最新车身前处理电泳工艺流程
车身前处理电泳工艺流程讲课稿
车身前处理电泳工艺流程车身前处理电泳工艺流程1、工艺流程复验白车身→预清理→装挂→上件→预脱脂→脱脂→水洗1→水洗2→表调→磷化→水洗3→水洗4→纯水洗→平台沥水→电泳→UF1→UF2→DI水洗→平台沥水→下件→电泳烘干→强冷→检验2、工艺程序及规范(1)复验白车身:仔细观察白车身A面应平顺,凹凸度<1mm,无锈蚀及砂轮打磨痕迹。
其它部位无明显变形。
各表面无重油、明显锈蚀、焊接垃圾及杂物等。
(2)预清理:带乳胶手套,用棉纱蘸稀料擦拭车身内外表面油污,再用干净棉纱擦净,重点应保证A面不得留下污痕。
(3)装挂:车身运行到装挂工序自动下降到位后停止,手动控制遥控器将车身调正落放在浸式滑撬上使前后托架离开前后风窗口,用挂钩将车身固定在滑撬上。
打开吊具,手动放行自行小车。
检查装挂安全、可靠后按放车按钮,滑橇自动运行至上件工位。
(4)上件:待吊具自动运行到上件工位后,手动控制吊具上升吊起工件,用锁紧装置锁紧吊具,手动控制吊具上升到光电开关以上高度,按放车按钮,吊具平稳上升到顶点,当下一工位无占位时,小车自动进入前处理、电泳线。
(5)预脱脂:①温度:50℃-60℃开线前半小时将槽液升温到规定范围内。
A线升温用蒸汽直接加热和电磁阀控制加热两种加热方式同时进行加热,到温后用电磁阀自动控温。
B线升温用天燃气液槽加热系统直接加热,自动控温。
②浸渍时间:3.0min③出槽自动喷淋喷淋压力0.1~0.15Mpa喷嘴方向调整正确、无阻塞,喷淋覆盖全车表面。
随时清理液面,保持液面清洁无杂物。
(6)脱脂:同预脱脂(7)第一水洗:①浸洗1min 常喷,喷淋压力0.1~0.15Mpa,喷嘴方向调整正确,无堵塞,喷淋覆盖全车表面,随时清理液面,保持液面清洁无杂物。
槽液溢流,管路无阻塞,泵无异常。
② PH值8-10③倒槽:连续过车300辆(或产量较小的高温天气3天)进行换槽,并做好换槽记录。
换槽时人工清洗水洗槽,将槽内清理干净后加新鲜自来水至溢流口。
(最新整理)电泳及前处理部分工艺
2021/7/26
10
脱脂-清洗用材料
碱性水基清洗
其他缩合磷酸盐,包括焦磷酸钠、三聚磷酸钠、六偏磷酸钠,他们都有一个重要性质,就是作为多价螯 合剂使用,所形成的螯合物不会从水溶液中沉淀出来,即是说,缩合磷酸盐对水的软化作用不会产生任 何沉淀。对钙离子的螯合力以六偏磷酸钠最强,对镁离子的螯合力以焦磷酸钠最强,三聚磷酸钠对钙镁 离子的螯合力介于俩者之间。所有的缩合磷酸盐尤其是三聚磷酸钠与十二烷基苯磺酸钠这类表面活性剂 都有明显的协和作用,二者复配比比单用其中一种的清洗效果大幅度提高。此外,他们还具有缓冲、分 散、促进乳化等作用。4、硅酸钠 有原硅酸钠、偏硅酸钠和水玻璃。水玻璃在水中能形成稳定的胶体, 形成溶剂化胶束,与表面活性剂一起使用时,有良好的助洗作用。硅酸盐在水中会发生水解,水解生成 的硅酸不溶于水,而以胶束结构悬浮在槽液中,此种溶剂化的胶束对固体污垢的粒子具有悬浮和分散能 力,对油污有乳化作用,因而有利于防止污垢在工件的表面再沉积。硅酸盐具有缓冲作用,即在酸性污 垢存在时,其PH值几乎维持不变。硅酸盐还可以和水中的高价金属离子形成沉淀,可除去水中的铁盐, 还能络合钙镁离子,在一定意义上说有软化水的作用。硅酸盐还具有耐腐蚀作用,是金属缓蚀剂,因而 有色金属,特别是铝、锌、锡等制件用的碱性清洗剂几乎都含有硅酸盐。
2021/7/26
4
脱脂
油污的性质和组成 在选择脱脂方法和脱脂剂时,首先要了解金属表面所带的油污的 性质和组成,只有这样,才能进行正确的选择,达到满意去油效 果。 油污的组成 矿物油、凡士林 他们是防锈油、防锈脂、润滑油、润滑脂及乳化 液的主要成分。 皂类动植物油脂、脂肪酸等 他们是拉延油的主要成分。 防锈添加剂 他们是防锈油和防锈脂的主要成分。 此外,金属屑、灰尘及汗渍等污物也会混杂在上述的油污中。
汽车前处理和电泳工艺技术
汽车前处理和电泳工艺技术以中国市场为研究对象并结合汽车车身的结构和工艺特色,告知我们必须在产品的竞争力、涂抹质量和防腐力度等方面做出适合中国市场的方法和管理策略。
经过分析得之,使用水溶性涂料可以使有机溶剂大幅度得到节省从而使大气污染和环境危害收到遏制,最终减少甚至杜绝了火灾的形成;其中,涂装效率和涂料损失度成反比,涂料使用率保持在90%~95%之间;容易使工件的每一点都被匀称涂膜,易于依附,涂装质量有所加强,使漆膜外观平滑不粗糙,有效的完成了其他涂装手段在进行繁杂工件涂装时出现的问题,这样不仅可以使生产效率增加还可以使施工得到可持续化发展。
1前处理工艺1.1前处理目的通常我们所说的前处理就是在车身涂漆前进行的清除、整平和覆盖等,也就是说要使工件外观变得匀称,以便后期在进行阴极电泳底漆的涂装时提前做好准备,这样做的目的是可以使电泳底漆更好的依附在金属上,使涂层不易受到腐蚀,以便更好的维护工件。
1.2前处理工艺规范以QC/T 484-1999中高级轿车涂层质量为研究对象,把前处理每个工序的对照物制定规格,使现按工艺工序得以完善,并对重要的工艺参数、每个工序的职能、用途等相综合,如表1。
2影响电泳涂装的主要工艺参数2.1电压现实中我们所了解的电泳涂装主要是以定电压法为基础比较简便,容易使用。
