武汉理工大学,金属工艺学第7章 砂型铸造工艺共58页文档
5.2武汉理工大学金属工艺学课件

较高
较高
铣床
刨床
成批,外直线成形面
成批,外直线成形面
拉削
较高
较小
高
拉床
成批,大量生产各种小 型直线成形面
简 单 刀 具 加 工
手动进给
靠模装置 仿形装置 数控装置
较低
较低 较高 高
较大
较大 较大 较小
低
较低 较低 较高
普通机床 小批,各种成形面
普通机床 成批,各种直线成形面 仿形机床 小批,各种成形面 数控机床 中小批,各种成形面
与外圆磨削相比较,具 有以下工艺特点 a.表面粗糙度较大 b.磨削精度控制比较困难 c.生产率较低 结论:磨孔主要用于不宜或 无法进行镗削,铰削或拉削 的高精度及淬硬孔的精加工
7.3.4 孔加工方案的制订
序 号 1 2 钻孔 钻---铰 加工方案 加工精度
表面粗糙度 适用范围 任何批量,实体工件
Ra/μm IT11--IT13 12.5-25 IT7—IT8 1.6-3.2 不淬火钢件,铸 铁件和非铁合金 件小孔,细长孔 Φ30-100铸锻孔 成批,大量生产 除淬火件外各种 零件小批生产
铣削 加工 应用
1、周铣法 返回
2、端铣法
返回
3、周铣与端铣的比较
加工质量: 端铣比周铣高 加工效率: 端铣比周铣 高 加工适应性: 端铣比周铣差 4、铣削加工工艺特点 a.生产率较刨削高 c.刀具耐用度高 b.加工精度及表面 粗糙度较差 d.适用范围广 返回
• 1)顺铣法(down milling)
成形面的磨削加工
加工方法
成形砂轮 磨削 成形夹具 磨削 砂带磨削
加工 精度
较高
表面 粗糙度
较小
生产 率
《金属工艺学铸造》课件

金属材料的可铸造性
流动性:金属材料在铸造过程中流动性 越好,越容易形成均匀的铸件
收缩性:金属材料在冷却过程中收缩性 越小,越容易形成尺寸精确的铸件
热导率:金属材料的热导率越高,越容 易形成表面光滑的铸件
化学稳定性:金属材料在铸造过程中化 学稳定性越好,越不容易产生气孔和裂 纹
机械性能:金属材料的机械性能越好, 越容易形成强度高、耐磨损的铸件
铸造缺陷的检测方法
目视检查:观 察铸件表面是 否有裂纹、气 孔、砂眼等缺
陷
超声波检测: 利用超声波探 头对铸件内部 进行扫描,检
测内部缺陷
射线检测:利 用X射线或γ 射线对铸件进 行照射,通过 观察射线穿透 情况检测内部
缺陷
磁粉检测:利 用磁粉对铸件 表面进行喷涂, 观察磁粉吸附 情况检测表面
缺陷
离心铸造设备: 包括离心铸造 机、离心铸造 模具等,特点 是生产效率高, 精度高,但成
本较高。
连续铸造设备: 包括连续铸造 机、连续铸造 模具等,特点 是生产效率高, 成本低,但精
度较低。
砂型铸造设备的使用和维护
设备类型:砂型铸造设备主要包括砂型铸造机、砂型铸造模具等 使用方法:按照设备说明书进行操作,注意安全操作规程 维护方法:定期检查设备,及时更换磨损部件,保持设备清洁 常见问题及解决方法:如设备故障、模具损坏等问题,应及时解决,确保生产顺利进行
安全设施:包括防护罩、安全门、安全护栏等,确保操作人员安全 环保设施:包括废气处理系统、废水处理系统、噪音控制设备等,减少对环境的影响 使用方法:按照说明书进行操作,定期检查和维护,确保设施正常运行 维护方法:定期进行清洁、润滑、更换易损件等,确保设施使用寿命和效果
铸造生产安全与环保管理的实施
砂型铸造解析PPT教案
分模造型的特点及应用
