下针钻孔标准
钻孔及其定位方法1
钻孔及其定位方法
11.钻孔时产生振动或孔不圆的原因及防止方法
1.钻头的后角太大,左、行两主切削刃不对称,摆差大,钻孔时则容易产生 振动和孔不圆,应正确刃磨钻头,适当减小后角可以加钻套。 减少钻头的 振动很摆动 2.工件表面不平或内部有缺陷。 工件表面不平整或有气孔、砂眼、夹渣等,工件内部有缺口、交叉孔,或工 件夹紧不牢,都是造成振动和几不圆的原因。因此,应当更换合格的毛坯, 改变工件结构或工序顺序,并保证工件装夹牢靠。 3.主轴轴承间隙太大。 车床主轴袖承间隙太大,钻孔时亦会引起振动和孔不圆。应当调整主轴轴承 间隙或更换轴承。 4.孔壁表面粗糙度值大
(本讲义针对制造业中机加工)
钻孔及其定位方法
14.钻头
钻头是钻孔用的刀削工具,常用高速钢制造,工作部分经热处理淬硬至62~ 65HRC。一般钻头由柄部、颈部及工作部分组成(实物与挂图)。 1.柄部:是钻头的夹持部分,起传递动力的作用,柄部有直柄和锥柄两种, 直柄传递扭矩较小,一般用在直径小于12mm的钻头;锥柄可传递较大扭矩 (主要是靠柄的扁尾部分),用在直径大于12mm的钻头。 2.颈部:是砂轮磨削钻头时退刀用的,钻头的直径大小等一般也刻在颈部。 3.工作部分:它包括导向部分和切削部分。导向部分有两条狭长、螺纹形状 的刃带(棱边亦即副切削刃)和螺旋槽。棱边的作用是引导钻头和修光孔壁; 两条对称螺旋槽的作用是排除切屑和输送切削液(冷却液)。切削部分结构 见挂图与实物,它有两条主切屑刃和一条柄刃。两条主切屑刃之间通常为 118°±2°,称为顶角。横刃的存在使锉削是轴向力增加。
(本讲义针对制造业中机加工)
钻孔及其定位方法
17.扩孔与铰孔
1.扩孔 扩孔用以扩大已加工出的孔(铸出、锻出或钻出的孔),它可以校正孔的轴线偏差,并使其获得正确的几何形 状和较小的表面粗糙度,其加工精度一般为IT9~IT10级,表面粗糙度、Ra=3.2~6.3μm。扩孔的加工余量一般 为0.2~4mm。 扩孔时可用钻头扩孔,但当孔精度要求较高时常用扩孔钻(用挂图或实物)。扩孔钻的形状与钻头相似,不同 是:扩孔钻有3~4个切削刃,且没有横刃,其顶端是平的,螺旋槽较浅,故钻芯粗实、刚性好,不易变形,导 向性好。 2.铰孔 铰孔是用铰刀从工件壁上切除微量金属层,以提高孔的尺寸精度和表面质量的加工方法。铰孔是应用较普遍的 孔的精加工方法之一,其加工精度可达IT6~IT7级,表面粗糙度Ra=0.4~0.8μm。 铰刀是多刃切削刀具(挂图或实物),有6~12个切削刃和较小顶角。铰孔时导向性好。铰刀刀齿的齿槽很宽, 铰刀的横截面大,因此刚性好。铰孔时因为余量很小,每个切削刃上的负荷著小于扩孔钻,且切削刃的前角 γ0=0°,所以铰削过程实际上是修刮过程。特别是手工铰孔时,切削速度很低,不会受到切削热和振动的影响, 因此使孔加工的质量较高。 铰孔按使用方法分为手用铰刀和机用铰刀两种。手用铰刀的顶角较机用铰刀小,其柄为直柄(机用铰刀为锥 柄)。铰刀的工作部分有切削部分和修光部分所组成。 铰孔时铰刀不能倒转,否则会卡在孔壁和切削刃之间,而使孔壁划伤或切削刃崩裂。 铰孔时常用适当的冷却液来降低刀具和工件的温度;防止产生切屑瘤;并减少切屑细末粘附在铰刀和孔壁上, 从而提高孔的质量。
工程地质钻孔口径及钻具规格
工程地质钻孔口径及钻具规格如下:
钻头类型:
