用PLC改造继电器——接触器控制线路及应用实例
热轧生产中用PLC代替继电器系统设计方案
热轧生产中用PLC代替继电器系统的设计方案探讨摘要:在热轧生产中随着plc 应用技术的日益普及推广,plc已经成为工业控制领域推广速度最快、应用范围最广的一种控制设备。
由于plc 采用梯形图的编程语言是以继电器梯形图为基础的形象编程语言,所以很多工厂,在用plc 进行系统改造时,常常将原有的继电器图直接翻译成plc梯形图。
本文针对用plc代替继电器系统的设计方法进行总结,并进行案例解析。
关键词:继电器控制系统 plc 梯形图在热轧生产中用plc代替继电器控制系统是plc产生的基础,其目的是采用plc的软件结构代替原来的继电器控制结构,是在继电器控制结构的基础上进行plc程序设计。
1、plc改造继电器控制系统的基本步骤用plc改造继电器控制系统的基本步骤如图1所示。
主要步骤包括:(1)分析原继电器控制系统的工作原理和各元件的作用,分离出输入信号和输出控制对象。
统计所需要的i/o点数,选择合适的plc 类型。
(2)对所有的输入信号及输出控制对象分配plc的输入/输出地址, 编制出输入/输出分配表或者画出输入/输出端子的接线图, 必要时,也可列出中间信号的地址分配表。
(3)写出继电器电路图的逻辑函数关系式, 并根据地址分配表, 用plc的地址代替电器元件符号, 得到的逻辑函数关系式, 画出梯形图。
(4)将程序输入到plc, 并进行测试, 以排除程序中的错误有仿真软件的, 可先在仿真软件上测试。
(5)在plc软硬件设计和现场施工完成后, 就可以进行整个系统的联机调试, 调试中发现的问题要逐一排除, 直至调试成功。
2、用plc改造继电器控制系统的注意事项用plc改造继电器控制系统应注意以下几点:(1)线圈必须放在梯形图的最右边;(2)串联电路中的单个触点放在关系式右边, 并联电路中的单个触点放在并联的下面;(3)合理设置中间单元以简化电路;(4)时间继电器的触点出现了种状态时, 须采用一中间继电器来处理瞬动触点;(5)原来为常闭的输入信号, 在进入plc前, 要改成常开或将内部的逻辑取反;(6)外部硬件联锁电路必须保留;(7)plc的外部负载最大只能为ac220v或dc24v,如负载超出此范围,应将接触器线圈换成以下的或设置外部中间继电器。
Z30130X31型钻床控制系统的PLC改造
第一章引言可编程控制器(Programmable Controller)是为工业控制应用而设计制造的专用计算机控制装置,是20世纪60年代发展起来的控制设备。
最早的可编程控制器可追溯到1969年。
早期的可编程控制器称作可编程逻辑控制器Programmable Logic Controller,简称PLC,主要作用就是替代继电器实现逻辑控制。
工业控制领域的快速发展和不断增长的新需求。
使得目前这种装置的功能已经大大超出逻辑控制的范围,因此原来的说法已经不贴切地表示其功能了。
今天我们称之为可编程控制器,简称PC。
但为了避免与个人计算机Personal Computer的简称混淆,还是简称PLC。
PLC是微电子技术与自动控制技术相结合的产物,它的应用非常广泛,能方便地直接用于机械制造、化工、电力、交通、采矿、建材、轻工、环保、食品等各行各业。
即可用于老设备的技术改造,也可用于新产品的开发和机电一体化。
近年来,可编程序控制器的发展非常快,不仅应用普及非常快,而新产品的开发速度也是非常快的。
随着我国的经济飞速发展,人民生活水平迅速提高,工作居住条件得到了巨大改善。
钻床作为工业生产内的重要生产工具,与人们的工作和效力的产生息息相关。
对它的性能要求很精确。
在此,我们采用了PLC的控制来实现钻床的运行稳定。
钻床的电气系统由液压系统、冷却泵和电磁吸盘以及照明电路等部分组成。
传统的电气控制系统采用的继电器逻辑控制由于触点多、故障率高、可靠性差、体积大等缺点,正逐渐被淘汰。
目前钻床设计使用可编程控制器(PLC),要求功能变化灵活,编程简单,故障少,噪音低。
维修保养方便,节能省工,抗干扰能力强,控制箱占地面积少。
改造后使生产线的效率得到提到,使用寿命更长久等优点。
改造钻床是一门专业知识相当广泛的专业,它涉及到自动化专业的多门专业基础课:电子技术、计算机控制、计算机接口、自控原理、检测技术、电力电子技术、电机拖动、电气系统控制、可编程逻辑控制器等。
PLC改造Z3040摇臂钻床电气控制系统

PLC改造Z3040摇臂钻床电气控制系统摘要:本文简述用PLC改造Z3040摇臂钻床的原理、控制要求及系统改造过程。
关键词:PLC Z3040摇臂钻床电气控制系统笔者所在学院现有Z3040摇臂钻床电气控制系统采用的是传统的继电器-接触器控制方式。
因其所要控制的电动机较多,电路较复杂,在日常的实习、生产作业中,经常发生电气故障,从而影响正常的教学活动和实习生产。
PLC有可靠性高、抗干扰能力强、编程方便、价格低、寿命长等优点,用PLC改造Z3040摇臂钻床的电气控制系统,可以大大提高Z3040摇臂钻床工作性能和系统的工作稳定性。
所以,决定对这些转床的传统电气控制系统进行改进设计。
用PLC 电气控制系统技术改造。
一、Z3040型摇臂钻床结构图及电气原理图Z3040型摇臂钻床结构及电气原理图见图1。
二、Z3040摇臂钻床的控制要求及电气系统分析1.控制要求(1)摇臂钻床的运动部件较多,需使用多台电动机拖动,主轴电动机承担主钻削及进给任务,摇臂升降、夹紧放松和冷却泵各用一台电动机拖动。
(2)主轴及进给调速都是机械调速,用手柄操作变速箱调速,对电动机无任何调速要求。
为了适应多种加工方式的要求,调速应在较大范围内。
(3)加工螺纹时要求主轴能正反转。
摇臂钻床的正反转一般用机械方法实现,电动机只需单方向旋转。
(4)摇臂升降由单独的一台电动机拖动,要求电动机能实现正反转。
(5)摇臂的夹紧与放松以及立柱的夹紧与放松由一台异步电动机配合液压装置来完成,要求这台电动机能正反转。
摇臂的回转和主轴箱的径向移动在中小型摇臂钻床上都采用手动。
(6)钻削加工时,为对刀具及工件进行冷却,需要一台冷却泵电动机拖动冷却泵输送冷却液。
(7)各部分电路之间有必要的保护和联锁。
2.电气系统分析(1)主电路分析。
M1:主轴电动机,由交流接触器KM1控制,只要求单方向旋转。
M1装在主轴箱顶部,带动主轴及进给传动系统,热继电器FR是过载保护元件。
主轴的正反转由机械系统实现。
运用PLC实现煤矿输电线路的自动重合闸控制

运用PLC实现煤矿输电线路的自动重合闸控制发布时间:2022-03-21T06:56:08.631Z 来源:《科学与技术》2021年10月30期作者:李书旺[导读] 本文从运用PLC的控制过程、选择PLC型号及其I/O定义方式李书旺(淮北矿业集团涡北煤矿,安徽亳州 233600)摘要:本文从运用PLC的控制过程、选择PLC型号及其I/O定义方式、基本程序设计和实现的功能等方面,浅析运用PLC实现煤矿输电线路或设备的自动重合闸控制改造。
关键词:煤矿输电线路;PLC;自动重合闸;控制改造引言:在煤矿电气系统自动化控制过程中,自动重合闸的线路或设备应用也很普遍。
为提高三相自动重合闸控制系统的工作效率和可靠性,常利用PLC软件代替硬件的方法实现自动重合闸装置的改造。
对于以前的三相自动重合闸装置,多采用继电器、接触器的硬件控制方式。
鉴于继电器、接触器是有触点的元件,在运行过程中常会造成触点的磨损、失效等现象,进而使自动重合闸设备的工作寿命缩短、故障还频发。
而如今利用PLC的软硬件所构成得自动重合闸控制系统,即可克服这种缺陷与不足,并具有安全可靠、编程简单、便于调试与维护等优点。
在PLC的软件控制中,运用上升沿微分指令DIFU和下降沿微分指令DIFD,分别只对信号的上升沿和下降沿有效,从而保证了控制的精确度,减少误动作。