特点: 模样沿最大截面分为两半,型腔位于
上、下两个砂箱内。造型方便,但制作模 样较麻烦。 应用范围:
最大截面在中部,一般为对称性铸件。
3)挖砂造型 整体模样,分型面为一曲面,需挖去阻碍起模的 型砂才能取出模样,生产率低;单件生产。
手轮铸件的挖沙造型过程
挖砂造型的特点及应用
合型后,上、下型应夹紧或在铸型上放置压铁,以防浇 注时上型被熔融金属顶起,造成抬箱、射箱或跑火等事故。
6.熔炼 熔炼——使金属由固态转变为熔融状态的过程。
冲天炉是最常用的熔炼设备。
浇包是容纳、输送和浇注熔融金属用的容器,用钢板 制成外壳,内衬耐火材料。
7.浇注 浇注——把熔融金属注入铸型的过程。液体金属通
2.制备型(芯)砂
型(芯)砂是用来制造铸型的材料。 基本原材料:铸造砂和型砂黏结剂。 常用的铸造砂:
原砂 锆英砂 刚玉砂
硅质砂 铬铁矿砂
3.造型
造型——利用制备的型砂及模样等制造铸型的过程。
砂型铸造件的外形取决于型砂的造型,造型方法 有手工造型和机器造型两种。
(1)手工造型
手工造型——是全部用手工或手动工具完成的造 型工序。主要用于单件或小批生产,特别是大型和形 状复杂的铸件。
过浇注系统进入型腔。 (1)浇注系统
浇注系统——铸型中引导液体金属进入型腔的通道。 组成:浇口杯、直浇道、横浇道和内浇道。
保证熔融金属平稳、 均匀、 连续地充满型腔;
阻止熔渣、 气体和砂粒随熔融金属进入型腔;
控制铸件的凝固顺序 ;
供给铸件冷凝收缩时所需补充的液体金属(补缩)。
浇注系统
直浇道:
提供必要的充型压力头,保证铸件轮廓、棱角清晰。
抛砂紧实造型是利用电动机 驱动抛砂机头的叶片,连续 地将传送带运来的型砂在机 头内初步紧实、再靠离心力 的作用将已呈团状的型砂快 速(30~60m/s)地抛到砂箱中 ,如此将型砂逐层紧实。也 就是在完成填砂同时进行紧 实,其效率高、型砂紧实度 均匀,可用于任何批量的大 、中型铸件或大型芯子的制 造。
《金属工艺学第七章》PPT课件
第七章 铸造成形
3、铸造的特点(重点)
优
点 适于做复杂外形,特别是 复杂内腔的毛坯。
缺 点 工艺过程比较复杂,一些工艺
过程还难以控制。
适应性强,重量,壁厚, 形状,材料种类几乎不受 限制。
成本低,原材料来源广泛, 价格低廉,一般不需要昂 贵的设备。
第七章 铸造成形
第七章 铸造成形
2.影响因素 1)铸件的凝固方式
温度 温度
逐层凝固 糊状凝固 中间凝固
a bc
液相线
S
液相线 固相线
成分
固
表层
液
中心
固
表层
液
中心 表层 中心
凝固区
第七章 铸造成形
2) 影响因素
a)主要取决于合金成分。
a2
a1
300
共晶成分的合金(纯金属除外),流动性 好。
温度(℃)
c)铸型材料
铸型排气: ↓,流动阻力↑ ,流动性越差。 铸型的导热性: ↑,液态金属温度↓,流动性越差 铸型温度: ↑,液态金属与铸型的温差↓,流动性越差
第七章 铸造成形
二、合金的收缩性 收缩的阶段 收缩的影响因素 缩孔与缩松 铸造应力、变形与裂纹
第七章 铸造成形
1.合金的收缩经历三个阶段:
液态收缩:T浇 — T液 凝固收缩:T液 — T固 固态收缩:T固 — T室
脆性金属和合金(如铸铁 等),铸造是唯一可行的 工艺。
铸件内部组织的均匀性、致密性一 般较差。
铸件易出现缺陷(缩孔、缩松、气 孔、砂眼、夹砂、裂纹等),产品 质量不够稳定。
铸件力学性能比同类材料的塑性成 形件低.
