数控铣工三级操作图纸
铣削实操加工图1

G00/G01 G90/G91深0.5mm
G00/G01 G90/G91深0.5mm
G00/G01五角星深0.5mm
G02/G03 I\J\K G00/G01深0.5mm
G02/G03 R G00/G01深0.5mm
G02/G03深0.5mm
G02/G03深0.5mm
子程序多重嵌套,X、Y、Z方向(可有两种优先,可再分X、Y优先)深1mm
刀补深度一次加工深0.5mm
刀补深度分层加工+子程序深0.6mm
刀补除料平面深0.5mm
镜像(旋转也可用)深0.5mm
缩放(中心:X-5,Y-5)深0.5mm深0.2mm
旋转深0.5mm
旋转深0.5mm(宏)
镜像、缩放、旋转综合编程
螺旋线,铣削内外轮廓除料深0.5mm
子程序,深度方向(单一方向)深1mm
子程序,X方向(单一方向)深0.5mm
子程序,Y方向(单一方向)深0.5mm(X方向和Y方向选讲一个)
子程序嵌套,X、Z方向(可有两种优先)深1mm
子程序嵌套,Y、Z方向(可有两种优先)深0.5mm(X方向和Y方向选讲一个)
子程序嵌套,X、Y方向(可有两种优先)深ቤተ መጻሕፍቲ ባይዱ.5mm
宏程序:椭圆半轴内30*15外40*25深0.5mm
综合一深0.2mm深0.5mm
综合二深0.2mm深0.5mm
《加工中心》三级操作图纸

《加工中心操作工》(三级)试题单试题代码:2.1.1试题名称:板类零件加工(一)考生姓名:准考证号:考核时间:240min1、操作条件(1)加工中心(FANUC或HASS)。
(2)键槽铣刀、麻花钻、镗刀、对刀仪、寻边器、内径量表、外径千分尺、游标卡尺、百分表等工量具;(3)零件图纸(图号2.1.1);2、操作内容(1)根据零件图纸(图号2.1.1)完成零件加工。
(2)零件尺寸自检;(3)文明生产和机床清洁。
3、操作要求(1)按零件图纸(图号2.1.1)完成零件加工。
(2)文明生产和机床清洁。
(3)不允许手动换刀。
(4)操作过程中发生撞刀等严重生产事故者,鉴定立即终止。
《加工中心操作工》(三级)试题单试题代码:2.2.1试题名称:盘类配合件加工(一)考生姓名:准考证号:考核时间:240min1、操作条件(1)加工中心(FANUC或HASS)。
(2)键槽铣刀、麻花钻、镗刀、对刀仪、寻边器、内径量表、外径千分尺、游标卡尺、百分表等工量具;(3)零件图纸(图号2.2.1A、图号2.2.1B);2、操作内容(1)根据零件图纸(图号2.2.1A、图号2.2.1B)完成零件加工。
(2)零件尺寸自检;(3)文明生产和机床清洁。
3、操作要求(1)按零件图纸(图号2.2.1A、图号2.2.1B)完成零件加工。
(2)件二与件一配合间隙0.05。
(3)文明生产和机床清洁。
(4)不允许手动换刀。
(5)操作过程中发生撞刀等严重生产事故者,鉴定立即终止。
《数控车工》三级操作图纸
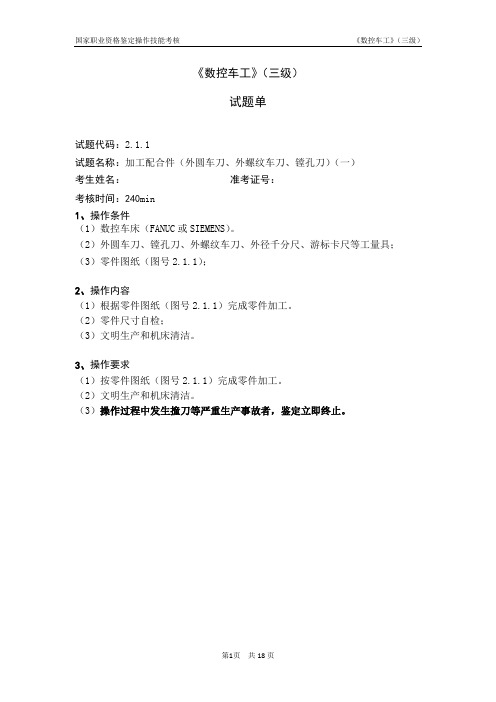
《数控车工》(三级)
试题单
试题代码:2.1.1
试题名称:加工配合件(外圆车刀、外螺纹车刀、镗孔刀)(一)
考生姓名:准考证号:
考核时间:240min
1、操作条件