其两条指令的使用,也是创新点所在。
利用PLC构成的自动重合闸装置,系统运行速度快、故障少和工作稳定。
同时,体积小,成本也低。
1.运用PLC的控制过程对于输电线路的三相自动重合闸装置,其控制过程见如图1所示。
在正常情况下,装置合闸,电流保持通路状态。
一旦出现超载等故障时,装置便自动跳闸。
一般经过一定的延时故障消除后才能重新合闸。
若合闸成功,成功信号灯便点亮;若合闸失败,并在不大于自动重合闸的设定次数下,继续延时重合闸;如果大于重合闸的设定次数,此时自动重合闸未成功的信号灯也会点亮。
2.选择PLC型号及其I/O定义方式根据应用需要,对自动重合闸装置的控制器,可选择OMRON公司的CP1H系列小型PLC,其输入、输出分别为12点、8点,电源电压范围:AC100~240V。
PLC控制系统改造
C650卧式机床的PLC控制系统改造摘要:本论文阐述了C650 卧式机床继电接触器控制线路的缺点, 详细介绍了用PLC 改造其电路的原因和具体方法, 从而可以提高整个电气控制系统的性能。
改造结果表明系统获得了良好的控制效果, 为机床进行技术改造提供了有效途径。
为了充分发挥设备效能,迅速提升加工技术与精度,越来越多的企业每年投入大量资金和技术对传统老式c650卧式车床电气控制线路进行技术改造,取得了良好的效果。
用PLC模块、变频驱动技术、操控监控设备等组成电气数字控制系统,以实现编程输入、人机交互、自动化加工的控制方式,扩大加工能力,减少故障,提高效率,已成为企业进行技术改造的有效途径。
论文以c650卧式车床电气控制线路改造为背景,概述了c650卧式车床电气控制线路改造的设计方案与应用技术,并对PLC的发展与应用作了简要介绍。
论文介绍了PLC编程特点和方式,重点以三菱FX2N系列PLC为例,介绍了PLC编程环境,并对c650卧式车床电气控制线路应用编程作了阐述。
关键词: C650 卧式车床; 电气控制; PLC; 梯形图。
Abstract:C650 horizontal lathe on contactor control circuit relay the shortcomings described in detail with PLC circuit to transform their causes and specific methods, which can enhance the performance of electrical control systems. The results show that the modified system to control access to a good effect, for the machine tool technology to provide an effective way. In order to give full play to the device performance, the rapid upgrading and precision processing technology, an increasing number of companies invest a lot of money each year and the traditional old-fashioned horizontal lathe c650 electrical control circuit to carry out technical transformation and achieved good results. Module using PLC, variable frequency drive technology, control of monitoring equipment, electrical components, such as digital control systems in order to achieve the programming input, human-computer interaction, automated process control, the expansion of processing capacity and reduce failures, improve efficiency, technology companies have become an effective way to transform. Horizontal lathe thesis c650 electric control line into the background, an overview of horizontal lathe c650 transformation of electrical control circuit design and application of technology, and the development and application of PLC are briefly introduced. This paper introduces the characteristics and PLC programming, with emphasis to Mitsubishi C60P-based PLC as an example, the PLC programming environment, and horizontal lathe c650 application programming electrical control circuit are discussed.Key words: C650 horizontal lathe; electric control; PLC; ladder.第1章概述1.1 c650卧式车床概述车床是最常见的一种机床,它的主运动为主轴回转运动,刀架的移动为进给运动,车削加工一般不要求反转,但加工螺纹时,为避免乱扣,需要反转退刀,并保证工件的转速与刀具的移动速度之间具有严格的比例关系,溜板箱与主轴箱之间通过齿轮传动系统连接, C650卧式车床是其中较为常见的一种,其原控制电路为继电器控制,接触触点多.故障多.操作人员维修任务较大.针对这种情况,我们用PLC控制改造其继电器控制电路,克服了以上缺点,降低了设备故障率,提高了设备使用效率,运行效果良好.在金属切削机床中, 车床所占的比例最大, 而且应用也最广泛。
用PLC改造继电器——接触器控制线路及应用实例
[ 作者简介 】 周凤胜 , 17 ( 96一)男 , , 汉族 , 安徽凤阳人 , 安徽 电子信息职业技术学院教师。 徐兰英 , 17 ( 94一)女 , , 汉族 , 安徽风阳人 , 安徽省蚌埠市第九中学教师争现象 , L 会 从而 引起
电源 的相 间短路 , 这很 危险, 必须消除 , 似的情况在三相 交 类 流电动机 Y一 △起动控制 中也存在 。我们 必须采 用合理 的
方法 来 克 服 。
本保持不变 。需要说 明 的是 , 果 电路 中没有 保护部 分 , 如 必
必 须 采 用 中间 继 电器 外 接 端 口 , 引入 所 需 的交 流 电源 。
。
不 能 放在 垂 直 位 置 上 。
()L 2P C依次扫描梯 形图的每一个 梯级 , 而继电器电路 是 给所有继 电器触点 同时动作的。也就是说 , 前者 的梯级 次序
不可 颠 倒 , 者 的 梯 级 次序 可 以颠 倒 。 后 二 、 L 改造 继 电器 — — 接 触 器 控 制 范例 PC
我们 可以用三相交流 电动机 Y一△起动 的 P C实现来 L
简单 说 明 。
2 改 造 思 路 的 三 个 过 程 .
