富士特PDM系统SOP
PDM系统用户操作手册
合肥美菱股份有限公司PDM系统用户操作手册技术中心2011年4月合肥美菱股份有限公司是中国最知名的家用电器制造商之一,经过二十多年的发展,现已具备单班年产400万台家用电冰箱、冰柜及深冷冰箱的生产能力,是国家512户重点企业之一,也是安徽省唯一进入全国家电综合实力十强的企业。
公司连续8年进入中国500家最大工业企业行列,连续9年进入中国500家最佳经济效益企业行列,公司综合经济实力在中国工业企业综合评价最优500家行列中居第38位,经济效益居全国日用电器制造业排行榜的第3位。
面对同行业日益白热化的市场竞争态势,为了实现成为“中国冰箱大王、世界白电航母”的企业愿景和宏伟蓝图,技术中心从自身挖潜,有效利用信息化技术提高数据管理水平和标准化管理水平,辅助提高公司的市场竞争力。
技术中心从2007年开始实施PDM项目,到目前为止,已实施了两期项目,搭建起了美菱的产品数据管理平台,对产品结构对象和文档对象进行了分类管理,制定并优化了产品BOM管理体系,实现了产品数据的电子流程审批管理功能和更改管理功能,建立了PDM系统与ERP系统的数据接口,实现了物料和BOM数据动态传入ERP系统的管理机制。
目前,PDM系统已经推广应用到公司各事业部、子公司,为了提高各业务部门的用户对PDM系统的使用和操作水平,深化对相关业务管理规范的理解和掌握。
技术中心于2010年底对PDM系统用户使用手册进行修订升版,目前已完成手册的修订工作。
本手册介绍了PDM系统的基本概念、基本操作、业务相关联的管理规范,并以具体的实例演示了PDM系统各项操作,手册中汇总了用户使用PDM系统过程中经常遇到的操作问题和业务问题。
目录 (1)一、PDM系统基本概念 (3)1.1. 名词解释 (3)1.1.1. PDM (3)1.1.2. 美菱PDM的作用与价值 (3)1.1.3. 美菱PDM系统的功能范围 (3)1.1.4. 对象、对象主、属性 (3)1.1.5. 关系、BOM、视图 (3)1.1.6. 业务项、数据项 (4)1.1.7. 所有者、数据仓库(WIP Vault、Released Vault) (4)1.1.8. 审批流程 (4)1.1.9. 工作流状态、生命周期状态 (4)1.1.10. 版本、版次 (4)1.1.11. 签入、签出、签发、提交、修订、删除 (4)1.2. PDM系统数据管理机制 (5)1.2.1. PDM系统产品数据分类机制 (5)1.2.2. PDM系统文档对象分类管理机制 (5)1.2.3. PDM系统产品结构对象名称管理机制 (5)1.2.4. PDM系统产品数据对象版本管理机制 (5)1.2.5. PDM系统用户管理机制 (6)1.2.6. PDM系统审批管理机制 (6)1.2.7. PDM系统更改管理机制 (7)1.2.8. PDM系统视图管理机制 (7)1.2.9. PDM系统关系管理机制 (9)1.3. PDM系统客户端环境准备与软件安装 (10)1.3.1. PDM系统客户端环境准备 (10)1.3.2. PDM系统客户端软件安装 (10)二、PDM系统基本操作 (18)2.1. 产品数据构建 (18)2.1.1. 产品数据构建前准备工作 (18)2.1.2. 文档对象构建操作 (18)2.1.3. 产品结构对象构建操作 (23)2.1.4. 产品数据变更操作 (31)2.2. 审批流程操作 (39)2.2.1. 提交产品数据到流程的用户操作 (39)2.2.2. 审批用户的操作 (44)2.2.3. 构建MBOM用户的操作 (44)2.2.4. 标准化审核用户的操作 (44)2.2.5. 传递、更新属性到ERP用户的操作 (45)2.2.6. 传递、更新物料MBOM到ERP用户的操作 (45)2.3. 查询操作 (47)2.3.1. 查询 (47)2.3.2. 查看 (49)2.3.3. 报表输出 (54)三、PDM系统实例操作 (56)3.1. 文档对象 (56)3.1.1. 构建技术通知单对象 (56)3.1.2. 审批并发布技术通知单 (58)3.2. 产品结构对象 (60)3.2.1. 构建零组件对象 (60)3.2.2. 审批零部件属性 (63)3.2.3. BOM构建 (65)3.2.4. 审批物料BOM (65)3.3. 更改对象 (66)3.3.1. 新建更改请求对象 (66)3.3.2. 审批发布更改请求 (67)四、PDM系统关联的设计规范 (67)4.1 .PDM系统关联的设计规范 (68)五、问题集 (68)5.1. PDM系统问题 (69)5.1.1. 如何设置EBOM视图和MBOM视图? (69)5.1.2. 为什么在MBOM视图网中BOM移除零组件, EBOM视图网中还在? (71)5.1.3. 更改零组件属性为什么不能和BOM更改用一个更改请求? (71)5.1.4. 在签入和添加本地文件时,为何“确定”按钮未正常显示或者显示错误?.. 715.1.5. 为什么我创建的对象附属的文档有的不能正常转换PDF、有的转换后是乱码、有的转换后排版错误? (71)5.1.6. PDM系统中已经打开显示图纸软件界面,但是出现错误或打开空白。
(A) 备料细项流程

REVISED HISTORY 版次 REV. A B C D E F G H I J K L M N O P Q R S T U V W X Y Z 修 訂 頁 次 Revised Page 初版發行 備 注 Remark
ECN NO.
