在对固定切削齿钻头作磨损分级时此栏内容总填作"X";第6栏("G")表示"规径磨损值";最后2栏为备注栏,分别表示"其它磨损特征"(或称次要磨损特征)和"起钻原因"。
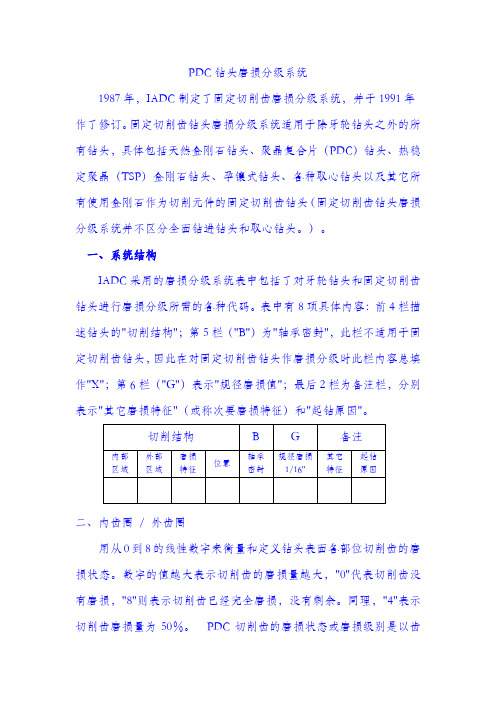
二、内齿圈/ 外齿圈用从0到8的线性数字来衡量和定义钻头表面各部位切削齿的磨损状态。
数字的值越大表示切削齿的磨损量越大,"0"代表切削齿没有磨损,"8"则表示切削齿已经完全磨损,没有剩余。
同理,"4"表示切削齿磨损量为50%。
PDC切削齿的磨损状态或磨损级别是以齿的金刚石层的磨损程度为依据的,不考虑复合片的形状、尺寸、类型以及出刃高度。
图1为切削齿磨损分级系统的示意图。
在对一只已使用过的钻头进行磨损状态分级时,需要记录钻头每个区域的平均磨损量。
如图所示,钻头半径的内2/3部分为内部区域,该区域有5颗切削齿,其磨损等级应为"2"。
这是通过计算区域内每颗齿磨损级别的平均值得来的:外部区域的平均磨损程度也是用同样方法计算出来的:"6"就是钻头外部区域的磨损级别。
不同钻井参数不同磨损期PDC钻头岩屑分析

不同钻井参数\不同磨损期PDC钻头岩屑分析作者:罗武来源:《中国新技术新产品》2010年第13期摘要:随着钻井工艺水平的不断提高PDC钻头受到广泛地应用,PDC钻头在提高钻井速度、降低钻井成本、增加经济效益的同时,却由于钻屑细小而给岩屑录井、钻时卡层等带来诸多困难。
笔者根据在川西气田十余口井PDC钻头钻井的岩屑录井经验,总结出根据不同钻井参数条件下的PDC钻头使用期法来识别细小真实岩屑,从而提高PDC钻头钻进中的地层剖面恢复符合率。
关键词:岩屑;录井;PDC钻头;提高;符合率1 PDC钻头特点及造屑机理1.1 PDC钻头的主要特点PDC全称为Polycrystalline Diamond Compact(聚晶金刚合金片),这类钻头是油气钻井中针对中软地层而开发的新型钻头。
近几年,PDC钻头被越来越广泛地应用,PDC钻头的优越性显而易见,与传统的牙轮钻头相比,PDC钻头有着明显的优势:钻井速度快,可以提高机械钻速,降低钻井成本;使用寿命长,减少起下钻次数,降低工人劳动强度,辅助时间少;适应地层广。
适合川西气田特殊地质特征,低钻压剪切均匀破碎,有利于防斜;安全系数大。
没有掉牙轮风险,事故发生概率较小。
不过PDC钻头存在一些缺点:钻头成本高,要求井底干净,禁止井下有金属落物;对井壁进行修复的功能不如牙轮钻头;PDC钻头所钻的岩屑细小,虽便于泥浆携带,保持井底干净,但给岩屑录井工作带来很大困难。
1.2 PDC钻头造屑机理PDC钻头破碎岩石的方式主要是剪切作用。
从岩石破碎强度可知,岩石抗剪切强度远低于岩石的抗压强度(为抗压强度的0.09~0.15倍),PDC钻头正是利用岩石的这一特征实现其高速钻进。
PDC钻头在扭矩力的作用下,复合片刮切岩石时生成的岩屑会沿着金刚石表面上移,直至与复合片脱离,通过岩石在切削齿边缘处的破碎,钻头的切削能量得到高效释放。
然而,在很多情况下,岩屑所承受的压力过大使其紧贴切削齿表面,从而生产阻碍岩屑移动的摩擦力。
27294715_PDC_钻头异形切削齿研究进展
2022年第51卷第4期第76页石油矿场机械犗犐犔 犉犐犈犔犇 犈犙犝犐犘犕犈犖犜2022,51(4):76 83文章编号:1001 3482(2022)04 0076 08犘犇犆钻头异形切削齿研究进展王光明1,李 达2,倪骁骅3(1.江苏油田矿业开发有限公司,江苏扬州225012;2.盐城市金巨石油机械制造有限公司,江苏盐城224052;3.盐城工学院汽车工程学院,江苏盐城224007)①摘要:为满足不同硬度、强研磨性及非均质地层岩石的需要,提高钻井效率,国外一些公司在PDC钻头常规圆柱状切削齿的基础上持续创新,研发了一系列创新型几何设计的新型PDC钻头异形切削齿。
介绍了脊形切削齿、楔(V)形切削齿、凿形切削齿和其他异形齿的结构和性能。
个性化异形切削齿是未来发展的主要方向,深入开展常规圆柱状切削齿和各种异形切削齿混合式个性化PDC钻头的研发,对钻头的切削结构进行优化,合理布置各种切削齿,充分发挥各自的优势,以解决深部地层可钻性差导致的机械钻速慢、钻井效率低的难题。
关键词:PDC钻头;异形切削齿;研究进展中图分类号:TE921.1 文献标识码:A 犱狅犻:10.3969/j.issn.1001 3482.2022.04.011犗狏犲狉狊犲犪狊犚犲狊犲犪狉犮犺犘狉狅犵狉犲狊狊狅犳犛狆犲犮犻犪犾 犛犺犪狆犲犱犆狌狋狋犲狉狊犳狅狉犘犇犆犅犻狋WANGGuangming1,LIDa2,NIXiaohua3(1.犑犻犪狀犵狊狌犗犻犾犳犻犲犾犱犕犻狀犻狀犵犇犲狏犲犾狅狆犿犲狀狋犆狅.,犔狋犱.,犢犪狀犵狕犺狅狌225012,犆犺犻狀犪;2.犢犪狀犮犺犲狀犵犑犻狀犼狌犘犲狋狉狅犾犲狌犿犕犪犮犺犻狀犲狉狔犕犪狀狌犳犪犮狋狌狉犻狀犵犆狅.,犔狋犱.,犢犪狀犮犺犲狀224052,犆犺犻狀犪;3.犛犮犺狅狅犾狅犳犃狌狋狅犿狅狋犻狏犲犈狀犵犻狀犲犲狉犻狀犵,犢犪狀犮犺犲狀犵犐狀狊狋犻狋狌狋犲狅犳犜犲犮犺狀狅犾狅犵狔,犢犪狀犮犺犲狀224007,犆犺犻狀犪)犃犫狊狋狉犪犮狋:Inordertomeettheneedsofrockswithdifferenthardness,strongabrasiveness,andheterogeneousformation,andtoimprovedrillingefficiency,someforeigncompanieshaveinnova tedonthebasisofconventionalcylindricalcuttersofPDCbits,anddevelopedaseriesofinnova tivegeometricdesignofnewPDCbitspecial shapedcutters.Theridgedcutters,thescribe(V)cutters,thechisel