OEE 记录模板
OEE每日统计表

單件 總工 瓶頸 標準 操作 稼動 標準 時損 時間 產量 良品率 效率 率 生產線 機種及 公司產品料 時間 (S) (PCS) 失(H) No (S) 別 產品名稱 號
A B C=(360 0/B)*N D=L/K E=L/C F=O/Q G=Q-R
稼動 損失 (H)
H=S*M
OEE
備注
T=F*E*D
I=(B*MJ=G-H-I A)*C/3600
說明:1.操作損失:指在開線生產過程中的作業失誤損失,生產過程中產生的不良品工時損失,以及不良品重工及其前後的準備工時損失 2.稼動損失:指生產線人力有出勤條件下,產線無排配,待料,品質異常,模具故障,機故等造成的停線工時損失 3.平衡損失:指產線各工站工時不平衡,在生產過程中形成的工站間的設備產出)
平衡 損失 (H)
日期﹕ 生產 總投 操作 實際 實際 總投 產出 未稼 合格 作業 總產 入時 品出 損失 時間 工時 入工 工時 動時 品數 數(pcs) 人數 間 (H) (H) (H) 時(H) (H) 間(H) (pcs) (H)
K L M N O=N* M P Q=P* R=L*A S=P-N M /3600
核准﹕
會簽﹕
产能分析(含OEE)模板
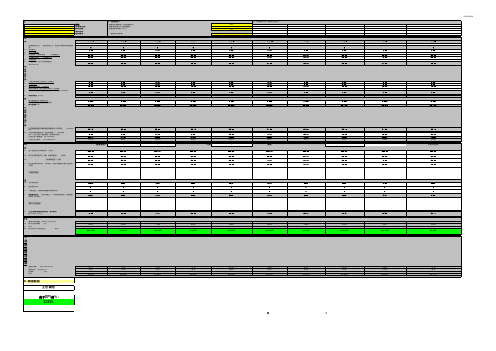
V. 总体设备利用率
设备可用率 [(N-O1-O2-P)/(N-O1)]
性能效率 [(M*Q)/(N-O1)]
合格率
[T/Q]
OEE
DSHEADRICEADTED
VI. 制造瓶颈
工艺 编号
5.03
60042 10007 1500 567.13%
97% 99% 99.97% 95.85%
10.26
37734 6289 1500 319.27%
C) 产能修改记录(例如按节拍生产)
工艺 6
1 1.00 16.00 90.00 0.00 6.00 87.00
0.00 0.00 10.00 0.00 1.00 99%
0.05% 99.95%
34.38 8.00 38681 6447 其他
960.00 90.00 0.00 10.00
6260 1 0
99%
0.60% 99.40%
33.40 20.00 15029 2505 例如试运转
960.00 90.00 20.00 10.00
2500 1 0
2499
30.47
14994 2499 1500 66.60%
97% 99% 99.96% 95.75%
99% 99% 99.98% 98.22%
工艺7
1.00 16.00 90.00 20.00 6.00 85.00
0.00 0.00 10.00 0.00 1.00 99%
0.05% 99.95%
33.58 25.00 12090 2015
960.00 90.00 20.00 10.00
2010 1 0
6259
25.00
37554 6259 1500 317.27%
设备综合效率OEE统计表
月生产数量 =min
设备理论加工时间 =min
月实际生产时间 =min
月性能开动率 = (生产数量×理论加工时间)/净生产时间 =min
月产品合格率 =min
当月设备综合效率OEE = 月时间开动率×月性能开动率×月合格品率 =min
统计人/日期: 复核人/日期
产品/批次:___________________
数量:_______________________
组长签名:___________________