※※ 本文件之著作權及營業秘密內容屬於富金公司,非公司准許不得翻印 ※※
FU JIN PRECISION IND.CO.LTD 系統名稱 SYSTEM 產品開發作業細則 主 題 SUBJECT: NWE產品事業處 新產品訂單備料作業流程 一. 目的 1.1 保証新產品段備料作業順利, 出貨需求可按時達成 1-2 明確備料作業流程, 使各相關單位權責清楚 二.適用範圍 本規范適用於NWE產品事業處; 三. 參考文件 N/A 四. 交期確認 4.1 產發收到海外需求后, 先由工程資料課制做內部BOM及零組件狀況表並擴散至相關單位; 4.1.1 產品工程將需求數量及需求時間寫在零組件狀況表上交給物控, 物控在收到零組件狀況表 后, 對舊有外購件料號部分進行庫存查詢, 對於庫存無法滿足需求的,同采購確認並回復交期; 原則上在接到零組件狀況表后48小時內回復; 4.1.2 對於新增外購件, 屬海外采購的, 物控一並同采購確認L/T並回復給產發專案管理課; 4.1.3 對於新增外購件, 可本地開發的, 產品工程師填寫申請表, 交零件開發課依零件開發作業流 程處理; 4.1.4 對於自制產品部份, 有涉及到新制程導入的, 一並做為備料因素考慮. 產品工程師主導新 制程的導入, 並將新制程完備的L/T回復給專案管理課; 4.1.5 產品工程師掌控自制鐵件, 塑件的L/T, 並回復給專案管理課 4.2 專案管理課PM依據客戶需求初步排定出貨SCHEDULE; 4.3 專案管理課PM收集物控, 產品工程師, 零件開發工程師方面回復的備料信息, 與初步排定的 SCHEDULE比較, 看是否可滿足出貨需求, 如可滿足, 則回復交管ETD時間; 4.4 對於備料狀況不能滿足出貨需求的, 專案管理人員要及時同海外PM & ME聯絡要求協助備料, 得 到回復后再CHECK是否可滿足出貨需求; 可滿足, 則回復交管ETD時間; 4.5 若經過海外協助備料后, 仍無法滿足出貨需求的, 專案管理人員要同海外PM / ME重新確認交期 得到肯定回復后修正SCHEDULE並擴散給產品工程, 企劃, 並將ETD時間回復交管; 4.6 若交期不可改變, 而正常備料又無法達成交期, 則備料責任單位及專案管理人員必須遵照限時 處理, 逐層辦理的原則, 反饋給高階主管做決策; 五. 生產備料 5.1 交期確認完成后, 企劃, 產品工程 & 零件開發工程師必須依據已確認的L/T, 依據交管新產品段的 SHIPPING PLAN按時將生產所需物料追到, 如期開始量試生產 5.2 生產完畢后, 依交貨管制流程作業; ※※ 本文件之著作權及營業秘密內容屬於富金公司,非公司准許不得翻印 ※※ PAGE 3 OF 4 REV. A 文件編號 DOCUMENT NO.
QPN-I介绍

• 跨领域的交流模型和合作模型 • 更早的将生产场地联系到过程中 • 更早的将主机厂,参与部门,以及供应商关联到改进过程中 • 继续进行和大众康采恩其他外购件流程的整合工作(QTR,样件认可,多阶段2TP,TAD)
货 5.3 产品开发 5.4 过程保障
6.1 PPF(产品和 过程认可) 6.2 供货链/零件供
货
7.1 更改管理 7.2 项目管理 7.3 过程保障 7.4 批量保障
9
21
36
28
29
27
19
7
Seite 22
大众康采恩的成熟度保障
PF
KE
DE
DF
BF
LF
VFF PVS
0S
SOP
ME
PEP 39 38 37 36 35 34 33 32 31 30 29 28 27 26 25 24 23 22 21 20 19 18 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 0 1 2 3
17个月 项目准备
13 个月 模具制造
9 个月 零件优化轮次
将伴随项目的花费支出(人力,物力,财力)转移到项目 早期
Seite 24
将成熟度保障和现存会议进行连接
Set-会议
项目会议
专业组会议
DKM (座椅/ 造型模块)
Strak-会 议
VSC-会议
DCM 供应商回顾
外购件管理承诺会议
Cubing会议
电器硬件
从现有质量工具中提取最实用的核心方法和体系 协调,统一,整合
NXT操作作业指导书

3.2机器操作面板介绍FUJI NXT 作业指导书文件类别文件编号: 版本:A 三阶文件FUJI NXT 贴片机作业指导书修正次数:0 页次:3/5 生效日期:321机器在接通总电源后,STAND BYT 会亮起(红色),按下POWE 键启动模组 322按下START 键机器会根据程序命令开始动作。
3.2.3按下CYCLE STO 键,机器会完成在执行的单循环动作后停止。
3.2.4按下STOP 键后,机器会完成已进入机台里的所有的PCB/PCB 的工作后,而自动退还吸嘴于吸嘴放置平台,作业员请不要随意按此键。
3.2.5 READ9N 键,消除机器报警异常。
如果作业员发现异常报警没有见过时,请不要急于消 除开机生产,要立即反馈给工程人员判定解决。
3.2.6 按住GROUP ,看到机器灯塔的红灯都亮起时,再按需操作的按钮,可同时完成需要机 器执行的同一个命令。
3.2.7 按下MUNUA 键进入机器手动控制单元,作业员只需了解此令,按OK 键模组会自动松开,慢慢的滑出基座,拉出模组,可对机器进行清扫。
拉动 模组时一定要轻拉轻推,手要拉住刹车握紧手把。
3.2.8 机器在正常生产过程中按下 MONIT O 键,可看到物料的识别过程。
此功能不要常开。