漆膜是受电压控制的,电压高低与电泳漆膜的厚薄成正比,其中,不易涂装处我们可以选择加大涂装力度并相对较少施工时间;如果电压高,漆膜就会变厚使表面显得不细致,待干燥后会出现橘皮。
相反,在电压较低的情况下,电解速度相对较慢,漆膜就会显得轻薄,导致泳透力不佳。
电压的应用通常是以涂料种类、施工要求为前提的。
通常,电压与涂料的固体分、漆温等呈反向影响而和两极之间的距离呈正向影响。
例如:钢铁在呈现40 V~70 V的时候,铝及铝合金需要选用60 V~100 V那么镀锌件就应该选用70 V~85 V之间。
2.2电泳时间漆膜厚度与电泳时间成正比,可是如漆膜的厚度达到定值时即使时间增长厚度也不会增加,相反还会出现不良状况;反过来看,当电泳时间短,漆膜薄的时候,电泳时间需要取决于所用的电压,如果涂层质量已经得到保障,那么时间短比时间长要效果要好的多。
汽车前处理和电泳工艺技术
汽车前处理和电泳工艺技术以中国市场为研究对象并结合汽车车身的结构和工艺特色,告知我们必须在产品的竞争力、涂抹质量和防腐力度等方面做出适合中国市场的方法和管理策略。
经过分析得之,使用水溶性涂料可以使有机溶剂大幅度得到节省从而使大气污染和环境危害收到遏制,最终减少甚至杜绝了火灾的形成;其中,涂装效率和涂料损失度成反比,涂料使用率保持在90%~95%之间;容易使工件的每一点都被匀称涂膜,易于依附,涂装质量有所加强,使漆膜外观平滑不粗糙,有效的完成了其他涂装手段在进行繁杂工件涂装时出现的问题,这样不仅可以使生产效率增加还可以使施工得到可持续化发展。
1前处理工艺1.1前处理目的通常我们所说的前处理就是在车身涂漆前进行的清除、整平和覆盖等,也就是说要使工件外观变得匀称,以便后期在进行阴极电泳底漆的涂装时提前做好准备,这样做的目的是可以使电泳底漆更好的依附在金属上,使涂层不易受到腐蚀,以便更好的维护工件。
1.2前处理工艺规范以QC/T 484-1999中高级轿车涂层质量为研究对象,把前处理每个工序的对照物制定规格,使现按工艺工序得以完善,并对重要的工艺参数、每个工序的职能、用途等相综合,如表1。
2影响电泳涂装的主要工艺参数2.1电压现实中我们所了解的电泳涂装主要是以定电压法为基础比较简便,容易使用。
漆膜是受电压控制的,电压高低与电泳漆膜的厚薄成正比,其中,不易涂装处我们可以选择加大涂装力度并相对较少施工时间;如果电压高,漆膜就会变厚使表面显得不细致,待干燥后会出现橘皮。
相反,在电压较低的情况下,电解速度相对较慢,漆膜就会显得轻薄,导致泳透力不佳。
电压的应用通常是以涂料种类、施工要求为前提的。
通常,电压与涂料的固体分、漆温等呈反向影响而和两极之间的距离呈正向影响。
例如:钢铁在呈现40 V~70 V的时候,铝及铝合金需要选用60 V~100 V那么镀锌件就应该选用70 V~85 V之间。
2.2电泳时间漆膜厚度与电泳时间成正比,可是如漆膜的厚度达到定值时即使时间增长厚度也不会增加,相反还会出现不良状况;反过来看,当电泳时间短,漆膜薄的时候,电泳时间需要取决于所用的电压,如果涂层质量已经得到保障,那么时间短比时间长要效果要好的多。
电泳及前处理部分工艺
表面活性剂的亲油基结构上的差别较小,一般是由长链烃构成,包扩下列结构:
• 直链烷基(C8~C20)
• 支链烷基(C8~C20)
• 烷基苯基(烷基碳原子数为8~16)
• 烷基萘基(烷基碳原子数为3以上)
• 松香衍生物
• 高相对分子质量聚氧丙烯基
• 长链全氟(或氯代)烷基
脱脂-清洗用材料
碱性水基清洗 表面活性剂 表面活性剂又叫界面活性剂。狭义上讲是指在很低含量时就能显著的降低水的表面张力的 物质称为表面活性剂。广义上是指凡是能够使体系的表面状态发生明显变化的物质,都称 之为表面活性剂。 表面活性剂的分子是由易溶于油的亲油基和易溶于水的亲水基俩种集团所组成。亲油基以 长的碳氢链为代表。而亲水基团是极性的基团,如羟基、羧基、氨基、磺酸基和醚基等为 代表。这俩种基团的不同亲和力各自独立作用而又同时发生。这种特点,使液体表面发生 许多性能上的变化,表现在表面或界面上的吸附,表面力与界面张力的降低及润湿、净洗、 分散增溶、乳化、润滑等性能上。
为了使油污除净,至少要用有机溶剂西俩次以上,使用一段时间后,当溶剂中的油污含量 增加到一定程度时,要及时更换,最后一道清洗要用比较干净的溶剂。
除了液相有机溶剂脱脂,还有气相有机溶剂脱脂。例如利用三氯乙烯、三氯甲烷等物质, 他们的沸点低、受热易汽化,遇冷易液化、蒸气密度大、蒸气界面不易扩散、不燃烧、溶 解能力强(15度时三氯乙烯的溶解能力比汽油大四倍,50度时大七倍),因而常用做气相 脱脂,即把零件置于这类有机溶剂的蒸气中蒸气就在冷的零件上冷凝化,零件上的油脂就 溶解于液化了的 有机溶剂中而脱离零件,液化了的溶剂又被加热成蒸气,这种过程一直持 续到零件表面的温度与溶剂的温度相等,蒸气不在被液化为止。
虽然气乡有机溶剂去油效率内很高,但是不能洗掉无机盐类和碱类物质,不能除去零件上 的灰尘微粒。把三氯乙烯的浸洗、气相清洗和喷洗来联合采用,可以获得极好的清洗效果。 由于采用有机溶剂去油的劳动条件差、毒性较大,气相脱脂必须有良好的封闭式脱脂设备 和通用装置,大多数有机溶剂防火要求严格,而且脱脂费用高,现在又有高效赌东道的水 基清洗剂的出现,现在 一般已不采用有机溶剂去油。