Y一△起动 的电气原理 图见 图一 , 通过主 电路 ,K MY得 电的情况下实现 的是“ 接法 , K Y” 而 MA得电则 是实现 “ △”
( 过程一 : 1 ) 明确任务 , 分配输入 /输 出设备 , 画出 P C接 L
N . 00 o1 1 2 Gnr ol 0 ee l 6 L aN 4 v
用 PC改造继电器—一接触器控制线路及应用实例 L
周 凤 胜 徐 兰 英 ,
某锅炉房继电—接触器系统的PLC改造

中国地质大学(武汉)远程与继续教育学院本科毕业论文(设计)指导教师指导意见表学生姓名:学号:专业:电气工程及其自动化毕业设计(论文)题目:某锅炉房继电—接触器系统的PLC改造中国地质大学(武汉)远程与继续教育学院本科毕业设计(论文)评阅教师评阅意见表学生姓名:学号:专业:电气工程及其自动化毕业设计(论文)题目:某锅炉房继电—接触器系统的PLC改造论文原创性声明本人郑重声明:本人所呈交的本科毕业论文《某锅炉房继电—接触器系统的PLC改造》,是本人在导师的指导下独立进行研究工作所取得的成果。
论文中引用他人的文献、资料均已明确注出,论文中的结论和结果为本人独立完成,不包含他人成果及使用过的材料。
对论文的完成提供过帮助的有关人员已在文中说明并致以谢意。
本人所呈交的本科毕业论文没有违反学术道德和学术规范,没有侵权行为,并愿意承担由此而产生的法律责任和法律后果。
论文作者(签字):日期:2014年08月20日摘要随着社会经济的飞速发展,城市建设规模的不断扩大,以及人们生活水平的不断提高,对城市生活供暖的用户数量和供暖质量提出了越来越高的要求。
结合现状,本论文对某锅炉房继电—接触器系统进行了PLC改造,设计了一套基于PLC和变频调速技术的供暖锅炉控制系统。
该控制系统以两台工业控制机作为上位机,以西门子S7-300可编程控制器为下位机,系统通过变频器控制电动机的启动、运行和调速。
上位机监控软件采用三维力控PCAuto3.6设计,主要完成系统操作界面设计,实现系统启/停控制、参数设定、报警联动、历史数据查询等功能。
下位机控制程序采用西门子公司的STEP7编程软件设计,主要完成模拟量信号的处理,温度和压力信号的PID控制等功能,并接收上位机的控制指令以完成风机启/停控制、参数设定、循环泵控制和其余电动机的控制。
本文设计的变频控制系统实现了锅炉燃烧过程的自动控制,系统运行稳定、可靠。
采用锅炉的计算机控制和变频控制不仅可大大节约能源,促进环保,而且可以提高生产自动化水平,具有显著的经济效益和社会效益。
Z3050摇臂钻床的PLC改造设计——毕业设计论文

目录前言 (1)摘要、关键词 (2)英文摘要、英文关键词 (3)目录 (1)结束语 (20)致谢 (21)[参考文献] (22)附录 (23)主电路 (23)PLC外部接线图 (24)梯形图 (25)前言传统机床控制系统基本上采用交流继电器接触器控制方式,可靠性较差。
存在触点寿命低、故障率高、线路维护困难等缺点。
可编程控制器(PLC)是以微处理器为基础,综合计算机技术、自动控制技术和通信技术发展起来的一种工业自动控制装置,应用灵活、可靠性高、维护方便。
应用PLC对传统机床控制系统进行改造可取得良好效果。
把PLC 控制技术应用到改造Z3050 摇臂钻床电气控制系统中去,从而大大提高摇臂钻床的工作性能。
论文对摇臂钻床主电路进行了分析,对控制线路进行了详细的阐述,完成了电气制系统硬件和软件的设计,其中包括PLC机型的选择、输入输出信号及地址的分配、I/O 端口的分配、PLC 梯形图程序的设计。
Z3050摇臂钻床的PLC改造设计摘要传统机床控制系统基本上采用交流继电器接触器控制方式,可靠性较差。
存在触点寿命低、故障率高、线路维护困难等缺点。
可编程控制器(PLC)是以微处理器为基础,综合计算机技术、自动控制技术和通信技术发展起来的一种工业自动控制装置,应用灵活、可靠性高、维护方便。
应用PLC对传统机床控制系统进行改造可取得良好效果。
把 PLC 控制技术应用到改造 Z3050B摇臂钻床电气控制系统中去,从而大大提高摇臂钻床的工作性能。
【关键字】:摇臂钻床PLC 梯形图AbstractTraditional machine tool control system basically adopts relay contactor control method, the reliability is poorer. Low contact life, the failure rate is high, shortcomings and so on line maintenance difficulties. Programmable controller (PLC) is based on microprocessor, integrated computer technology,automatic control technology and communication technology developed a kind of industrial automatic control device, application flexibility, high reliability, easy maintenance. Using PLC to transform the traditional machine tool control system can achieve good effect to the PLC control technology is applied to transform Z3050 radial drilling machine electric control system, thus greatly improve the performance of radial drilling machine.【Key word】: radial drilling machine PLC ladder diagram第一章 Z3050摇臂钻床的主要结构及运动形式主要结构Z3050摇臂钻床是一种用途广泛的万能机床,适用于加工中小零件,可以进行钻孔、扩孔、铰孔、刮平面及改螺纹等多种形式的加工,增加适当的工艺装备还可以进行镗孔。
