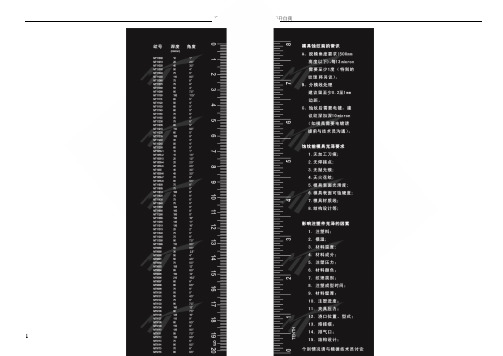
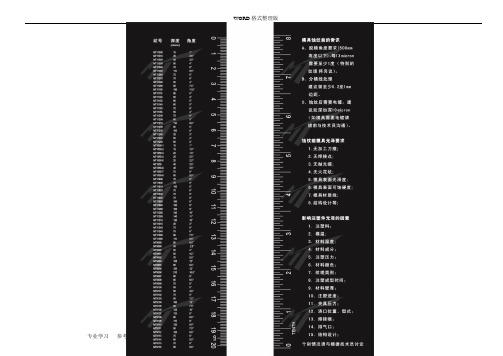
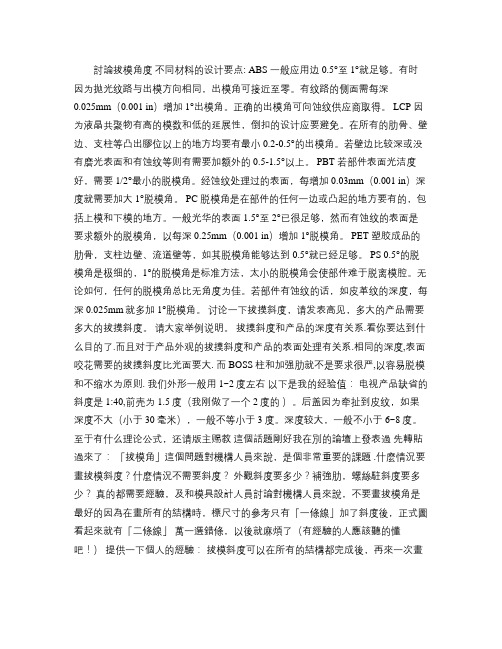
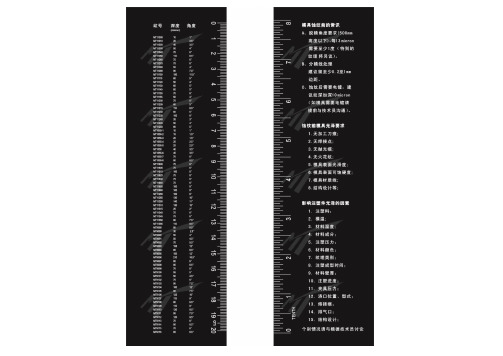
模具中产品蚀纹与拔模角关系
模具斜度与蚀纹关系对照表

附
录D
蚀纹样板
最小脱 模斜度
蚀纹号
3° 3° 4° 4.5° 4° 4.5° 4.5° 4.5° 4.5° 5° 5° 3° 4.5° 3° 5.5° 5° 4.5° 5° 5.5° 5° 7.5° 7.5° 7.5°
最小脱
模斜度
1° 1.5° 2.5° 3° 4.5° 6.5° 4.5° 4.5° 3° 5.5° 9° 4° 3° 4° 4° 4° 6°
蚀纹号
MT-11200 MT-11205 MT-11210 MT-11215 MT-11220 MT-11225 MT-11230 MT-11235 MT-11240 MT-11245 MT-11250 MT-11255 MT-11260 MT-11265 MT-11270 MT-11275 MT-11280
深度
0.010 0.015 0.020 0.025 0.025 0.030 0.030 0.040 0.050 0.060 0.085 0.035 0.035 0.040 0.040 0.045 0.045 0.050 0.055 0.060 0.065 0.070 0.090
附
录D
蚀纹样板
最小脱 模斜度
0.075 0.13 0.13 0.11 0.18 0.11 0.18 0.18 0.19 0.20 0.20 0.055 0.055 0.12 0.085 0.090 ° 3° 2.5° 2.5° 2.5° 4.5° 4.5° 4.5° 5° 5°
最小脱
模斜度
3° 4° 5.5° 3° 4° 5.5° 10° 15° 1.5° 2.5° 4° 4.5° 5.5° 7.5° 3° 3° 4.5°
模具斜度与蚀纹关系对照表

YS 5282
6°
YS 4282
4°
YS 3282
°
YS 2282
3°
YS 5283
°
YS 4283
°
YS 3283
°
YS 2283
°
YS 5284
°
YS 4284
4°
YS 3284
5°
YS 2284
°
YS 5285
°
YS 4285
°
YS 3285
°
YS 2285
3°
YS 5286
°
YS 4286
2002
°以上
400
3002
2°以上
600~800
3°以上
#800~1000
1003
1°以上
600~800
2003
4°以上
400
3003
°以上
600~800
4°以上
800~1000
1004
°以上
600~800
2004
°以上
400
3004
°以上
400~600
°以上
800~1000
1005
°以上
600~800
10°
YS 7296
°
YS 11017
3°
YS 9297
5°
YS 6285
7°
YS 7297
°
YS 11018
°
YS 9298
°
YS 6286
10°
YS 7298
°
YS 11019
°
YS 9299
°
YS 6287
10°
模具斜度与蚀纹关系对照表

Q/TKM 3 — 2003
附
录D
益新电机蚀刻有限公司蚀纹样板
深度
最小脱 模斜度
蚀纹号
深度
0.010 0.015 0.020 0.025 0.025 0.030 0.030 0.040 0.050 0.060 0.085 0.035 0.035 0.040 0.040 0.045 0.045 0.050 0.055 0.060 0.065 0.070 0.090
YS 1287 YS 1288 YS 1289 YS 1290 YS 1291 YS 1292 YS 1293
Q/TKM 3 — 2003
附
录D
益新电机蚀刻有限公司蚀纹样板
深度
最小脱 模斜度
蚀纹号
深度
0.050 0.050 0.060 0.075 0.060 0.074 0.070 0.075 0.070 0.080 0.082 0.050 0.070 0.055 0.085 0.080 0.070 0.080 0.085 0.080 0.13 0.13 0.13
0.075 0.13 0.13 0.11 0.18 0.11 0.18 0.18 0.19 0.20 0.20
YS 6291
0.055
YS 6292
0.055
YS 6293
0.12
YS 6294
0.085
YS 6295
0.090
YS 6296
0.070
YS 6297
0.11
YS 6298
0.12
精选
YS 6280 YS 6281 YS 6282 YS 6283 YS 6284 YS 6285 YS 6286 YS 6287 YS 6288 YS 6289 YS 6290
模具斜度与蚀纹关系对照表
Q/TKM 3 —2003附录CM o l d-T e c h蚀纹样板蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度MT-11000 ″1°MT-11200 ″°MT-11300 ″°MT-11400 ″3°MT-11010 ″°MT-11205 ″4°MT-11305 ″°MT-11405 ″4°MT-11020 ″°MT-11210 ″°MT-11310 ″°MT-11410 ″°MT-11030 ″3°MT-11215 ″°MT-11315 ″°MT-11415 ″3°MT-11040 ″°MT-11220 ″°MT-11320 ″4°MT-11420 ″4°MT-11050 ″°MT-11225 ″°MT-11325 ″°MT-11425 ″°MT-11060 ″°MT-11230 ″4°MT-11330 ″3°MT-11430 ″10°MT-11070 ″°MT-11235 ″6°MT-11335 ″3°MT-11435 ″15°MT-11080 ″3°MT-11240 ″°MT-11340 ″°MT-11440 ″°MT-11090 ″°MT-11245 ″3°MT-11345 ″°MT-11445 ″°MT-11100 ″9°MT-11250 ″4°MT-11350 ″°MT-11450 ″4°MT-11110 ″4°MT-11255 ″3°MT-11355 ″4°MT-11455 ″°MT-11120 ″3°MT-11260 ″6°MT-11360 ″°MT-11460 ″°MT-11130 ″4°MT-11265 ″7°MT-11365 ″7°MT-11465 ″°MT-11140 ″4°MT-11270 ″6°MT-11370 ″6°MT-11470 ″3°MT-11150 ″4°MT-11275 ″5°MT-11375 ″6°MT-11475 ″3°MT-11160 ″6°MT-11280 ″8°MT-11380 ″6°MT-11480 ″°MT 9000 MT 9013 MT 9045 MT 9050MT 9001 MT 9015 MT 9046 MT 9051MT 9002 MT 9016 MT 9047 MT 9052MT 9003 MT 9017 MT 9048 MT 9053MT 9004 MT 9036 MT 9049 MT 9054MT 9005 MT 9037 MT 9060 MT 9055MT 9006 MT 9038 MT 9061 MT 9056MT 9007 MT 9039 MT 9062 MT 9057MT 9008 MT 9040 MT 9063 K 5000GMT 9009 MT 9041 K 9000G K 5024GMT 9010 MT 9042 K 9070G K 2400G11MT 9011 MT 9043 K 7000G K 1600G MT 9012 MT 9044 K 7050GQ/TKM 3 —2003附录D蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度YS 11000 °YS 9280 1°YS 8280 2°YS 7280 °YS 11001 °YS 9281 1°YS 8281 °YS 7281 °YS 11002 °YS 9282 °YS 8282 3°YS 7282 5°YS 11003 1°YS 9283 °YS 8283 °YS 7283 °YS 11004 °YS 9284 °YS 8284 °YS 7284 °YS 11005 °YS 9285 2°YS 8285 °YS 7285 6°YS 11006 °YS 9286 2°YS 8286 °YS 7286 °YS 11007 2°YS 9287 °YS 8287 °YS 7287 5°YS 11008 °YS 9288 3°YS 8288 °YS 7288 9°YS 11009 °YS 9289 °YS 8289 5°YS 7289 11°YS 11010 3°YS 9290 °YS 8290 5°YS 7290 11°YS 11011 1°YS 9291 2°YS 7291 °YS 11012 °YS 9292 2°YS 6280 °YS 7292 4°YS 11013 2°YS 9293 °YS 6281 °YS 7293 °YS 11014 2°YS 9294 °YS 6282 °YS 7294 °YS 11015 °YS 9295 °YS 6283 7°YS 7295 5°YS 11016 °YS 9296 °YS 6284 10°YS 7296 °YS 11017 3°YS 9297 5°YS 6285 7°YS 7297 °YS 11018 °YS 9298 °YS 6286 10°YS 7298 °YS 11019 °YS 9299 °YS 6287 10°YS 7299 °YS 11020 °YS 9300 °YS 6288 11°YS 11021 4°YS 9301 °YS 6289 12°YS 11022 °YS 9302 11°YS 6290 12°YS 6291 3°YS 6292 3°YS 6293 °YS 6294 °12YS 6295 °YS 6299 °YS 6296 °YS 6300 7°YS 6297 7°YS 6301 °YS 6298 °YS 6302 °Q/TKM 3 —2003附录D蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度YS 5280 6°YS 4280 3°YS 3280 °YS 2280 °YS 5281 °YS 4281 3°YS 3281 4°YS 2281 °YS 5282 6°YS 4282 4°YS 3282 °YS 2282 3°YS 5283 °YS 4283 °YS 3283 °YS 2283 °YS 5284 °YS 4284 4°YS 3284 5°YS 2284 °YS 5285 °YS 4285 °YS 3285 °YS 2285 3°YS 5286 °YS 4286 °YS 3286 °YS 2286 °YS 5287 °YS 4287 °YS 3287 °YS 2287 3°YS 5288 °YS 4288 °YS 3288 4°YS 2288 3°YS 5289 9°YS 4289 5°YS 3289 9°YS 2289 4°YS 5290 9°YS 4290 5°YS 3290 °YS 2290 4°YS 5291 6°YS 4291 3°YS 3291 3°YS 2291 4°YS 5292 6°YS 4292 °YS 3292 3°YS 2292 4°YS 5293 6°YS 4293 3°YS 3293 °YS 2293 4°YS 5294 °YS 4294 °YS 3294 °YS 2294 4°YS 5295 6°YS 4295 5°YS 3295 5°YS 2295 5°YS 5296 °YS 4296 °YS 3296 5°YS 2296 °YS 5297 12°YS 4297 5°YS 3297 5°YS 2297 °YS 5298 12°YS 4298 °YS 3298 5°YS 2298 °YS 5299 °YS 4299 5°YS 3299 5°YS 2299 5°YS 5300 °YS 4300 °YS 3300 °YS 2300 4°YS 5301 12°YS 4301 °YS 3301 °YS 2301 5°YS 5302 11°YS 4302 °YS 3302 °YS 2302 °YS 1280 1°YS 1287 °YS 1294 °YS 1301 3°13YS 1281 1°YS 1288 3°YS 1295 °YS 1302 3°YS 1282 °YS 1289 °YS 1296 °YS 1283 °YS 1290 °YS 1297 °YS 1284 °YS 1291 2°YS 1298 3°YS 1285 2°YS 1292 2°YS 1299 3°YS 1286 2°YS 1293 °YS 1300 3°14Q/TKM 3 —2003附录E蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度HS3101 ″1°HS4101 ″°HS5101 ″5°HS3102 ″°HS4102 ″°HS5102 ″6°HS3103 ″2°HS4103 ″4°HS5103 ″8°HS3105 ″3°HS4105 ″°HS5105 ″8°HS3106 ″°HS4106 ″°HS5106 ″10°HS3107 ″°HS4107 ″°HS5107 ″10°HS3108 ″°HS4108 ″°HS5108 ″°HS3109 ″6°HS4109 ″°HS5109 ″°HS3110 ″°HS4110 ″9°HS5110 ″15°HS3111 ″°HS4111 ″9°HS5111 ″°HS3112 ″°HS4112 ″°HS5112 ″°HS3113 ″°HS4113 ″5°HS5113 ″6°HS3114 ″°HS4114 ″6°HS5114 ″°HS3115 ″°HS4115 ″°HS5115 ″°HS3116 ″°HS4116 ″°HS5116 ″°HS3117 ″°HS4117 ″°HS5117 ″°HS3118 ″4°HS4118 ″°HS5118 ″10°HS3119 ″4°HS4119 ″10°HS5119 ″10°HS3120 ″°HS4120 ″°HS5120 ″10°HS3121 ″5°HS4121 ″°HS5121 ″°HS3122 ″5°HS4122 ″°HS5122 ″°HS3123 ″°HS4123 ″9°HS5123 ″13°HS3124 ″6°HS4124 ″10°HS5124 ″14°HS6101 ″4°HS6109 ″10°HS6116 ″°HS6102 ″°HS6110 ″°HS6117 ″°HS6103 ″7°HS6111 ″°HS6118 ″°HS6105 ″8°HS6112 ″5°HS6119 ″°HS6106 ″8°HS6113 ″9°HS6120 ″10°HS6107 ″10°HS6114 ″10°HS6121 ″15°HS6108 ″°HS6115 ″°HS6122 ″15°Q/TKM 3 —2003妮红咬花(香港)有限公司蚀纹样板蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度珩、搪1°以上镜面HN1000 1°以上#600~800 HN 2000 2°以上#600 HN 3000 °以上#800~1000 1°以上镜面1001 1°以上600~800 2001 3°以上600 3001 °以上600~8002°以上镜面1002 °以上600~800 2002 °以上400 3002 2°以上600~8003°以上#800~1000 1003 1°以上600~800 2003 4°以上400 3003 °以上600~8004°以上800~1000 1004 °以上600~800 2004 °以上400 3004 °以上400~600°以上800~1000 1005 °以上600~800 2005 7°以上400 3005 3°以上400~600°以上600~800 1006 2°以上400~600 2006 8°以上400 3006 3°~4°400~6002°以上600~800 1007 °以上400~600 2007 7°以上400 3007 °以上600~800°以上400~800 1008 °以上400~600 2008 °以上400 3008 2°以上400~600°以上400~600 1009 °以上400~600 2009 4°以上400 3009 °以上400~6003°~4°400~600 1010 2°以上400~600 2010 3°以上400 3010 °以上400~6004°~5°400~600 1011 3°以上400~600 2011 3°以上400 3011 3°以上400~600 亚光2°以上#600 1012 3°~4°320~400 2012 °以上400 3012 °以上400~600 °以上400 1013 4°~5°320~400 2013 以上400 3013 °以上400~6003°以上400 1014 5°~6°320~400 2014 3°以上400 2°以上#600°以上320~400 1015 3°~4°320~400 2015 4°以上400 °以上6004°以上320~400 1016 4°~5°320 HN 20 °以上#600 3°以上6005°以上320~400 1017 5°~6°320 21 °以上400~600 °以上6006°以上320 HN2016 °以上#400 22 3°~4°320~400 4°以上600°以上320 2017 °以上400 23 4°~5°320 °以上6007°以上320 2018 6°以上400 24 3°以上320 3°以上600 HN-DS01 3°#320 2019 9°以上400 25 °以上320 °以上600 15DS02 4°320 2020 3°以上400 26 4°以上320 4°以上600 DS03 4°320 2021 °以上400 27 °以上320 5°以上600 DS04 °320 2022 °以上400 28 5°~6°320 5°以上600 DS05 °800 2023 4°以上400 29 5°~6°320 6°以上600 DS06 2°800 2024 °以上400 30 8°以上320 1°以上800 DS07 °600 2025 °以上400 31 9°以上320 2°以上800 DS08 3°400 2026 9°以上400 HN-DS11 1°以上#800 °以上800 HN-TS01 2°以上#600 HN-TS04 4°以上#400 DS12 °以上600~800 °以上600 TS02 °以上400 TS05 °以上400 DS13 2°以上600~800 2°以上800 TS03 3°以上400 TS06 5°以上400 DS14 2°以上600~800 °以上600 16。
蚀纹

* 适用于小拔模角侧壁的平直或坡度纹。
* 纹形层次
* 纹形允许公差。
* 配合模具的纹形。
* 模具上有几种纹样类型
* 纹形的复杂和简单性。
4)模具材料。
5)所需时间交货期
我方经验丰富的销售工程师能随时向您提供表纹加工价格。请提供尽可能多的信息以便我们准确报价。随着很多新纹型的出现,特别针对汽车公司,我们强烈建议当你知道将用于模具的纹刻后即尽快询价。这些新纹型很多都是三维图形,需更长的交货期,比传统纹型加工成本更高。在询价时你需保护自己。很多纹型需获得OEM批准。如果能让我们尽快对你方的加工项目报价,也就能确保我们获得纹样数据。我们定期派遣销售工程师到世界各地的模具中心巡视。如果需要我方实地了解你的加工项目,请电话联系我们,我方可派出工程师参观贵厂或采用其他方式。
F. 光泽
部件的光泽是该部件的外观或感官的品质要求的一个重要因素。光泽也全影响蚀刻的观感,尤其是在精制无光保护层上的蚀刻。如果部件的光泽太暗,蚀刻会看起来更浅,如果部件很有光泽,蚀纹会看起来比实际深度更深;有许多因素影响光泽模具的光泽,