(1)数控车床(FANUC或SIEMENS)。
(2)外圆车刀、镗孔刀、外螺纹车刀、外径千分尺、游标卡尺等工量具;(3)零件图纸(图号2.1.1);
2、操作内容
(1)根据零件图纸(图号2.1.1)完成零件加工。
(2)零件尺寸自检;
(3)文明生产和机床清洁。
3、操作要求
(1)按零件图纸(图号2.1.1)完成零件加工。
(2)文明生产和机床清洁。
(3)操作过程中发生撞刀等严重生产事故者,鉴定立即终止。
《数控车工》(三级)
试题单
试题代码:2.2.1
试题名称:加工配合件(左偏刀、右偏刀、镗孔刀)(一)
考生姓名:准考证号:
考核时间:240min
1、操作条件
(1)数控车床(FANUC或SIEMENS)。
(2)外圆车刀、镗孔刀、外径千分尺、游标卡尺等工量具;(3)零件图纸(图号2.2.1);
2、操作内容
(1)根据零件图纸(图号2.2.1)完成零件加工。
(2)零件尺寸自检;
(3)文明生产和机床清洁。
3、操作要求
(1)按零件图纸(图号2.2.1)完成零件加工。
(2)文明生产和机床清洁。
(3)操作过程中发生撞刀等严重生产事故者,鉴定立即终止。
数控铣工三级操作图纸
数控铣工三级操作图纸(总26页)
--本页仅作为文档封面,使用时请直接删除即可--
--内页可以根据需求调整合适字体及大小--
《数控铣工》(三级)
试题单
试题代码:试题名称:板类零件加工(一)
考生姓名:准考证号:
考核时间:240min
1、操作条件
(1)数控铣床(FANUC或HASS)。
(2)Φ6键槽铣刀、Φ10键槽铣刀、游标卡尺、百分表等工量具;(3)零件图纸(图号);
2、操作内容
(1)根据零件图纸(图号)完成零件加工。
(2)零件尺寸自检;
(3)文明生产和机床清洁。
3、操作要求
(1)按零件图纸(图号)完成零件加工。
(2)文明生产和机床清洁。
(3)操作过程中发生撞刀等严重生产事故者,鉴定立即终止。
《数控铣工》(三级)
试题单
试题代码:试题名称:盘类配合件加工(一)
考生姓名:准考证号:
考核时间:240min
1、操作条件
(1)数控铣床(FANUC或HASS)。
(2)Φ6键槽铣刀、Φ10键槽铣刀、游标卡尺、百分表等工量具;(3)零件图纸(图号、图号);
2、操作内容
(1)根据零件图纸(图号、图号)完成零件加工。
(2)零件尺寸自检;
(3)文明生产和机床清洁。
3、操作要求
(1)按零件图纸(图号、图号)完成零件加工。
(2)件二与件一配合间隙。
(3)文明生产和机床清洁。
(4)操作过程中发生撞刀等严重生产事故者,鉴定立即终止。
铣工数控铣床三级考场准备设备清单

把
各1
43
中心钻
把
1
44
中心钻
把
1
45
紫铜棒
\
条
1
46
钻夹头
个
1
铳工(数控铳床)(三级)设备清单
说明:实操考试工位由考场根据实际情况进行安排,按考场设置工位数配套安排设备数量。
序号
名称
规格
单位
数量
备注
1
90°倒角刀
~6、Φ10
把
各1
2
90°倒角刀
Φ6∖Φ10
把
各1
3
A16061方料
100×80×20
件
1
4
A16061方同
100×80×30
件
1
5
R规
0.5-32
套
把
各1
36
外径千分尺