shapedcuttersandtheothercutterswereintroduced.Individualizedspecial shapedcutteristhemaindirectionoffuturedevelopment.Inordertosolvetheproblemsofslowdrillingspeedandlowdrillingefficiencycausedbypoordrillabilityofdeepformation,theresearchanddevelopmentofindividualizedPDCbitswithconventionalcylindricalcuttersandvariousspecial shapedcutterswerecarriedout,andthecuttingstructureofbitswasoptimized.犓犲狔狑狅狉犱狊:PDCbit;special shapedcutter;researchprogress 切削齿是PDC钻头的基本切削单元,其性能极大影响着PDC钻头的机械钻速和使用寿命。
聚晶金刚石复合片_PDC_钻头的失效分析_李国安

收稿日期:2001209226.作者简介:李国安(19452),男,高级工程师;武汉,华中科技大学模具技术国家重点实验室(430074).聚晶金刚石复合片(PDC )钻头的失效分析李国安 宋全胜(华中科技大学模具技术国家重点实验室)摘要:对PDC 钻井钻头的失效形式进行了分析,并对每种失效形式的形成机理进行了研究.结果表明,PDC 钻头切削齿的微断屑、宏观破裂及剥离失效形式是造成PDC 钻头早期失效的主要形式和原因.预防PDC 钻头的早期失效,应从设计、材料制造及使用方面采取改进措施.关 键 词:PDC 钻头;失效分析;微断屑;宏观破裂;剥离中图分类号:TG 142 文献标识码:A 文章编号:167124512(2002)0120062203 聚晶金刚石复合片钻头(简称PDC 钻头)是近些年来研制发展的新型钻井钻探钻头,它采用人造聚晶金刚石制作的复合片(PDC )作为切削齿(结构见图1).本研究对生产现场收集到的有代表性的典型失效PDC 钻头进行了全面分析,借助图1 PDC 结构示意图于宏观和微观分析手段找出了PDC 钻头失效的主要形式,并从力学、材料学等角度对失效的机理进行了研究.1 失效钻头的选取与工况分析从钻井现场回收的相当数量的失效钻头中,选取最具代表性的4只失效钻头作为失效分析对象.对每只失效钻头的失效部位(全部为PDC 切削齿失效)进行取样.取样钻头A ~D 失效前钻探总进尺分别为:486m ,532m ,109m 和173m.PDC 钻头的工况条件是很苛刻的.钻头工作中不但承受巨大的压力同时还承受巨大的冲击力;不但承受泥浆的冲蚀作用,同时还承受切削过程中的磨擦、冲击而产生的热效应,尤其是因切削齿的局部高温而伴随发生材料热化学作用.因此,PDC 钻头尤其是作为切削齿的金刚石复合片(PDC )既要求具有高的强度、硬度,又要求具有足够的韧性;既要求具有较好热震性,又要求具有一定的抗腐蚀性.2 失效的主要形式及机理2.1 平滑磨损如图2所示,PDC切削齿的平滑磨损的特征图2 平滑磨损PDC 磨损平面形貌(A 钻头SEM )是磨损面宏观上表现为较为平整,其金刚石层和WC 基托均在切削过程中被磨损而形成磨损平面(图3).平滑磨损的过程(图4)如下:切削过程中,因为WC 硬度低于金刚石,所以率先遭磨损的是WC 基托,这样临近WC 基托的金刚石就失去了WC 的有效支撑,形成金刚石“唇”边.在切削力的作用下,唇边承受着拉应力,并导致拉应力裂纹萌生,扩展,最终唇边断裂,导致未破裂的金刚石层与岩石接触面积减少,承受应力更大,又加速导致第30卷第1期 华 中 科 技 大 学 学 报(自然科学版) Vol.30 No.12002年 1月 J.Huazhong Univ.of Sci.&Tech.(Nature Science Edition ) Jan. 2002图3 平滑磨损金刚石唇中拉应力裂纹形貌(A 钻头SEM )图4 PDC 切削齿平滑磨损示意图[2]金刚石片的破裂,一旦金刚石片整个接触面均遭到破坏,则WC 基托又重新有效地接触岩石,接着又发生WC 基托优先被磨损掉,形成平滑磨损过程的循环.但比较其他失效形式,平滑磨损过程是缓慢的,属正常的失效形式.正由于“唇”区域的形成,使余下的金刚石与岩石的接触面积减小,使单位面积的切削力增大,而形成自锐效应[1].自锐效应有利于保持钻头的有效切削能力.2.2 微断屑微断屑表现为金刚石片近似地沿切削方向形成微尺度(μm ~mm )的片状断裂.其裂纹起源于金刚石片的圆平面上,继而向纵深发展而导之微片状断裂.图5为其断口形貌图,图6为微断屑产生过程示意图.微断屑常常在钻头工作一定时间之后发生,由于钻头工作时,承受的负荷的交变以及PDC 表面局部的高温与冷却的交变,因此,PDC 承受机械疲劳与冷热疲劳的共同作用,达到一定周期,萌生裂纹,继而扩展导致微断屑断裂.由于切削过程中,PDC 平面与切削平面的法向成一定角度(称后倾角),有研究表明[2],对中软岩层,小的后倾角,可减少微断屑的发生.需要指出的是,微断屑失效发展速度比平滑磨损快,损害也严重得多.图5 PDC 微断屑断口形貌(B 钻头)图6 微断屑产生过程示意图2.3 宏观破裂宏观破裂表现为大尺寸的金刚石层的破断,其裂纹起源于金刚石片的圆柱面上.它是PDC 切削齿破环最为严重的一种失效形式,通常导之钻头报废.图7为典型宏观破裂断口形貌,图8为其示意图.由于钻头在钻进过程中遇到硬质岩石或岩性变化较大的岩层时,钻头受到较大的冲击负图7 宏观破裂形貌(C 钻头)图8 宏观破裂示意图36第1期 李国安等:聚晶金刚石复合片(PDC )钻头的失效分析 荷,尤其是PDC 切削齿与岩石接触面较小时,致使切削齿在短时间内承受超负荷而导致发生大尺度的宏观破裂,导致钻头的报废.