车体电泳工艺流程
车体电泳工艺流程
《车体电泳工艺流程》
车体电泳是一种常用的涂装工艺,主要用于汽车车身的防腐蚀和防锈。
它采用电化学原理,通过将车体浸泡在含有颗粒物的涂料中,利用电流将涂料沉积在车体表面,形成一层均匀且密实的保护膜。
这种工艺不仅可以提高车体的防腐蚀性能,还可以增加表面的光泽和美观度。
车体电泳工艺流程通常包括以下几个步骤:
1. 预处理:车体在进行电泳前需要经过一系列的预处理步骤,包括除油、除锈、除尘、磷化等。
这些步骤可以保证车体表面的清洁度和粗糙度,有利于涂料的附着和膜的形成。
2. 下挂:将经过预处理的车体挂在输送链上,送入电泳槽中。
在下挂的过程中,要确保车体的挂钩位置正确,保证电泳涂料能够均匀地覆盖整个表面。
3. 电泳涂装:车体进入电泳槽后,涂装液中的颗粒物会受到电流的作用,被吸附到车体表面形成保护膜。
这个过程需要控制电流的大小和时间,以确保膜的厚度和均匀度。
4. 清洗和烘干:车体经过电泳涂装后,需要进行清洗和烘干,以去除多余的涂料和水分,确保表面光滑和干燥。
5. 烘烤固化:最后,车体进入烘烤室进行固化处理,使涂料膜
形成坚固的保护层。
车体电泳工艺流程可以有效提高汽车车身的防腐蚀性能,同时也能够增加表面的美观度和耐久度。
随着科技的发展,车体电泳工艺也在不断改进和完善,使得涂装工艺更加环保和高效。
汽车涂装电泳流程
汽车涂装电泳流程
汽车涂装电泳流程是目前汽车涂装行业中比较流行的涂装工艺。
该工艺采用电化学原理将涂料均匀地覆盖在汽车表面。
下面我们来了
解一下汽车涂装电泳流程。
1.表面处理
首先,要对汽车表面进行处理,去除沙粒、油污、锈蚀等杂质,使得
涂料可以均匀地涂抹在表面。
常用的表面处理方法有喷砂、酸洗等。
2.电泳涂装
处理完汽车表面后,将汽车置于涂装室内。
这时,涂装室内会形成一
个电场,电解液和涂料在电场中形成了稳定的漩涡液流。
将汽车的阳
极连接上电采样器,阴极连接上电源,通过电流驱动下,涂料会自动
地沉积在汽车表面上。
一般而言,涂料要进行多遍的涂装才能够确保
整个汽车的表面有一层均匀的涂装。
3.旋转干燥处理
完成电泳涂装后,将汽车进入旋转干燥处理室,使用高速旋转的方法
将汽车表面的多余涂料甩掉。
这样可以确保涂装光滑平整,色泽均匀。
4.烘干
另外,还需要通过高温烘干的方式将汽车表面的涂料固化。
这样可以
确保涂料和汽车表面牢固连接,不易剥落、褪色。
综上所述,汽车涂装电泳流程具备以下优点:涂布均匀,色泽鲜艳,不易掉色,固化牢固,使用寿命长。
在后续维护中,也不容易出
现起泡、龟裂现象,达到比较理想的涂装效果。
汽车电泳流程

汽车电泳流程汽车电泳是一种常见的表面处理工艺,它可以有效地防止汽车零部件生锈,延长汽车的使用寿命。
汽车电泳流程主要包括前处理、电泳涂装、固化和检验等环节。
下面我们将详细介绍汽车电泳的流程及每个环节的具体操作。
首先是前处理环节。
在进行电泳涂装之前,需要对汽车零部件进行表面处理,以确保表面清洁和粗糙度适宜。
前处理包括除油、除锈、磷化和清洗等步骤。
除油是指去除零部件表面的油污和杂质,通常采用溶剂清洗或碱性清洗的方法。
除锈是为了去除零部件表面的锈蚀物,可以采用机械打磨或化学除锈的方式。
磷化是为了增强涂层与基材的附着力,常用的方法有磷酸盐磷化和锌磷化。
清洗是为了确保零部件表面干净,通常采用水洗和干燥的方法。
接下来是电泳涂装环节。
电泳涂装是将汽车零部件浸泡在电泳涂装槽中,利用电泳原理使涂料在零部件表面形成均匀、致密的涂层。
电泳涂装工艺具有涂层厚度均匀、耐腐蚀性好、成本低等优点。
在电泳涂装过程中,需要控制好电泳槽中的涂料成分、PH值、温度和电泳电压等参数,以确保涂装质量。
然后是固化环节。
固化是指将电泳涂装完成的零部件送入固化炉中进行烘烤,使涂料形成坚固的保护膜。
固化的温度、时间和速度都会影响涂层的硬度和耐腐蚀性能,需要根据涂料的特性进行合理的控制。
最后是检验环节。
检验是为了验证电泳涂装后的零部件是否符合质量要求。
检验包括外观检验、厚度检测、附着力测试和耐腐蚀性能测试等。
外观检验主要是检查涂层表面是否平整、无气泡、无流挂等缺陷。
厚度检测是为了确保涂层厚度符合设计要求。
附着力测试是为了验证涂层与基材的结合是否牢固。
耐腐蚀性能测试是为了检测涂层在盐雾、湿热等恶劣环境下的耐腐蚀能力。
总的来说,汽车电泳流程包括前处理、电泳涂装、固化和检验四个环节,每个环节都至关重要。
只有严格按照流程操作,并加强质量控制和检验,才能确保电泳涂装的质量稳定和可靠性。
汽车电泳工艺的不断改进和完善,将为汽车制造业的发展提供更加可靠的保护和支持。
最新车身前处理电泳工艺流程
车身前处理电泳工艺流程1、工艺流程复验白车身→预清理→装挂→上件→预脱脂→脱脂→水洗1→水洗2→表调→磷化→水洗3→水洗4→纯水洗→平台沥水→电泳→UF1→UF2→DI水洗→平台沥水→下件→电泳烘干→强冷→检验2、工艺程序及规范(1)复验白车身:仔细观察白车身A面应平顺,凹凸度<1mm,无锈蚀及砂轮打磨痕迹。
其它部位无明显变形。
各表面无重油、明显锈蚀、焊接垃圾及杂物等。
(2)预清理:带乳胶手套,用棉纱蘸稀料擦拭车身内外表面油污,再用干净棉纱擦净,重点应保证A面不得留下污痕。