0~25、25~50、50~75、75~100、100—125
把
各1
37
万能角度尺
0°~320°
把
1
38
橡胶锤
300g
把
1
39
一字螺丝刀
3mm×125mm
把
1
40
游标卡尺
0~150
把
1
41
直柄麻花钻头
Φ5∖65.8、Φ6.8>Φ
7.8、Φ9.8∖11.8
把
各1
42
直柄麻花钻头
①5、65.8、4>6.8、Φ
1
6
百分表
0~10X0.01mm
把
1
带磁性表座
7
铿刀
6寸
数控铣工三级CAM工艺文件12-6

答题卷试题代码:1.2.1
试题名称:CAM数控铣(一~十)
一.数控加工工艺卡片
二.数控刀具卡片
答题卷试题代码:1.2.2
试题名称:CAM数控铣(一~十)
一.数控加工工艺卡片
二.数控刀具卡片
答题卷试题代码:1.2.3
试题名称:CAM数控铣(一~十)
一.数控加工工艺卡片
二.数控刀具卡片
答题卷试题代码:1.2.4
试题名称:CAM数控铣(一~十)
一.数控加工工艺卡片
二.数控刀具卡片
答题卷试题代码:1.2.5
试题名称:CAM数控铣(一~十)
一.数控加工工艺卡片
二.数控刀具卡片
答题卷试题代码:1.2.6
试题名称:CAM数控铣(一~十)
一.数控加工工艺卡片
二.数控刀具卡片
答题卷试题代码:1.2.7
试题名称:CAM数控铣(一~十)
一.数控加工工艺卡片
二.数控刀具卡片
答题卷试题代码:1.2.8
试题名称:CAM数控铣(一~十)
一.数控加工工艺卡片
二.数控刀具卡片
答题卷试题代码:1.2.9
试题名称:CAM数控铣(一~十)
一.数控加工工艺卡片
二.数控刀具卡片
答题卷试题代码:1.2.10
试题名称:CAM数控铣(一~十)
一.数控加工工艺卡片
二.数控刀具卡片。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《数控铣工》(三级)
试题单
试题代码:2.1.1
试题名称:板类零件加工(一)
考生姓名:准考证号:
考核时间:240min
1、操作条件
(1)数控铣床(FANUC或HASS)。
(2)Φ6键槽铣刀、Φ10键槽铣刀、游标卡尺、百分表等工量具;(3)零件图纸(图号2.1.1);
2、操作内容
(1)根据零件图纸(图号2.1.1)完成零件加工。
(2)零件尺寸自检;
(3)文明生产和机床清洁。
3、操作要求
(1)按零件图纸(图号2.1.1)完成零件加工。
(2)文明生产和机床清洁。
(3)操作过程中发生撞刀等严重生产事故者,鉴定立即终止。
《数控铣工》(三级)
试题单
试题代码:2.2.1
试题名称:盘类配合件加工(一)
考生姓名:准考证号:
考核时间:240min
1、操作条件
(1)数控铣床(FANUC或HASS)。
(2)Φ6键槽铣刀、Φ10键槽铣刀、游标卡尺、百分表等工量具;(3)零件图纸(图号2.2.1A、图号);
2、操作内容
(1)根据零件图纸(图号2.2.1A、图号)完成零件加工。
(2)零件尺寸自检;
(3)文明生产和机床清洁。
3、操作要求
(1)按零件图纸(图号2.2.1A、图号)完成零件加工。
(2)件二与件一配合间隙。
(3)文明生产和机床清洁。
(4)操作过程中发生撞刀等严重生产事故者,鉴定立即终止。