现场使用经验表明,当井底存在有破损的钻头碎块或刚性物而未被及时打捞清理时,也会导致工作钻头遭受非正常的冲击,使钻头发生宏观断裂.此外,保持稳定的钻压,钻速,尽力避免大的冲击,也是减少发生宏观破裂的措施.2.4 剥离剥离表现为金刚石层与碳化钨基托的粘接破坏造成剥离.致使刃口不复存在而失去切削能力.图9为D 钻头上的剥离失效PDC 宏观形貌.在切削过程中,切削齿因磨擦热而升到高温,而当钻头因振动等短时脱离与岩层接触时,又被冷却泥浆急冷.而由于PDC 各层间热膨胀系数差异,导致PDC 各层的热胀冷缩的差异,造成极大的内应力[3],当其超过粘结层结合强度时,就造成剥离.在研究分析中,发现剥离失效的钻头,常伴随有宏观破裂的失效,因此可认为钻头承受的短时冲击超负荷也是促使剥离失效的因素之一.因此,预防剥离可从材料制造过程中提高各层间的结合力,改善材料间的热胀系数的匹配,避免冲击载荷发图9 金刚石层的剥离(D 钻头)生等方面着手.2.5 热龟裂热龟裂表现为PDC 材料表面形成一定深度的网状龟裂纹(图10).在WC 基托层及金刚石层均会发生热龟裂.它是冷热应力的交变作用的结果,尤其是材料表面,冷热应力最高,故热裂纹萌生于材料表面.图10 金刚石层的热裂纹形貌(B 钻头)可以看出,首先要形成大面积的磨损平面而产生足够的热量,接着才会在多次冷热循环中,因热应力足够大导致材料表面热龟裂的发生.因此,热龟裂也是磨损失效的必然结果.参考文献[1]缪青维.钻井条件下复合片的自锐问题.磨料磨具与磨削,1992(67):24~28[2]Lin T P ,Hood M ,Cooper A G ,et al.Wear and failuremechanism of polycrystalline diamond compact bits.Wear ,1992,156:133~148[3]Krawitz A D ,Andrew R.Residual stresses in polycrys 2talline diamond compacts.International Journal of Re 2fractory Metals &Hard Materials ,1999,17:117~122The analysis of failure of PDC w ell bitsL i Guo ′an Song Q uanshengAbstract :The failure types of PDC well bits are analyzed.The failure mechanisms has been studied.The results show that main failure types of PDC well bits are microchipping ,gross fracturing and delamination.Some improvements on the designing ,material manufacturing and the usage for the bits should be made to prevent PDC well bits from earlier failures.K ey w ords :PDC well bit ;failure analysis ;microchipping ;gross fracture ;delaminationLi G uo ′an Senior Engineer ;State K ey Lab.of Die &Mould Tech.,HUST ,Wuhan 430074,China.46 华 中 科 技 大 学 学 报(自然科学版) 第30卷。
不同钻井参数、不同磨损期PDC钻头岩屑分析

1P C钻头 特点及造 屑机 理 D
钻 岩 mn 而 清 钻井 中针对 中软地 层而开 发 的新型 钻 头 。近 候 不 足 1 i 钻 进一 米 , 采 集 、 洗 一包 岩 进所 得 岩 屑 , 速 变得 很 慢 , 屑 变得 很细 , ~0 i 左 m ~ r 一般 在 0 一m a . l m之 间或呈 5 几 年 ,D P C钻头 被越来越 广泛 地应 用 ,D P C钻 屑 样 一般 需 要 5 1m n 右 ,即使 按照 4 粒径 最 大 2 3 m, 筛 筛 头 的优越性 显而易 见 ,与 传统 的 牙轮钻 头相 的采 样间 距也无 法跟 上钻 头 ,如 果是 勘探 井 粉末 状 。此时岩 屑 很细 , 样要 特别 注意 , 当采样 间距 缩小 时 , 样 样时 要 前 后对 比岩 屑 , 暗色 岩屑 ( 采 看 泥岩 ) 与 比, D P C钻头有 着明显 的优 势 :钻井 速度 快 , 或 油气显 示加 密段 , 从 砂岩 ) 的增减 量 , 用 l25 m 四 使  ̄  ̄m 可 以提高机 械钻速 , 降低钻 井成 本 ; 用 寿命 就更 无法 跟上钻 头进 尺 , 而造 成采 样 困难 , 浅色 岩屑 ( 使 D 如浅 色岩 屑( 岩 ) 砂 增加 , 则漏 长, 减少 起 下钻 次数 , 低 工人 劳 动强 度 , 降 辅 砂样 的质 量及代 表性 变差 。P C钻头 钻 出的 层 选样 筛选 样 , m 如暗 助 时间少 ; 地层广 。 适应 适合川 西气 田特 殊地 岩屑 极其 细小 ,给地质 剖 面的恢 复带 来 了较 过 1 m筛 层 的粉 末状 岩屑 代表性 最好 ; 如何识 别不 同磨损 时期 、 同钻 井 色岩 屑 ( 不 泥岩 ) 加 , 漏 过 l m筛 层 岩 屑 增 则 m 质特 征 , 钻压 剪切 均匀 破 碎 , 利于 防 斜 ; 大 的影响 。 低 有 大小 05 l m)代表 性最 好 ,m . m ~ l m筛层 岩屑 D 保 安全 系数大 。 