2.2砂型铸造

合成树脂 有机粘结剂 桐油
油类粘结剂
亚麻仁油
3 附加物 煤粉、重油:防粘砂。 木屑:加入到需要烘烤的砂型中,增加铸 型的孔隙率,提高其透气、退让性。 4水
三、涂料及扑料
为防止铸件表面粘砂,并使铸件表面光滑,常在 铸型型腔表面覆盖一层耐火材料。 1 涂料 石墨+粘土水剂:用于铸铁干型 石英+粘土水剂:用于铸钢干型 2 扑料 石墨粉、滑石粉:用于铸铁湿型 石英粉:用于铸钢湿型。
700 800 900
420 480 600
2 2 2
225~305 245~335 280~360
柴油机、汽油机曲 轴;磨床、铣床、车床 的主轴;空压机、冷冻 机缸体、缸套
汽车、拖拉机传动齿 轮
球化处理工艺有冲入法和型内球化法
铁水 出铁槽
冒口
积渣包
铁水包 草木灰 硅铁粉 合金球化剂 铸件 反应室
浇 注
铸 件 热 处 理
2.2.1 造型材料
造型材料:砂型铸造中用来制作铸行的原材 料以及由各种原材料按一定比例 配置而成的混合料。 型 砂:用来制作砂型的造型混合料。 芯 砂 :用来制作砂芯的造芯混合料。
一、型(芯)砂的主要性能
1 强度 型砂抵抗外力破坏的能力,有干强度和 湿强度。强度过低,易造成:塌箱、冲砂、 砂眼等缺陷。 型砂的强度取决于:粘结剂的种类、紧 实度、原砂粒度、水的含量。
★灰口铸铁的孕育处理
应用:静载下要求较高强度、高耐磨性或高气密性的铸件, 特别是厚大铸件。
180
硬度HB
170
160
150
140 150
100
50
0
50
100
150
表面
金工课件砂型铸造

作用:控制金属液流入型腔的方向和速度,调节铸件 各部分的冷却速度。
内浇口对铸件的质量影响很大,开设内浇口时应注意 的要点: 1、不应开在铸件的重要部位(如重要加工面和定位基准 面),因内浇口处金属液冷却慢,晶粒粗大,所以机械 性能差。 2、内浇口的方向不要正对砂型壁和型芯,防止铸件产生 冲沙及粘砂缺陷。 3、如为大平面薄壁铸件,特别是易氧化合金(易形成氧 化膜表面,如铸钢,铸铝等)的薄壁复杂件,应多开内 浇口,使金属液迅速,平稳的充满铸型,防止产生冷隔
5
第3章 砂型铸造
3,附加物:为改善型(芯)砂的某些性能而加入的材料。 分类: 防粘砂材料:煤粉,重油。不完全燃烧,可产 生隔离气体。 增加型(芯)砂空隙率材料:锯木屑。烧掉后 产生空隙。 4, 涂料和扑粉:可提高铸件表面质量。铸铁用石墨, 铸钢用石英粉。 型(芯)砂的性能 为防止铸件产生粘砂,夹砂,砂眼,气孔和裂纹等缺 陷,型砂应具有以下性能:
13
第3章 常用的造型方法
3.3.1 手工造型 1, 整模造型
概念:就是用一个整体模型造型,其特点是 型腔全部位于一个砂型中,分型面为平面。 特点:操作简单,得到的型腔形状和尺寸精 度较好。 适用:工件的外形轮廓的顶端(一面)有一 最大截面的铸件,如轴承座等件。
造型过程:请看光盘录像
Casting With Sand Model
1
3.1 砂型铸造
3.1.1 砂型铸造概念 用型砂作出与要铸造的零件结构相一致的铸型空腔, 将液态合金浇铸到与要生产的零件尺寸、结构相仿的 铸型空腔,待冷却后得到零件的方法。 型砂铸造特点: 优点:1.具有较强的适应性 2.铸件成本低 原材料:来源广、价格低、投资少、易生产 铸 件:机械加工量相对较小,成本低 缺点: 1.废品率较高,生产过程难以控制; 2.铸件力学性能较差, 3.砂型铸造铸件精度较差。
砂型铸造工艺基础 PPT

16
混砂机
17
铸造混砂
• 自硬砂生产工艺流程 • 根据铸造车间布局、工艺性质及生产纲领要求,自硬树脂砂生产工艺
流程可以有很多种变化,但一般主要由旧砂回收、旧砂破碎再生、旧 砂风选、调温、砂输送及混砂等组成。