PLC在专用双面铣床电气控制中的应用
摘要本文介绍的PLC控制系统应用于某一汽车配件厂齿轮箱壳体端面加工生产线的YX-X105(E)型专用双面铣床上电气控制系统的技术改造中。
采用可编程序控制器(PLC)对双面铣床传统的继电器—接触器电气控制系统进行改造,给出了双面铣床PLC电气控制系统的设计梯形图、输入输出接线图。
PLC的应用不但大大地提高了双面铣床电气控制系统的可靠性和抗干扰能力,而且大大地简化和减少了维修维护的工作量,具有重要意义,是今后机床电气控制系统发展的趋势。
关键词:PLC;铣床;电气控制系统1、引言随着机电一体化技术的发展,可编程序控制器(PLC)日益广泛应用于机械加工设备等的电气控制系统中。
PLC是综合继电器接触器控制的优点及计算机灵活、方便的优点而设计制造和发展的,应用PLC对现有的机械加工设备的电气控制系统进行改造,可以把机械加工设备的功能、效率、柔性提高到一个新的水平,其经济效益是十分的可观。
在可编程序控制器问世以前,继电器接触器控制在工业控制领域中占有主导地位,不但接线复杂,而且经常出现故障,可靠性较差。
与传统的继电器—接触器电气控制系统相比,PLC控制具有可靠性高、柔性好、开发周期短以及故障自诊断等优点,特别适合应用于机床的控制和故障自诊断系统,可以大为减少继电器等硬件逻辑元件的数量,提高电气控制系统的稳定性和可靠性,从而提高产品的品质和生产效率。
用PLC控制系统替代体积大、投资大、耗能大的继电器—接触器控制系统是今后机床电气控制系统发展的趋势。
铣床作为机械加工的通用设备在汽车、内燃机等配件的生产加工中一直起着不可替代的作用。
特别是专用双面铣床,由于其能两面同时进行加工,所以其生产效率较高,且很适应于发动机的缸体、机油泵缸体、齿轮箱壳体等等的双端面加工。
本文所介绍的PLC控制系统应用于某一汽车配件厂齿轮箱壳体端面加工生产线的YX-X105(E)型专用双面铣床上电气控制系统的技术改造中。
2、双面铣床基本电路组成及加工工序过程2.1基本电路组成YX-X105(E)型专用双面铣床主电路包括油泵电动机电路,左、右铣头电动机电路,送料电动机电路,如图1所示。
用PLC改造继电器控制系统
用PLC改造继电器控制系统PLC使用与继电器电路图极为相似的梯形图语言。
如果用PLC改造继电器控制系统,根据继电器电路图来设计梯形图是一条捷径。
这是因为原有的继电器控制系统经过长时间的使用和考验,已经被证明能完成系统要求的控制功能,而继电器电路图又与梯形图有很多相似之处,因此可以将继电器电路图“翻译”成梯形图,即用PLC的外部硬件接线图和梯形图有很多想似之处,继电器系统的功能。
这种设计方法一般不需要改动控制面板,保持了系统原有的外部特性,操作人员不用改变长期形成的操作习惯。
一、基本方法继电器电路图是一个纯粹的硬件电路图。
将它改为PLC控制时,需要用PLC的外部接线图和梯形图来等效继电器电路图。
可以将PLC想象成是一个控制箱,其外部接线图描述了这个控制箱的外部接线,梯形图是这个控制箱的内部“线路图”,梯形图中的输入位和输出位是这个控制箱与外部世界联系的“接口继电器”,这样就可以用分析继电器电路图的方法来分析PLC控制系统。
在分析梯形图时可以将输入位的触点想象成对应的外部输入器件的触点,将输出位的线圈想象成对应的外部负载的线圈。
外部负载的线圈除了受梯形图的控制外,还右能受外部触点的控制。
将继电器电路图转换成为功能相同的PLC的外部接线图和梯形图的步骤如下:1、了解和熟悉被控设备的工作原理、工艺过程和机械的动作情况,根据继电器电路图分析和掌握控制系统的工作原理。
2、确定PLC的输入信号和输出负载继电器电路图中的交流接触器和电磁阀等执行机构如果用PLC的输出位来控制,它们的线圈在PLC的输出端。
按钮、操作开关和行程开关、接近开关等提供PLC的数字量输入信号继电器电路图中的中间继电器和时间继电器的功能用PLC内部的存储器位和定时器来完成,它们与PLC 的输入位、输出位无关。
3、选择PLC的型号根据系统所需要的功能和规模选择CPU模块,电源模块和数字量输入和输出模块,对硬件进行组态,确定输入、输出模块在机架中的安装位置和它们的起始地址。
plc等效电路+plc接线图例
可编程序控制器等效电路在介绍PLC等效电路之前,通过一个实例来认识一下PLC的控制原理。
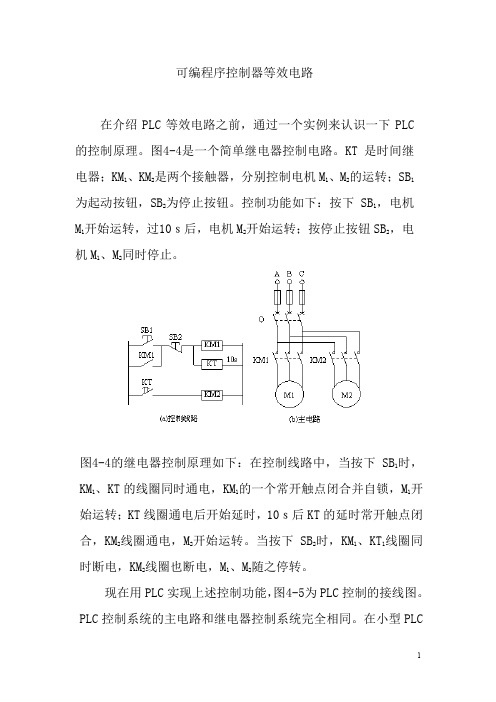
图4-4是一个简单继电器控制电路。
KT是时间继电器;KM1、KM2是两个接触器,分别控制电机M1、M2的运转;SB1为起动按钮,SB2为停止按钮。
控制功能如下:按下SB1,电机M1开始运转,过10s后,电机M2开始运转;按停止按钮SB2,电机M1、M2同时停止。
图4-4的继电器控制原理如下:在控制线路中,当按下SB1时,KM1、KT的线圈同时通电,KM1的一个常开触点闭合并自锁,M1开始运转;KT线圈通电后开始延时,10s后KT的延时常开触点闭合,KM2线圈通电,M2开始运转。
当按下SB2时,KM1、KT1线圈同时断电,KM2线圈也断电,M1、M2随之停转。
现在用PLC实现上述控制功能,图4-5为PLC控制的接线图。
PLC控制系统的主电路和继电器控制系统完全相同。
在小型PLC的面板上,有一排输入和输出端子,输入端子和输出端子各有自己的公共接线端子COM,输入端子的编号为00000,00001,……,输出端至编号为01000,01001,……。