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
12:00 13:00 14:00 15:00 16:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
OEE计算表格
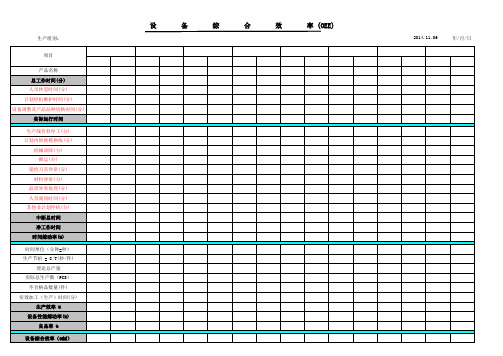
生产组别:
备综合Fra bibliotek效率 (OEE)
2014.11.06 年/月/日
项目 产品名称 总工作时间(分) 人员休息时间(分) 计划停机维护时间(分) 设备调整及产品品种切换时间(分) 实际运行时间 生产线待料停工(分) 计划内的换模换线(分) 机械故障(分) 搬运(分) 量检刀具异常(分) 材料异常(分) 品质异常处理(分) 人员离岗时间(分) 其他非计划停机(分) 中断总时间 净工作时间 时间嫁动率(%) 时间单位(分钟=秒) 生产节拍 = C/T(秒/件) 理论总产量 实际总生产数(PCS) 不合格品数量(件) 实效加工(生产)时间(分) 生产效率 % 设备性能嫁动率(%) 良品率 % 设备综合效率(OEE)
设备综合效率OEE统计表
设备名称:__________________________________
设备编号:__________________________________
月 份:__________________________________
白 班
08:0009:0010:0011:0012:00
产品/批次:___________________
数量:_______________________
组长签名:___________________
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
产品/批次:___________________
数量:_______________________
组长签名:___________________
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
设备综合效率OEE统计表
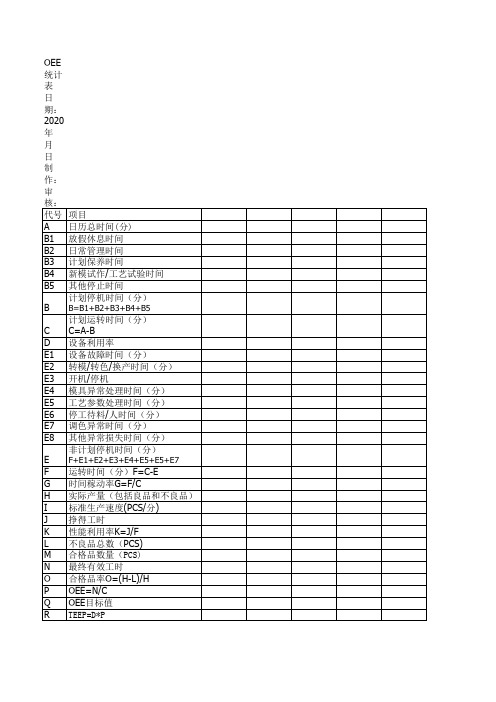
2020 年 月 日 制 作: 审 核: 代号 项目 A 日历总时间(分) B1 放假休息时间 B2 日常管理时间 B3 计划保养时间 B4 新模试作/工艺试验时间 B5 其他停止时间
计划停机时间(分) B B=B1+B2+B3+B4+B5
计划运转时间(分)
C C=A-B D 设备利用率 E1 设备故障时间(分) E2 转模/转色/换产时间(分) E3 开机/停机 E4 模具异常处理时间(分) E5 工艺参数处理时间(分) E6 停工待料/人时间(分) E7 调色异常时间(分) E8 其他异常损失时间(分)
P OEE=N/C Q OEE目标值 R TEEP=D*P
合计
ห้องสมุดไป่ตู้
非计划停机时间(分) E F+E1+E2+E3+E4+E5+E5+E7 F 运转时间(分)F=C-E G 时间稼动率G=F/C H 实际产量(包括良品和不良品) I 标准生产速度(PCS/分) J 挣得工时 K 性能利用率K=J/F L 不良品总数(PCS) M 合格品数量(PCS) N 最终有效工时 O 合格品率O=(H-L)/H
OEE统计表

F—设备故障/维修
G—工装故障/维修
E—检验