18
19
1、旧砂回收
• 旧砂、散落砂通过落 砂机落砂后,由输送 设备(振动输送、皮 带输送、斗式提升机 等)输送到砂块料斗 储存,其间通过磁选 设备去除砂中的金属 余料。
合箱
配料 熔炼
*
孕育处理
热处理
*
浇注 落砂清理
检验
机加工
成品
* 炉前检测
三角试样 化学成分取样 Y型试块
*化学分析
附体试样 金相组织标准 力学性能
9
5.球铁生产工艺过程
砂处理 造型制芯
合箱
**
配料 熔炼 球化处理 孕育处理
热处理
ห้องสมุดไป่ตู้
*
浇注 落砂清理
检验
机加工
成品
* 炉前检测
三角试样 化学成分取样 Y型试块
常用方法有: 1)整模造型:整体模型,分型面为平面
30
整模两箱造型
31
造型造芯
分模造型:分开模型,分型面多是平面
32
分模两箱造型
33
三箱造型
34
造型造芯
活块造型:将模样上有妨碍取模 的部分做成活动的
35
造型造芯
•型 芯
• 用来获得铸件的内孔或局部 外形而制造的独立砂型,其 由芯砂或其它材料组成。
12
铸造混砂
型(芯)砂的组成 (1)原砂
(2)粘结剂:树脂 (3)附加物:固化剂 (4)涂料
《金属工艺学》考核标准

考试方式与标准考试方式:闭卷•先要获得考试资格再参加理论考试•成绩: 平时20%(课堂作业、课外作业、实验、考勤)+考试80%•若有大作业,大作业作为平时成绩,占总比例10%考试标准:考试内容根据专业特点的不同,重点内容有所变化,但均以大纲为依据,主出卷人出好题目后,需经同类课程其他老师审查,无误后交给教学主任审核签字后试卷才能生效。
考试题型:判断题、填空题、名词解释、单选题、多选题、问答题、改错题、综合题。
《金属工艺学》考试大纲绪论机器制造过程。
第1章金属材料的主要性能1、力学性能的概念。
力学性能主要指标:强度、塑性、硬度、韧性和疲劳强度。
2、金属材料的工艺性能及物理化学性能。
第2章铁碳合金铁碳合金相图中的相、特性点和特性线。
典型铁碳合金的组织转变。
铁碳合金相图的应用。
第3章钢的热处理热处理的基本概念。
钢在加热和冷却时的组织转变。
钢的退火、正火、淬火、回火的目的、工艺特点及应用。
钢的表面淬火和化学热处理。
第4章非金属材料塑料、陶瓷和复合材料的基本知识。
熟悉常用工程塑料、工业陶瓷及复合材料的分类、性能特点及应用,学会在生产实践中,正确选择并应用这些材料。
第5章铸造工艺基础要重点掌握铸造合金液体的充型能力与流动性及其影响因素,缩孔与缩松的产生与防止,铸造应力、变形与裂纹的产生与防止。
掌握铸件质量的综合控制方法。
第6章常用合金铸件的生产掌握各种铸铁的生产方法、牌号的表示方法、组织、性能、使用范围和铸造工艺特点。
第7章砂型铸造工艺了解常用的机械造型方法;掌握砂型铸造工艺及铸造工艺图的表示方法,正确选择铸造工艺参数;根据砂型铸造工艺特点,能够正确地设计铸件的结构。
第8章特种铸造熔模铸造、金属型铸造、低压铸造、压力铸造和离心铸造等特种铸造方法特点及应用。
第9章金属压力加工基础了解金属塑性变形的有关理论基础,特别是塑性变形对金属组织和性能的影响,金属可锻性的影响因素等。
第10章常用的锻造方法初步掌握自由锻和模锻的基本工序、特点及应用。
成形工艺基础-砂型铸造 ppt课件

13
1.单件、小批生产
图示件属大尺寸、回转体,可采用刮板-地 坑造型。
2.成批生产
当批量 大,但又无机械化生产条件时,可 采用模样两箱造型。
四、机器造型(造芯)
手工造型中的摏箱、起模两工序不仅效率低, 劳动条件差,而且铸件尺寸不准确等不足。
ppt课件
14
机器造型能较好的改变上述缺点。
用机器代替手工进行造型(芯),称机器造型(芯).