我们将多年以来的测试信息汇总如下:
部件光泽的决定因素:
B. 分离线处理
分离线保护
不同类型的部件要求采用不同的分离线处理方法。我们可以为您提供及时的分离线的蚀刻,或者为您的分离线留一个0.005”—0.750”的边距。
C. 表纹加工后电镀/
表纹加工后电镀
完成表纹加工后,可对很多纹样进行电镀而不影响它的完整性和功能。快速镀硬铬或镍的镀层厚度通常为.0003" to .0005",它不会使纹样变浅或有明显外观变化。
任何纹形的成形深度并不一定等于需切除的金属量。对车纹来说尤其如此,很多纹形的金属切除量和纹形深度有很大差别。为达到汽车外观标准,很多纹形需多次蚀刻使成型件符合母版。每次蚀刻都会去掉金属,甚至成型件上适应拔模需要的较浅区域也需去除大量金属。对潜在凹口也需考虑此因素,表纹加工后对纹刻时除去金属的区域进行手工修复使该区域融合时同样应注意这点。
模具斜度及蚀纹关系对照表
蚀纹号
YS 4280 YS 4281 YS 4282 YS 4283 YS 4284 YS 4285 YS 4286 YS 4287 YS 4288 YS 4289 YS 4290 YS 4291 YS 4292 YS 4293 YS 4294 YS 4295 YS 4296 YS 4297 YS 4298
WORD 格式整理版 专业学习 参考资料
Q/TKM 3 — 2003
WORD 格式整理版
附
录C
蚀纹号
MT-11000 MT-11010 MT-11020 MT-11030 MT-11040 MT-11050 MT-11060 MT-11070 MT-11080 MT-11090 MT-11100 MT-11110 MT-11120 MT-11130 MT-11140 MT-11150 MT-11160
0.12 0.11 0.012 0.012
最小脱
模斜度
4.5° 4° 5.5° 5.5° 5° 7.5° 7.5° 7.5° 4° 9° 9.5° 3° 3° 4.5° 5.5° 5° 5° 5° 5°
蚀纹号
YS 2280 YS 2281 YS 2282 YS 2283 YS 2284 YS 2285 YS 2286 YS 2287 YS 2288 YS 2289 YS 2290 YS 2291 YS 2292 YS 2293 YS 2294 YS 2295 YS 2296 YS 2297 YS 2298
MT 9013 MT 9015 MT 9016 MT 9017 MT 9036 MT 9037 MT 9038 MT 9039 MT 9040
专业学习 参考资料
MT 9045 MT 9046 MT 9047 MT 9048 MT 9049 MT 9060 MT 9061 MT 9062 MT 9063
3产品蚀纹与拔模角关系
G ---半光澤
G ---半光澤
HN26 HN27 HN28 HN29 HN30 HN31 HN1000 HN1001 HN1002 HN1003 HN1004 HN1005 HN1006 HN1007 HN1008 HN1009 HN1010 HN1011 HN1012 HN1013 HN1014 HN1015 HN1016 HN1017 HN2000 HN2001 HN2002 HN2003 HN2004 HN2005 HN2006 HN2007 HN2008 HN2009 HN2010 HN2011 HN2012 HN2013
昵宏咬花規格表
咬花番號 HN-DS11 HN-DS12 HN-DS13 拔模斜度 1° 1.5° 2° 平均值 μ 5 ~ 7 10 ~ 13 12 ~ 15 打光程度 800 600 ~ 800 600 ~ 800 加工種類
噴砂咬花
HN-DS14 HN-DS01 HN-DS02 HN-DS03 HN-DS04 HN-DS05 HN-DS06 HN-DS07 HN-DS08 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. HN20 HN21 HN22 HN23 HN24 HN25 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9
0.005 0.002 0.002 0.003 Plaque Ptn.# MT980 MT901 MT945 MT970 MT972 MT973 MT974 MT978 MT985 MT1055-1 MT1055-2 MT1055-3 MT1055-4 MT1055-5 MT1055 MT1055-6 MT1055-7
注塑件设计工艺准则——结构设计(第三节)

结构设计(第三节)5、脱模斜度(Draft Angle)5.1、基本设计守则产品的拔模角度大小具体依照拔模面的高度及模具加工来决定:①、拔模面的高度在2mm以下基本不用拔模,如需要拔模,拔模角度在2~3度之间;高度在2~10mm以内,拔模角度采用1~1.5度,高度在10mm以上拔模角度在0.3~0.5度;②、模具加工:如模具加工量太小则无法达到设计的拔模角度,就需要修正过来。
由表中可以看出,塑料硬脆、刚性大的,出模角要求大。
在立体图的构建中,凡影响外观,影响装配的地方需要画出斜度,加强筋一般不画斜度。
塑胶零件的脱模斜度由材料,表面饰纹状态,零件透明与否决定。
硬质塑料比软质塑料的脱模斜度大,零件越高,孔越深,斜度越小。
表4 脱模斜度的选择序号影响脱模斜度的主要方面1 塑胶材料的影响PE,PP可强制脱模,强制脱模量一般不超过型芯的最大截面积5%。
2 饰纹的影响一般情况下,脱模角比蚀纹板许可大0.5度。
3 工件透明预防的影响透明的工件一般取3度。
4 一般情况取值一般情况下取0.5~1.5度。
5.2出模角确定要点(1) 制品精度要求越高,出模角应越小。
(2) 尺寸大的制品,应采用较小的出模角。
(3) 制品形状复杂不易脱模的,应选用较大的斜度。
(4) 制品收缩率大,斜度也应加大。
(5) 增强塑料宜选大斜度,含有自润滑剂的塑料可用小斜度。
(6) 制品壁厚大,斜度也应大。
⑺当表面采用不同的咬花规格时,其拔模斜度不一样。
具备以下条件的型芯,可采用较小的出模角:(1) 顶出时制品刚度足够。
(2) 制品与模具钢材表面的摩擦系数较低。
(3) 型芯表面的粗糙度值小,抛光方向又与制品的脱模方向—致。
(4) 制品收缩量小,滑动摩擦力小。
6、加强筋6.1、加强筋的作用(1) 在不加大制品壁厚的条件下,增强制品的强度和刚性,以节约塑料用量,减轻重量,降低成本。
(2) 可克服制品壁厚差带来的应力不均所造成的制品歪扭变形。
(3) 便于塑料熔体的流动,在塑料制品本体某些壁部过薄处为熔体的充满提供通道。