有掉 牙轮风 险 , 发生 概率 参数 条件 下 P C钻头 的岩 屑 , 证 岩 屑录 井 ( 没 事故 大小 12 m) 表性 次之 ,m —m 代 2 m筛 层 以上 岩 笔 新场 等构造 现 场 ( 较 小 。不过 P C钻头 存 在一些 缺 点 : D 钻头 成 的质 量 , 者就在 川西孝 泉 、 本 高 , 求井 底 干净 , 止井 下 有金 属 落 物 ; 录井 工作 中所遇 到的情 况及 采取 的处理 方 法 屑 代表 性就 非常 差 了。 要 禁 高转 速 、 钻压 、 量 。 高 高排 在川西 , 队 当 井 对 井 壁 进行 修 复 的功 能 不如 牙轮 钻 头 ;D 来浅谈 解 决细小 岩屑 录井 的问题 ,以供 大家 PC 钻头所 钻的岩 屑细小 , 虽便 于泥浆 携带 , 持 探讨 。 保 P C钻头使 用 到晚期 后 , D 由于钻头 昂贵 , 为节 3不 同钻井 参 数 、 同磨 损期 P C钻 头 约 钻头成 本 , 都要 加大 钻井参 数 , 是 不 D 一般 特别 井 底 干净 , 岩屑录井 工作 带来很 大 困难 。 但给 加 大钻 压继续 维持 钻进 ,因此 这种钻 井参 数 1 D . P C钻头造 屑机理 2 岩屑 的分析 识别 。 P C钻 头破碎 岩石的方 式主 要是 剪切 作 D 根 据川 孝 19从式 井组 、 6 川孝 42 、 5 井 川 组合 使 用较 多。此 时使 用磨损 程度 高的 P C D 6井 钻 井下岩 屑 由于所 承 用。 从岩石 破碎强 度可知 , 岩石 抗剪切 强度 远 孝 44 等 十余 口的岩 屑来 看 ,钻 头使 用 的 钻 头钻 进 , 速仍然 很慢 。 钻 在相 受 的压力 过大 而使 其 紧贴切 削齿表 面 ,从 而 低 于 岩石 的抗 压 强度 ( 为抗 压强 度 的 0 9 时期不 同 , 头本 身磨损 程度肯 定不 同 , .~ 0 01 倍 )P C钻 头正是利 用岩 石 的这 一特 征 同钻井 参数 下钻进 返 出的岩 屑大小 不 同。 同 生 产阻 碍岩 屑移动 的摩 擦力 。这种摩 擦力往 . 5 ,D 钻 而 所 往 可以 积累 到相 当高 的程度 ,以至 于会造成 实 现其 高速钻进 。P C钻头在 扭 矩力 的作 用 样 , 头 磨损 程 度 一定 , 钻井 参数 不 同 , D 下 ,复合 片刮切岩 石时 生成 的岩 屑会 沿着 金 钻 岩屑 大小也 肯定 不同 。因此在 对 岩屑 代表 岩屑 在切 削齿边 缘 的堆 积。井底 岩石 的运移 刚石表面上移, 直至与复合片脱离 。 通过岩石 性进 行判 定 时 , 质 工作 者必 须将 P C钻 头 就不 再是 直接依 靠 切削齿 的边 缘 ,而 是通过 地 D 在切 削齿边 缘处 的破碎 ,钻头 的切 削 能量得 使用 的 时期及 钻井参 数相结 合来 综合 考虑 问 切 削齿 表 面积 累的 岩屑 自身来 完成 ,如果排 到 高效释放 。然而 , 在很 多情况 下 , 岩屑 所承 题 。 量减小 , 这种 现 象将更 加严 重。 31使 用早期 的 P C钻 头在 不 同钻井 参 . D 低 转速 、 钻压 、 低 高排 量 。在 这种 钻井参 受 的压力过 大使其 紧贴切 削齿 表 面 ,从 而生 产阻 碍岩屑 移动的摩 擦力 。这 种摩擦 力往 往 数下 的岩 屑分析 识别 数 条件 下使 用 高磨 损 程度 P C钻 头钻进 , D 钻 可 以积 累 到相 当高 的程度 ,以至于会 造成 岩 高转速 、 钻压 、 排量 。在这 种 钻井 参 速 非常 慢 , 队基 本都会 起钻 换钻头 。 低 低 井 屑在切 削齿边 缘的堆 积 。 这种 现象 一旦 发生 , 数条 件下 使用磨 损 程度 小 的 P C钻 头 钻进 , D 低转 速 、 低钻 压 、 排 量 。尚未 遇 到在这 低 井 底岩 石的运 移就不 再是直 接依 靠切 削齿 的 钻速 相对较 慢 , 多 , 负荷 较大 。 由于 种 钻 井 参 数 条 件 下 使 用 高 磨 损 程度 的 P C 掉块 转盘 D 边 缘 ,而是通过 切削齿 表 面积 累的岩 屑 自身 泥浆对 地层 岩屑 的冲刷 破碎 力小 ,钻头 破碎 钻 头钻进 的情 况 。 来 完成 。这种现 象在钻 头后 期表 现 的尤为 突 的岩 屑未被 进一 步破碎 ,因此 所钻 岩屑 颗粒 综上 所述 , 西 孝泉 、 场等 构造 的中 在川 新 出。 较大 , 是 由 于排量 低 , 屑上 返 不 及时 , 但 岩 井 软 地层 ,D P C钻 头 在钻 井 过程 中形成 的岩 屑 2P C钻 头使用 对岩屑 录井 质量 的影响 筒 内岩 屑多 ,部分 岩屑 又受钻 头及 高速 旋转 与 P C钻 头 的磨 损 程 度及 钻 井 参数 的使 用 D D 高转 速 、 压 、 低钻 高排量 钻头 的使 用提 高 钻 杆 的剧 烈 搅拌 造 成 重复 性碾 磨 而变 小 , 最 有 密切关 系 。 同的钻井参 数 、 同的钻头磨 不 不 了钻井 的速度 、 降低 了钻 井 的成本 、 显增 加 终 导致 岩屙 睛况复 杂 ,观察 发 现所 得岩 屑总 损程度对岩屑的大小、 明 形状有着重要影响, 作 了钻井 的经济效 益 ,但 与此 同时 却给 地质 录 体 新 鲜感 降 低 , 径最 大 4 5 m, 般 在 2 为 地质 工作 者 在 使 用 P C钻 头 岩屑 录 井过 粒 ~m 一 ~ D 井 中工作带 来诸 多困难 ,钻 头钻 出的 岩屑极 3 m之 间 , 小为 12 m。以 2 m筛层 岩屑 程 中应 综 合 考虑 影 响岩 屑 成 因的各 种 因素 , m 最 ~r a m 其 细小 ,给地质资 料 的录取 质量带 来 了较大 ( 大小 2 3 m) 表性最好 。 ~m 代 有效 分析 识别具 有 代表 性 的岩 屑 ,以提高岩 的影 响 。