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
: : : : : : : : : : : : : : : : : : : 产出 合计
作业内容:A—正常生产 B—更换工装/模具 C—韧磨/更换刀具 D—待料/待单 H—设备更换调试 I—品质异常及处理 J—5S/休息 K—其它(在备注栏注明)
四川绵阳三力股份有限公司
设备综合效率(OEE)统计表
车间: 日期 班次 员工姓名 工段: 产品型号 名称 批次号 计划 数量 设备名称/型号: 工序名称 标准时间 (秒/件) 公司编号: 起止时间 生产 状态 良品 数量 不良 数量 备注
: : : : : : = 时间开动率×性能开动率×合格品率 =合格产品的理论加工总时间÷负荷时间 设备综合效率(OEE)
OEE报表(标准模板)
5 12.00 8.83 8.30 3.17
6 12.00 10.83 10.30 1.17
7 12.00 10.83 10.10 1.17
8 12.00 10.83 10.30 1.17
9 12.00 10.83 10.30 1.17
10 12.00 10.83 10.30 1.17
11 12.00 10.83 8.80 1.17
1.50 0.17 0.25 0.50 0.25 0.00
0.20 1.30
0.33 XXXX XXXX 60.00
1.50 0.17 0.25 0.50 0.25 0.00
0.20 1.30
0.33 XXXX XXXX 60.00
3.10 0.17 0.25 0.50 0.25 0.00
0.20 1.30 1.60
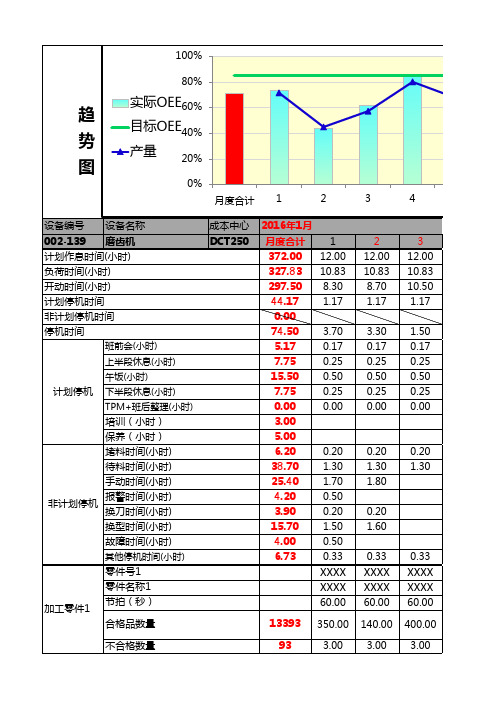
100%
80%
趋
实际OEE60%
势
目标OEE40%
图
产量
20%
0%
月度合计 1
2
3
4
设备编号 设备名称 002-139 磨齿机 计划作息时间(小时) 负荷时间(小时) 开动时间(小时) 计划停机时间 非计划停机时间 停机时间
班前会(小时) 上半段休息(小时) 午饭(小时) 计划停机 下半段休息(小时) TPM+班后整理(小时) 培训(小时) 保养(小时) 堵料时间(小时) 待料时间(小时) 手动时间(小时) 报警时间(小时) 非计划停机 换刀时间(小时) 换型时间(小时) 故障时间(小时) 其他停机时间(小时) 零件号1 零件名称1 加工零件1 节拍(秒) 合格品数量
1.70 0.17 0.25 0.50 0.25 0.00
1.70 0.17 0.25 0.50 0.25 0.00
设备综合效率OEE统计表
当天班次总时间=min
计划生产时间=当天班次总时间-计划停机时间=当天班次总时间- A - I =min
净生产时间=计划生产时间-非计划停机时间=计划生产时间- B - C - E - F - G -H =min
OEE =时间开动率×性能开动率×合格品率
=【净生产时间/计划生产时间】×【净开动率×速度开动率】×【合格品数量/总产量】
25
30
35
40
45
50
55
60
12:00 13:00 14:00 15:00 16:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
中班
16:00 17:00 18:00 19:00 20:00
25
30
35
40
45
50
55
60