START幵ifiNXT 的动作STOP私足生板主产的间隙中哼止NXTMANUAL 显示手胡指舍 POWER便NXT 的电渭ON/OFFCANCEL 取消直板療炸OK 决定直板廉炸箭头键堵动摄件磐上旳光琢GROU 3同讨燥乍几台模组 READY OM 解除错吴CYCLE 宮TOP 坤动咋凋坏吃HNXTMONITOR 切挽到影供业淮£视崖STAND BY在NXT 的SLEE^时点亮命令,把光标移至此命。
(FUJI CP-7系列)操作说明及注意事项
版次
A.0
操作说明及注意事项
页次
5/6
(1) LOAD PANEL:将 PCB 板由 CONVEYER 输送到 XY TABLE 上。 (2) UNLOAD:将 PCB 板由 XY TABLE 输送到下一台机器。 (3) FLUSH OUT:将机器内部所有的 PCB 板全部送出来。
◎ MAIN CONVEYER:控制 XY TABLE 的动作。 (1) MOVE TO LOADING/UNLOADING POSITION:将 XY TABLE 移至 IN/OUT CARRIER 送/收板的位置下方 。 (2) LIFTER UP/DOWN:XY TABLE 作 Z 轴的上升/下降动作。 (3) CLAMP/UNCLAMP:控制 XY TABLE 的夹板放板动作。
五、 一般操作程序:
Procedure 「1」 完成开机步骤 「2」 选择生产程序 「3」 确认 NOZZLE 是否正确,并执行 NOZZLE CHECK 检查 NOZZLE 状态。 「4」 安装 DEVICE TABLE 及零件确认。 「5」 检查生产相关设定。 「6」 PRODUCTION。 「7」 一般错误状况排除及零件补充。
2. PROGRAM: ◎ 变更生产程序:进入画面之后,上方会显示目前带执的程序名称。另外
可以设定预定生产的片数与清除已生产的纪录。 ◎ 欲变更程序可直接按下程序名称确认。 ◎ 上方设定键可设定预定生产片数。
3. DEVICE CHECK: ◎ 此画面为确认所上之料件是否正确无误。若显示为绿色则为确认正确,
width,再按下”Chang Width”,此时”Star”灯将会开始闪烁。按下”Star” 数秒后 X-Y Table 会移动到 Unload Position 并上升,即可以用 PCB 板调整轨道。
PDM1000 局部放电检测仪操作规程
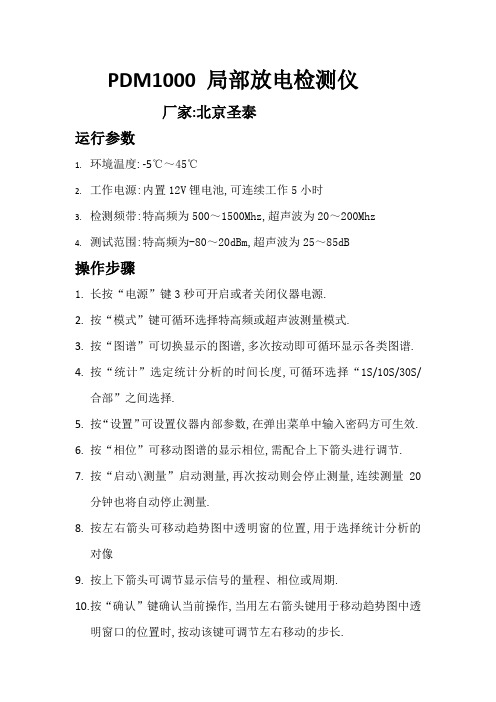
PDM1000 局部放电检测仪厂家:北京圣泰运行参数1.环境温度: -5℃~45℃2.工作电源:内置12V锂电池,可连续工作5小时3.检测频带:特高频为500~1500Mhz,超声波为20~200Mhz4.测试范围:特高频为-80~20dBm,超声波为25~85dB操作步骤1.长按“电源”键3秒可开启或者关闭仪器电源.2.按“模式”键可循环选择特高频或超声波测量模式.3.按“图谱”可切换显示的图谱,多次按动即可循环显示各类图谱.4.按“统计”选定统计分析的时间长度,可循环选择“1S/10S/30S/合部”之间选择.5.按“设置”可设置仪器内部参数,在弹出菜单中输入密码方可生效.6.按“相位”可移动图谱的显示相位,需配合上下箭头进行调节.7.按“启动\测量”启动测量,再次按动则会停止测量,连续测量20分钟也将自动停止测量.8.按左右箭头可移动趋势图中透明窗的位置,用于选择统计分析的对像9.按上下箭头可调节显示信号的量程、相位或周期.10.按“确认”键确认当前操作,当用左右箭头键用于移动趋势图中透明窗口的位置时,按动该键可调节左右移动的步长.11.按“取消”键可取消当前操作,也可用于停止测量.注意事项1.该采用“按键+点触屏”操作方式.2.特高频UHF插孔用于链接特高频UHF传感器,仅可使用所配置的专用射频电缆(1.2m及10m长度各一根),否则将影响信号的检测灵敏度.3.超声波AE插孔用于链接超声波AE传感器,仅可使用所配置的1.2M长度电缆,并且张结合面涂抹薄薄一层的硅油作为声耦合剂,否则将影响信号的检测灵敏度;传感器应轻放轻拿,必要时可使用专门配置的磁座吸附在设备外壳上.风险预控1.特高频法检测范围为5-10米,检测点少,检测效率高,适用于在线巡检及在线监测.2.超声波法的有效检测范围小,仅在0.5米内,故检测点较多,检测效率相对较低.3.特高频法对各种放电缺陷均较敏感,即使采用体外传感检测方式也可获得足够高的检测灵敏度.4.超声波法对发生在GIS壳体上的颗粒振动及放电缺陷较为敏感 ,但对GIS中心导体及盘式绝缘子上的缺陷,通常缺乏足够的检测灵敏度.紧急措施1.按“取消”键停止测量.2.长按“电源”键3秒可关闭仪器电源,进行错误排查.。
富士特PDM系统SOP

富士特PDM系统SOP目录1. 目的 (3)2. 适用范围 (3)3. 基本概念 (3)4. 基础设置 (4)4.1 用户和用户组的建立 (4)4.2 用户及角色设置 (5)4.3 文档分类设置 (8)4.4 文档属性设置 (8)4.5 工序属性设置 (9)4.6 工艺资源(工装和设备)管理 (10)4.7 工作中心管理 (14)4.8 产品分类管理 (17)5. 产品技术分析和报价阶段 (18)5.1 客户资料管理 (18)5.2 初始工艺BOM配置 (20)5.2.1 设计BOM配置 (20)5.2.2 工艺BOM配置 (22)5.2.2.1 新建工艺BOM (22)5.2.2.2 设置工艺BOM版本 (23)5.2.2.3 完善工艺BOM结构 (24)5.2.2.4 制定工艺路线 (26)5.2.2.5 填写工序属性 (28)5.2.2.6 设置工艺资源、物料和工序文档 (29)5.2.3 工艺BOM提交 (31)6. 样品试制阶段 (31)6.1 创建项目 (31)6.2 分解任务 (34)6.3 修改任务并下发 (36)6.3.1 评审型任务 (36)6.3.2 文档型任务 (37)6.3.3 完善工艺BOM (37)1.目的规范PDM系统中数据管理规范和业务流程规范;2.适用范围数据范围:和产品相关的文档、图纸、工艺文件;物料、产品结构、工艺和加工信息等;业务范围:产品工艺设计过程;图纸和技术资料变更过程;和ERP的数据交互过程;部门范围:业务部;3.基本概念1.产品是企业生产出来的,向用户或市场以商品形式提供的制成品(物品),是“一组将输入转化为输出的相互关联或相互作用的活动”的结果,即“过程”的结果。