(3)装挂:车身运行到装挂工序自动下降到位后停止,手动控制遥控器将车身调正落放在浸式滑撬上使前后托架离开前后风窗口,用挂钩将车身固定在滑撬上。
打开吊具,手动放行自行小车。
检查装挂安全、可靠后按放车按钮,滑橇自动运行至上件工位。
(4)上件:待吊具自动运行到上件工位后,手动控制吊具上升吊起工件,用锁紧装置锁紧吊具,手动控制吊具上升到光电开关以上高度,按放车按钮,吊具平稳上升到顶点,当下一工位无占位时,小车自动进入前处理、电泳线。
(5)预脱脂:①温度:50℃-60℃开线前半小时将槽液升温到规定范围内。
A线升温用蒸汽直接加热和电磁阀控制加热两种加热方式同时进行加热,到温后用电磁阀自动控温。
B线升温用天燃气液槽加热系统直接加热,自动控温。
②浸渍时间:3.0min③出槽自动喷淋喷淋压力0.1~0.15Mpa喷嘴方向调整正确、无阻塞,喷淋覆盖全车表面。
随时清理液面,保持液面清洁无杂物。
(6)脱脂:同预脱脂(7)第一水洗:①浸洗1min 常喷,喷淋压力0.1~0.15Mpa,喷嘴方向调整正确,无堵塞,喷淋覆盖全车表面,随时清理液面,保持液面清洁无杂物。
槽液溢流,管路无阻塞,泵无异常。
② PH值8-10③倒槽:连续过车300辆(或产量较小的高温天气3天)进行换槽,并做好换槽记录。
换槽时人工清洗水洗槽,将槽内清理干净后加新鲜自来水至溢流口。
(8)第二水洗:出槽自动喷淋,其他同第一水洗。
车身前处理电泳工艺流程教学内容
车身前处理电泳工艺流程车身前处理电泳工艺流程1、工艺流程复验白车身→预清理→装挂→上件→预脱脂→脱脂→水洗1→水洗2→表调→磷化→水洗3→水洗4→纯水洗→平台沥水→电泳→UF1→UF2→DI水洗→平台沥水→下件→电泳烘干→强冷→检验2、工艺程序及规范(1)复验白车身:仔细观察白车身A面应平顺,凹凸度<1mm,无锈蚀及砂轮打磨痕迹。
其它部位无明显变形。
各表面无重油、明显锈蚀、焊接垃圾及杂物等。
(2)预清理:带乳胶手套,用棉纱蘸稀料擦拭车身内外表面油污,再用干净棉纱擦净,重点应保证A面不得留下污痕。
(3)装挂:车身运行到装挂工序自动下降到位后停止,手动控制遥控器将车身调正落放在浸式滑撬上使前后托架离开前后风窗口,用挂钩将车身固定在滑撬上。
打开吊具,手动放行自行小车。
检查装挂安全、可靠后按放车按钮,滑橇自动运行至上件工位。
(4)上件:待吊具自动运行到上件工位后,手动控制吊具上升吊起工件,用锁紧装置锁紧吊具,手动控制吊具上升到光电开关以上高度,按放车按钮,吊具平稳上升到顶点,当下一工位无占位时,小车自动进入前处理、电泳线。
(5)预脱脂:①温度:50℃-60℃开线前半小时将槽液升温到规定范围内。
A线升温用蒸汽直接加热和电磁阀控制加热两种加热方式同时进行加热,到温后用电磁阀自动控温。
B线升温用天燃气液槽加热系统直接加热,自动控温。
②浸渍时间:3.0min③出槽自动喷淋喷淋压力0.1~0.15Mpa喷嘴方向调整正确、无阻塞,喷淋覆盖全车表面。
随时清理液面,保持液面清洁无杂物。
(6)脱脂:同预脱脂(7)第一水洗:①浸洗1min 常喷,喷淋压力0.1~0.15Mpa,喷嘴方向调整正确,无堵塞,喷淋覆盖全车表面,随时清理液面,保持液面清洁无杂物。
槽液溢流,管路无阻塞,泵无异常。
② PH值8-10③倒槽:连续过车300辆(或产量较小的高温天气3天)进行换槽,并做好换槽记录。
换槽时人工清洗水洗槽,将槽内清理干净后加新鲜自来水至溢流口。
车身前处理电泳工艺流程
`车身前处理电泳工艺流程1、工艺流程复验白车身→预清理→装挂→上件→预脱脂→脱脂→水洗1→水洗2→表调→磷化→水洗3→水洗4→纯水洗→平台沥水→电泳→UF1→UF2→DI水洗→平台沥水→下件→电泳烘干→强冷→检验2、工艺程序及规(1)复验白车身:仔细观察白车身A面应平顺,凹凸度<1mm,无锈蚀及砂轮打磨痕迹。
其它部位无明显变形。
各表面无重油、明显锈蚀、焊接垃圾及杂物等。
(2)预清理:带乳胶手套,用棉纱蘸稀料擦拭车身外表面油污,再用干净棉纱擦净,重点应保证A面不得留下污痕。
(3)装挂:车身运行到装挂工序自动下降到位后停止,手动控制遥控器将车身调正落放在浸式滑撬上使前后托架离开前后风窗口,用挂钩将车身固定在滑撬上。
打开吊具,手动放行自行小车。
检查装挂安全、可靠后按放车按钮,滑橇自动运行至上件工位。
(4)上件:待吊具自动运行到上件工位后,手动控制吊具上升吊起工件,用锁紧装置锁紧吊具,手动控制吊具上升到光电开关以上高度,按放车按钮,吊具平稳上升到顶点,当下一工位无占位时,小车自动进入前处理、电泳线。
(5)预脱脂:①温度:50℃-60℃开线前半小时将槽液升温到规定围。
A线升温用蒸汽直接加热和电磁阀控制加热两种加热方式同时进行加热,到温后用电磁阀自动控温。
B线升温用天燃气液槽加热系统直接加热,自动控温。
②浸渍时间:3.0min③出槽自动喷淋喷淋压力0.1~0.15Mpa喷嘴方向调整正确、无阻塞,喷淋覆盖全车表面。
随时清理液面,保持液面清洁无杂物。
(6)脱脂:同预脱脂(7)第一水洗:①浸洗1min 常喷,喷淋压力0.1~0.15Mpa,喷嘴方向调整正确,无文档Word`堵塞,喷淋覆盖全车表面,随时清理液面,保持液面清洁无杂物。
槽液溢流,管路无阻塞,泵无异常。
② PH值8-10③倒槽:连续过车300辆(或产量较小的高温天气3天)进行换槽,并做好换槽记录。