钻井 地质 录井主 要工 作之 一是 通过 低转 速 、 钻压 、 低 高排 量 。这种钻 井 参数 屑真 实性 及地层 剖 面的符 合率 。 岩屑 建立岩 性剖 面 、划分 地层 ,钻 井岩 屑细 组合 很 少见 ,在 这种 条件下 使 用磨损 程度 小 参考 文献 小 , 疑是对 岩性剖 面 的恢 复 带来极 大 的影 的 P C钻头钻 进 , 无 D 钻速较慢 。钻盘转 速低 , 钻 『1 1 张成 . C钻 头岩屑 分析. 0— 2 P D 2 2 1. 0 响。 头对 已破碎 的岩 屑未 造成重 复性 碾磨 ,并 且 f】孙 明金 .D 2 P C钻屑 岩性 识 别技 术研 究与应 首先 : 屑取 、 样 的难度 加大 。 由于所 岩屑 上返 过程 中也未受 钻杆 高速旋 转 的剧 烈 用 . 岩 洗 钻岩 屑细小 , 甚至部分 岩屑 呈粉 沫状 , 钻井 搅拌 . 在 从而使 返 出的岩 屑颗粒相 对较 大 。 径 粒 -m  ̄m 液 中较 少通 过振 动筛 从 钻井 液 中分离 出来 , 最大 4 6 m,一般 在 2 4 m 之 间 ,最 小 达 作者简介: 罗武 , 理 工程 师 。03 毕 助 20 年 导致捞取到的岩屑数量较少。 其次 : 加大了岩 1 m 以 2 m筛 层 岩屑 ( 小 2 4 m) 表 业 于西南石油学院,现从事钻井设备修理工 . m, m 0 大  ̄m 代 屑观察 、 描述 、 层定 名 、 分 百分 比估计 的难 度 。 性最 好 ,m 1 m筛 层 岩屑 ( 大小 1 2 m) 表性 作 。 —m 代 由于岩 屑细小 , 有的甚 至为粉 末 状 , 给正确 的 略次 。 低 转速 、 钻 压 、 排量 。 尚未 遇到 在 这 低 低 岩 屑描述 观察 、 挑样 、 名等 判定 带来 了很 大 定 的难度 , 严重影 响岩性 剖 面符合 率 。另外砂 、 种 钻 井 参 数 条 件 下 使 用 磨 损 程 度小 的 P C D 泥 岩 钻 时 区别不 大 ( 别是 浅层 )因此 钻 时 钻头钻 进 的情况 。 特 ,
PDC钻头定损
二、PDC钻头损坏典型特征及分析1、断齿(BT)造成钻头断齿的原因可能有:(1)钻压过大,引起内排齿断裂;(2)转速过高,引起外排齿断裂;(3)井底有落物;(4)钻遇砾石层;(5)地层过硬,钻头选型不当;(6)新钻头井底造形不充分或没有造形。
2、齿面裂纹(CDL)造成钻头产生齿面裂纹的原因可能有:(1)转速过高,PDC齿过热烧裂;(2)过度的冲击载荷;(3)地层过硬。
3、热烧损(HC)引起热烧损的原因:(1)钻压过高;(2)转速过快;(3)排量过低;(4)划眼过度。
4、掉齿(LT)造成掉齿的原因:(1)PDC齿过热;(2)PDC齿质量原因。
5、PDC齿冲蚀(ER)引起冲蚀的主要原因:(1)泥浆排量过大;(2)钻头设计流道面积过小;(3)泥浆性能不好,含砂或固相含量过高;6、钻头出环(RO)引起钻头出环的主要原因可能有:(1)井底有落物;(2)钻遇砾石层,肩部PDC齿破碎造成出环;(3)钻压过大;(4)出现顿、溜钻,造成肩部PDC齿破碎;7、保径齿损坏(BT)造成保径齿损坏的主要原因可能有:(1)过度划眼;(2)冲击载荷过大;(3)钻柱弯曲。
8、钻头保径磨损(RG)造成钻头保径磨损的主要原因:(1)井径缩径或上只钻头规径问题,造成第二只钻头过度划眼;(2)地层研磨性强,转速过高;(3)扶正不良。
9、断刀翼(BB)造成钻头断刀翼的主要可能原因有:(1)制造质量;(2)扭矩过大;(3)冲击载荷过大;(4)钻头在井底产生回旋。
测井方式代码测井方式单位DT, DTc 声波μs/ftRHOB, DEN 密度g/ccGR, GRc 伽马APICAL 井径InRES 电阻率Ohm-mS-POR, S-PORc 声波孔隙度%D-POR, D-POR 密度孔隙度%N-POR 中子孔隙度%ND-POR 中子—密度孔隙度%UCS-psi 单轴抗压强度PsiCCS-psi 三轴抗压强度psi。
PDC钻头磨损分级系统(IADC)

PDC钻头磨损分级系统(IADC)PDC钻头磨损分级系统1987年,IADC制定了固定切削齿磨损分级系统,并于1991年作了修订。
固定切削齿钻头磨损分级系统适用于除牙轮钻头之外的所有钻头,具体包括天然金刚石钻头、聚晶复合片(PDC)钻头、热稳定聚晶(TSP)金刚石钻头、孕镶式钻头、各种取心钻头以及其它所有使用金刚石作为切削元件的固定切削齿钻头(固定切削齿钻头磨损分级系统并不区分全面钻进钻头和取心钻头。
)。
一、系统结构IADC采用的磨损分级系统表中包括了对牙轮钻头和固定切削齿钻头进行磨损分级所需的各种代码。
表中有8项具体内容:前4栏描述钻头的"切削结构";第5栏("B")为"轴承密封",此栏不适用于固定切削齿钻头,因此在对固定切削齿钻头作磨损分级时此栏内容总填作"X";第6栏("G")表示"规径磨损值";最后2栏为备注栏,分别表示"其它磨损特征"(或称次要磨损特征)和"起钻原因"。
二、内齿圈/ 外齿圈用从0到8的线性数字来衡量和定义钻头表面各部位切削齿的磨损状态。
数字的值越大表示切削齿的磨损量越大,"0"代表切削齿没有磨损,"8"则表示切削齿已经完全磨损,没有剩余。
同理,"4"表示切削齿磨损量为50%。
PDC切削齿的磨损状态或磨损级别是以齿的金刚石层的磨损程度为依据的,不考虑复合片的形状、尺寸、类型以及出刃高度。
图1为切削齿磨损分级系统的示意图。
在对一只已使用过的钻头进行磨损状态分级时,需要记录钻头每个区域的平均磨损量。
如图所示,钻头半径的内2/3部分为内部区域,该区域有5颗切削齿,其磨损等级应为"2"。
这是通过计算区域内每颗齿磨损级别的平均值得来的:外部区域的平均磨损程度也是用同样方法计算出来的:"6"就是钻头外部区域的磨损级别。
磨损齿PDC_钻头的切削性能试验