2.零件组成机械和机器的不可分拆的单个制件,其制造过程一般不需要装配工序。
零件是机械制造过程中的基本单元。
有时,也将用简单方式连成的构件称为“零件”,如轴承等。
3.部件由若干个部分(零件、分部件),以可拆成或不可拆的形式组成的成品;分部件可以按照其从属产品关系划分为1级分部件,2级分部件。
富士达电梯工程模式详解这份请勿外传

富士达电梯工程模式详解这份请勿外传文档编制序号:[KK8UY-LL9IO69-TTO6M3-MTOL89-FTT688]华升富士达该操作适用于FUJITEC--CP38F电梯,该梯型速度为105M/MIN。
该梯主控制板型号为CP38X,变频器为FUJI系列,从主控制板M-MIC上的LED显示可以很直观的了解电梯的工作状态。
Cp38xCP28X※正常工作状态下,SEL旋钮对0位,LED指示如下:※十六位SEL旋钮对应位置及功能:※SEL旋钮对F位,LED显示故障代码:该故障码为十六进制,采用的是BCD码,具体如下:例,显示bit7与bit1,读作82显示bit7,bit6与bit3,读作C8注:清除故障码的方法将SEL旋钮对F位,按住BTN3持续4秒以上,显示bit0----bit7闪烁即可。
※当SEL旋钮对F位,按BTN1显示故障码,每按一次显示一个故障代码,当按住BTN1时,则显示楼层数,此楼层数代表故障发生时电梯所在的楼层。
※机房之检修运行方法:1、在按住BTN3(下)的同时,将EQDO的扳把向上,放松开BTN(下)。
2、按住BTN1(上)时,电梯上升。
按住BTN3(下)时,电梯下降。
3、放下EQDO的扳把,完成操作LED显示:与SEL位置相对应的显示。
※机房之呼叫登录(快车运行)方法:1、在按住BTN2(中)的同时,将EQDO的扳把向上,放松开BTN2(中)。
2、登录层之设定:按BTN1(上),则选定目前位置之上面一层,(连续按2秒,则选定最上层)。
按BTN3(下),则选定目前位置之下面一层,(连续按2秒,则选定最下层)。
3、登录:按住BTN2(中)。
4、放下EQDO的扳把,完成操作。
LED显示登录层。
※FD运行方法(FD自学习模式):1、在按住BTN2(中)的同时,将SEL旋钮放成(2)后,松开BTN2(中),LED闪烁期间再次按BTN2(中)。
2、在按住BTN3(下)或BTN1(上),使门关闭时如果轿厢在高出平层的位置,则开始下降。
操作手册PDM820-800BT

说明书仅针对 PDM-820/800 产品,如果以后相关功能变更,恕不另行通知,请用户及 时浏览丹东华通测控公司 网站。 2、本手册仅限于 系列产品的使用及 800 显示操作单无的使用,如果用于其它设 备造成的一切损失,丹东华通测控有限公司不承担任何经济责任,特此声明。
PDM 操作按键的定义
本仪表在进行参数设定时只用到前面板五个按键中的三个:需量、电压、电流键。
按键名称 SEL
VOL AMP
按键功能 改变参数组
修改设定值 存贮设定值
描述 参数组切换,功能码和状态码及从一个参 数组到另一个组及功能码之间的切换 设定状态码的状态位等 在退出参数组前按下后,可存贮新的数值
步骤 1:按“POW”键;
→ 此时仪表所有显示数值瞬时 消失,电量 7 只 LED 指示灯亮。
步骤 2:按“SET”键,选择下一组电量;
→ 此时仪表显示电量数值通过按“SET”来循环显示。 在 PF、KW、KVA、KVAR 显示时可通过连续按“POW” 键来循环查单相单电量,单相的 LED 指示为电流窗的 A、 B、C 分别表示相应的 A、B、C 单相电量;
步骤 1:按“POW”键;
→ 此时仪表所有显示 数值瞬时消失,电量 7 只 LED 指示灯亮。
步骤 2:连续按“SET”键;
→ 直到仪表电量 LED 指示 灯“KW”亮。
步骤 3:按“SEL”键 5 次;
→ 需量 LED 灯“MAX”亮。 此时仪表电量窗口显示 负向有功的最大值。
1.6 复位操作
要复位电量的最大/最小值,其操作分为以下两种模式: 1、非保护模式:允许快速复位非电能量的最大/最小值; 2、保护模式: 必须先键入操作密码(操作密码为:005),才能清除电
EVT-DVT-PVT-MP流程

1.目的
落实新产品开发设计之作业流程管制,确保其设计结果能符合客户及公司对品质之要求。
2.范围
凡本移动通讯事业群新产品之开发设计案均属之。
3.名词解释
3.1 PM:产品经理
3.2 MRS:Marketing Requirement Spec
3.3 PDS(Product Development Schedule):新产品开发进度
3.4 BOM(Bill of Material):材料构成表
3.4.1 E-BOM:研发阶段初期之零件表。
不能用于正式生产.