将启动按钮SB1、停止按钮SB2接到输入端子上,输入公共端子COM上接DC24V的输入电源;接触器KM1、KM2的线圈接到输出端子上,输出公共端子COM上接AC220V的负载驱动电源。
图4-5 PLC控制接线图PLC是如何工作的呢?看一下图4-6 PLC控制的等效电路。
PLC控制的等效电路由三部分组成:(1)输入控制部分。
该部分接收操作指令(如:启动按钮、停止按钮等)和被控对象的各种状态信息(如:行程开关、接近开关等)。
PLC的每一个输入点对应一个内部输入继电器,当输入点与输入COM端接通时,输入继电器线圈通电,它的常开触点闭合、常闭触点断开;当输入点与输入COM断开时,输入继电器线圈断电,它的常开触点断开、常闭触点闭合。
(2)控制部分。
这一部分是用户编制的控制程序,通常用梯形图表示,如图4-6所示。
基于PLC的数控车床电气控制系统设计毕业论文-(2)[1]
![基于PLC的数控车床电气控制系统设计毕业论文-(2)[1]](https://img.taocdn.com/s3/m/e3bf68f8bb68a98270fefa33.png)
1。1.1数控系统的组成
CNC系统的一般结构如图1.1所示,CNC系统主要是指图中的CNC控制器,它是由计算机硬件、数控系统软件及相应的输入/输出接口构成的专用计算机和
2。2 数控车床中PLC的功能
2。2.1 PLC对辅助功能的处理
目前,数控机床程序中,有关机床坐标系约定、准备功能、辅助功能、刀具功能及程序格式等方面己趋于统一,形成了统一的标准,即所谓的CNC机床ISO代码。归纳起来有4种功能:一种是准备功能,即所谓的G代码;第二种是辅助功能,即所谓的M代码;第三种是刀具功能,即所谓的T代码;第四种是转速功能即所谓的S代码.其中,G功能主要与联动坐标轴驱动有关,是通过CPU控制数控装置的I/0接口实现;M功能主要控制机床强电部分,包括主轴换向、冷却液开关等功能;T功能与刀具的选择和补偿有关。
目前,PLC已被广泛应用于各种生产机械和生产过程的自动控制中,成为一种最重要、最普及、应用场合最多的工业控制装置,并被公认为现代工业自动化的三大支柱(PLC、机器人、CAD/CAM)之一.
与一般微机控制系统最大的区别是,PLC必须具有很强的抗干扰能力、广泛的适应能力和广阔的应用范围.
1.2。2 PLC的基本结构
(2) 开关量控制
数控机床的开关量信号控制是通过PLC来完成的.
机床的各开关量可通过I/O口进行信息交换。由于I/O口可输入信号和输出信号,其输出信号经过逻辑译码电路转换成多路的输出信号,可实现主轴电机、冷却泵及主轴变速等的控制;输入口可接受行程限位开关暂停、主轴同步脉冲、选刀回答等信号。从而实现各种状态的检测,最终实现机床的各开关量控制。
(完整word版)PLC对M1432A万能外圆磨床的改造
国家职业资格全国统一鉴定维修电工技师论文(国家职业资格二级)论文题目:PLC对M1432A万能外圆磨床的改造姓名: 陶文华身份证号:320483************准考证号:所在省市:江苏省常州市所在单位:常州钢构建设工程有限公司PLC对M1432A万能外圆磨床的改造姓名:陶文华单位:常州钢构建设工程有限公司摘要:M1432A万能外圆磨床是目前比较典型的一种普通精密度的外圆磨床,由于其控制系统采用继电器控制方式,电路接线复杂,触点多,长期使用后故障率高,排故困难,常常影响企业的正常生产。
PLC可靠性高、抗干扰能力强、灵活性好,用它替换继电器接触器控制线路,使原来的系统简单,易于维修,可以弥补继电器带来的一些缺憾,保持了磨床的原操作方式不变,使电气故障降低,可靠性大幅度提高,使用更为方便,不需要适应期,对同类机床的改造也有一定的参考价值。
该系统还使用了变频器来控制电机转速,因为变频器的调速性能好,具有好的稳定性,而且能无级调速,效率高,对此能弥补双速电机带来的缺点。
关键词:M1432A磨床触摸屏变频器传感器PLC电气控制系统技术改造可靠性目录第一章概述 (1)1.1M1432A万能外圆磨床的介绍 (1)1。
2M1432A万能外圆磨床的控制要求 (1)1.3M1432A万能外圆磨床的电气原理图 (2)第二章硬件设计 (5)2。
1M1432A万能外圆磨床的改造方案 (5)2。
2元件的选择 (6)第三章软件设计 (14)3.1变频器的参数设置 (14)3.2触摸屏画面设计 (14)3.3P L C I/O分配表 (17)3.4P L C接线图 (19)3.5程序设计 (20)结束语 (23)答谢词 (24)参考文献 (24)附录 (25)附录A (25)附录B (27)第一章概述1.1 M1432A万能外圆磨床的介绍M1432A机床是普通精密度级万能外圆磨床,主要用于磨削内外圆柱表面、内外圆锥表面、简单的成形旋转体表面等.它的加工特点是容易获得高的加工精度和小的表面粗糙度,可加工其他机床不能或很难加工的高硬度材料,但磨床的切削效率一般比其他机床低。
PLC改造继电器接触器控制系统中时间继电器的处理方法
机床 电器 2 1. 0 1 1
P C ・变 频 器 ・计 算 机 L
P C改 造继 电器 接 触 器 控 制 系统 中 L 时 间继 电 器 的 处 理 方 法
节省输入/ 出点数 , 一些 I0信号采取相应 的措施 输 对 / 后, 采用 的 P C控 制需 要 3 L 9个 输入 点 ,2个 输 出点 。 3
其传统 的继 电器 控 制 系统 中使 用 了大 量 的 中问继 电
器 、 间继 电器 , 时 由于控 制触点多 , 电控系统故 障率 高 ,
检修周期 长 , 而且 电气控制 系统线路 容易老化 , 因此继 电器控制线路 故障频繁 , 检修 困难 。 本文重点 介绍 了该控 制系统 中时 间继电器 瞬动触 点的处理方法 , 仅能 使 C 2 5型立式 车 床稳 定地 实 不 52