磨损齿PDC 钻头的切削性能试验*张春亮1, 王锦成1, 柯晓华2,3, 冯 枭2,4, 杨迎新1, 任海涛1, 黄子轩1(1. 西南石油大学 机电工程学院, 成都 610500)(2. 油气钻完井技术国家工程研究中心, 北京 102206)(3. 中国地质大学(北京), 北京 100083)(4. 中国石油集团工程技术研究院有限公司, 北京 102206)摘要 为探究磨损齿PDC 钻头的切削性能,避免其过早失效,通过单齿切削试验以及全尺寸磨损齿钻头钻进试验,分析磨损齿的受力状态以及钻头的钻进特性。
结果表明:相比于新齿,磨损齿受载更大,且其“磨圆”后切岩过程中的钝搓现象普遍存在;在相同吃深条件下,齿的磨损高度越大,载荷波动越明显。
相比于新钻头,磨损齿钻头更能产生光滑的井底,不利于其侵入地层。
随齿的磨损高度增加,钻头的机械钻速下降,机械比能增加,振动程度减小,且钻头的径向加速值与齿的磨损高度无关。
当齿的磨损高度大于3.0 mm 时,钻头的机械比能和机械钻速对钻压不敏感。
关键词 切削载荷;单齿切削;钻进特性;机械比能;机械钻速中图分类号 TQ164; TG74; TG58; TE921 文献标志码 A 文章编号 1006-852X(2023)01-0035-08DOI 码 10.13394/ki.jgszz.2022.0084收稿日期 2022-06-06 修回日期 2022-08-15石油天然气、地热以及深地矿产的勘探开发必须依赖钻井技术,而破岩是钻井的关键,钻头是最直接的破岩工具。
研究表明:钻头费用虽然仅占钻井成本的3%~5%,但其对钻井成本的影响却可高达70%。
PDC 钻头作为石油钻井的破岩工具,在油气钻井总进尺中的比例,已由19世纪80年代的5%,增长至90%以上[1-2]。
但PDC 钻头在深部难钻地层中的钻进效果并不理想,其中的一个重要原因是切削齿的快速磨损,造成切削齿比压降低,不能有效吃入地层,破岩效率降低。
PDC钻头磨损模型研究
摘要在低油价的大背景下,提高钻井效率、降低钻井成本成为当下研究的热点。
优选参数钻井是提高钻井速度、降低钻井成本的重要技术之一。
优选参数钻井的理论基础是钻进模型。
目前有关PDC钻头钻速模型的研究比较多,而对于PDC钻头磨损速度模型的研究相对较少。
本文通过试验和理论分析研究,建立PDC钻头磨损速度模型,提出一种PDC钻头寿命预测方法。
研究成果对优化钻井参数、指导钻头选型、指导钻头优化设计具有关键作用,对提高机械钻速、延长钻头寿命、节约钻井成本、增加经济效益具有重要意义。
基于PDC切削齿的失效形式,研究了PDC切削齿的磨损机理,并依据切削齿的受力模型和摩擦磨损原理,分析了PDC切削齿磨损速度的影响因素。
在改装的立式车床上进行了PDC单齿磨削岩石试验,研究分析了正压力、切削速度、岩石研磨性、切削齿磨损量等因素对切削齿磨损的影响规律,取得以下成果:(1)随着切削齿正压力的增大,切削齿的相对磨损速率逐渐增大,且齿相对磨损速率与切削齿正压力(P)的a次方成正比关系;(2)随着切削速度的增大,切削齿的相对磨损速率逐渐增大,且切削齿相对磨损速率与切削速度(V)的b次方成正比关系;(3)随着岩石研磨性的增强,切削齿的相对磨损速率亦逐渐增大,且切削齿相对磨损速率与岩石研磨性(A f)成正比;(4)随着切削齿磨损量(无因次磨损高度)的增大,切削齿的相对磨损速率逐渐减小,且切削齿磨损速率与切削齿磨损量的c次方成反比;(5)综合各因素与切削齿相对磨损速率的相关关系,建立了切削齿磨损模型。
基于PDC切削齿磨损模型,建立了一套通过分析某种PDC钻头在给定钻井条件(钻压、转速)下各切削齿的受力和切削速度,钻头上各切削齿的磨损状态来确定PDC钻头工作寿命的方法。
研究成果对优化钻井参数和PDC钻头优化设计具有一定的理论指导意义和实际应用价值。
关键词:PDC钻头,磨损速度模型,钻压,转速,岩石研磨性,切削齿磨损高度,寿命预测方法iStudy on Wear Model of PDC BitLiu xiaoao (Oil & Gas Well Engineering)Directed by Prof. Zou DeyongAbstractUnder the background of low oil price, improving drilling efficiency and reducing drilling cost has become the focus of the current research. The preferred parameter drilling is one of the important techniques to improve the drilling speed and reduce the drilling cost. The theoretical basis of the preferred parameter drilling is the drilling model. At present, there are many researches on the PDC bit penetration rate model, while there are relatively few studies on the PDC bit wear rate model. In this paper, through the experimental and theoretical analysis, the PDC bit wear model is established and a PDC bit life prediction method is proposed. The research results play a key role in optimizing drilling parameters, guiding the selection of drill bits and