模具中产品蚀纹与拔模角关系
MT1055-6
MT1127
23053
MT1238
MT1055-7
MT1526
23064
23031
昵宏咬花規格表
咬花番號
拔模斜度
平均值μ
打光程度
加工種類
HN-DS11
1°
5 ~ 7
800
噴砂咬花
HN-DS12
°
10 ~ 13
600 ~ 800
HN-DS13
2°
12 ~ 15
600 ~ 800
3°
MT-11380
6°
MT-11480
°
Plaque #6
Plaque #7
Plaque #8
Plaque #10
Ptn.#
Depth
Ptn.#
Depth
Ptn.#
Depth
Ptn.#
Depth
MT229
MT325
MT588
MT980
MT392
MT964
MT888
MT901
MT585
MT1038
MT1028
#800
HN3002
°
7~9
#800
HN3003
°
8~11
#800
HN3004
3°
10~15
#600
HN3005
3°
16~18
#600
HN3006
°
17~20
#600
HN3007
°
7~9
#600
HN3008
2°
9~11
#600
HN3009
°
12~14
讨论拔模角度

讨论拔模角度讨论一下拔摸斜度,请发表高见,多大的产品需要多大的拔摸斜度。
请大家举例说明。
拔摸斜度和产品的深度有关系.看你要达到什么目的了.而且对于产品外观的拔摸斜度和产品的表面处理有关系.相同的深度,表面咬花需要的拔摸斜度比光面要大. 而BOSS柱和加强肋就不是要求很严,以容易脱模和不缩水为原则.我们外形一般用1~2度左右以下是我的经验值:电视产品缺省的斜度是1:40,前壳为1.5度(我刚做了一个2度的)。
后盖因为牵扯到皮纹,如果深度不大(小于30毫米),一般不等小于3度。
深度较大,一般不小于6~8度。
至于有什么理论公式,还请版主赐教这个话题刚好我在别的论坛上发表过先转贴过来了:「拔模角」这个问题对机构人员来说,是个非常重要的课题 .什么情况要画拔模斜度?什么情况不需要斜度?外观斜度要多少?补强肋,螺丝驻斜度要多少?真的都需要经验,及和模具设计人员讨论对机构人员来说,不要画拔模角是最好的因为在画所有的结构时,标尺寸的参考只有「一条线」加了斜度后,正式图看起来就有「二条线」万一选错条,以后就麻烦了(有经验的人应该听的懂吧!)提供一下个人的经验:拔模斜度可以在所有的结构都完成后,再来一次画出来一方面可以避免出错一方面可以加快软件运算的速度.其实一个负责任的机构人员 .应该是要把「该有」的「所有拔模斜度」都画出来 .如果你把这项工作交给模具设计人员来画的时候 .他怎么知道你哪些地方是做「紧配合」,哪些有「间隙」?而且拔模基准面应该是以「底部」,还是「顶部」为准呢?一旦「猜错」了,有可能成品就会有干涉了 .还有有些比较高,比较深的结构是做「入子」的以及有些螺丝孔是做「套筒」的那时需不需要做斜度,那里不需要做斜度就要跟模具人员好好讨论了「拔模斜度」这个话题还有很多可以讨论的常常为了这个问题会让模具设计人员对机构设计人员有很大的抱怨这个可以多听听版上那些模具设计人员的心声一般我的经验是:能不作斜度的尽量不作!原则是:1、作模具的时候容易加的!2、作大作小关系不大的!外观的如果是出模方向的,斜度一定要作!如果是行位上出的,可以作直的!一些柱子、筋等,如果不是很深也不作!需要配合的,斜度一定要作!斜度的大小一般根据蚀纹的型号,有具体的数值,可以查的!基本全是经验值,要考虑模具的制作方法!。
讨论拔模角度.
討論拔模角度不同材料的设计要点: ABS 一般应用边0.5°至1°就足够。
有时因为抛光纹路与出模方向相同,出模角可接近至零。
有纹路的侧面需每深0.025mm(0.001 in)增加1°出模角。
正确的出模角可向蚀纹供应商取得。
LCP 因为液晶共聚物有高的模数和低的延展性,倒扣的设计应要避免。
在所有的肋骨、壁边、支柱等凸出膠位以上的地方均要有最小0.2-0.5°的出模角。
若壁边比较深或没有磨光表面和有蚀纹等则有需要加额外的0.5-1.5°以上。
PBT 若部件表面光洁度好,需要1/2°最小的脱模角。
经蚀纹处理过的表面,每增加0.03mm(0.001 in)深度就需要加大1°脱模角。
PC 脱模角是在部件的任何一边或凸起的地方要有的,包括上模和下模的地方。
一般光华的表面1.5°至2°已很足够,然而有蚀纹的表面是要求额外的脱模角,以每深0.25mm(0.001 in)增加1°脱模角。
PET 塑胶成品的肋骨,支柱边壁、流道壁等,如其脱模角能够达到0.5°就已经足够。
PS 0.5°的脱模角是极细的,1°的脱模角是标准方法,太小的脱模角会使部件难于脱离模腔。
无论如何,任何的脱模角总比无角度为佳。
若部件有蚀纹的话,如皮革纹的深度,每深0.025mm就多加1°脱模角。
讨论一下拔摸斜度,请发表高见,多大的产品需要多大的拔摸斜度。
请大家举例说明。
拔摸斜度和产品的深度有关系.看你要达到什么目的了.而且对于产品外观的拔摸斜度和产品的表面处理有关系.相同的深度,表面咬花需要的拔摸斜度比光面要大. 而BOSS柱和加强肋就不是要求很严,以容易脱模和不缩水为原则. 我们外形一般用1~2度左右以下是我的经验值:电视产品缺省的斜度是1:40,前壳为1.5度(我刚做了一个2度的)。
后盖因为牵扯到皮纹,如果深度不大(小于30毫米),一般不等小于3度。
晒纹(咬花)

慎选模具材料与制造方法
1 . 市售的模具用钢,构造精密的金属,系结顺利的完成.硬度较高的被视为良品. 2 . 有关配件方面最好是使用相同的材质.为增加其快削性而使用硫 黄会导致影响加工工程,形成偏析,咬花面成为线条状. 3 . 在模具的机械加工工程方面,要加工咬花的面如给予不均等热度 会影响咬花加工,请注意使用锐利的刀具. 4 . 补模熔接时应注意事项: a .一定要先预热. b .使用与模具相同材质的熔接棒或是使用张力强度相等的金属. c .施行退火处理,熔接后母材与熔材一起加热后自然冷,忽略这步骤 就会发生咬花深度不同或咬不下去的现象. d .SUS 系不锈钢调质品在熔接后若是不再调质或热处理,一定会发 生咬花斑点. e .熔接窒化处理过的模具,必须完全脱窒后实行.若马上熔接会产生 有针孔,熔接不良等现象出现. 5 .放电加工过的模具其表面变成硬化层会影响咬花加工,因此必须磨 掉硬化层,尤其是不锈钢系模具钢的放电硬化层不反应在药物上, 一定要打光到除去为止,否则不可能咬花. 6 . 放电层的确认是将模具表面的油分用溶剂将模具洗净,涂上第二盐 化铁液,不在药物上产生反应的放电层其所留的光泽,容易以肉眼 分辨出来. 7 .SUS 系列不锈钢的STAVAX , PD555 , 420 等,在热处理之后几乎 尺寸不变,等模具加工完之后再热处理,磨剩的放电层也会软化变 成与母材同硬度,便可咬花.
