SMT电容检验规范
电阻、电容、电感检验规范书
电阻、电容、电感检验规范书默认分类 2009-08-24 19:30 阅读250 评论0字号:大中小3试装实装不符要求(使用对应的PCB进行试装)。
★AEC深圳市亚科德电子有限公司SHENZHEN AKKORD ELECTRONICS CO. LTD.材料检验规范手册电阻、电容、电感检验规范书文件编号版本号修改号WI-QE-004V1.02008.12.22适用范围:适用于我司各种封装电阻、电容、电感来料的检验。
缺陷判断的具体标准:一、外观、尺寸缺陷判断的具体标准:1.编带包装要求不符、变形、散乱。
(轻缺陷)2.污渍⑴表面可容易擦净的污渍。
(轻缺陷)⑵表面不可容易擦净的污渍。
(重缺陷)3.引脚变形、氧化。
(重缺陷)4.丝印错误、模糊不清。
(轻缺陷)5.封装、尺寸不符。
(重缺陷)6.引脚的可焊性差。
(轻缺陷)二、性能缺陷判断的具体标准:1.电阻类电阻量不符。
(重缺陷)2.电容类⑴耐压不够。
(重缺陷)⑵电容量不符。
(重缺陷)3.电感类——————————————————————————(待定)操作台、镊子、放大镜、可调电压源、恒温烙铁、锡线、万用表、电容表检验步骤:外观丝印检验—>封装尺寸检验—>性能指标检验—>可焊性检验一、目测1.检验员取盘(袋)装,需重点目视其标贴、包装形式,以及编带的清洁度、完整性。
2.拆开编带手拿镊子取待检料,需重点目视:⑴待检物料形状的清洁度、完整度;⑵待检物料脚的完整性、氧化状况;3.将IC丝印朝上置于放大镜下70-80mm处,通过放大镜目视其丝印,需重点目视丝印的清楚度和正确性。
3AEC深圳市亚科德电子有限公司SHENZHEN AKKORD ELECTRONICS CO. LTD.材料检验规范手册电阻、电容、电感检验规范书文件编号版本号修改号生效日期WI-QE-004V1.0注:以上检验可参照《检验规格书》上的封样。
二、卡尺量测检验员需对照《检验规格书》上的“技术资料”及“技术图纸”量测的项目:⑴待检物料形状的尺寸(长、宽或直径、高);⑵待检物料引脚的尺寸(长、宽或直径、高、间距);三、性能指标检验1.电阻类取数字万用表,将万用表调至电阻欧姆档位,表笔接触电阻量两端,从显示屏读取其电阻量。
SMT检验作业指导书

SMT检验作业指导书一、背景介绍表面贴装技术(Surface Mount Technology,简称SMT)是一种电子组装技术,广泛应用于电子产品的创造过程中。
SMT检验是确保SMT组装质量的重要环节,通过对SMT组装的元器件、焊接质量、电气性能等进行检验,可以保证产品的可靠性和稳定性。
二、检验目的本作业指导书的目的是为SMT检验人员提供详细的操作步骤和标准,以确保SMT组装的质量符合要求。
通过严格按照本指导书的要求进行检验,可以及时发现和纠正SMT组装过程中的问题,提高产品的质量和可靠性。
三、检验内容1. 元器件检验1.1 检查元器件的型号、规格和数量是否与BOM清单一致;1.2 检查元器件的外观是否完好,无损伤或者变形;1.3 检查元器件的引脚是否完好,无弯曲或者断裂;1.4 检查元器件的极性是否正确,无误装现象。
2. 焊接质量检验2.1 检查焊点的焊接质量,包括焊接渣、焊接不良、焊接缺陷等;2.2 检查焊盘的质量,包括焊盘是否平整、无烧焦、无氧化等;2.3 检查焊接过程中的温度曲线,确保焊接温度符合要求。
3. 电气性能检验3.1 检查电路板的电阻值、电容值等参数是否符合要求;3.2 检查电路板的电压、电流等参数是否符合要求;3.3 检查电路板的通断性能,确保电路通断正常。
四、检验步骤1. 元器件检验步骤1.1 根据BOM清单,逐个核对元器件的型号、规格和数量;1.2 子细观察元器件的外观,确保无损伤或者变形;1.3 检查元器件的引脚,确保无弯曲或者断裂;1.4 根据元器件的极性要求,检查元器件的极性是否正确。
2. 焊接质量检验步骤2.1 使用显微镜观察焊点的质量,检查是否有焊接渣、焊接不良或者焊接缺陷;2.2 检查焊盘的质量,确保焊盘平整、无烧焦或者氧化;2.3 根据焊接过程的温度曲线,检查焊接温度是否符合要求。
3. 电气性能检验步骤3.1 使用万用表测量电阻值、电容值等参数,确保符合要求;3.2 使用电压表、电流表等仪器测量电压、电流等参数,确保符合要求;3.3 使用测试仪器进行电路通断测试,确保电路通断正常。
SMT一般检验规范
核对图纸
3
极性反
2).无极性的零件与 PAD 不能有呈 90 度方向着装之 情形
核对图纸
3.4.其它不良判定标准
项次
检验 项目
检验规格
检验方法
1
零件受损 零件经回焊后不得有裂纹,破损,烫伤等情形
目视/ 20 倍放大镜
2
氧化 经回焊作业之焊点表面不得有氧化的现象
经回流焊返修后用清洁剂清除残留下的白色残流物
XIAMEN INNOV ELECTRONICS TECH CO., LTD
SMT 一般检验规范
文件编号
W-Q-056
版次 A-1 页次 3 of 4
3.3.零件置放不良判定标准
项次
检验 项目
检验规格
检验方法
附图
目视/
1
20 倍放大镜
应着装零件之位置,不得着装有与该位置不相符之ຫໍສະໝຸດ 2错件核对图纸
零件
1).零件的着装方向或极性,不能有与板面指示不符 或与工程图样指示不符之情形.