换槽时人工清洗水洗槽,将槽清理干净后加新鲜自来水至溢流口。
前处理电泳工艺流程概况

前处理电泳工艺流程概况
电泳,嘿,这可真是个神奇的工艺!它就像是一场华丽的魔法秀,让物体穿上一层漂亮的外衣。
你知道吗,前处理电泳工艺流程那可复杂得很呢!首先得把工件好好清理一番,就像我们每天要洗脸一样,把那些脏东西、油污啥的都去掉,为后面的精彩表演做好准备。
然后,就是一些特别的处理步骤啦,这就好比给工件来一场特别的护理。
当工件经过这些精心的准备后,就进入了电泳的奇妙世界。
电泳槽就像是一个神奇的大染缸,工件在里面欢快地游啊游,然后就披上了那层均匀又漂亮的涂层。
这涂层可不是随随便便就有的哦,它得经过精确的控制和调整,就像大厨做菜一样,调料的分量得恰到好处。
想想看,如果没有这个前处理电泳工艺流程,我们身边的很多东西会变得多么无趣啊!那些漂亮的汽车外壳、精致的金属制品,不都是因为有了电泳才变得闪闪发亮吗?这就像一个灰姑娘变成公主的过程,是不是很神奇?
而且哦,这个工艺流程的要求可高啦!每一个环节都不能马虎,就像走钢丝一样,稍有偏差可能就前功尽弃了。
但正是因为有了这样严格的要求,我们才能看到那么多高质量的产品。
总之,前处理电泳工艺流程真的是太重要啦!它让我们的生活变得更加丰富多彩,让那些普通的工件变得与众不同。
我们真应该为这个神奇的工艺点赞,不是吗?。
新能源车辆电泳涂装工艺流程
新能源车辆电泳涂装工艺流程英文回答:Electrophoretic Deposition Process for New Energy Vehicle Painting.The electrophoretic deposition (EPD) process is widely used in the painting of new energy vehicles due to its advantages of high efficiency, energy saving, and environmental protection. The process involves immersing the vehicle body in an aqueous paint solution containing charged particles and applying a voltage to the solution. This causes the charged paint particles to migrate towards the oppositely charged vehicle body and deposit on its surface, forming a uniform and protective coating.The EPD process for new energy vehicles typically involves the following steps:1. Pretreatment: The vehicle body is cleaned anddegreased to remove any contaminants that could interfere with the adhesion of the paint.2. Phosphate coating: A phosphate coating is applied to the vehicle body to improve the adhesion of the paint and protect against corrosion.3. Electrocoating: The vehicle body is immersed in an aqueous paint solution containing charged paint particles.A voltage is applied to the solution, causing the paint particles to migrate towards the vehicle body and deposit on its surface.4. Drying and curing: The vehicle body is removed from the paint solution and dried and cured at a high temperature to harden the paint coating.5. Inspection: The vehicle body is inspected to ensure that the paint coating is uniform and free of defects.中文回答:新能源汽车电泳涂装工艺流程。
汽车电泳漆工艺流程

汽车电泳漆工艺流程
汽车电泳漆工艺流程,嘿,这可真是个有意思的事儿!
你想想看,一辆汽车要变得漂漂亮亮、光彩照人,这电泳漆工艺可功不可没呀!就好像给汽车穿上了一件超级酷炫的保护衣。
首先呢,得把汽车的车身啊、零部件啊啥的清理得干干净净,不能有一点灰尘、油污啥的,这就好比人要出门得先洗把脸,收拾得干干净净的。
要是不干净,那后面的电泳漆能附着好吗?肯定不行啊!