其它處理
• 噴砂﹕面積小于10平方厘米30~100元/件; 面積大于10平方厘米小于50平方厘米的以4元/平方厘米。面積 大于50平方厘米的以2元/平方厘米計價。 • 調光﹐除鏽﹕面積小于10平方厘米50~200元/件﹔。面積大于10平方厘米小于50平方厘米的以6元/平方厘 米計價。面積大于50平方厘米的以4元/平方厘米計價 • 需用菲林處理價格視復雜程度另行議價。 • 此报价文件2011-3上传的,可能有点旧,仅供参 考。
模具斜度与蚀纹关系对照表
4°
MT-11330
0.004″
6°
MT-11335
0.0015″
2.5°
MT-11340
0.002″
3°
MT-11345
0.0025″
4°
MT-11350
0.002″
3°
MT-11355
0.004″
6°
MT-11360
0.005″
7°
MT-11365
0.004″
6°
MT-11370
0.0035″
5°
3° 3° 4° 4.5° 4° 4.5° 4.5° 4.5° 4.5° 5° 5° 3° 4.5° 3° 5.5° 5° 4.5° 5° 5.5° 5° 7.5° 7.5° 7.5°
YS 3280 YS 3281 YS 3282 YS 3283 YS 3284 YS 3285 YS 3286 YS 3287 YS 3288 YS 3289 YS 3290 YS 3291 YS 3292 YS 3293 YS 3294 YS 3295 YS 3296 YS 3297 YS 3298 YS 3299 YS 3300 YS 3301 YS 3302
深度
0.005 0.008 0.010 0.015 0.020 0.025 0.025 0.030 0.033 0.035 0.040 0.015 0.018 0.020 0.020 0.025 0.028 0.030 0.035 0.038 0.040 0.042 0.045
最小脱
模斜度
0.15° 0.25° 0.5°
最小脱
模斜度
1° 1.5° 2.5° 3° 4.5° 6.5° 4.5° 4.5° 3° 5.5° 9° 4° 3° 4° 4° 4° 6°
模具斜度与蚀纹关系对照表

深度
0.10 0.090 0.10 0.13 0.13 0.13 0.13 0.13 0.13 0.15 0.15 0.10 0.10 0.095 0.090 0.10 0.085 0.20 0.20 0.085 0.090 0.20 0.19
0.010 0.015 0.020 0.025 0.025 0.030 0.030
最小脱
模斜度
6° 5.5° 6° 7.5° 7.5° 7.5° 7.5° 7.5° 7.5° 9° 9° 6° 6° 6° 5.5° 6° 5.5° 12° 12° 5.5° 5.5° 12° 11°
1° 1° 1.5° 1.5° 1.5° 2° 2°
0.075 0.13 0.13 0.11 0.18 0.11 0.18 0.18 0.19 0.20 0.20
YS 6291
0.055
YS 6292
0.055
YS 6293
0.12
YS 6294
0.085
YS 6295
0.090
YS 6296
0.070
YS 6297
0.11
YS 6298
0.12
最小脱
最小脱
模斜度
1° 1.5° 2.5° 3° 4.5° 6.5° 4.5° 4.5° 3° 5.5° 9° 4° 3° 4° 4° 4° 6°
蚀纹号
MT-11200 MT-11205 MT-11210 MT-11215 MT-11220 MT-11225 MT-11230 MT-11235 MT-11240 MT-11245 MT-11250 MT-11255 MT-11260 MT-11265 MT-11270 MT-11275 MT-11280
拔模角度的深度分析【精选文档】

孔的问题a. 孔与孔之间的距离,一般应取孔径的2倍以上.b. 孔与塑件边缘之间的距离,一般应取孔径的3倍以上,如因塑件设计的限制或作为固定用孔,则可在孔的边缘用凸台来加强。
c。
侧孔的设计应避免有薄壁的断面,否则会产生尖角,有伤手和易缺料的现象.基本设计守则塑胶产品在设计上通常会为了能够轻易的使产品由模具脱离出来而需要在边缘的内侧和外侧各设有一个倾斜角为出模角。
若然产品附有垂直外壁并且与开模方向相同的话,则模具在塑料成型後需要很大的开模力才能打开,而且,在模具开启後,产品脱离模具的过程亦相信十分困难。
要是该产品在产品设计的过程上已预留出模角及所有接触产品的模具零件在加工过程当中经过高度抛光的话,脱模就变成轻而易举的事情。
因此,出模角的考虑在产品设计的过程是不可或缺的,因注塑件冷却收缩後多附在凸模上,为了使产品壁厚平均及防止产品在开模後附在较热的凹模上,出模角对应於凹模及凸模是应该相等的。
不过,在特殊情况下若然要求产品於开模後附在凹模的话,可将相接凹模部份的出模角尽量减少,或刻意在凹模加上适量的倒扣位。
出模角的大小是没有一定的准则,多数是凭经验和依照产品的深度来决定.此外,成型的方式,壁厚和塑料的选择也在考虑之列。
一般来说,高度抛光的外壁可使用1/8度或1/4度的出模角。
深入或附有织纹的产品要求出模角作相应的增加,习惯上每0.025mm深的织纹,便需要额外1度的出模角。
出模角度与单边间隙和边位深度之关系表,列出出模角度与单边间隙的关系,可作为叁考之用.此外,当产品需要长而深的筋及较小的出模角时,顶针的设计须有特别的处理,见对深而长加强筋的顶针设计图。
出模角度与单边间隙和边位深度之关系表拔模斜度:为便于拔模,塑件壁在出模方向上应具有倾斜角度α,其值以度数表示(参见表2—4)。
3.1拔模斜度确定要点(1)制品精度要求越高,拔模斜度应越小。