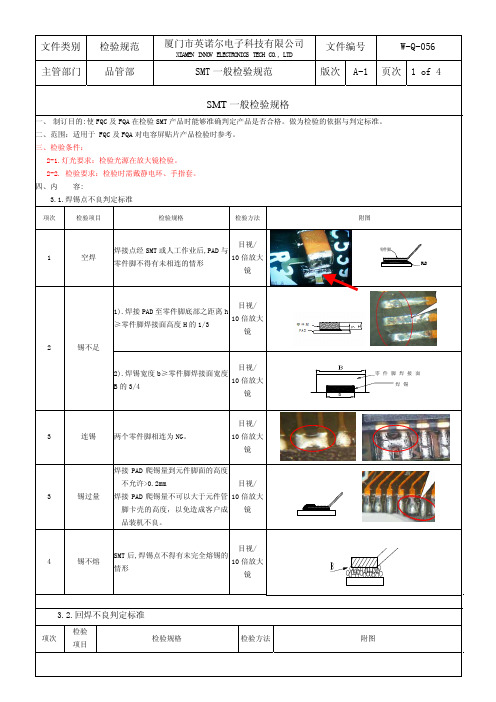
2-1.灯光要求:检验光源在放大镜检验。 2-2. 检验要求:检验时需戴静电环、手指套。 四、内 容: 3.1.焊锡点不良判定标准
项次
检验项目
检验规格
检验方法
附图
目视/
焊接点经 SMT 或人工作业后,PAD 与
1
空焊
10 倍放大
零件脚不得有未相连的情形
镜
零件脚 PAD
目视/ 1).焊接 PAD 至零件脚底部之距离 h
附图
文件类别 主管部门
检验规范 品管部
厦门市英诺尔电子科技有限公司
XIAMEN INNOV ELECTRONICS TECH CO., LTD
SMT(SOP) 通用检验标准

称发行版次1、电阻水平方向偏移,其基板焊点一端的空余长度1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度;2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L1、两元件之间最小间隔在0.5mm 以上为最大允收; 1. W ≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收!文字面帖反拒收。
1、按正面贴装,元件的两端置于基板焊点的中央位置。
1、元件偏移突出基板焊点的部份是元件宽度的25% 以下为最大允收限度,如果超出25%则拒收。
1、元件水平方向偏移,其基板焊点一端的空余长度 1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度; 2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L1、两元件之间最小间隔在0.5mm 以上为最大允收; 1. W ≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收!零件直立项 目零件直立电阻帖反标准模式电容、电感偏移零件间隔电容、电感偏移SMT 通用检验标准A01页码3/9判 定 說 明图 示 说 明(垂直方向)(水平方向)电阻偏移(水平方向)零件间隔电容、电感类实装W零件直立拒收文字面(翻白)R757文字面电阻不可帖反(文字面)OKW W1W1≧W*25%,NG.W零件直立拒收称发行版次1、接触点与焊点端的距离至少是二极管的25%以上 1. L ≧D*25%,OK ;为最大允收量;2. w1≦W*50%, OK .2、二极管一端突出焊点的内侧部分小于二极管金属反之 NG .电镀宽度的50%,为最大允收量;3、超出以上标准则不良。
1、二极管突出焊点一端的部分应小于二极管直径的 25%,如果超出二极管直径的25%则拒收。
1. W<D*25%, OK ;2. W ≧D*25%, NG ;部品本体不可有缺边,缺角和破损现象。
SMT、DIP检验标准01

5.1.2.1 料损5.1.2.2件体丝印页 码: 45.1 元器件自身外观检查5.1.1 PCB 序号项 目标 准 要 求 判 定图 解1、板底、板面、铜箔PCB线路、通孔等,5.1.1.1破损 应无裂纹或切断,MA无因切割不良造 成的短路现象 OK2、板边破损,长≤2T 宽≤T 时可以接受MA否则拒收 T-- 板的厚度1、超过要求为不良 弯曲程度的计算: 弯曲距离(H )MI5.1.1.2弯曲H≤a(b、c、d)×1% 以弯曲程度严重 的一边为准。
2、连接部:H ≤L×0.5%MI 连接部5.1.1.3焊盘允许有≤1/4焊盘面积缺口的缺口,>1/4面积MA 为不合格1、不可缺、漏。
60755.1.1.4文字2、轻微模糊或断划,MA 丝印 但不影响辨认,可接受。
1、板面允许有轻微划 痕,长度小于2.5mm,MI宽度≤1.0mm划伤5.1.1.5刮花2、板底或双面板划痕不可伤及绿油和露铜MA露铜及伤及绿油本页修改序号:00SMT 外观检验1/4<X<1/2,MINX≥1/2,MAJ铜皮翘起<1/4面积≥1/4面积HaCdbLX≤T≤2TT露铜及伤页 码:85.2.1序号项 目标 准 要 求 判 定图 解没点胶和单点胶(NG)红胶拉丝上焊盘(NG)不允许有(NG)5.2.2CHIP料锡浆移位超焊盘1/3为NG胶水印刷(续)SMT 外观检验1.圆点形不能移出红胶直径的1/2.2.条形不能移出pad长度的1/3.移位(红胶)漏点胶红胶拉丝锡浆丝印有连锡现象为NG短路红胶有污物/灰尘,残余红胶(NG)移位(锡浆)IC等有引脚的焊盘,锡浆移位超焊盘1/3为NG移位(锡浆)红胶空心或有气泡异物锡膏印刷(使用于在线检查)页 码:95.2.2脏污焊盘间有杂物(灰尘,残锡等)为NG少锡有1/3焊盘未覆盖锡浆为NG5.3 胶接组件外观检查5.3.1 偏位序号 项 目标 准 要 求 判 定图 解1、片式元件水平移位5.3.1.1水平 的宽度不超过料身MI(左右)宽度(W)的1/2≥1/2W偏位WOK2、片式元件与元件间5.3.1.1水平 的绝缘距离D≥0.3mm MI(续)偏位(续)与线路的距离D≥0.2mm OK断锡(丝印不良)锡浆呈凹凸不平状﹒(NG)SMT 外观检验锡膏印刷≥0.3mm≥0.2mmOK页 码: 135.3 胶接组件外观检查(续)5.3.2 元件浮起高度(续)序号项 目标 准 要 求 判 定图 解3、无脚元件浮离焊盘平行的最大高度为0.5mm MI浮起(续)4、“J”型引脚元件5.3.2.1 浮离焊盘的最大高度MI(续)为0.5mm5、鸥翼型引脚元件 