guiding the optimized design of drill bit. It is of great significance to improve the penetration rate, extend the life of the drill bit, save the drilling cost and increase the economic benefits.In view of the failure modes of PDC cutter, the wear mechanism of PDC bit was studied in this paper. According to the stress model of cutter and the principle of friction and wear, the influencing factors of PDC cutter wear rate were analyzed.The influence law of normal pressure on cutter, cutting speed, rock abrasiveness and height of cutter wear on the PDC bit wear rate is studied on the experiment of abrasiving the rock sample by PDC cutter on VTL.And achieved the following results:(1)With the increase of normal pressure, the relative wear rate of PDC cutter is increased gradually, and the relative wear rate of this cutter is directly proportional to the a times of normal pressure on PDC cutter (P).(2)With the heightening of cutting speed, the relative wear rate of PDC cutter is increased gently, and the relative wear rate of this cutter is directly proportional to cutting speed (V).(3)With the raising of rock abrasiveness, the relative wear rate of PDC cutter is increasedgradually, and the relative wear rate of this cutter is directly proportional to the rock abrasiveness (A f).(4) With the increase of dimensionless cutter wear height, the relative wear rate of PDC cutter is decreased, and the relative wear rate of this cutter is inversely proportional to the c times of dimensionless cutter wear height.(5)The wear model of PDC cutters is established by the correlation of the relative factors and the relative wear rate of PDC cutters.Based on the PDC cutters wear model, a set of methods for determining the working life of PDC bits under certain drilling conditions (weight on bits and rotative velocity) is established by analyzing the cutting force and cutting speed of each cutter under the given drilling conditions, and the wear state of each cutter on PDC bit.The research results have theoretical guiding significance and practical application value for optimizing drilling parameters and optimizing PDC bit design.Key Words: igneous rock, abrasivity, standard parts, abrasivity index, prediction model目录第一章绪论 (1)1.1研究目的及意义 (1)1.2国内外研究现状 (1)1.2.1 PDC钻头磨损模型的相关研究 (1)1.2.2 PDC钻头磨损影响因素的相关研究 (5)1.2.2 研究现状评述 (6)1.3研究目标和内容 (7)1.3.1 研究目标 (7)1.3.2 研究内容 (7)1.4技术路线 (7)第二章 PDC切削齿磨损机理及影响因素研究 (9)2.1PDC切削齿的磨损机理 (9)2.1.1 切削齿研磨磨损 (9)2.1.2 切削齿冲击损坏 (13)2.2PDC钻头磨损的影响因素分析 (14)第三章 PDC切削齿磨损模型研究 (16)3.1PDC切削齿磨损试验 (16)3.1.1 试验方法的选取 (16)3.1.2 试验装置及工作原理 (17)3.1.3 试验数据的采集及处理 (19)3.1.4 试验方案设计 (22)3.2PDC切削齿磨损试验结果分析 (25)3.2.1 正压力对齿相对磨损速率的影响规律 (25)3.2.2 切削速度对齿相对磨损速率的影响规律 (28)3.2.3 岩石研磨性对齿相对磨损速率的影响规律 (30)3.2.4 无因次磨损高度对齿相对磨损速率的影响规律 (32)3.3PDC切削齿磨损模型 (34)第四章 PDC钻头寿命预测方法 (37)4.1PDC钻头切削齿受力预测方法 (37)4.2PDC切削齿工作寿命预测及分布分析 (43)4.2.1 PDC切削齿工作寿命计算模型 (43)4.2.2 PDC切削齿工作寿命分布规律分析 (44)4.3PDC钻头工作寿命确定方法 (45)4.3.1 IADC钻头磨损评价标准 (45)4.3.2 PDC钻头寿命确定方法 (46)结论 (48)参考文献 (50)攻读硕士期间获得的学术成果 (53)致谢 (54)中国石油大学(华东)硕士学位论文第一章 绪 论1.1 研究目的及意义近年来,以人造金刚石及其复合材料为主的新型破岩工具逐渐成为钻探行业的主流,国内外在油气钻探中软至中硬地层中,已经普遍地使用了PDC 钻头。
不同钻井参数,不同磨损期PDC钻头岩屑分析(精)

不同钻井参数,不同磨损期PDC钻头岩屑分析关键词:岩屑;录井;PDC钻头;提高;符合率1 PDC钻头特点及造屑机理1.1 PDC钻头的主要特点PDC全称为Polycrystalline Diamond Compact(聚晶金刚合金片),这类钻头是油气钻井中针对中软地层而开发的新型钻头。
近几年,PDC钻头被越来越广泛地应用,PDC钻头的优越性显而易见,与传统的牙轮钻头相比,PDC钻头有着明显的优势:钻井速度快,可以提高机械钻速,降低钻井成本;使用寿命长,减少起下钻次数,降低工人劳动强度,辅助时间少;适应地层广。
适合川西气田特殊地质特征,低钻压剪切均匀破碎,有利于防斜;安全系数大。
没有掉牙轮风险,事故发生概率较小。
不过PDC钻头存在一些缺点:钻头成本高,要求井底干净,禁止井下有金属落物;对井壁进行修复的功能不如牙轮钻头;PDC钻头所钻的岩屑细小,虽便于泥浆携带,保持井底干净,但给岩屑录井工作带来很大困难。
1.2 PDC钻头造屑机理PDC钻头破碎岩石的方式主要是剪切作用。
从岩石破碎强度可知,岩石抗剪切强度远低于岩石的抗压强度(为抗压强度的0.09~0.15倍),PDC钻头正是利用岩石的这一特征实现其高速钻进。
PDC钻头在扭矩力的作用下,复合片刮切岩石时生成的岩屑会沿着金刚石表面上移,直至与复合片脱离,通过岩石在切削齿边缘处的破碎,钻头的切削能量得到高效释放。
然而,在很多情况下,岩屑所承受的压力过大使其紧贴切削齿表面,从而生产阻碍岩屑移动的摩擦力。
这种摩擦力往往可以积累到相当高的程度,以至于会造成岩屑在切削齿边缘的堆积。
这种现象一旦发生,井底岩石的运移就不再是直接依靠切削齿的边缘,而是通过切削齿表面积累的岩屑自身来完成。
这种现象在钻头后期表现的尤为突出。
2 PDC钻头使用对岩屑录井质量的影响高转速、低钻压、高排量钻头的使用提高了钻井的速度、降低了钻井的成本、明显增加了钻井的经济效益,但与此同时却给地质录井中工作带来诸多困难,钻头钻出的岩屑极其细小,给地质资料的录取质量带来了较大的影响。
PDC钻头工作原理及相关特点
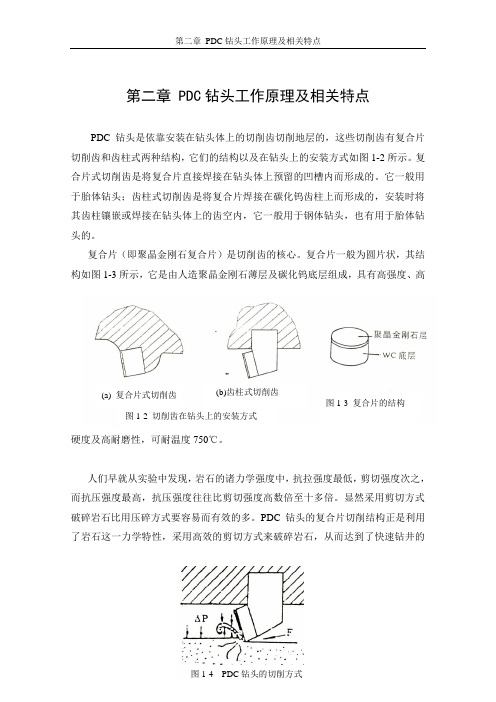
第二章 PDC 钻头工作原理及相关特点PDC 钻头是依靠安装在钻头体上的切削齿切削地层的,这些切削齿有复合片切削齿和齿柱式两种结构,它们的结构以及在钻头上的安装方式如图1-2所示。
复合片式切削齿是将复合片直接焊接在钻头体上预留的凹槽内而形成的。
它一般用于胎体钻头;齿柱式切削齿是将复合片焊接在碳化钨齿柱上而形成的,安装时将其齿柱镶嵌或焊接在钻头体上的齿空内,它一般用于钢体钻头,也有用于胎体钻头的。
复合片(即聚晶金刚石复合片)是切削齿的核心。
复合片一般为圆片状,其结构如图1-3所示,它是由人造聚晶金刚石薄层及碳化钨底层组成,具有高强度、高硬度及高耐磨性,可耐温度750℃。
人们早就从实验中发现,岩石的诸力学强度中,抗拉强度最低,剪切强度次之,而抗压强度最高,抗压强度往往比剪切强度高数倍至十多倍。
显然采用剪切方式破碎岩石比用压碎方式要容易而有效的多。
PDC 钻头的复合片切削结构正是利用了岩石这一力学特性,采用高效的剪切方式来破碎岩石,从而达到了快速钻井的(a) 复合片式切削齿 (b)齿柱式切削齿图1-2 切削齿在钻头上的安装方式图1-3 复合片的结构图1-4 PDC 钻头的切削方式目的。
当PDC钻头在软到中等级硬度地层进时,复合片切削齿在钻压和扭矩作用下克服地层应力吃入地层并向前滑动,岩石在切削齿作用下沿其剪切方向破碎并产生塑性流动,切削所产生的岩削呈大块片状,这一切削过程与刀具切削金属材料非常相似(见图1-4)。
被剪切下来的岩屑,再由喷嘴射出泥浆带走至钻头与井壁间的环空运至井外。
PDC钻头因使用了聚晶金刚石复合片作切削元件而使得切削齿有很高的硬度和耐磨性。
PDC齿的缺点是热稳定性差,当温度超过700℃时,金刚石层内的粘结金属将失效而导致切削齿破坏,因此PDC齿不能直接烧结在胎体上而只能采用低温钎焊方式将其固定在钻头体上。
在工作中,切削齿底部磨损面在压力作用下一直与岩石表面滑动摩擦要产生大量的摩擦热,当切削齿清洗冷却条件不好,局部温度较高时,就有可能导致切削齿的热摩损(350-700℃时,切削齿的磨损速度很快,这一现象称为切削齿的热磨损)而影响钻头正常工作,所以钻头要避免热磨损出现就必须有很好的水力清洗冷却,润滑作用配合工作,这就是要求泥浆从喷嘴流出后水力分布要合理,能有效地保护切削齿,这即是对钻头水力计的基本要求之一。