(2) 尺寸大的制品,应采用较小的拔模斜度.(3) 制品形状复杂不易拔模的,应选用较大的斜度。
晒纹(咬花)

其它處理
• 噴砂﹕面積小于10平方厘米30~100元/件; 面積大于10平方厘米小于50平方厘米的以4元/平方厘米。面積 大于50平方厘米的以2元/平方厘米計價。 • 調光﹐除鏽﹕面積小于10平方厘米50~200元/件﹔。面積大于10平方厘米小于50平方厘米的以6元/平方厘 米計價。面積大于50平方厘米的以4元/平方厘米計價 • 需用菲林處理價格視復雜程度另行議價。 • 此报价文件2011-3上传的,可能有点旧,仅供参 考。
其他图案还有石纹、几何、HANDS、 HN3D,不太常用,这次要咬的是绸缎图 案
皮革图案
几 何 图 案
岩石图案
Hands图案
Hands 3D图案
晒纹(咬花)厂布局
腐蚀车间 喷沙车间
贴胶车间
晒纹(咬花)样板
同色板一样,咬花也有样板,佳能提供的样 板为TS-0N系列,N为1、2、3……数字越大, 花纹越深。花纹的光洁度有三类:G S M,G花 纹最稀,看上去也最光亮,M最密,也最暗,S 是中间值。样板提供给咬花厂商作为咬花的标 准。 手工贴菲林,这一 步骤决定晒纹精度。
晒纹后常出现的问题
模具经过咬花以后由于型腔表面变的粗糙,最容 易出现的问题有拉模、粘前模。在某些地方,由于拔 模角原本较小,经过咬花后拔模斜度会变的更小,甚 至出现负向的拔模角而造成拉模,在顶出的时候,由 于脱模不顺,常常出现顶白现象,给零件的外观造成 很大的影响。 解决模具拉模问题,可通过打磨咬花面,减少咬 花深度,消除咬花造成的锐角以使脱模顺利。在实际 生产当中,由于很难通过调机来解决脱模问题,通常 都是在咬花面上打上脱模剂来生产。模具方面,可通 过加大拉模面处的拔模斜度,增加顶针的方法来改善。
晒纹模具的寿命
对于晒纹模具的寿命,主要决定因素: 1.钢料的性能,要有良好的耐酸性。 2.壳料的酸性比,酸性比大,晒纹的寿命短,反之寿命长。 3.注塑填充力,填充力也是决定晒纹模具寿命长短。
模具设计时拔模角度的设置

模具设计时拔模角度的设置討論拔模角度讨论一下拔摸斜度,请发表高见,多大的产品需要多大的拔摸斜度。
请大家举例说明。
拔摸斜度和产品的深度有关系.看你要达到什么目的了.而且对于产品外观的拔摸斜度和产品的表面处理有关系.相同的深度,表面咬花需要的拔摸斜度比光面要大.而BOSS柱和加强肋就不是要求很严,以容易脱模和不缩水为原则.我们外形一般用1~2度左右以下是我的经验值:电视产品缺省的斜度是1:40,前壳为1.5度(我刚做了一个2度的)。
后盖因为牵扯到皮纹,如果深度不大(小于30毫米),一般不等小于3度。
深度较大,一般不小于6~8度。
至于有什么理论公式,还请版主赐教這個話題剛好我在別的論壇上發表過先轉貼過來了:「拔模角」這個問題對機構人員來說,是個非常重要的課題 .什麼情況要畫拔模斜度?什麼情況不需要斜度?外觀斜度要多少?補強肋,螺絲駐斜度要多少?真的都需要經驗,及和模具設計人員討論對機構人員來說,不要畫拔模角是最好的因為在畫所有的結構時,標尺寸的參考只有「一條線」加了斜度後,正式圖看起來就有「二條線」萬一選錯條,以後就麻煩了(有經驗的人應該聽的懂吧!)供一下個人的經驗:拔模斜度可以在所有的結構都完成後,再來一次畫出來一方面可以避免出錯一方面可以加快軟體運算的速度.其實一個負責任的機構人員 .應該是要把「該有」的「所有拔模斜度」都畫出來 .如果你把這項工作交給模具設計人員來畫的時候 .他怎麼知道你哪些地方是做「緊配合」,哪些有「間隙」?而且拔模基準面應該是以「底部」,還是「頂部」為準呢?一旦「猜錯」了,有可能成品就會有干涉了 .還有有些比較高,比較深的結構是做「入子」的以及有些螺絲孔是做「套筒」的那時需不需要做斜度,那裡不需要做斜度就要跟模具人員好好討論了「拔模斜度」這個話題還有很多可以討論的常常為了這個問題會讓模具設計人員對機構設計人員有很大的抱怨這個可以多聽聽版上那些模具設計人員的心聲一般我的经验是:能不作斜度的尽量不作!原则是:1、作模具的时候容易加的!2、作大作小关系不大的!外观的如果是出模方向的,斜度一定要作!如果是行位上出的,可以作直的!一些柱子、筋等,如果不是很深也不作!需要配合的,斜度一定要作!斜度的大小一般根据蚀纹的型号,有具体的数值,可以查的!基本全是经验值,要考虑模具的制作方法!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2°
13 ~ 19
600 ~ 800
HN-DS01
3°
25 ~ 30
320
HN-DS02
4°
35 ~ 40
320
HN-DS03
4°
36 ~ 42
320
化學咬花
HN-DS04
°
38 ~ 43
320
HN-DS05
°
9 ~ 13
800
HN-DS06
2°
14 ~ 19
800
HN-DS07
°
19 ~ 24
#800
HN1003
1°
3~4
#800
HN1004
1°
4~5
#800
HN1005
1°
5~6
#800
HN1006
2°
10~11
#600
HN1007
°
12~13
#600
HN1008
3°
17~19
#600
HN1009
°
6~7
#600
HN1010
2°
7~8
#600
HN1011
3°
13~14
#600
HN1012
MT945
MT889
MT1043
MT1067
MT970
MT1013
MT1170
MT1149
MT972
MT1015
MT1192
MT1153
MT973
MT1039
MT1239
MT1211
MT974
MT1055
MT1240
MT1226
MT978
MT1068
MT1241