浮离焊盘的最大高度MI为引脚的厚度L 1、片状元件翘起的一倾斜端,其焊端的底边到焊5.3.2.2盘的距离要小于0.3mm MA翘起PCB2、线圈类元件翘起的一端,其底边到焊盘的距离要小于0.3mmMAPCB3、三极管翘起的脚,其底边到焊盘的距离要MI小于0.3mmPCB4、圆柱状元件翘起的一端,其底部接触点到MI焊盘的距离应小于0.3mmPCB SMT 外观检验<0.3mm<0.3mm≤LICOK﹤0.3mm﹤0.3mmGNG版 本 号: A 生效日期: 2009/1/19页 码:165.4 锡焊接组件外观检查 (续)5.4.1 PCB (续)序号项 目标 准 要 求 判 定图 解1、元件脚之间以外的 地方:(没有破坏 设计、规定的最小 电气间隙)5.4.1.2锡珠a 、D< 0.05mm 的不计(大小按直径计算)b 、0.05mm<D<0.1mm在25.0×25.0mm的范围内允许有5个PCBc 、D ≥0.2mmMA2、元件脚之间: 脚之间不允许有锡珠如果:件脚a 、 D<1/2LMI如:当脚间距≥0.4mm 时:D<0.2mm D<0.5mmL b 、D ≥1/2LMANGOK当脚间距≥0.4mm 时: D ≥0.2mmMID>1/2L QA检验规范 半成品检验SMT 外观检验本页修改序号:00D ≥0.2mm0.05mm<D<0.1mmD锡珠页 码: 195.4.2 焊点(续)序号项 目标 准 要 求判 定图 解线圈类极点必须上锡良好MA5.4.2.2元件上锡上锡良好PCBOK1、多锡不超过脚跟 高度WMI5.4.2.3三极管类元件2、上锡不低于脚趾厚度T的1.5倍MI OK上锡3、无锡MA缺锡4、假焊MANG5、锡面光滑,无锡尖MI粗糙(高低不平) 锡尖表面粗糙等现象NG6、无上锡不足表面无锡a 、表面无锡MIb 、半边无锡MIc 、前端无锡MI 半边无锡前面无锡SMT 外观检验NG本页修改序号:00WNG≥1.5T如线圈电感。
SMT检验标准

称发行版次1、电阻水平方向偏移,其基板焊点一端的空余长度 1. L2≧L*1/3,O大于或等于另一端空余长度的1/3,为最大允收限度; 2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L 1、两元件之间最小间隔在0.5mm以上为最大允收;1. W≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收! 文字面帖反拒收。
1、按正面贴装,元件的两端置于基板焊点的中央位置。
1、元件偏移突出基板焊点的部份是元件宽度的25% 以下为最大允收限度,如果超出25%则拒收。
1、元件水平方向偏移,其基板焊点一端的空余长度 1. L2≧L*1/3,O 大于或等于另一端空余长度的1/3,为最大允收限度;2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L 1、两元件之间最小间隔在0.5mm以上为最大允收;1. W≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收!(垂直方向)(水平方向)电阻偏移(水平方向)零件间隔电容、电感类实装页码判 定 說 明图 示 说 明SMT 通用检验标准电容、电感偏移标准模式电容、电感偏移零件间隔零件直立电阻帖反项 目零件直立W 零件直立拒收文字面(翻白)R757文字面电阻不可帖反(文字面OK W W1W1≧W*25%,NG W 零件直立拒收称发行版次1、元件倾斜突出焊点的部份须小于元件宽度的25%,反之则拒收。
(NG)1、三极管的三个引脚处于焊点的中心位置。
1、三极管的引脚超出焊点的部份须小于或等于引脚 1. w1≦W*1/2, OK ; 宽度的1/2;若大于1/2则不良。
2. w1>W*1/2, NG ;1、三极管的引脚超出焊点的部份须小于或等于引脚 1. L1≦L*1/2, OK ; 平坦段长度的1/2;若大于1/2则拒收。
贴片电容质量检验规范
贴片电容质量检验规范(ISO9001-2015)1.0目的:确定检验作业条件,确定抽样水准,明确检验方法,建立判定标准,以确保产品品质。
2.0.适用范围:本检验规范适用我司贴片电容检验作业。
3.0权责单位:本检验规范由品质部制定,管理者代表核准后发行; 所制定之规格,如有修改时,须经原制定单位同意后修改之4.0应用文件:国家标准GB/T2828.1-2003一般检查水平II)、工程图纸、工程样板。
5.0检验标准:5.1.1国家标准GB/T2828.1-2003一般检查水平II,正常检验、单次抽样计划,AQL订定为 CRI=0 、MAJ=0.65 、MIN=1.55.1.2相关抽样标准或判定标准,可视品质状况或客户要求等做修正。
6.0定义6.1缺点分类:6.1.1.严重缺陷(CRI):可能对机器或装备的操作者造成伤害;潜在危险性的效应,会导致与安全有关的失效或不符合政府法规;影响机械或电气性能,产品在组装后或在客户使用时会发生重大品质事件的。
6.1.2主要缺陷(MAJ):性能不能达到预期的目标,但不至于引起危险或不安全现象;导致最终影响产品使用性能和装配;客户很难接受或存在客户抱怨风险的产品6.1.3 .次要缺陷(MIN):不满足规定的要求但不会影响产品使用功能的;客户不易发现,发现后通过沟通能使客户接受的。