3.4.2 M-BOM:研发成熟后,将用于产线生产使用之零件表。
3.5 Kick Off Meeting:设计开发案启动会议
3.6 FTA(Full Type Approval):产品认证
3.7 ES(Evaluation Specification):提案及市场/客户需求分析、研发计划申请阶段
3.8 EV(Evaluation Validation):产品概念发展、设计规划及设计雏型阶段
3.9 DV(Design Validation):研发样品、工程试作阶段
3.10 PV(Production Validation):量试阶段
3.11 MP(Mass Production):量产阶段
3.12 EVT 1.x:PCBA样品、手工样品、CNC样品试作代号(通信基本功能、外观参考用)
3.13 DVT 2.x:新产品设计验证试作代号(正式模具品Soft/Hard Tooling、全功能验证、研
发技转确认产线)
3.14 PVT 3.x:产品小量量产验证试作代号(确认制程&良率)。
具有有效和可靠的冗余处理的半导体存储器件[发明专利]
![具有有效和可靠的冗余处理的半导体存储器件[发明专利]](https://img.taocdn.com/s3/m/15eca0f7c281e53a5902ffad.png)
专利名称:具有有效和可靠的冗余处理的半导体存储器件专利类型:发明专利
发明人:森邦,松宫正人
申请号:CN02106439.3
申请日:20020228
公开号:CN1379407A
公开日:
20021113
专利内容由知识产权出版社提供
摘要:一种半导体存储器件包括用于把数据输入输出到该器件的外部的数据缓冲器,多个DRAM单元阵列模块,位于多个DRAM单元阵列模块周围的SRAM冗余单元,存储在DRAM单元阵列模块中的缺陷存储单元的地址的熔断电路,把输入地址与存储在熔断电路中的地址相比较的比较电路,以及响应来自所述比较电路的地址匹配信号把所述SRAM冗余单元连接到所述数据缓冲器的输入/输出总线。
申请人:富士通株式会社
地址:日本神奈川
国籍:JP
代理机构:中国国际贸易促进委员会专利商标事务所
代理人:付建军
更多信息请下载全文后查看。
南通富士特电力自动化有限公司无功补偿控制器说明书

南通富士特电力自动化有限公司无功补偿控制器说明书无功补偿与配电监测控制器(以下简称控制器),具有无功补偿、数据采集、通讯等功能,适用于交流50Hz、0.4kV低压配电系统的监测及无功补偿控制,以达到最大限度的节能降耗、提高电网质量的目的,该产品经过十多年的持续改进应用,有近万只的连续运行,产品稳定可靠。
1.数以电压、功率因数、无功功率等综合判定条件投切电容,无投切振荡,无投切呆区,具有控制精度高,装置补偿效果好。
2.多种投切模式,共补、分补、混合补偿多达12路6种组合。
3.支持短信模式,短信息和手机兼容,可以使用手机直接查看或设置参数。
4.中文液晶显示,界面友好。
可分相分级对三相不平衡的配电系统无功进行精确补偿。
5.具有过压、欠压,并能故障闭锁,保护补偿装置;控制器数据可通过485通讯上传至主控室,便于管理。
6.控制器对外联系的部分均采用多种信号隔离措施---如电磁隔离、光电隔离等,以提高控制器的抗干扰能力。
7.自适应频率算法,输入信号在45-55Hz之间变化,均可实现正常数据采集功能。
相位自动识别,接线简单。
8.器具有功耗低、安装方便、匹配方式灵活多样、适应多种运行环境等特点。
9.路板采用多层表面贴装技术,减少了电路体积,减少发热,提高了控制器的可靠性。
10.控制器采用整体面板、封闭机箱,强弱电严格分开,同时在软件设计上也采取相应的抗干扰措施,控制器的抗干扰能力大大提高,对外的电磁辐射也满足相关标准。
11.在采样回路中,选用高精度、高稳定的16位AD模数转换器件,保证正常运行的高精度,避免因环境改变或长期运行而造成采样误差增大。
12.自主开发,技术支持完善。
使用条件:1海拔高度不超过3000米2周围环境温度小于50℃,大于-20℃3空气相对湿度85%(25℃)4周围环境无易燃、易爆的介质存在,无导电尘埃及腐蚀性气体存在。
SOP标准化培训

精髓:将关键控制点细化量化。
SOP的定义
SW
即Standardize Work 标准化作业
SOP与SW关系:SW 属于SOP其中一项内容
SOP的由来
十八世纪或作坊手工业时代的特点: 成品制造:工序少、一个人从头到尾 人员培训:以学徒形式通过长时间学习与实践 来实现 现代工业制造的特点: 成品制造: 生产规模大、产品复杂、分工细化 、 质量要求高、工序控制困难 人员培训:以标准作业程序的形式统一各工序 的操作步骤及方法
编写总要求
规范化要求
使用祈使句(尽量避免使用被动句) 例如 正确: 按下STOP按钮 不正确: STOP钮被按下 在此基础上可以添加地点或工具的条件状语 统一使用精确动词和名词 确定责任人 SOP默认为操作者
产品一次做好,如果返工就会带来损失,因此,管
第一次就把事情做好
(Do It Right The First Time)
品管大師:克勞斯比(Crosby)
SOP的重要作用
质量管理的要求:
ISO9000质量管理精髓: “写你所做,做你所写” 7.5生产和服务的提供(ISO9001:2000) 7.5.1生产和服务提供的控制 组织应在受控的条件下策划和展开生产与服务的提供,适当时, 受控条件包括: 具备描述产品特性的资讯 具备作业指导书 使用适当的设备 监控和测量设备的使用和使用 监控和测量的实施和发放、交付及交付后活动的实施
制作SOP
原则:
清晰、易懂、明确 作业者可轻易研读并明了作业的内容、顺 基准。
序、
SOP的标准格式
标准sop电子作业指导书系统

sop现状