然后呢,就把这些清理好的部件放进电泳槽里,这电泳槽就像是个大澡堂子,哈哈!在里面,带电荷的涂料粒子就会在电场的作用下,乖乖地附着到部件表面上,均匀得很呢!这就好像是给汽车来了个全身的“面膜”护理。
接着呀,经过电泳后的部件得冲洗干净,把那些多余的涂料啥的都冲掉,只留下紧紧附着在上面的那一层。
这冲洗的过程也很重要哦,可不能马虎。
再之后呢,就是烘干啦!把涂好电泳漆的部件放到烘箱里,就像把衣服放到太阳下面晒一样,让电泳漆牢牢地固化在上面。
等烘干出来,哇,那效果,简直了!
这电泳漆的好处可多了去了。
它能给汽车提供超强的防腐蚀能力,就像给汽车穿上了一层坚固的铠甲,让那些腐蚀性的东西都没法伤害到汽车。
而且啊,电泳漆的外观也特别漂亮,光滑平整,让汽车看起来特别有质感。
你说,要是没有这电泳漆工艺,汽车能有现在这么漂亮、耐用吗?肯定不能啊!这电泳漆工艺就像是汽车的美容大师,把一辆辆普通的汽车变得熠熠生辉。
所以啊,大家可别小看了这汽车电泳漆工艺流程,它可是汽车制造中非常重要的一环呢!它让我们的汽车不仅好看,还能长久地陪伴我们在路上奔跑。
想想看,当你开着一辆电泳漆工艺做得超棒的汽车在路上飞驰的时候,那感觉,多爽啊!这不就是科技和工艺带给我们的美好生活吗?哈哈!。
电泳与前处理部分工艺
固体粉料的拉延油,细微的粉料吸附在基体金属表面上,还有当油污和金属腐蚀物等混合
在一起,都会极大的增加清洗的难度。
脱脂
脱脂方法及材料 脱脂是依靠脱脂剂对污物的溶解作用,皂化作用,依靠表面活性剂对污物的润湿、渗透、 分散等物理作用等等,使污物成为可溶解的或可分散的。但还必须使污物离开金属表面, 而让新的清洗剂占据表面,这样金属表面才能达到清洁。因固体表面有相对稳定的液膜, 溶解后的污物自动离开金属表面以及表面上清洗剂的更新等都不是很容易的。这就要求加 以搅拌、擦拭等方式,以完成清洗过程或提高清洗效果等。 清洗的方式有: 机械搅拌。在液体中加以机械搅拌,使固体表面之液膜减薄。搅拌越强,液膜越薄,但其 作用有一定限度。
脱脂-清洗用材料
碱性水基清洗
以碱性清洗剂为主的水溶液,对动植物油脂通过皂化作用使之成为可溶于水的皂类。此皂 为表面活性剂,对非极性的矿物油有乳化作用,使之“增溶”于水相中碱性清洗剂的水溶 液也可溶解汗迹等无机污物,故也能将其洗去。加入合成洗涤剂的清洗液,对油脂的清洗 作用更有效。 碱性化学水溶液能清洗各种污物,在下一工序要求亲水表面时特别适用。他有较溶剂经济、 清洗液能用水洗净,有不燃性,无毒性。 一般的碱性水溶液不如有机溶剂清洗快,而且需要加温,还要有机械搅拌,并需注意PH值 高室队铜、铝、锌等金属的腐蚀作用。 各种金属发生腐蚀的临界PH值为: 锌 PH 10 铝 锡 黄铜 11.5 钢铁 13 10 11
此外,金属屑、灰尘及汗渍等污物也会混杂在上述的油污中。
脱脂
油污的性质
化学性质 : 根据油污能否与脱脂剂发生化学反应而分为可皂化油污和不可皂化油污。
植物油脂和动物油脂是可皂化的,他们可以依靠皂化、乳化和溶解的作用脱除。矿物油和
凡士林是不可皂化的,他们只能依靠乳化或溶解的作用来脱除。 物理性质 : 根据油污黏度或滴落点的不同,其形态有液体和半固体。黏度越大或滴落点越 高,清洗越困难。根据油污对基体金属的吸附作用,可分为极性油污和非极性油污。极性 油污,如含有脂肪酸和极性添加剂的油污,有强烈的吸附在基体金属上的倾向,清洗较困 难,要靠化学作用或较强的机械作用力来脱除。 此外,某些油污,如含有不饱和脂肪酸的拉延油,长期存放后,氧化聚集形成薄膜,含有
车身电泳
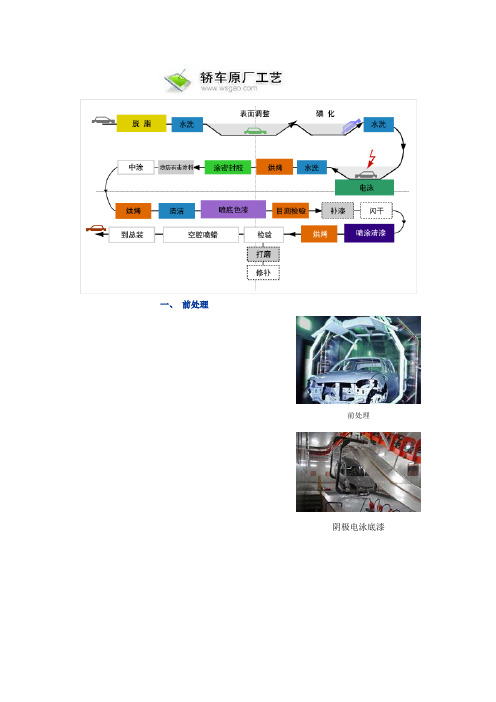
一、前处理
前处理
阴极电泳底漆
1、 热水洗:用热水喷淋车身(日系车一般都有此工序)
2、 预脱脂:用加热的脱脂液喷淋
3、 脱 脂:车身通过脱脂槽进行浸渍
4、 水 洗:对车身进行工业水喷淋,然后通过工业水槽进行浸渍
5、 表 调:车身通过表面调整槽进行浸渍
6、 磷 化:车身通过磷化液槽进行浸渍
7、 水 洗:对车身进行工业水喷淋,然后通过工业水槽进行浸渍
8、 纯水洗:通过可循环去离子水(纯水)槽进行浸渍
9、 纯水淋:用新鲜纯水对车身进行喷淋 二、 电泳底漆
10、对车身进行电泳涂装
11、泳后NO0次超滤水喷淋(槽上进行)
12、泳后NO1次超滤水喷淋
13、泳后NO2次超滤水浸渍
14、泳后NO3次超滤水喷淋
15、泳后NO4次纯水喷淋
16、泳后NO5次纯水水浸渍
17、底漆烘干 三、中涂
18、打磨底漆
19、除尘
20、喷中涂漆
21、中涂漆烘干
四、上涂
22、打磨中涂层,去除颗粒、纤维等
23、除尘
24、喷面漆
面漆一般分单层面漆、双层面漆(底色+清漆)、三层面漆(素色底色+珍珠底色+清漆) 单层面漆以素色漆为主,一般喷两遍,然后流平5~10分钟,然后烘烤。