7.0检验项目序号检查项目检验标准检验方法工具 C MAJ MIN1 外观1.外表面有破损变形现象2.焊端不光滑、有油污、氧化现象√2 尺寸器件长、宽、高应满足“元器件技术参数汇编(贴片电容类)相应的规格要求用游标卡尺进行测量游标卡尺√3 电容量应满足“元器件技术参数汇编(贴片电容类)相应的规格要求根据电容量,设置好LCR测试仪,将LCR测试仪两测试探针分别接触贴片电容两端,从表中读出数据LCR测试仪√4 耐压耐压时,无击穿现象“根据元器件技术参数汇编”其规格要求设置好耐压测试仪,将被测元器件接在测试仪两端,启动测试仪,看结果耐压测试仪√5 绝缘电阻符合技术参数要求把被测元器件夹在绝缘电阻测试仪两端,设置测试电压、启动测试仪看是否达到其技术参数绝缘电阻测试仪√6 可焊性焊端表面上锡面积达90%小锡炉温度设置为250±5度,用镊子夹住贴片一端,将另一端浸入锡炉中3~4秒,再更换另一端小锡炉√7 腐蚀试验外表面不应出现被腐蚀的痕迹将试验电容放入烧杯中,加适量三氯乙烯浸泡1分钟后,待其挥发后进行外观观察烧杯三氯乙烯8 高温测试符合技术参数要求将试验电容放入烤箱中,把温度调到电容的操作温度,施加1.5倍的额定电压,老化1000小时,恢复48小时再进行测试其参数高温测试仪√。
SMT元件检验标准-005

SMT元件检验标准-005一、目的本文档的目的是为了确保SMT(表面贴装)元件的质量符合要求,在生产过程中进行有效的检验,并制定相应的检验标准。
二、适用范围本标准适用于所有使用SMT技术的元件的检验和验收。
三、检验要求1. 元件尺寸:检验元件的尺寸是否符合设计要求,包括长、宽、高等尺寸。
2. 引脚间距:检验元件引脚间距是否符合设计要求。
3. 包装和标识:检验元件包装是否完整无损,标识是否清晰可辨认。
4. 表面质量:检验元件表面是否有划痕、污染、凹凸等问题。
5. 引脚焊接:检验元件引脚的焊接质量是否符合要求,包括焊接的牢固性和焊接面的质量。
6. 装配精度:检验元件在装配过程中的精度是否满足要求,包括位置偏差、角度偏差等。
四、检验方法1. 目测检查:通过目视观察元件进行检验,包括尺寸、包装和标识、表面质量等方面。
2. 测量仪器:使用合适的测量仪器对尺寸、引脚间距等进行精确测量。
3. 焊接检验:使用适当的测试设备对焊接质量进行检验。
4. 装配精度检验:通过装配过程中的检测设备对装配精度进行检验。
五、检验标准1. 元件尺寸:尺寸偏差在±0.1mm内认为合格。
2. 引脚间距:间距偏差在±0.05mm内认为合格。
3. 包装和标识:包装无破损,并且标识清晰可辨认为合格。
4. 表面质量:无划痕、污染和凹凸等问题为合格。
5. 引脚焊接:焊接牢固,焊接面无异常现象为合格。
6. 装配精度:位置偏差不超过±0.1mm,角度偏差不超过±1度为合格。
六、记录和报告1. 检验人员应记录检验结果,并及时上报给相关人员。
2. 检验报告应包括元件信息、检验日期、检验结果等内容。
七、更新记录>注:检验标准的修订和更新需要经过相应的审核和批准程序。
1.SMT 检验规范

6〃最小錫點高度(F)
「可接受--等級1,2 〃元件末端垂直面有明顯錫浸潤 「可接受--等級3 〃最小錫點高度(F)等於錫膏厚度 (G)加上元件末端高度(H)的 25%,或等於錫膏厚度(G)加上 0.5mm[0.02in] 「不良--等級1,2 〃元件末端垂直面無錫浸潤 「不良--等級3 〃最小錫點高度(F)小於錫膏厚度 (G)加上元件末端高度(H)的 25%,或小於錫膏厚度(G)加上 0.5mm[0.02in] 「不良--等級1,2,3 〃少錫 〃無明顯浸潤
4〃側邊連接面長(D)
「目標-等級1,2,3
〃側面連接面長度(D)等于元 件底部焊接面長度(L)
「可接受-等級1,2,3 〃任意(D)都可以接受如果滿足 了所有焊接要求。
5〃最大錫膏點高度(E)
「等級1,2,3沒有規定最大錫點高度(E)要求
6〃最小錫點高度(F)
「等級1,2,3沒有要求
最小錫點高度(E),但 要有明顯錫爬坡
標注6-不適用於末端底部為焊接面元件
1.側邊偏移(A)
目標--等級1,2,3 無側邊偏移 可接受--等級1,2,3 側邊偏移(A)小於等於元件直 徑寬度(w)或pad寬度(P)的 25%,取較小者
不良--等級1,2,3 側邊偏移(A)大於元件直徑寬 度(w)或pad寬度(P)的25%, 取較小者
等級3
75%(R)或75%(S),取其較小;標注6
(G)+25%(W)或(G)+1.0mm〔0.0394in〕, 取其較小
元件末端直徑
W
note3
標注1-不要違反最低電子清潔度要求
標注2- (C)從錫點最狹窄的點開始算起 標注3-沒有標准化的參數,決定于元件設計 標注4-浸潤明顯 標注5-錫膏可能懸垂于pad之上,並且/或者延伸到元件末端金屬帽 的頂部,但是沒有進一步延伸到元件本體的頂部。
电容来料检验规范

B、常见的插件电容有电解电容、瓷片电容、金属膜电容、安规电容、绦纶电容、独石电容,检查插件电容的重点在于它的种类和规格,检查前确定应使用哪一种,然后按要求测量规格(包括体积、脚距)有条件下要试装。
控制板100UF/16V LOW ESR是低阻抗的意思,应该用黄色的,庆德钽质电容曾来错为普通电容和型号来错现象。
G、料盘上的代表符号:
CC41 1805 CG 102 K 500 T N
类型规格材质容量误差耐压值包装端头材料
H、贴片电容的材质分为:NPO(好)、X7R(一般)、Y5V(差)。
三、检验工具:电容表
3、电容引出脚之间的间距必须与技术资料要求一致。