1、纸质为主:多数企业使用纸质SOP,影响车间形象,纸张、碳粉的使用不利于环保
2、培训压力:传统授课模式培训新员工:时间长、见效慢;工艺变更后员工对新操作方 式接受慢,影响效率和质量;换线时没有1、简单明了的方式提醒员工注意不同产品的不 同点,容易引发质量事故。
3、成本压力:纸张、耗材、打印机、SOP管理人员的成本不断上升。
站点预览
进入此界面后会显示所有的站点树 形列表,选中想查看的车间、产线 下的站点,然后下方会列出该站点 正在播放的文件和通知列表,选择 中项,在界面右方会显示相应的内 容,检查是否发放正确。
深圳讯鹏科技
谢谢观赏
讯鹏科技
19年10月
sop电子作业指导书
助力生产型企业数字化转型
讯鹏科技
19年10月
目录
CONTENTS
01 s o p 现 状 标准作业程序
02 E-SOP系统 讯鹏E-SOP对企业的价值
03 系 统 架 构 链接方式介绍
04 系 统 介 绍 服务端与客户端
Part One
1 sop现状 讯鹏科技
sop标准作业程序
SOP是对每个作业程序的控制点操作的优化,这样每位员 工都可以按照SOP的相关规定来做事,并加以改进。同时, 有了SOP,保证了我们日常工作的连续性和相关知识的积 累,也无形中为企业节约了一些管理投入成本。特别是在 当今经济全球化、竞争全球化的知识经济时代,更是如此。 从每一个企业的经营效果来看,关键的竞争优势在于成本 最低或差异化。对于同等条件的竞争企业来看,差异化往 往不是在硬件,而是在软件。软件的差异化又往往不是在 大的战略方面,而是在具体的细节。细节的差异化不体现 在理解上,而体现在能否将这些细节进行量化,也即细节 决定成败。因此,从这个意义上来看,SOP对于提高企业 的运行效果也是有非常好的促进作用。许多企业在花费大 量的时间制定与审核SOP,却因为其在发布与更新上具有 很大的难度
SOP SIP

核准 重 量/数 量 材 质
品管检验项目 检测项目 22±0.2 平面度≤0.1 检测方法 CTQ
数显卡尺 角尺/塞尺
备注
外观检测
1.产品表面不可有压伤、碰伤 、划伤。 2.产品不可成平行四边形、不 能倾斜,需保证垂直.
产品组成 (BOM)
1 2 3 图 示
** **
图示1
9.2±0.2 24.25±0.2 45.75±0.2 60.8±0.2 17.0±0.2 4-∮4.0±0.2 4-∮2.8±0.04
作业(SOP)/检验(SIP)指导书
料号 工 序 流 程 工序号 1 (图示1) 2 (图示1) 工序内容 锯切 制程条件 锯切机 CNC 制程条件 CNC
1 2 3 1 2 3 1 2 3 4 5 6 7 8 9
1.产品表面不得碰伤、划伤、 毛刺.
品名
版 本
A0
页码1Leabharlann 2制作 序 号审核 料号/品名
牙深≥7
1.产品不可有变形,歪斜, 碰伤,划伤. 2.不可有漏倒角,倒角钻伤, 倒角须大小光亮一致,无翻 边,毛边。 1.产品不可有变形,歪斜, 碰伤,划伤. 2.不可有漏攻牙、牙孔开花 、滑牙现象. 1.不可有铝屑残留,压伤、 划伤、油污.
抛光 制程条件 清洗线
1 2 3
粗糙度Rz≤10
粗糙度仪
**
1.不可有油污.光泽度不均 匀现象. 2.不可有抛伤.毛边.明显蹋 角.
数显卡尺 数显卡尺 数显卡尺 数显卡尺 数显卡尺 数显卡尺 数显卡尺 1.产品不可有变形,歪斜, 碰伤,划伤. 2.不可有漏钻孔,未钻穿。
深度=1.5 通孔
倒角 制程条件 台钻
1 2 3 4
攻牙 制程条件 台钻 清洗/烘干 制程条件 清洗线
Pdm-800

◆ PDM-800 系列均具有 RS-485 通讯接口(MODBUS RTU 协议)及 宽范围交直流通用电源,外型尺寸均为:145*90*72mm,DIN 导轨 固定方式;
-4-
PDM-800 系列网络电量测控产品
● PDM-800AV 三相电量网络变送器 标配功能: 综合测量 30 多种三相/单相电量:相/线电压、电流、有功 功率、无功功率、视在功率、功率因数、频率等; 电能计量:有功电能(kWh),无功电能(kVARh); 标准 CT、PT 输入,适用于各种电压等级及接线方式; 具有 RS-485 通讯接口(光隔),ModBus RTU 通讯规约; 宽范围交直流通用电源:AC/DC75~255V; 各种电量测量值通过通讯接口实时读取,仪表参数可由计 算机远方设定; 采用标准 DIN 导轨安装或螺丝固定安装方式 外型尺寸:145×90×72mm(长×宽×高) 选配功能: 1 路可编程电能脉冲输出 (K) 1 路越限报警控制输出 (M) 1 路 DC 4~20mA 模拟量输出 (A) 扩展显示单元:实时显示测量电量,现场设定仪表参数 三行 LED 显示 PDM-810DS (DS) 液晶 LCD 显示 PDM-810DSC (DSC)
◆ 800S/SR/SE/SM 模块用于对断路器的位置/故障等各种状态量信号 及电能脉冲量信号(自动累计)的远程监视,同时可实现对断路器 的远程“分/合”控制;
◆ 800CAI/T 模块可实现 4-20mA 模拟量的采集及数字式温度的测量 变送;实现诸如变压器/电动机的温度及压力等非电量的采集与测 量;