04:00 05:00 06:00 07:00 08:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
OEE报表(标准模板)
上半段休息(小时) 午饭(小时) 计划停机 下半段休息(小时) TPM+班后整理(小时) 培训(小时) 保养(小时) 堵料时间(小时) 待料时间(小时) 手动时间(小时) 报警时间(小时) 非计划停机 换刀时间(小时) 换型时间(小时) 故障时间(小时) 其他停机时间(小时) 零件号1 零件名称1 加工零件1 节拍(秒) 合格品数量
22 12.00 10.83 10.50 1.17
1.50 0.17 0.25 0.50 0.25 0.00
0.20 1.30
0.33 XXXX XXXX 60.00
23 12.00 10.83 10.50 1.17
1.50 0.17 0.25 0.50 0.25 0.00
0.20 1.30
0.33 XXXX XXXX 60.00
8.72 520.00 51.49 93.2% 86.3% 99.4% 80.0% 85.0%
9.22 550.00 53.40 95.1% 89.5% 99.5% 84.6% 85.0%
6.38 380.00 36.89 95.1% 62.0% 99.2% 58.5% 85.0%
3.78 229.00 22.23 95.1% 36.7% 97.9% 34.1% 85.0%
24 12.00 10.83 8.80 1.17
3.20 0.17 0.25 0.50 0.25 0.00
0.20 1.30 1.70
0.20 1.50
0.33 XXXX XXXX 60.00
25 12.00 10.83 10.50 1.17
1.50 0.17 0.25 0.50 0.25 0.00
2.00 2.00
195
(精品)OEE记录表格(设备综合效率)

理论节拍时间:
400次/min
实际节拍时间:
320次/min
合格产品数量:
70048pcs
报废产品数量:
11352pcs
可返工产品数量:
0
质量问题描述:
产品 #2 KC0154 400次/min 420次/min 67125
0 12225
产品 #3
模具或设备故障描述
1
2
3
4
5
6
问题原因初步判定和措施
设备运行状况统计表
设备编号:
生产日期/班:
组长确认:
班长确认:
8:00
9:00
时间
(10分钟/ 格)
原因
时间
(10分钟/ 格)1Leabharlann :0014:00原因
10:00 15:00
11:00 16:00
12:00 17:00
13:00
操作工:
18:00
注: 每格为5分钟
产品 #1
零件号/名称:
KA 0051
可疑品处理
1
KA:孔未冲出
冲针断,换下模具维修
筛选
2
KC:毛刺大
新模不稳定
筛选,返工
3
4
符号:
P 设备保养 D 无生产计划
C 架模(需注明下一产品号) T 模具或设备故障(需注明故障名称)
R 休息 W 待料
A 调试新模具 O 其它
维修和处理结果及验证 最终解决方案和验证
设备运行状况统计表
19'40
OEE记录表
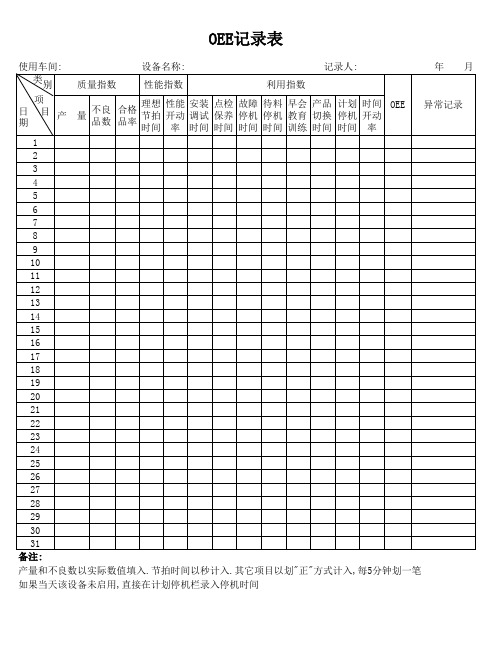
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 备注: 产量和不良数以实际数值填入.节拍时间以秒计入.其它项目以划"正"方式计入,每5分钟划一笔 如果当天该设备未启用,直接在计划停机栏录入停机时间