4、电容商标必须清晰和完整,油漆必须鲜明,不能有污染,外形必须完整无损。
5、电容引出脚中铅锡合金电镀层颜色明亮一致不能出现斑点等氧化现迹象。
6、电容引出脚间间距为1MM以下,其带状排列必须整齐划一,不能有任何参差不齐的现象。
7、测量容量(插件电容)是否在误差范围内,确定种类、规格是否正确。
四、附件:BOM、样板、相关技术资料、顾客要求
须询问调查清楚后才可以下结论。
D、对一块PCB板中同时出现两种容量一样,但误差不一样的要做针对性的记录,留样品,以便跟踪。
电容检验规范
文件编号:TT-WI-Q-012
版本:1.0
日期:2004-2-15
E、记录贴片电容的品牌,了解其性能好坏。
F、钽质贴片电容,检查时应注意有丝印一边为正极,常见的钽质电容规格有四种:A、B、C、D型,A型体积最小;B型体积最大,检料时如不清楚,最好找PCB板试装,检查钽质电容应注意有无破损现象,或一块PCBA中有两种相同容量的钽质电容,钽质电容是有什么特别的要求,例:RS0404A-UK
电阻、电容、电感检验地要求规范书
电阻、电容、电感检验规范书默认分类 2009-08-24 19:30 阅读250 评论0字号:大中小试装实装不符要求(使用对应的PCB进行试装)。
★AEC深圳市亚科德电子有限公司SHENZHEN AKKORD ELECTRONICS CO. LTD.材料检验规范手册电阻、电容、电感检验规范书文件编号版本号修改号生效日期WI-QE-004V1.02008.12.22适用范围:适用于我司各种封装电阻、电容、电感来料的检验。
缺陷判断的具体标准:一、外观、尺寸缺陷判断的具体标准:1.编带包装要求不符、变形、散乱。
(轻缺陷)2.污渍⑴表面可容易擦净的污渍。
(轻缺陷)⑵表面不可容易擦净的污渍。
(重缺陷)3.引脚变形、氧化。
(重缺陷)4.丝印错误、模糊不清。
(轻缺陷)5.封装、尺寸不符。
(重缺陷)6.引脚的可焊性差。
(轻缺陷)二、性能缺陷判断的具体标准:1.电阻类电阻量不符。
(重缺陷)2.电容类⑴耐压不够。
(重缺陷)⑵电容量不符。
(重缺陷)3.电感类——————————————————————————(待定)检验设备:操作台、镊子、放大镜、可调电压源、恒温烙铁、锡线、万用表、电容表检验步骤:外观丝印检验—>封装尺寸检验—>性能指标检验—>可焊性检验一、目测1.检验员取盘(袋)装,需重点目视其标贴、包装形式,以及编带的清洁度、完整性。
2.拆开编带手拿镊子取待检料,需重点目视:⑴待检物料形状的清洁度、完整度;⑵待检物料脚的完整性、氧化状况;3.将IC丝印朝上置于放大镜下70-80mm处,通过放大镜目视其丝印,需重点目视丝印的清楚度和正确性。
3AEC深圳市亚科德电子有限公司SHENZHEN AKKORD ELECTRONICS CO. LTD.材料检验规范手册电阻、电容、电感检验规范书文件编号版本号修改号生效日期WI-QE-004V1.02008.12.22注:以上检验可参照《检验规格书》上的封样。
SMT检验标准

偏位 变形 倾斜 沾锡 浮焊 裂锡 锡洞 开裂 断线 短路 漏红胶 标示不 零件孔 损件 零件脚 翘 焊点腐
描述 规格或参数与BOM要求不符。 应有之零件的位置而无。 不应有的位置而有零件 。 有极性的元件方向反。 焊盘上未沾锡且未与零件焊接上。 零件脚未沾附锡或表面沾锡经大头针拔脚便松动。 零件焊盘有锡但未与零件焊接上或焊点未吃锡零件引焊线或铜 箔未接触到或被松香隔离 。 零件一端立起与其应导通的线路形成断路 。 贴片零件吃锡量不足于零件厚度的1/3及IC类零件吃锡少于脚厚 的1/2。 两独立相邻,且不同线路的焊点因焊锡、锡渣、锡丝连通。 呈球状的锡存于 PCB 或零件周围, 锡珠直径不大于 0.15mm或 存于两脚间引起短路 。 IC 或其它零件折脚未入插槽或孔。 IC 或其它零件脚插错位置。 IC 及其它零件在同一 PCB 板上多种厂牌或混成其它规格的物 PCB 板水印不得超过 PCB 板面积的 1/4。 焊锡表面暗晦无光泽或成粗糙粒状表面,引线与铜箔未完全溶 元件脚未露出锡点,锡点未成弧状扩散。 贴片零件等吃锡超过零件顶端加上零件厚度一半的高度或成一 圆球状锡点或 PCB 板呈锐角或呈圆球状。 零件本体或脚发生氧化生锈情形。 焊点发黑,不光亮,不上锡。 所有零件均需于 PCB 平贴或至最低部。 IC 及脚座与各型 CON插座不得浮起超过 0.5MM。 电阻、电容、二极管等元件小于或等于 1MM,单过浮起小于或 等开 2MM。 大功率电阻、二极管等元件浮高大于或等于 3MM 。 片状器件超过器件焊接宽度之 1/3 。 PLCC、SOP 器件超过器件脚宽之 1/4。 QFP 器件超过器件脚宽之 1/4 。 PCB 或零件遭挤迫,重压导致变形。 零件于 PCB 板成垂直,若有倾斜,不得超过 15 度,且不得超过 PCB 板边。 PCB 板或零件本体不得沾有锡或锡渣。 零件引脚浮于焊锡表面未被覆盖。 锡点破裂或裂纹深入焊锡内部。 焊锡表面有缺口或小洞超出锡点焊盘面积 20%以上。 插座开裂长度小于或等于三针宽度。 应导通的线路未导通。 焊点间焊锡或锡脚造成短路。 红胶溢到焊盘上影响焊接 。 元件印字不良无法辨认其规格和方向。 制程因素(如锡膏熔化,过锡炉)造成零件孔、螺丝孔等堵塞 零件表面损伤、缺角只影响外观。 零件损伤、破裂会影响电气性能或装配。 QFP 或 SOP 等零件脚翘起,未平贴板面,翘起高度为超过零件 脚的厚度 。 焊锡点未清洗干净,造成焊点腐蚀或暗色或氧化。
SMT 检验标准