MT1227
MT985
MT1070
MT1242
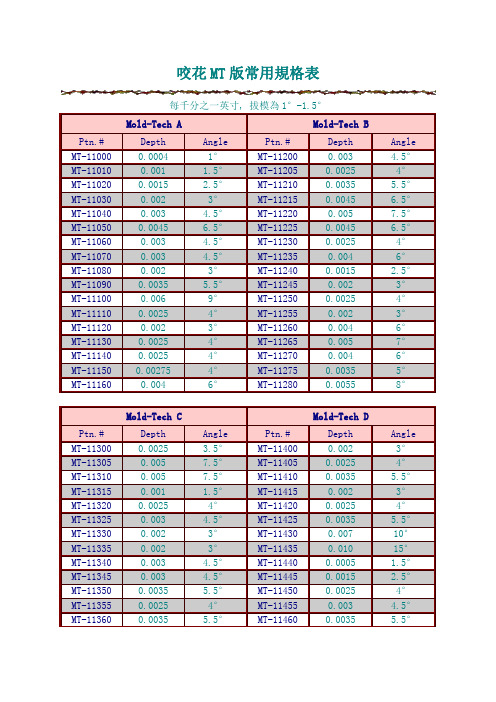
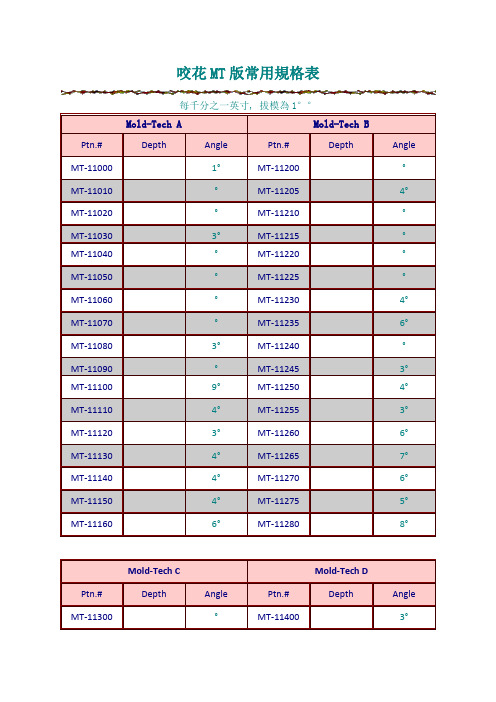
咬花MT版常用規格表
每千分之一英寸, 拔模為1°°
Mold-Tech A
Mold-Tech B
Ptn.#
Depth
Angle
Ptn.#
Depth
Angle
MT-11000
1°
MT-11200
°
MT-11010
°
MT-11205
4°
MT-11020
°
MT-11210
°
MT-11030
3°
MT-11215
3°
MT-11120
3°
MT-11260
6°
MT-11130
4°
MT-11265
7°
MT-11140
4°
MT-11270
6°
MT-11150
4°
MT-11275
5°
MT-11160
6°
MT-11280
8°
Mold-Tech C
Mold-Tech D
Ptn.#
Depth
Angle
Ptn.#
Depth
Angle
°
25~27
#400
HN1013
4°
33~37
#400
HN1014
5°
43~50
#400
HN1015
3°
19~21
#400
HN1016
4°
32~~33
#320
HN1017
5°
36~~38
#320
S ---半光澤 G ---半光澤
HN2000
°
8~9
#600
HN2001
2°
13~15
#600
HN2002
°
MT-11040
°
MT-11220
°
MT-11050
°
MT-11225
°
MT-11060
°
MT-11230
4°
MT-11070
°
MT-11235
6°
MT-11080
3°
MT-11240
°
MT-11090
°
MT-11245
3°
MT-11100
9°
MT-11250
4°
MT-11110
4°
MT-11255
3°
MT-11380
6°
MT-11480
°
Plaque #6
Plaque #7
Plaque #8
Plaque #10
Ptn.#
Depth
Ptn.#
Depth
Ptn.#
Depth
Ptn.#
Depth
MT229
MT325
MT588
MT980
MT392
MT964
MT888
MT901
MT585
MT1038
MT1028
#600
NO. 11
3~4°
12~15
#600
NO. 12
4~5°
16~18
#600
S ---半光澤 G ---半光澤
HN20
°
12~14
#400
HN21
3°
15~17
#400
HN22
3~4°
23~25
#400
HN23
4~5°
33~37
#320
HN24
4°
19~21
#320
HN25
4°
23~25
#320
°
22~34
#400
HN2003
°
40~44
#400
HN2004
4°
44~47
#400
HN2005
°
61~65
#400
HN2006
HN26
4°
26~30
#320
HN27
5°
37~40
#320
HN28
5~6°
41~43
#320
HN29
5~6°
45~50
#320
HN30
6°
58~63
#320
HN31
6°
65~73
#320
S ---半光澤 G ---半光澤
HN1000
1°
4~5
#800
HN1001
1°
5~6
#800
HN1002
°
8~
600
HN-DS08
3°
25 ~ 30
400
梨地NO. 1
2°
8~9
#400
梨地NO. 2
°
15~16
#400
梨地NO. 3
3°
15~17
#400
梨地NO. 4
°
16~18
#400
梨地NO. 5
4°
20~23#4ຫໍສະໝຸດ 0梨地NO. 6°
25~30
#400
梨地NO. 7
6°
40~42
#320
梨地NO. 8
15°
MT-11340
°
MT-11440
°
MT-11345
°
MT-11445
°
MT-11350
°
MT-11450
4°
MT-11355
4°
MT-11455
°
MT-11360
°
MT-11460
°
MT-11365
7°
MT-11465
°
MT-11370
6°
MT-11470
3°
MT-11375
6°
MT-11475
MT-11300
°
MT-11400
3°
MT-11305
°
MT-11405
4°
MT-11310
°
MT-11410
°
MT-11315
°
MT-11415
3°
MT-11320
4°
MT-11420
4°
MT-11325
°
MT-11425
°
MT-11330
3°
MT-11430
10°
MT-11335
3°
MT-11435
6°
57~60
#320
梨地NO. 9
6°
60~66
#320
S ---半光澤 G ---半光澤
NO. 1
1°
鏡面
NO. 2
1°
1
鏡面
NO. 3
1°
鏡面
NO. 4
1°
1000
NO. 5
1°
1000
NO. 6
°
4
1000
NO. 7
°
#800
NO. 8
2°
7
#800
NO. 9
°
#800
NO. 10
3°
10~11
MT1236
MT1055-6
MT1127
23053
MT1238
MT1055-7
MT1526
23064
23031
昵宏咬花規格表
咬花番號
拔模斜度
平均值μ
打光程度
加工種類
HN-DS11
1°
5 ~ 7
800
噴砂咬花
HN-DS12
°
10 ~ 13
600 ~ 800
HN-DS13
2°
12 ~ 15
600 ~ 800
MT1228
MT1055-1
MT1074
MT1243
MT1230