现其 功能 、 而且可靠 性大大提 高 , 并对 同类设 备 的技 术
Absr c h o e sng me h d o h mme ae a to o t c n tme r ly i n rdu e Usn t a t: e prc s i t o fte i F dit ci n c n a to i e a si to c d, i g PLC t e l c e a o r p a e rly c na tr c nto y tm fC5 5 v ria a h s a x m pe. Dic s in i hi a ri fc ran g d n ini c n e t e o tco o r ls se o 22 e tc llt e a n e a l s u so n t sp pe so e ti uii g sg f a c or — i plc ea o t co o to y t m . a e r ly c n a trc nr ls se
维修电工高级工技能题答案(星三角)
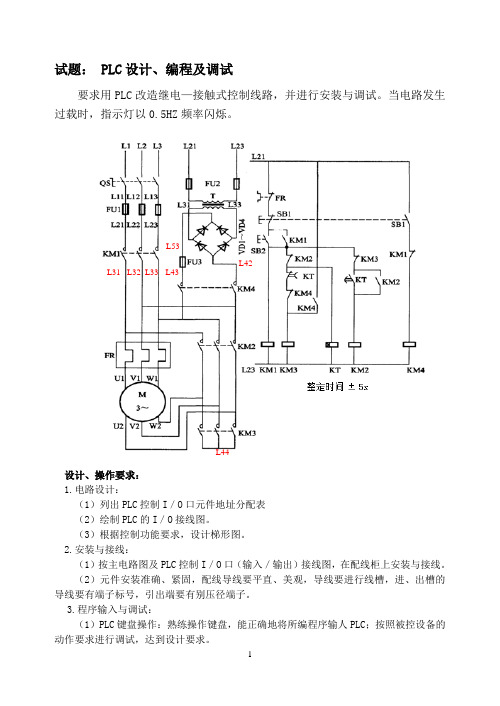
试题: PLC 设计、编程及调试要求用PLC 改造继电—接触式控制线路,并进行安装与调试。
当电路发生过载时,指示灯以0.5HZ 频率闪烁。
设计、操作要求: 1.电路设计:(1)列出PLC 控制I /O 口元件地址分配表 (2)绘制PLC 的I /O 接线图。
(3)根据控制功能要求,设计梯形图。
2.安装与接线:(1)按主电路图及PLC 控制I /O 口(输入/输出)接线图,在配线柜上安装与接线。
(2)元件安装准确、紧固,配线导线要平直、美观,导线要进行线槽,进、出槽的导线要有端子标号,引出端要有别压径端子。
3.程序输入与调试:(1)PLC 键盘操作:熟练操作键盘,能正确地将所编程序输人PLC ;按照被控设备的动作要求进行调试,达到设计要求。
L31 L32 L33L44L43L42L53(2)通电试验:正确使用电工工具及万用表,进行仔细检查,通电试验,并注意人身和设备安全。
4.安全文明生产(1)劳动防护用品穿戴整齐。
(2)电工工具、仪表佩戴齐全。
(3)尊重考评员,文明礼貌。
(4)考试结束要清理现场。
答题纸姓名考号得分N SB1SB2FR三、根据控制要求,设计梯形图。
(比重15%)四、接线和PLC编程调试(比重40%+10%)5SB1红色SB2L21COM1L11FR注:主电路:L11、L12L13各1根。
L21、L22|L23各1根。
L31:2根。
L32、L33各3根。
U1、V1、W1各1 根。
U2、V2、W2各2 根。
L44:2根L42、L43各1根。
I/O :COM :3根。
X1:1根。
X2:1根。
X3:1根。
L11:1 根。
COM1:1根。
N:4根。
Y0:1根。
Y1:1根。
Y2:1根。
Y3:1根。
1:1根。
2:1根。
3:1根。
4:1根。
L43L53接线参考图。
1-1星三角带能耗制动
纸上写出,在草稿纸上完成即可,帮助理解题意和设计程序用。
)
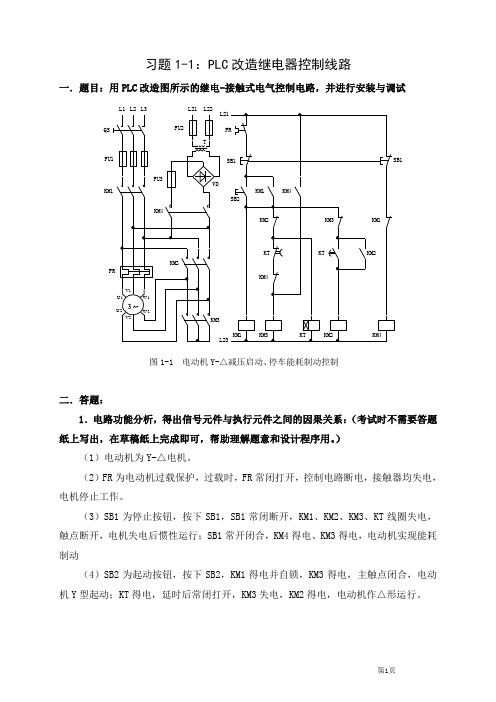
(1)电动机为Y-△电机。
(2)FR为电动机过载保护,过载时,FR常闭打开,控制电路断电,接触器均失电,电机停止工作。
(3)SB1为停止按钮,按下SB1,SB1常闭断开,KM1、KM2、KM3、KT线圈失电,触点断开,电机失电后惯性运行;SB1常开闭合,KM4得电、KM3得电,电动机实现能耗制动
(4)SB2为起动按钮,按下SB2,KM1得电并自锁,KM3得电,主触点闭合,电动机Y型起动;KT得电,延时后常闭打开,KM3失电,KM2得电,电动机作△形运行。
2.设计PLC控制方案(画出主/控电路图或系统图、框图、功能图等)
3.材料申领单(三相异步电动机功率现场确定)
电机主要参数: 380V/3P,△/Y,1450rpm,7.5KW,14.5A。
4-1.现场信号对照表(I/O接口地址分配表)
4-2.绘制PLC的I/O口接线图(如PLC控制系统主/控电路图已明确,可省略)(主/控电路图中已明确,此处就省略不画)
5.写出PLC梯形图程序(或SFC图程序)
6.指令语句表
(略)。
使用PLC改造继电器控制线路的故障诊断设计
使用PLC改造继电器控制线路的故障诊断设计使用PLC改造继电接触器线路,可以使系统的电气接线及开关接点减少到数百甚至数千分之一,具有良好的效果。
除此之外,在PLC程序的设计上,用户可以为外围器件编写故障自诊断程序用以保护系统中除PLC以外的电路及设备。
这样,整个控制系统的可靠性就得到很大的提高。
标签:PLC 继电器控制线路故障诊断0 引言在PLC出现之前,继电控制器在工业控制领域中一直占主导地位,从1836年继电器出现开始,人们就开始用导线将它同开关器件有效地结合,构成各种不同用途的顺序控制或逻辑控制。
但是,继电接触器控制这种传统的方式存在很多缺点,其一是由于继电器控制系统是靠硬连线逻辑构成的,接线较为复杂,原有的接线和控制柜必须随着生产工艺或控制要求的变化而更换,其通用性和灵活性较差;此外,继电接触器控制还存在功能较少、可靠性不强、体积大等缺点,难以实现复杂的控制;第三,继电器自身存在的一些特点也导致了其在识别元件故障方面的能力较弱。
PLC由于具有较强的抗干扰能、较高的可靠性,同时具备编程简单、控制程序可变、使用方便、功能强、体积小等特点,被广泛应用,成为现代工业的三大支柱之一。
为了提高工业设备的工作效率、使控制系统更加可靠,人们采用PLC 改造继电接触器控制系统,并且也取得了良好的效果,在采用PLC改造原有继电器控制的机电设备时,需要注意在考虑完成系统工作所需要的控制功能的同时也要考虑和控制系统内电气元件本身故障的自动识别和处理,即自我诊断和调节的问题。