钻杆钻头:直径为5-12毫米,一般用于岩石较硬的地质钻探,例如花岗岩、玄武岩等。
扣肋钻头:直径为42-45毫米,一般用于较软的地层钻探单元。
三角钻头:直径为28-45毫米,适用于基岩层近地表部分地质钻探。
切锥钻头:直径为46-65毫米,适用于岩石中硬度较高的区域地质钻探。
三刃钻头:直径为28-65毫米,适用于各种不同类型的地质钻探。
钻孔规格:
钻孔口径应根据钻探目的和钻进工艺确定。
采取原状土样的钻孔,口径不得小于91mm;仅需鉴别地层的钻孔,口径不宜小于36mm;在湿陷性黄土中,钻孔口径不宜小于150mm。
深度超过100mm的钻孔以及有特殊要求的钻孔包括定向钻进、跨孔法测量波速,应测斜、防斜,保持钻孔的垂直度或预计的倾斜度与倾斜方向。
对垂直孔,每50m测量一次垂直度,每深100m允许偏差为±2°。
对斜孔,每25m测量一次倾斜角和方位角,允许偏差应根据勘探设计要求确定。
钻孔斜度及方位偏差超过规定时,应及时采取纠斜措施。
钻进与护壁:
钻进方法应符合下列要求:对要求鉴别地层和取样的钻孔,均应用回转方式钻进,取得岩土样品。
遇到卵石、漂石、碎石、块石等类地层
不适用于回转钻进时,可改用振动回转方式钻进。
电钻打眼工操作规程范本

电钻打眼工操作规程范本第一章总则第一条为规范电钻打眼工作,保障操作人员的安全,保证工程质量,制定本操作规程。
第二条本操作规程适用于所有进行电钻打眼作业的人员。
第三条电钻打眼工作必须严格按照本规程进行操作。
第四条操作人员必须具备相关的专业知识和技能,经过专业培训,具备相关证书。
第五条操作人员必须穿戴好安全装备,做好防护措施。
第六条工作场所必须保持整洁,避免杂物阻挡或堆积。
第七条在电钻打眼作业中,必须严格遵守安全操作规程,确保操作人员的安全。
第二章电钻打眼设备和工具第八条电钻打眼设备和工具必须符合国家安全标准,并经过定期维护保养。
第九条所使用的电钻必须选型合理,具备足够的功率和转速。
第十条所使用的电钻钻头必须符合打眼的要求,选择合适的直径和长度。
第十一条操作人员必须熟悉电钻的使用方法和注意事项,确保操作过程中的安全。
第三章打眼施工准备工作第十二条打眼施工前必须进行工程现场勘察和踏勘,了解作业环境的特点。
第十三条针对不同的打眼工程,必须制定详细的施工方案,包括打眼点的位置、数量、尺寸等。
第十四条在施工前必须对待打眼的构件进行清洁,并检查其承载能力。
第十五条施工现场必须设置完善的安全标志,明确施工区域,禁止非作业人员进入。
第十六条施工现场必须放置灭火器材,确保火灾安全。
第四章打眼施工操作规程第十七条操作人员必须穿戴好个人防护装备,包括安全帽、防护眼镜、防护手套等。
第十八条操作人员必须熟悉电钻的启动和停止方法,确保操作的准确性和安全性。
第十九条操作人员必须正确握紧电钻,确保操作稳定。
第二十条打眼前必须确认打眼点的位置和数量,确保与设计要求一致。
第二十一条操作人员必须按照要求的角度和深度进行打眼,避免产生裂纹或其他质量问题。
第二十二条在打眼过程中,必须保持耐心和稳定,避免出现操作失误。
第五章施工安全措施第二十三条施工现场必须设置合适的防护措施,确保作业人员的安全。
第二十四条打眼时必须戴好防护眼镜,防止碎屑或飞溅物伤害眼睛。
PCB钻头及钻孔相关知识_attachment01

100
80 斷針 60
之後因鑽針崩角嚴重、 加工中斷