<1/2 H 向外延伸到焊垫端 的距离小于组件高
度的50%。
註:锡表面缺点
﹝如少锡、不吃
锡、金属外露等
﹞不超过总焊接
最新课件
面积的5%
42
SMT 检验标准
焊点性标准--晶片狀零件之最小焊点 理想狀況(TARGET CONDITION)
1. 焊锡帶是凹 面,侧面焊点长 度等于元件可焊 端长度。 2. 锡皆良好地 附著于所有可焊 接面。
与相邻的导线相连。
5、虚焊(假焊) 焊接后焊端或引脚与焊盘之间有时出现电隔离现象
6、拉尖
焊点中出现焊料有突出向外的毛刺,但没有与其它 导体或焊点相接触
最新课件
6
SMT 检验标准
7、焊料球(solder ball)
焊接时粘附在印制板、阴焊
膜或导体上的焊料小圆球。
8、孔洞
焊接处出现孔径不一的空洞
9、位置偏移(skewing )
36
SMT 检验标准
焊点性标准--QFP腳跟焊点最大量 理想狀況(TARGET CONDITION)
1. 脚跟的焊 锡帶延伸到 引线上弯曲 处与下弯曲 处间的中心 点。
最新课件
37
SMT 检验标准
焊点性标准--J型接脚零件之焊点最小量
理想狀況(TARGET CONDITION)
1. 凹面焊锡帶存在 于引线的四側。 2. 焊帶延伸到引线 弯曲处两侧的顶部 。 3. 引线的轮廓清楚 可见。 4. 所有的錫点表面 皆吃锡良好。
焊点性标准--晶片狀零件之最小焊点
103
1.片状零件恰能 座落在焊垫的中 央,未发生偏移 ,所有上锡面都 能完全与PAD充分 接触。
注:此标准适用
于三面或五面之
SMT(贴片)检查标准
●
B区
B区
⑷金手指缺口:A区有缺口为不合格,B区缺损,凹进超过整体面积的20% 凹点 为来、不合格。 金手指 <20%
B
A 合格
B
A区
⑸金手指针孔 ●A区0.13mm以下的可接受一个,一个以上为不合格
第 4 页,共 16 页
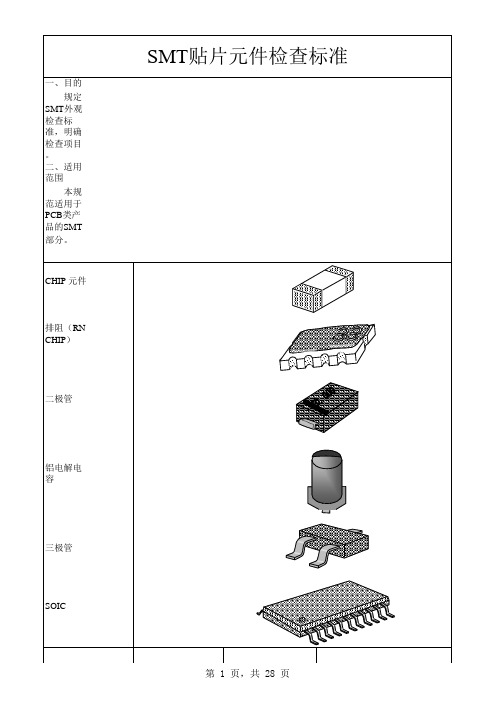
SMT贴片元件检查标准
●
B区0.5mm以下的可接受两个,两个以上为不合格 0.05mm以下的忽略不计。 多孔区域须小于接触片的10%,大于10%为不合格 A区
但偏移部分的焊电极不可与其它电路接触
引脚偏移 LEAD偏移为LEAD宽度的1/3以下。
PAD
LEAD宽度
引線和鄰近焊盤之間的間隔為0.08mm以上。 引脚偏移
0.08mm以上
PAD 第 9 页,共 16 页
LEAD
SMT贴片元件检查标准
引脚浮起 整个引脚浮起为不合格,但有焊锡相连、端部浮起在0.3mm以下允许通过
●
●
B区两个不在同一侧 合格
⑹金手指污染
● ●
A区不允许有任何污染现象 B区不可有超过0.05mm2的油迹、白色结晶膜等残留表面 油迹,松香
胶纸迹 不合格 ⑺金手指残留铜箔 ●边缘整齐,无细铜丝与其它线路相连、相碰
铜丝短路
●
不合格 边缘批缝须在以下范围:当 L1〈 0.5mm时,L2≥ 0.15mm 当 L1≥ 0.5mm时,L2≥ 0.2mm
金手指 L1 L2 铜箔批缝
⑻绿油
●
从金手指上部引出的线路暴露于外,绿油没有覆盖的地方不得超过0.5mm, 且暴露部分必须是镀金部分
第 5 页,共 16 页
SMT贴片元件检查标准
●
绿油覆盖金手指不 得超过0.5mm 金手指
SMT检验作业指导书
SMT检验作业指导书一、引言SMT(表面贴装技术)是一种常见的电子元器件组装技术,广泛应用于电子产品创造中。
为了确保SMT组装的质量和可靠性,需要进行严格的检验工作。
本作业指导书旨在提供详细的SMT检验流程和标准,以确保产品质量的一致性和稳定性。
二、检验流程1. 准备工作在进行SMT检验之前,需要准备以下工作:- 检验设备:包括显微镜、光学投影仪、高精度测量仪器等。
- 检验环境:确保检验环境干净、无尘、无异味,并保持适宜的温湿度。
- 检验样品:选择具有代表性的样品进行检验,确保样品符合产品要求。
- 检验标准:制定详细的检验标准,包括尺寸、外观、电性能等方面的要求。
2. 外观检验外观检验是SMT检验的重要环节,主要包括以下内容:- 焊接质量:检查焊点是否完整、无焊接不良现象(如焊接虚焊、焊接不良等)。
- 引脚位置:检查元器件引脚是否正确对位、无偏移或者错位现象。
- 表面污染:检查元器件表面是否有污染、划痕或者其他损伤。
3. 尺寸检验尺寸检验是SMT检验的关键环节,主要包括以下内容:- 元器件尺寸:使用高精度测量仪器测量元器件的尺寸,确保其符合产品要求。
- 焊盘尺寸:测量焊盘的直径、间距等尺寸,确保焊盘的质量和焊接可靠性。
- 贴装位置:测量元器件的贴装位置是否准确,检查是否有偏移或者错位现象。
4. 电性能检验电性能检验是SMT检验的最终环节,主要包括以下内容:- 电阻测量:使用电阻测量仪器测量电阻元件的电阻值,确保其符合产品要求。
- 电容测量:使用电容测量仪器测量电容元件的电容值,确保其符合产品要求。
- 导通测试:使用导通测试仪器检测电路板上的导通情况,确保电路连接正常。
三、数据记录与报告在进行SMT检验过程中,需要准确记录检验数据,并生成相应的检验报告。
数据记录和报告应包括以下内容:- 检验日期和时间。
- 检验人员的姓名和工号。
- 检验设备的型号和编号。
- 检验样品的批次和序号。
- 检验结果的详细描述,包括合格和不合格项。
SMT检验标准
检测方 法及工 具
卡尺
卡尺
目视万 用表
目视/塞 针
目视
缺陷级别 CR MA MI
√ √
√ √ √
√ √
√
零件脚未沾附锡或表面沾锡经大头针 拔便松动