pdm800av典型接线用于低压系统三相四线pdm800系列网络电量测控产品丹东华通测控公司pdm800ac典型接线用于高压系统三相四线pdm800ae典型接线6路单相电量综合采集pdm800系列网络电量测控产品丹东华通测控公司pdm800a典型接线6路单相电流采集pdm800s典型接线12路遥信输入6路遥控输出pdm800系列网络电量测控产品丹东华通测控公司pdm800sr典型接线6路遥信输入12路遥控输出pdm800se典型接线24路遥信输入pdm800系列网络电量测控产品丹东华通测控公司pdm800sm典型接线12路遥信输入12路电能脉冲输入pdm800cai典型接线pdm800系列网络电量测控产品丹东华通测控公司pdm800t典型接线五典型应用pdm在老站改造集中组屏安装中的应用目前已经投运的许多常规变电站需要实现无人值班或少人值班的智能化综合监控及管理其安装方式通常采用集中组屏方式既以变电站为单位在各变电站开关室内均设一面或多面现场测控柜所有ctpt及状态量信号均从对应的开关柜内敷设电缆至现场测控柜pdm800系列产品非常适合于这种场合的应用
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
富士特PDM系统SOP目录1. 目的 (3)2. 适用范围 (3)3. 基本概念 (3)4. 基础设置 (4)4.1 用户和用户组的建立 (4)4.2 用户及角色设置 (5)4.3 文档分类设置 (8)4.4 文档属性设置 (8)4.5 工序属性设置 (9)4.6 工艺资源(工装和设备)管理 (10)4.7 工作中心管理 (14)4.8 产品分类管理 (17)5. 产品技术分析和报价阶段 (18)5.1 客户资料管理 (18)5.2 初始工艺BOM配置 (20)5.2.1 设计BOM配置 (20)5.2.2 工艺BOM配置 (22)5.2.2.1 新建工艺BOM (22)5.2.2.2 设置工艺BOM版本 (23)5.2.2.3 完善工艺BOM结构 (24)5.2.2.4 制定工艺路线 (26)5.2.2.5 填写工序属性 (28)5.2.2.6 设置工艺资源、物料和工序文档 (29)5.2.3 工艺BOM提交 (31)6. 样品试制阶段 (31)6.1 创建项目 (31)6.2 分解任务 (34)6.3 修改任务并下发 (36)6.3.1 评审型任务 (36)6.3.2 文档型任务 (37)6.3.3 完善工艺BOM (37)1.目的规范PDM系统中数据管理规范和业务流程规范;2.适用范围数据范围:和产品相关的文档、图纸、工艺文件;物料、产品结构、工艺和加工信息等;业务范围:产品工艺设计过程;图纸和技术资料变更过程;和ERP的数据交互过程;部门范围:业务部;3.基本概念1.产品是企业生产出来的,向用户或市场以商品形式提供的制成品(物品),是“一组将输入转化为输出的相互关联或相互作用的活动”的结果,即“过程”的结果。
2.零件组成机械和机器的不可分拆的单个制件,其制造过程一般不需要装配工序。
零件是机械制造过程中的基本单元。
有时,也将用简单方式连成的构件称为“零件”,如轴承等。
3.部件由若干个部分(零件、分部件),以可拆成或不可拆的形式组成的成品;分部件可以按照其从属产品关系划分为1级分部件,2级分部件。
4.总成能够执行一定独立功能的由若干个部件以可拆成或不可拆的形式组成的复杂成品,例如发动机总成,车桥总成,前轴总成等;由零件和部件组成;也可能叫组件、整件、装置、全件等说法。
复杂产品可能还有分总成。
5.自制件本企业产品及其组成部分中企业自己加工的零部件。
6.外购件本企业产品及其组成部分中采购其它企业的产品或零部件。
7.标准件经过优选、简化、统一并给予标准代号的零部件。
标准件一般作为一种特殊的外购件处理。
8.外协件本企业产品及其组成部分中采购其它企业或分厂的产品或零部件,但由本企业负责图纸和工艺设计。
9.虚拟件虚拟件是指把那些在多款产品中,要用到的共用零件虚拟成一个零件来管理,这样的零部件叫虚拟件。
10.设计BOM设计BOM是企业产品设计部门用来组织和管理生产某种产品所需的零部件物料清单,本质上是产品在工程设计阶段的产品结构的反映,它是产品设计工程师在完成产品设计后获得的,它是其它BOM视图的基础,其它的BOM都是在设计BOM的基础上,根据自身的需要,将其分解、添加、修改、调整后形成的,11.工艺BOM是工艺工程师根据工厂的加工水平和能力,对设计BOM再设计出来的。
它用于工艺设计和生产制造管理,使用它可以明确地了解零件与零件之间的制造关系,跟踪零件是如何制造出来的,在哪里制造、由谁制造、用什么制造等信息。
同时,工艺BOM也是MRPⅡ/ERP 生产管理的关键管理数据结构之一。
12.工艺资源企业的工艺资源,是指企业加工一个零件所需的全部物质元素,是面向CIMS、CAPP、NC、ERP等系统所需的制造资源,包括机械制造工艺资源和工艺设计知识。
资源管理的目的是对制造资源和工艺设计知识进行组织、管理、维护、控制,向用户提供使用资源的手段和方法,为工艺设计提供资源支持,并构建起企业资源管理平台及资源访问门户。
所管理的资源包括大量的工艺专家经验、决策和推理规则,制造资源和制造环境数据及其他与工艺设计相关数据。
13.工作中心工作中心(Working Center)指的是直接改变物料形态或性质的生产作业单元。
在ERP系统中,工作中心的数据是工艺路线的核心组成部分,是运算物料需求计划、能力需求计划的基础数据之一。
如一条流水线,CNC加工机床等。
工作中心是一种资源,它的资源可以是人,也可以是机器。
一个工作中心是由一个或多个直接生产人员,一台或几台功能相同的机器设备,也可以把整个车间当做一个工作中心,车间内设置不同的机器类型。
它是工序调度和CRP产能计算的基本单元。
14.工序工件在一个工位上被加工或装配所连续完成所有工步的那一部分工艺过程。
15.工艺路线工艺路线用来表示企业产品的在企业的一个加工路线(加工顺序)和在各个工序中的标准工时定额情况。
是一种计划管理文件不是企业的工艺文件,不能单纯的使用工艺部门的工艺卡来代替。
工艺卡主要是用来指定工人在加工过程中的各种操作要求和工艺要求,而工艺路线则强调加工的顺序和工时定额情况,主要用来进行工序排产和车间成本统计。