活块造型:铸件侧面有局部凸起,妨碍起 模,可将凸台做成活块。适用侧面有凸台、肋条 的结构。
三箱造型:铸件中间小,两端大。须两个分 型面。
ppt课件
36
ppt课件
37
砂箱
刮砂板 底板
砂舂
通气针 起模针
皮老虎
镘刀
镘勺
提勾
ppt课件
38
ppt课件
39
ppt课件
40
ppt课件
41
ppt课件
42
ppt课件
19
造型机发展,它的最大特点是:在负压状态下完 成加砂和压实,所以,加砂均匀,并有一定的预 紧实作用再加上压实作用,铸型强度高且均匀。
2)多触头高压造型 机
由许多可单独动作的触头组成,可分为主动 伸缩的主动式触头和浮动式触头。如图示。
4.抛砂造型 5.射芯机
(1)基本形式模板两箱 (2)运用环芯顶替三箱
砂型铸造
ppt课件
1
掌握砂型铸造是合理选用铸造方法,正确设 计铸件的基础和关键,金工课的核心内容。
铸造工艺图—在零件图上用各种工艺符号及 参数表示出铸造工艺方案的图形。
其中有:浇注位置、铸型分型面、芯(非
“蕊”也)子的数量、形状、尺寸及固定方法、
武汉理工大学,金属工艺学第7章 砂型铸造工艺

机器造型的特点
生产效率高,产品质量稳定
震压式造型、抛砂造型、无箱挤压
整理版ppt
14
整理版ppt
15
整理版ppt
16
7.2 浇注位置和分型面的选择
铸造工艺图:在零件图上用各种工艺符号及参数表示出铸 造工艺方案的图形。
图中应表示出铸件的浇注位置、分型面、铸造工艺参数(机械加 工余量,拔模斜度,铸造收缩率,型芯的数量、形状及固定方法和浇 注系统等。
31
7.3.2 铸造收缩率
由于合金在冷却过程中要发生固态收缩(线收缩),这将使铸件 各部分尺寸小于模样原来的尺寸,因此,为了使铸件冷却后的尺 寸与铸件图示尺寸一致,则需要在模样或芯盒上加上其收缩的尺 寸。
加大的这部分尺寸,一般用铸造收缩率来表示。
K=[(L模样-L铸件)/L模样]×100%
整理版ppt
整理版ppt
42
可见,方案Ⅱ、Ⅲ的优点多余方案Ⅰ。但在不同生产批量下,具体方 案可选择如下:
(1)单件、小批量生产 由于轴孔直径较小、无须铸出,而手工造型 便于进行挖砂和活块造型,选方案Ⅱ较为经济。
(2)大批量生产 由于机器造型难以使用活块,故应采用型芯制出轴 孔内凸台。同时采用方案Ⅲ从110mm凹槽底面分型,以降低模板制造费 用。
在选择浇注位置时应考虑下列原则:
一、铸件的重要工作面、主要的加工面应朝下或侧立放置。
因为铸件的上表面容易产生砂眼、气孔、夹渣等缺陷,组织也不如下 表面致密。
上 上
中 中
中 中
下 下
整理版ppt 不合理
合理
20
二、铸件的大平面应朝下,以免形成夹渣和夹砂等缺陷。
上 上
下 下
不合理
合理
砂型铸造课程设计

砂型铸造课程设计1前⾔1.1铸造⼯艺设计的概念铸铁件⼴泛的应⽤在装备制造业,冶⾦,建筑,农机,给排⽔以及国防⼯业各部门,如在机械制造业中,铸铁件所占⽐重约为机械重量的40%⾄80% 。
⽣产的铸件是多种多样的,质量有⼤有⼩,厚度可以薄到2mm,也可以达到500mm,可以是各种形状。
那么什么是铸造呢?铸造⼯艺设计⼜是怎么设计的呢?现代科学技术的发展,要求⾦属铸件具有⾼的⼒学性能、尺⼨精度和低的表⾯粗糙度值;要求具有某些特殊性能,如耐热、耐蚀、耐磨等,同时还要求⽣产周期短,成本低。