目视,探 针
√
焊点表面成球状,看不到实际焊接效
√
果(一般是由元件焊接面有部分氧化
目视
引起)
焊锡表面粗糙,颜色灰暗轻轻一拔就
√
松动
目视
9 汽孔
由锡膏中含有过多的空气所引起小于
√
焊点的 1/8
目视
锡珠 10 /锡
渣 11 溢胶
12 污染
锡珠现象直径大于 0.15MM,且最多一 目视,卡
面不能超出 3 处
尺
点胶在锡垫及零件之前端或点在零件 可焊面上 该点胶而未点胶
目视
零件表面体污
√
√ √
√
检验标准书 (SMT)
制定 邓燕春
NO:CSW-QD-004 生效日期:2006 年 4 月 1 日
CSW-QD-004 2 页码:1
主题
检验标准书
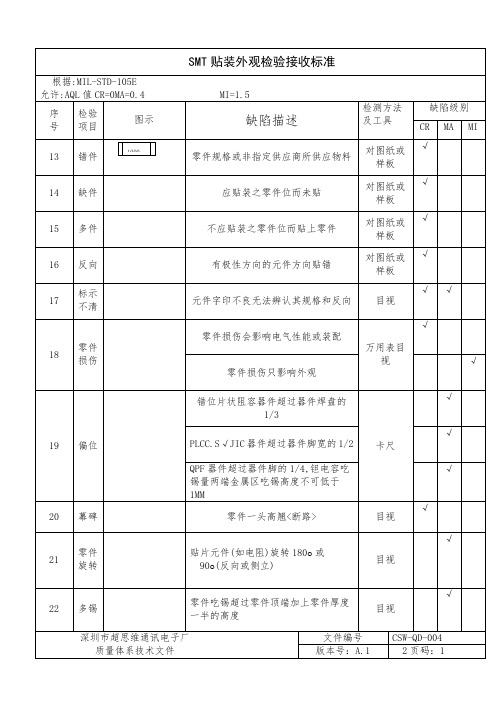
SMT 贴装检验接收标准
根据:MIL-STD-105E 允许:AQL 值 CR=0MA=0.4
序 检验 号 项目
图示
1 少锡
2 锡尖
3 短路
4
零件 孔塞
零件
5
脚 翘,
断脚
假焊
6 /虚
焊
7 包焊
8 冷焊
生效述
零件吃锡少于零件 1/3 厚度的高度 PLCC.QFP.S√J 等吃锡少于脚厚的一 半 作业不慎造成锡尖其高度不可超过 1/2 脚宽 无零件位锡尖与邻近 PAD 或零件最小 距离小于 0.38MM 为搭锡桥.零件脚歪斜.锡渣.锡珠或 残留导电材料等造成短路(不是同一 线路) 制程因素(如锡膏熔锡,过锡炉)造成 零件孔.螺丝孔等堵塞. QFP 或 S√JIC 等零件脚翘起,未平贴 板面,翘起高度超过零件脚的厚度
SMT元器件检验

IPC-610C
电子组件组装验收条件, 这是IPC-A-610的最新版 本,提供了更详细的指导。
IPC-7711/7721
电子组件包装和包装材料 要求,这些标准规定了电 子组件的包装和运输要求。
JIS标准
JIS Z 0401
零件自动装置工程零件的规格,这是 一个日本标准,用于规定SMT元器件 的规格和测试方法。
SMT元器件的特点
总结词
SMT元器件的特点包括微型化、高密度、高可靠性等。
详细描述
SMT元器件由于其微型化的特点,可以大大减小电子产品的体积和重量,提高集成度和可靠性。同时,SMT元器 件的高密度贴装技术使得PCB板的组装密度更高,提高了电子产品的性能和可靠性。此外,SMT元器件的焊接方 式也具有较高的可靠性,使得电子产品的使用寿命更长。
02
SMT元器件检验的重要 性
确保产品质量
防止不良品流入
通过检验,可以及时发现不良的 SMT元器件,防止其流入到后续 的生产流程中,确保产品的整体
质量。
提高产品可靠性
对SMT元器件进行严格检验,可以 确保其性能和规格符合要求,从而 提高产品的长期可靠性。
避免生产浪费
如果使用不合格的SMT元器件,会 导致生产出的产品成为废品,造成 生产浪费和成本增加。
解决方案
在检验过程中要仔细核对元器件的极性方向,确保与设计图纸相符。同时,可以采用自动化检测设备进 行极性检测,以减少人为错误。
元器件性能不良
总结词
元器件的性能参数不符合设计要 求。
详细描述
元器件性能不良可能是由于生产 工艺控制不严格、存储环境不当 或使用时间过长等原因造成的。 性能不良的元器件可能会影响电 路的正常工作。
smt检验规范

-SMT WORKMANSHIP STANDARDSSMT製品標準1.0、目的(Purpose) :1.1 作為裝配檢驗人員作業依據,保障產品合於本廠的品質規格。
1.2 作為新進人員訓練參考資料。
、適用範圍(Scope) :2.1 本規範適用於ACM SMT的裝配及目視檢驗,規格中僅列出SMT的部份,未列出的部份,請參考文件PCBA Workmanship Standards。
、職責(Responsibility) :3.1 QA檢驗員依 SMT Workmanship Standards 執行驗貨標準。
、作業流程(Flow Chart) :N/A、作業內容(Activities Description) :5.1 點膠 (Staking Adhesive)5.2 晶片型元件 (Chip Component)5.3 圓柱型元件 (Cylindrical Component)5.4 Leadless Chip Carriers with Castellated Terminations)5.5 臥式L型及海鷗腳 (Flat Ribbon 〝L〞and Gull Wing Leads)5.6 圓型腳或扁平腳 (Round or Flattened Leads)5.7 〝J〞型腳 (〝J〞Lead)5.8 〝I〞型腳 (〝I〞Lead)5.9 墓碑現象5.10 Crack and Chip-out5.11 點膠(Staking Adhesive)5.11.1 最正确狀況:a.無任何可見的膠殘留物在焊墊及元件端上。
b.點膠必須置於兩焊墊之間。
5.11.2 假设有位於焊點與元件端間之膠,則必須小於元件端最小焊點寬度的50%(適用於無腳的 SMD 元件) 不可因PCB與元件端殘留膠,而造成填錫不良5.12 缺點歸類List6.0 核決權限 (Authority) :本文經QA主管或指定主管核准生效,且由QA主管其核准才可修改內文。
贴片电容检验标准
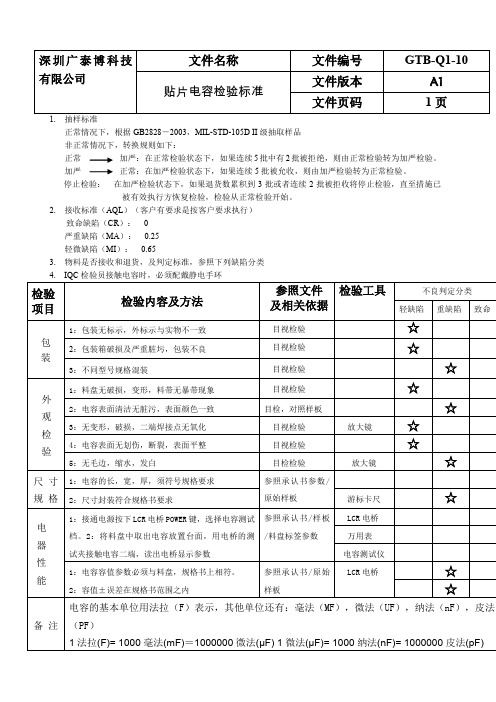
1. 抽样标准
正常情况下,根据GB2828-2003,MIL-STD-105D II 级抽取样品 非正常情况下,转换规则如下: 正常 加严:在正常检验状态下,如果连续5批中有2批被拒绝,则由正常检验转为加严检验。