双层面漆先喷底色(一般两遍),闪干5~10分钟后喷两道清漆,然后流平5~10分钟,然后烘烤。
三层面漆先喷两道素色底色,然后在其上喷珍珠底色两道,然后喷清漆。
中涂
上涂。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
车身前处理电泳工艺流程121、工艺流程3复验白车身→预清理→装挂→上件→预脱脂→脱脂→水洗1→水洗2→表调→45磷化→水洗3→水洗4→纯水洗→平台沥水→电泳→UF1→UF2→DI水洗→平台沥6水→下件→电泳烘干→强冷→检验782、工艺程序及规范910(1)复验白车身:仔细观察白车身A面应平顺,凹凸度<1mm,无锈蚀及砂轮打磨痕迹。
其它部位无明显变形。
各表面无重油、明显1112锈蚀、焊接垃圾及杂物等。
13(2)预清理:带乳胶手套,用棉纱蘸稀料擦拭车身内外表面油污,14再用干净棉纱擦净,重点应保证A面不得留下污痕。
15(3)装挂:车身运行到装挂工序自16动下降到位后停止,手动控制遥控器将车身调正落放在浸式滑撬上使17前后托架离开前后风窗口,用挂钩将车身固定在滑撬上。
打开吊具,18手动放行自行小车。
检查装挂安全、可靠后按放车按钮,滑橇自动运19行至上件工位。
20(4)上件:待吊具自动运行到上件21工位后,手动控制吊具上升吊起工件,用锁紧装置锁紧吊具,手动控制吊具上升到光电开关以上高度,按放车按钮,吊具平稳上升到顶点,2223当下一工位无占位时,小车自动进入前处理、电泳线。
(5)预脱脂:2425①温度:50℃-60℃开线前半小时将槽液升温到规定范围内。
26A线升温用蒸汽直接加热和电磁阀控制加热两种加热方式同时进行27加热,到温后用电磁阀自动控温。
B线升温用天燃气液槽加热系统直28接加热,自动控温。
29②浸渍时间:3.0min③出槽自动喷淋喷淋压力0.1~0.15Mpa喷嘴方向调整正确、3031无阻塞,喷淋覆盖全车表面。
随时清理液面,保持液面清洁无杂物。
32(6)脱脂:同预脱脂(7)第一水洗:3334①浸洗1min 常喷,喷淋压力350.1~0.15Mpa,喷嘴方向调整正确,无堵塞,喷淋覆盖全车表面,随36时清理液面,保持液面清洁无杂物。
37槽液溢流,管路无阻塞,泵无异常。
38② PH值8-1039③倒槽:连续过车300辆(或产量40较小的高温天气3天)进行换槽,并做好换槽记录。
换槽时人工清洗41水洗槽,将槽内清理干净后加新鲜自来水至溢流口。
42(8)第二水洗:出槽自动喷淋,其他同第一水洗。
4344(9)表调:①浸渍1min,常喷,喷淋压力0.1~0.15Mpa,喷嘴方向调整4546正确,无堵塞,喷淋覆盖全车表面,随时清理液面,保持液面清洁47无杂物。
检查液位是否正常,管路无阻塞,泵无异常48②值8.5-10.549③每天根据产量按每台车118g50添加表调剂。
用中和剂控制槽液PH。
注:添加表调剂时,要先用纯水将表调剂溶解后再进行添加。
5152④换槽:每10天更换一次槽液,53并做好换槽记录。
换槽时人工清洗表调槽,将槽内清理干净后,在表调槽中加入2/3体积新鲜纯水,然后添加药品,最后调整液位至5455溢流口以下50-100mm范围内,同时开启槽液循环系统确保槽液混合56均匀。
57⑤用纯水配制槽液,加入表调剂58A线75Kg/B线84Kg。
59(10)磷化:60①温度:40-45℃61②时间:3min62③出槽自动喷淋喷淋压力630.1~0.15Mpa, 喷嘴方向调整正确,无堵塞,喷淋覆盖全车表面,随时清理液面,保持液面清洁无杂物.6465④槽液管理:总酸度20-2666游离酸度1.1-1.667促进剂浓度1.0-2.568⑤磷化标准:表面清洁无泛黄、条痕、发花、挂灰等现象。
69⑥槽液调整: A线加140Kg/B线70加171Kg磷化补充剂,总酸点数可提高一点。
A线加35.6Kg/B线加7142.7Kg中和剂可使游离酸点数降低0.1点。
A线加13Kg/B线加16Kg 72促进剂,可提高一点促进剂点数。
73注:添加促进剂时要用连续滴加方式,不可一次全部加入。
⑦平台操作人员随时清理磷化后7475滴水盘药剂,防止磷化残液流入水洗槽。
76⑧清槽:磷化槽每六个月清理一77次,做好清理记录。
清槽时,将槽液静置1小时以上,待磷化碴完78全沉降后,将上层清液打入清理干净的水洗三槽,在磷化槽中加入79除渣剂进行循环将槽内、高位槽、喷嘴及管路的磷化渣清理干净,必要时可用工具铲除,把水洗三槽中的清液打回磷化槽,加水补充8081液位至溢流口以下50-100mm,并跟据化验结果补加药剂。
82(11)第三水洗:①浸洗1min 常喷,喷淋压力83840.1~0.15Mpa,喷嘴方向调整正确,无堵塞,喷淋覆盖全车表面,随85时清理液面,保持液面清洁无杂物。