因此,铸件在⽣产之前,⾸先应进⾏铸造⼯艺设计,使铸件的整个⼯艺过程都能实现科学操作,才能有效地控制铸件的形成过程,达到优质⾼产的效果。
铸造⼯艺设计就是根据铸造零件的结构特点、技术要求、⽣产批量和⽣产条件等,确定铸造⽅案和⼯艺参数,绘制铸造⼯艺图,编制⼯艺卡等技术⽂件的过程。
铸造⼯艺设计的有关⽂件,是⽣产准备、管理和铸件验收的依据,并⽤于直接指导⽣产操作。
铸件的⽣产过程,也就是从零件图开始,⼀直到铸件成品检验合格⼊库为⽌,要经过很多道⼯序。
例如涉及到合⾦熔炼、造型、制芯材料的配制,⼯艺装备的准备,铸型的制造、合箱、浇注、落砂和清理等多⽅⾯⼯作。
⼈们把⼀个铸件的⽣产过程称为铸造⽣产⼯艺过程。
对于⼀个铸件,编制出铸造⽣产过程的技术⽂件就是铸造⼯艺设计。
这些技术⽂件必须结合⼯⼚的具体条件,是在总结先进经验的基础上,以图形、⽂字和表格的形式对铸件的⼯艺⽣产过程加以科学的规定[1]。
它是⽣产的直接指导性⽂件,也是技术准备和⽣产管理、制定进度计划的依据。
1.2设计依据在进⾏铸造⼯艺设计前,设计者应掌握⽣产任务和要求,熟悉⼯⼚和车间的⽣产条件,这些是铸造⼯艺设计的基本依据。
此外,要求设计者有⼀定的⽣产经验和设计经验,并应对铸造先进技术有所了解,具有经济观点和发展观点。
1.2.1⽣产任务1)铸造零件图样。
提供的图样必须清晰⽆误,有完整的尺⼨和各种标记。
砂型铸造技术
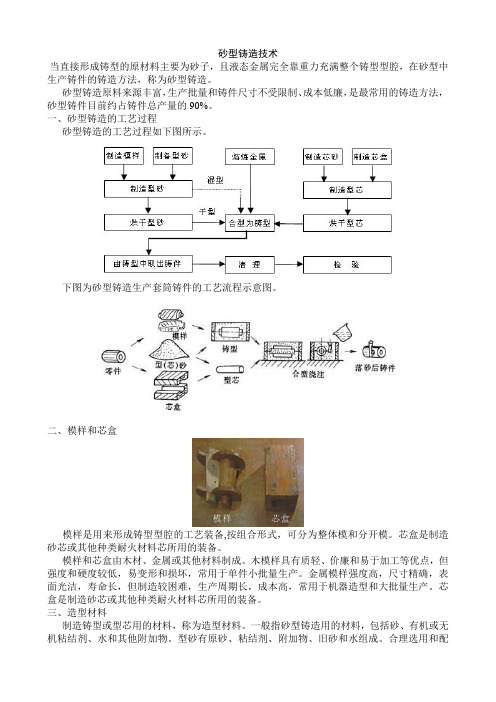
砂型铸造技术当直接形成铸型的原材料主要为砂子,且液态金属完全靠重力充满整个铸型型腔,在砂型中生产铸件的铸造方法,称为砂型铸造。
砂型铸造原料来源丰富,生产批量和铸件尺寸不受限制、成本低廉,是最常用的铸造方法,砂型铸件目前约占铸件总产量的90%。
一、砂型铸造的工艺过程砂型铸造的工艺过程如下图所示。
下图为砂型铸造生产套筒铸件的工艺流程示意图。
二、模样和芯盒模样是用来形成铸型型腔的工艺装备,按组合形式,可分为整体模和分开模。
芯盒是制造砂芯或其他种类耐火材料芯所用的装备。
模样和芯盒由木材、金属或其他材料制成。
木模样具有质轻、价廉和易于加工等优点,但强度和硬度较低,易变形和损坏,常用于单件小批量生产。
金属模样强度高,尺寸精确,表面光洁,寿命长,但制造较困难,生产周期长,成本高,常用于机器造型和大批量生产。
芯盒是制造砂芯或其他种类耐火材料芯所用的装备。
三、造型材料制造铸型或型芯用的材料,称为造型材料。
一般指砂型铸造用的材料,包括砂、有机或无机粘结剂、水和其他附加物。
型砂有原砂、粘结剂、附加物、旧砂和水组成。
合理选用和配制造型材料,对提高铸件质量,降低成本具有重要意义。
(铸型是指用型砂、金属或其他耐火材料制成,包括形成铸件形状的空腔、型芯和浇冒口系统的组合整体。
)造型材料应具有良好的流动性,以便于造出轮廓完整、清晰而准确的砂型(芯);足够的强度,可保证铸型在制造、搬运及浇注时,不致变形或毁坏;良好的透气性,可保证气体及时从液态金属中排出,避免铸件产生气孔缺陷;高的耐火度,可保证型砂在高温液态金属作用下不熔化,避免铸件产生粘砂缺陷。
四、造型和制芯造型是指用型砂、模样、砂箱等工艺装备制造砂型的过程。
制芯是将芯砂制成符合芯盒形状的砂芯的过程。
1 造型1)手工造型手工造型是全部用手工或手动工具完成的造型工序,主要有以下几种方法:(1)整体模造型特点:模样为一整体,分型面为一平面,型腔在同一砂箱中,不会产生错型缺陷,操作简单。