加严
正常:在加严检验状态下,如果连续5批被允收,则由加严检验转为正常检验。
停止检验: 在加严检验状态下,如果退货数累积到3批或者连续2批被拒收将停止检验,直至措施已
被有效执行方恢复检验,检验从正常检验开始。
2. 接收标准(AQL )(客户有要求是按客户要求执行)
致命缺陷(CR ): 0 严重缺陷(MA ): 0.25 轻微缺陷(MI ): 0.65
3. 物料是否接收和退货,及判定标准,参照下列缺陷分类
制订:审核:批准:。
smt检验规范

smt检验规范SMT检验规范是电子制造工厂中一项至关重要的质量控制措施。
SMT,表面贴装技术,已经成为电子设备制造中最常见的技术之一,因此对SMT的高质量控制非常重要。
为了确保生产的电路板符合要求并且质量稳定,需要制定一份准确的SMT检验规范。
本文将探讨关于SMT检验规范的各方面内容,包括其目的、方法、步骤和影响。
一、SMT检验规范的目的SMT检验规范的主要目的是确保电路板的品质达到预期的要求。
具体而言,它的目的包括以下三个方面:1.减少缺陷的数量-- 在制造过程中,由于各种机器、设备和人工的原因,电路板可能会出现各种各样的缺陷,如缺失、偏移、短路等等。
SMT检验规范的主要目的之一就是尽可能减少这些缺陷的数量,以确保最终既能够提供高质量的产品,又能够最大程度地节省成本。
2.提高工作效率--在制造和检验过程中,许多环节需要逐一进行检验。
如果没有一份详细的检验规范的话,这样的检验工作将会非常繁琐。
制定SMT检验规范可以大大提高工作效率,让每个环节的工作都变得更加清晰、更加有目的。
3.确保品质一致--在电路板中,每一个部分都非常重要,因为它们的质量不仅关系到整个电路板的性能,还直接关系到整个设备的运行稳定性和可靠性。
通过制定严格的检验规范,可以保证所有产品都具有的同一标准,将不同型号产品之间的区别降至最低,为产品的品质一致性提供保障。
二、SMT检验规范的方法制定SMT检验规范的方法包括以下几个步骤:1.收集数据-- 在制作SMT检验规范之前,首先需要收集数据,并对它们进行分类和分析。
这些数据包括各种不良现象的发生情况,以及它们发生的原因和解决方法。
2.制定标准--为了达到一致性,需要明确标准。
制定SMT 检验规范时,需要制定具体的标准,包括缺陷类型、数量、位置和解决方法等。
在制定标准时,需要确保这些标准符合制造商的要求,而且尽可能贴近实际生产工艺。
3.制定检验步骤--检验步骤需要确定,以便在制造过程中使用它作为指导。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工 程 变 更 通 知 单ENGINEERING CHANGE NOTICE
系统
主
题
文
件
項
目
內
容
頁
次
目
录
1
修
订
2 1
目
的
3 2
适
用
3 3
参
考
3 4
批
量3
3 5
缺
点
3 6
进
料
3 7
允
收
3 8
检
验
4 9
实
施
4
核
定
□准予履行,有效日期:_____________
页次与版次对照表
DOC-12-000003 PAGE
:
1REV:V1.0
******** 目 录 ********品质作业保证系统SMT电容检验规范
**********本文件之著作权及营业秘密内容属于众鸿公司,非经公司准许不得翻印**********
系统主题文件
1.
根据以
保 2.
凡本 3.參参考3.
13.2 4.批
4.1抽根
据文
第規定4.2S M 5.
缺零
件允收 6.进 依
《7.允
任何
之规
PAGE :
3REV:V1.0
品质作业保证系统
SMT电容检验规范
**********本文件之著作权及营业秘密内容属于众鸿公司,非经公司准许不得翻印**********
DOC-12-000003
不论
V
系统
主题
文件
8.检8.
1
抽样计划检验项目检验内容检 验 规 格
检验工具功能检验
一次/LOT
包装检验目检
包装数量实物与标示数量一致,总数量须同验收单数量一致
错/混装
物料不可错装、混装
印刷/标记须与样品或规格资料相符,且印刷清晰可辨
包装方式须整批一致,且无破损,最小包装必须
目检
(AQL=0.4)
外形不可歪斜、变形、出现畸形现象极性标示
不可偏移、错位,且必须清晰可辨
外观检验元件表面
2.与样品比对相符或与PCB实配无异常
元件本体不可破损致密封层外露、不可有伤及内层之裂纹
目检
表面不可有明显脏污影响外观C=0
焊接面焊接面不得脱落、氧化发黑、歪斜、变形
5pcs/Lot
焊錫性
零件焊锡面必须光亮,不能暗淡无光泽,如发现有暗淡
无光之异常,必须取样5PCS进行试锡
目视/烙铁
5pcs/Lot 尺寸检验
1. 长、宽、厚及焊接面宽度依相应检验规格、客户资料
或厂商规格资料量测OK
卡尺样品
详见容值
依相应检验规格、客户资料或厂商规格资料量测OK
LCR METER 备注1
ESR(等效串聯電阻)依相应检验规格、客户资料或厂商规格资料量测OK
LCR METER
**********本文件之著作权及营业秘密内容属于众鸿公司,非经公司准许不得翻印**********
DOC-12-000003
PAGE
:
5
REV:
V1.0
品质作业保证系统
SMT电容检验规范
包装检验目检
**********本文件之著作權及營業秘密內容屬於鴻海公司,非經公司准許不得翻印**********。