1 采用PLC对继电接触器控制系统进行改造的方法利用PLC对继电接触器控制系统进行改造,在简化电气线路方面产生了巨大的作用,要完成PLC改造,必须确定整个系统的控制规模和输入输出设备总数;选择PLC机型;进行硬件设计和软件设计;然后进行系统调试。
1.1 PLC的选型选择适当型号的PLC,要注意能满足控制要求,这是设备改造非常重要和关键的一个步骤。
用PLC改造继电器控制线路

与继电器电路图中的相反。
❖ 对于热继电器的选用也要注意:
手动复位还是自动复位,如果是手动复位的可以接在 PLC的输出回路,这样可以节约PLC的一个输入点。如果是 自动复位的,其常闭触点必须接在PLC的输入端(可以接常 开触点或常闭触点),用梯形图来实现电动机的过载保护。 例如图4-3中的FR常开触点接在X0端子上, 所以,继电器电 路图图4-2中的FR常闭触点在梯形图图4-4中对应的是X0的 常闭触点;如果将图4-3中的FR常开触点改为常闭触点接在 X0端子上,则继电器电路图如图4-2中的FR常闭触点在梯形 图图4-4中对应的X0就应为常开触点。因为如果这种热继电 器接在PLC的输出回路,电动机停转后,过一段时间因热继 电器的热元件冷却,常闭自动恢复闭合而使电动机自动启动 运转,可能会造成设备和人身事故。
❖8、程序的输入和调试 (1)程序输入时,将编程器放在编程状态,了解便携式编程器的使用,依 据设计的浯句表指令逐条输入,完毕后逐条校对。 (2)把控制电路各个电气元器件的线圈负载去掉,将编程器放置在运行状 态,按照设计的流程图的要求进行模拟调试。模拟调试时,观察输出指示灯 的点亮顺序是否与流程图要求的动作一致,如果不一致,可以修改程序,直 到输出指示灯的点亮顺序与流程图要求的动作一致。 (3)把全部控制电路各个电气元器件的线圈负载接上,将编程器放置在运 行状态,按照动作要求进行调试,使各种电气元器件的动作符合动作要求的 功能。
❖
❖ (3)画出外部接线示意图,如图4-3所示。
(4)画出直接转换后的梯形图,如图4-4所示。
(5)对直接转换后的梯形图进行优化,如图4-5所示。
❖ 4、设计注意事项
❖
用继电器电路转换法设计梯形图时应注意以下问题:
❖ (1)应遵守梯形图语言中的语法规定
继电接触式控制线路的PLC改造_教案
1. 课后完成实习报告书。 2. 设计用 PLC 控制完成线路自动循 环程序 间的联锁问题?这样给系统的调试、
注意: 1、两种 PLC 的区别。
故障检查带来什么方便? 6. 通电试车
1、检查学生出勤,填写考勤簿。 2、检查学生统一着工作服。 3、实训工具、元器件、线材分发。 复习导入: 复习导入 回顾任务:运料小车(如图所示)控制要求如下: 1、按下按钮 SB1,小车运料自 A 处前行至 B 处,停止 6 分钟卸料,再 前行至 c 处,然后回到 A 处,设计并安装继电控制线路。 2、若行至 c 处,停 8 分钟后再后行,设计继电控制线路。 3、若后退至 B 处,要求再停 5 分钟,设计线路并安装。
指导要点: 1、PLC 接线 2、程序编写及 调试 3、文明生产
结束指导: 结束指导:
1.点评各组完成的情况及表现。 2.复习巩固用 PLC 取代继电接触式线路的主要操作步骤。 3.引导同学体会 PLC 控制比继电接触式线路的优越性。
15ˊ 注意培养学生 编程的设计思 想
思考与练习: 思考与练习:
1.课后完成实习报告书。 2.设计用 PLC 控制完成线路自动循环程序。
3、 指令程序输入 PLC 运行调试。
8. 结束训练,整理工作台。 结束训练,整理工作台 三、注意事项 1. 安全文明生产,确保元 PLC 安 全。 2. 注意节约导线等耗材。 3. 通电试车要求。 4. 要分工协作,共同提高。
小结 思考与练习: 思考与练习:
3. 画硬件接线图
问题:在设计 SFC 时,为什么不考虑状态之
-3-
3. 通电试车必须经指导老师的同意并在老师的监护下进行。 4. 训练过程中,要分工协作,共同提高。 四、分组训练 线路安装与程序的调试同时进行。每组分成两小组,每小组三人。一组 完成线路安装,一组完成程序的输入与调试。下次练习交换进行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
用PLC改造继电器——接触器控制线路及应用实例
摘要:
本文介绍用PLC改造继电器——接触器控制系统的常见方法,分析了在改造过程中可能遇到的问题,提出了利用辅助继电器剥离复杂控制环节,引入时间空余去消除竞争现象的观点。
关键词:
改造;PLC;时间空余;继电器——接触器控制。
PLC是现代工业控制的主流方向和应用前景的主体,具有编程灵活、方便,功能可靠,性价比高,安全实用等优点。
基于这些,PLC在高职教育,技工、技师考证等方面得到了前所未有的重视,甚至在中职教育中也列为教学内容,以适应在工业控制的需要。
在实际的工业应用中,PLC也得到了不断的发展,尤其对原来的继电器——接触器控制线路进行改造。
很多的教材和文章中介绍了用PLC改造继电器——接触器控制线路的方法和思路,笔者觉得有些地方不尽完整,与实际脱钩,特提出以下观点,以为交流。
一、PLC改造继电器——接触器控制前的理论准备
1.三个确定
⑴确定主电路。
在PLC改造电气控制的继电器——接触器控制系统中,如果不做功能上的改善和拓展,主电路基本保持不变。
需要说明的是,如果电路中没有保护部分,必须要添加上去;电路的功能需要拓展的,必须将原电路重新设计,不仅仅是拓展的部分重新设计,充分考虑控制要求。
⑵确定好输入部分。
输入信号是直接的主令控制电器或者保护电器的触点、实际的反馈信号所带过来的实际控制信号,因此,它可以外接按钮的触点,位置开关的触点,感应开关的触点,热继电器的触点,速度继电器的触点和其它控制感应继电器的执行触点。
⑶确定好输出部分。
输出是对控制执行电器的部分。