槽液溢流,管路无阻塞,泵无异常。
8687②换槽:换槽频次2次/周,做好换槽记录。
换槽时将槽内清理干净后,加新鲜自来水至溢流口。
8889(12)第四水洗:90①浸洗1min 出槽自动喷淋,喷91淋压力0.1~0.15Mpa,喷嘴方向调整正确,无堵塞,喷淋覆盖全车92表面,随时清理液面,保持液面清洁无杂物。
93②换槽:若酸污>2,则同水洗三;若酸污≤2,纯水洗K值>20us/cm,则排放槽液,将槽内清理干净9495后,把纯水洗槽液打入第四水洗槽。
96(13)纯水洗:①浸洗1min 出槽新鲜纯水喷9798淋,喷淋压力0.1~0.15Mpa,喷嘴方向调整正确,无堵塞,喷淋覆99盖全车表面,随时清理液面,保持液面清洁无杂物。
100② K值≤20us/cm 101③K值大于20us/cm换槽,并做好换槽记录。
换槽时将槽液打102入清理干净的第四水洗槽,将槽内清理干净后,加新鲜纯水至溢流103口。
104(14)平台沥水:105①时间3min106②滴水K值≤50us/cm检查确认车身固定装置、车门撑杆、导电板连接可靠及磷化膜质量符107108合要求。
109(15)电泳:110①时间3min111②温度30℃-32℃112③施工电压:一段电压:150V 二段电压:280V113④槽液管理 PH值 5.7-6.1114K值 800-1600us/cm115NV 14-16%116P/B 13-17%117溶剂含量0.2-1.0%118超滤液 PH值 5.0-5.8119K值 600-1200us/cm120阳极液 PH值 1.0-3.0121K值 1500-4500us/cm122123⑤槽液调整:124槽液PH值低于标准时,排放阳极液调整;槽液PH值高于标准125时,加入ADD-01调整126槽液电导率高于标准时,排放超滤液调整;槽液电导率低于标127准时,调整槽液固体含量过滤器进出口压力超过0.1Mpa时,更换过滤袋128129⑥清槽:根据生产情况或每12个130月清槽一次,做好清槽记录。
清槽时将槽液转移至纯水洗槽,清除131槽体内四周、槽底以及副槽内沉积的电泳漆,必要时可用溶剂清洗,132同时检修槽内循环管路和阳极管,最后用纯水清洗干净后将槽液打133回电泳槽,并跟据化验结果补加药剂。
⑦阳极:在正常使用情况下,应134135每三个月检查一次极管的腐蚀状况,并将阳极管旋转120°,以防136止由于极管被严重腐蚀而引起的电泳故障。
(16) UF1:137138①时间:浸洗50S 出槽自动喷139淋,喷淋压力0.1~0.15Mpa,喷嘴方向调整正确,无堵塞,喷淋覆140盖全车表面,随时清理液面,保持液面清洁无杂物。
141②槽液管理: PH值5.5-6.0142NV≤1.0%143槽液逆流电泳槽144过滤器进出口压差超过0.1Mpa时,更换过滤袋145(17) UF2:146①时间:浸洗50S 出槽自动新鲜超滤液喷淋,喷淋压力0.1~0.15Mpa,喷嘴方向调整正确,无堵147148塞,喷淋覆盖全车表面,随时清理液面,保持液面清洁无杂物。
②槽液管理: PH值5.5-6.0149150NV≤0.5%151槽液逆流UF1槽过滤器进出口压差超过0.1Mpa时,更换过滤袋152153(18) DI水洗:154①时间:浸洗1min 出槽新鲜纯水喷淋。
155②槽液管理: K值≤50us/cm 156过滤器进出口压差超过0.1Mpa时,更换过滤袋157(19)平台沥水:158①时间:1min159②检查:漆膜平整、光滑、无颗粒和浮漆等现象。
1602次/班161(20)下件:162吊具下降到一定位置后自动停止,手动控制将滑橇落放到滚床上;163打开吊具锁紧装置,按滚床确认按钮,待工件运行至下一滚床后,164手动上升吊具至滚床上方后,按放车按钮,吊具自动进入积放段,165工件进入烘干室。
166(21) 电泳烘干:烘干室为单行程∏型炉,采用天然气为加热燃料,用热风对流的167168加热方式。
①温度:180±3℃169170②时间:30min171注:A、当烘干室温度到达设定值时,工件才能进入烘干室。
B、关闭设备时,循环风机待炉内温度降到100℃以下后停止。
172173(22) 强冷:174工件进入强冷室后,停止吹冷,冷却后自动运行至下一工位。
空175气吹冷时间为2min。
176注:A、正确调整空气喷嘴方向,使其包围工件,达到冷却效果。
177B、空气入口处过滤棉每月更换一次,防止阻塞。
(23) 外观检验:178179漆膜表面光滑平整,无颗粒、缩孔、条痕等缺陷。
自检100%;抽捡180≥5%。
181由质检员负责检验下列项目:182漆膜性能:厚度≥20um 183附着力:0-1级184硬度:(铅笔)2H185柔韧性≤1mm。