合格品率=合格品数/生产数量 性能开动率=生产数量/(60/理想节拍时间 X 实际生产时间) 时间开动率=实际生产时间/计划工作时间
OEE记录表
使用车间: 类别 项 设备 日 目 产 期 设备名称: 质量指数 性能指数 利用 待料 早会 产品 计划 时间 OEE 不良 合格 量 节拍 开动 调试 保养 停机 停机 教育 切换 停机 开动 品数 品率 时间 率 时间 时间 时间 时间 训练 时间 时间 率
OEE单品种及多品种数据统计分析修订后模板(多品种)
日期:2011年 月 设备名称:
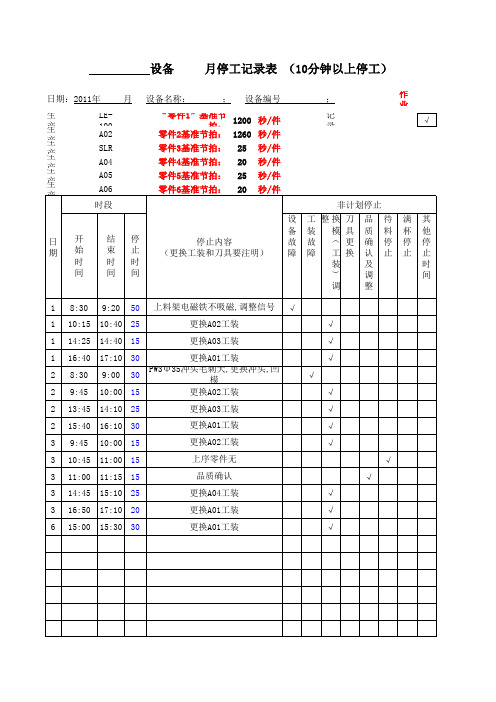
月停工记录表 (10分钟以上停工)
; 设备编号 ; 记录人: 作业现场 √
生产零件号:LE-100 生产零件号:A02 生产零件号:SLR 生产零件号:A04 生产零件号:A05 生产零件号:A06 时段
“零件1”基准节拍: 1200 秒/件 零件2基准节拍: 1260 秒/件 零件3基准节拍: 零件4基准节拍: 零件5基准节拍: 零件6基准节拍: 25 20 25 20 秒/件 秒/件 秒/件 秒/件
非计划停止 设 备 故 障 工 装 故 障 换 模 ( 工 装 ) 调 整 √ √ √ √ √ √ √ √ √ √ √ √ √ 刀 具 更 换 品 质 确 认 及 调 整 待 料 停 止 满 杯 停 止 其 他 停 止 时 间
日 期
开 始 时 间
结 束时 间
停 止 时 间
停止内容 (更换工装和刀具要注明)
√
10:40 25 14:40 15 17:10 30 9:00 30
10:00 15 14:10 25 16:10 30 10:00 15 11:00 15 11:15 15 15:10 25 17:10 20 15:30 30
340
1 1 1 1 2 2 2 2 3 3 3 3 3 6
8:30 10:15 14:25 16:40 8:30 9:45 13:45 15:40 9:45 10:45 11:00 14:45 16:50 15:00
9:20
50
上料架电磁铁不吸磁,调整信号 更换A02工装 更换A03工装 更换A01工装 PW3Φ 35冲头毛刺大,更换冲头,凹 模 更换A02工装 更换A03工装 更换A01工装 更换A02工装 上序零件无 品质确认 更换A04工装 更换A01工装 更换A01工装
OEE计算表(附实例讲解)
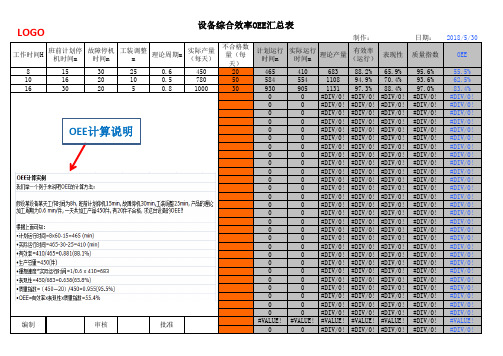
制作:日期:2018/5/30工作时间H 班前计划停机时间m 故障停机时间m 工装调整m 理论周期m实际产量(每天)不合格数量(每天)计划运行时间m 实际运行时间m 理论产量有效率(运行)表现性质量指数OEE 81530250.64502046541068388.2%65.9%95.6%55.5%101620100.578050584554110894.9%70.4%93.6%62.5%16302050.8100030930905113197.3%88.4%97.0%83.4%00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#VALUE!#VALUE!#VALUE!#VALUE!#VALUE!#DIV/0!#VALUE!0#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!设备综合效率OEE汇总表编制审核批准OEE 计算说明LOGO。