4.基础设置4.1用户和用户组的建立系统管理员登录系统,在系统管理及工具下面选择“用户管理”,进入用户管理界面,在企业组织下面建立用户组:工作组名称和编码和ERP中的用户组保持一致。
工作组下面可以建立子组,建立方法相同。
然后在工作组下面建立用户:代号:必填项,填写用户登录代号,填写ERP中的人员代号,以便于统一登录;姓名:必填项,填写用户真实姓名;密码:给用户设置初始密码,不填则密码为空,用户无需密码即可登录;电子邮箱:可填写用户真实的邮箱地址;是否允许多人登录:勾选则允许同一帐号在不同的机器同时登录,不勾选则不允许;4.2用户及角色设置用友PDM系统中,用户不直接赋予任何权限,用户只有在指定其所属角色时,才被赋予该角色的权限。
一个用户可同时被分配多个角色,一个角色也能同时分配给多个用户。
角色通过系统管理员直接与用户关联,该用户将一直拥有此角色的权限。
系统管理员登录系统,在系统管理及工具下面选择“角色管理”,进入角色管理界面:角色分项目角色和非项目角色:项目角色:分配给项目组成员的角色;非项目角色:分配给用户的角色;在非项目组角色中创建角色:给角色设置权限:根据实际需要给角色设置权限。
角色建立后,可以给用户分配角色,进入“用户管理”,设置用户角色:4.3文档分类设置用友PDM中的文档是分类进行管理的,使用文档分类可以有效组织企业的技术资料,便于使用人员查找需要的技术资料,同时文档分类同密级关联还可以用于进行权限的控制。
操作方法:系统管理员登录系统,进入文档管理—文档管理器,在左边的文档分类树中建立文档分类:分类名称:手工输入;密级:无需输入;4.4文档属性设置文档属性分为系统属性和自定义属性两类,对于系统属性(如编号、名称、创建时间等)不能进行修改和删除。
文档自定义属性不仅可以帮助我们更加详细地描述一个文档,还可以用于文档的查询,使得我们能够更加快速地找到需要的文档。
操作方法:系统管理员登录系统,进入文档管理—文档属性设置—添加属性:中文名称:填写属性的中文名称;字段名称:填写属性的内部标识,确定后不允许修改;数据类型:从下拉列表中选取字符型、数字型或日期型;数据长度:当数据类型为字符型时,需要设定该属性的数据长度;录入方式:当数据类型为字符型时,需要选择录入方式,文本框表述该属性需要手工输入;列表框表示该属性可从下拉列表中选取。
当选择列表框时,需要在列表框值4.5工序属性设置工序属性是描述一道工序的技术参数,其目的是为了进行技术分析和成本核算。
操作方法:管理员登录系统,进入产品工艺管理—工作中心:属性设置方式同文档自定义属性。
4.6工艺资源(工装和设备)管理目前企业的工艺资源主要指:工装和设备。
系统管理员登录进入产品工艺管理—工艺资源管理:首先建立资源分类,新增资源分类操作步骤如下:(1)在进入新增工艺资源分类界面后,父类代号和父类名称会根据选择的资源分类自动将该分类的代号和名称写入到父类代号和父类名称中去;(2)在填写完分类代号、分类名称、选择类别、选择流水码起始值、填写完流水码长度后,点击“保存”就可以成功添加工艺资源分类(分类代号和分类名称都是唯一的,都是不允许重复存在的),工艺资源分类下面还可以存在分类;(3)如果有自定义的工艺资源属性,也可点击关联自定义属性中的“新增”来关联该分类需要关联的自定义属性。
(4)工艺资源分类还可以进行剪切粘贴操作,当分类下面有工艺资源时,在剪切后会将工艺资源一起剪切粘贴到新的分类下面。
然后在分类下面建立工艺资源,新增工艺资源可以通过三种途径来达到新增资源的目的:新增、批量引用物料、导入文件。
步骤如下:(1)新增资源选择一个分类点击“新增”,进入新增工艺资源管理界面:在新增工艺资源信息界面中,工艺资源还可以进行输入备注信息、关联物料(一个工艺资源只能关联一个物料)、附加信息则是在有新增自定义属性后可以输入的信息、关联图片等操作。
(2)批量引用物料。
选择一个分类,右键点击“批量引用物料”,然后进入物料库,批量选择物料,在选择编码方式,点击确定后生成对应的工艺资源;编码方式如果选择使用编码器编码,点击确定后进入“按编码器生成编号”界面,先调用编码器生成编码,然后点击“生成编码”,则会按照编码器生成的编码流水下去生成对应的编号。
(3)导入资源选择一个分类,点击“导入”,选择要上传的文件,点击“打开”,则会批量导入工艺资源,在导入的文件中,资源的编号、名称、版本、分类、类别这几个字段属性是必填内容,否则导入不会成功。
4.7工作中心管理系统管理员登录系统,进入产品工艺管理—工作中心:首先增加工作中心的分组:然后再分组下面建立工作中心:最后在工作中心下面增加工序:4.8产品分类管理产品分类管理是将企业产品进行分类管理的一个工具,产品分类管理根据企业的实际情况对产品进行分类,例如一个产品地域特性很明显的企业以地区来对产品进行分类,根据富士特公司实际情况,我们企业的产品根据客户来分类。
根据产品分类可以快速的参照产品和对产品进行配置。
操作方法:系统管理员登录系统,进入“零部件管理”—“产品分类管理”,添加产品分类:输入产品分类名称或描述即可。
5.产品技术分析和报价阶段5.1客户资料管理项目经理接到报价要求后,首先将客户资料(若客户资料没纸质文件,则扫描成图片格式进入)存入PDM系统中。
项目经理登录系统,进入文档管理器,在文档树中找到相应的文档分类目录:在分类目录上点右键选择“录入已有文档”:文档编码:必填项,手工输入;文档名称:必填项,手工输入,或者通过上传文件自动获取文件名作为文件名称;文档流程:因为是客户资料,不需要审批;上传文件:必须上传文件,点击输入框后面的按钮来选取本地文件上传;文档版本:默认起始版本为“00”;自动归档:因为是客户资料,不需要审批,因此勾选“自动归档”;文档类型:用于关联评审流程,无需选择。