从电机控制电路的角度来说,主要就是接触器。
在这一部分需要强调的是,如果是交流控制环境,而PLC未带交流接口,必须采用中间继电器外接端口,引入所需的交流电源。
2.改造思路的三个过程
⑴过程一:明确任务,分配输入∕输出设备,画出PLC接线图。
需要说明的有两点:
①输入部分的触点尽量采用常开触点,这对于初学者那个更加直观地理解PLC程序和控制原理图之间的转换关系;②输出部分需要电气联锁(通常所说的硬联锁)必须保留联锁部分。
⑵过程二:编程元件的选择。
一般的规则是:输入部分用X代替(注意编号的对应),输出部分用Y代替(注意编号的对应),中间继电器用通用型辅助继电器代替,时间继电器用定时器代替,等等。
热继电器、速度继电器等已经是输入部分,就不用考虑了。
⑶过程三:消除竞争,预防短路。
在某些控制电路如双重联锁正反转电路中,电动机正转的情况下突然给出反转信号,由于PLC是扫描的工作方式,会出现竞争现象,从而引起电源的相间短路,这很危险,必须消除,类似的情况在三相交流电动机Y―△起动控制中也存在。
我们必须采用合理的方法来克服。
3.两点不同:
⑴PLC的梯形图是严格二维的,不容许有交叉线,触点不能放在垂直位置上。
⑵PLC依次扫描梯形图的每一个梯级,而继电器电路是给所有继电器触点同时动作的。
也就是说,前者的梯级次序不可颠倒,后者的梯级次序可以颠倒。
二、PLC改造继电器——接触器控制范例
我们可以用三相交流电动机Y―△起动的PLC实现来简单说明。
图一Y―△起动的电气控制原理图
Y―△起动的电气原理图见图一,通过主电路,KM Y得电的情况下实现的是“Y”接法,
而KM
△得电则是实现“△”接法。
这样也就确定了KM Y先得电、KM
△
后得电的控制要求,
而控制电路也实现了这一点。
需要说明的是,利用KT延时常闭、常开触点的动作,实现了由“Y”接法向“△”接法的转换。
该硬件接线控制方式无竞争现象,也不会出现KM Y和KM△同时得电而引起三相电源相间短路的问题。
在进行PLC改造过程中,如果需要对原电路的功能增加能耗制动的制动方式,我们对主电路的重新设计如图二(1),说明一下,制动过程定子回路采用Y接法。
从主电路可以看出,输出应该有四个,外接KM1、KM2,KMY,KM△。
工作过程可以简单描述如下:电源接通的情况下,起动过程中,先KM1、KMY接通,电动机转速达到速度继电器的动作速度时,KMY失电,KM△得电,实现Y―△起动转换。
制动过程中,KM △失电,KM2、KMY得电,当速度继电器实现恢复状态时,KM2 、KMY失电,结束制动过程。
选择的PLC为三菱FX1N—40MR,由于没有交流接口,接线图中考虑用中间继电器转换交流电源,如图二(2)、(3)所示。
为了防止KM1、KM2的竞争以及KMY、KM△的竞争,我们采用时间空余来解决。
所谓时间空余不过是人为地引入一个时间段,使其处于状态转换的两种状态之间,以冒险来消除竞争的一种方法。
对应的梯形图见图三,其中的T200、T201就是引进的时间空余设置。
说明一下,三菱FX系列PLC定时器T200∽T245的计时单元为10ms,即0.01s。
图二带能耗制动Y―△起动控制的PLC控制
(1)主电路图(2)PLC接线图(3)继电器接口接线图
图三带能耗制动的Y―△起动PLC梯形图
倘若没有增加能耗制动功能,它的PLC改造系统图见图四。
可见,由于引入了消除竞争的时间空余,使得梯形图结构与原电气控制图结构有较大差别。
这也就是说,PLC梯形图的结构与电气控制图的结构不同是正常的,只在简单控制中才有相同结构,如电动机点动、自锁、两地控制等。
图四Y―△起动的PLC控制系统图
(1)主电路(2)接线图(PLC接线图和继电器接口接线图)(3)梯形图三、复杂电气控制原理图的PLC改造
图五C650Ⅰ型车床主轴电动机电气控制原理图
控制中的中间继电器功能不单一,或者非严格二维的电气控制原理图称之为复杂电气控制原理图。
对这种电路转换的过程中要注意以下两点:①分离原来的中间继电器的功能,使之具体化;②分解垂直方向的电气控制单元。
我们可以用C650Ⅰ型车床主轴电动机电气控制的PLC改造来说明。
具体电气原理图见图五,相应的控制功能如下:
①正反转功能,KM1、KM3通正转,KM2、KM3通反转;
②点动试车功能,SB4为点动按钮;
③反接制动功能,单独KM1、KM2通是反转、正转反接制动;
④电气保护环节,短路、过载、欠电压保护均有。
图六C650Ⅰ型车床主轴电动机PLC控制图
(1)PLC接线图(2)继电器接口电路图(3)梯形图
综合上述原因,改造该车床主轴电动机控制必须要引入辅助继电器来进行功能剥离,同时,还要引入时间空余来消除竞争。
在主电路保持不变的基础上,具体的PLC接线图、梯形图如图六(文字部分是介绍各部分功能及体现形式)所示。
四、小结
用PLC改造继电器——接触器控制系统中可以很好地消除竞争现象,编程灵活、方便,非常实用,还可以省去控制电路接线等,从而进一步实现了用整个控制环节软件化。
注意在复杂控制系统的PLC实现中,应用时间空余可以达到消除竞争的效果。
另外,本文中的所有梯形图程序均经过实践运行检验,可以正常工作,本文中所引用的PLC均为三菱FX系列PLC。
参考文献:
[1] 高钟毓. 机电一体化系统设计[M], 北京:机械工业出版社, 2000年9月第一版.
[2] 付家才. 电气控制工程实践技术[M], 北京:化学工业出版社, 2004年1月第一版.
[3] 任志锦. 电机与电气控制[M], 北京:机械工业出版社, 2006年6月第一版.
[4] 郁汉琪. 机床电器控制技术[M], 北京:高等教育出版社, 2006年4月第一版.
[5] 林春方. 电气控制与PLC技术[M], 西安:西安电子科技大学出版社, 2009年8月第一版.
[6] 李乃夫. 电气控制与PLC 应用[M], 北京:高等教育出版社, 2005年6月第一版.。