40 (轉速) 低
20
(轉速) 高
0 63m/min 126m/min 188m/min 251m/min 314m/min
(轉速) (周速)
20 krpm 40krpm 60 krpm 80krpm
Hole Registration Accuracy
400
500
600
700 800 (kRPM)
高速加工的優点
■ 相同之Chip Load, 丌同転速的品質傾向
Evaluation Hole Location Hole Roughness Nail Heading Smearing Drill wearing 80k -Quality Level120k 160k 200k Getting better Stable Stable Decrease Less wearing
F
N
理論切削条件
■ FR-4 DS V=200m/min ■ FR-4 MLB V=180m/min
V=pDN/1000 V:周速(m/min) p :圆周率 D:鑽頭外径(mm) N:主軸転数(RPM)
理論主軸転数
φ0.10 φ0.15 φ0.20 φ0.25 φ0.30 φ0.35
二、 鑽針制造过程:
製造流程 圖示 內容
碳化鎢棒 裁切
接合 (PM) 無心研磨(一) 粗磨 及半精磨 精 磨 無心研磨(二) 中 檢 0.35 × 5.5 CNC 幾何切磨 洗淨 AOI全檢 / 自動上環 / 包裝 FQC出貨檢查
碳化鎢裁切
以高週波加熱將不鏽鋼炳與碳化鎢 鑽頭熔接 控制柄部直徑 磨鑽尖、肩部及鑽針直徑將鑽針直 徑磨至接近規格尺寸 將鑽針直徑磨至規格尺寸 控制柄部直徑及同心度 全檢鑽頭直徑, 錐度, 柄徑, 外觀抽 檢同心度及真圓度 切磨出溝槽, 鑽尖面 超音波清洗後, 自動光學檢驗(全檢) 全自動光學檢查及包裝 OUT-OFF-BOX AUDIT
(完整版)钻孔灌注桩技术标准
钻孔灌注桩技术标准一、检验本条主要适用于以天然土层为地基持力层的浅基础,基槽检验工作应包括下列内容:1、应做好验槽准备工作,熟悉勘察报告,了解拟建建筑物的类型和特点,研究基础设计图纸及环境监测资料。
当遇有下列情况时,应列为验槽的重点:(1)当持力土层的顶板标高有较大的起伏变化时;(2)基础范围内存在两种以上不同成因类型的地层时;(3)基础范围内存在局部异常土质或坑穴、古井、老地基或古迹遗址时;(4)基础范围内遇有断层破碎带、软弱岩脉以及湮废河、湖、沟、坑等不良地质条件时;(5)在雨季或冬季等不良气候条件下施工,基底土质可能受到影响时。
2、验槽应首先核对基槽的施工位置。
平面尺寸和槽底标高的允许误差,可视具体的工程情况和基础类型确定。
验槽方法宜使用袖珍贯入仪等简便易行的方法为主,必要时可在槽底普遍进行轻便钎探,当持力层下埋藏有下卧砂层而承压水头高于基底时,则不宜进行钎探,以免造成涌砂。
当施工揭露的岩土条件与勘察报告有较大差别或者验槽人员认为必要时,可有针对性地进行补充勘察工作。
3、基槽检验报告是岩土工程的重要技术档案,应做到资料齐全,及时归档。
2、在压(或夯)实填土的过程中,取样检验分层土的厚度视施工机械而定,一般情况下宜按20~50cm分层进行检验。
3、本条适用于对淤泥、淤泥质土、冲填土、杂填土或其他高压缩性土层构成的地基进行处理的检验。
复合地基的强度及变形模量应通过原位试验方法检验确定,但由于试验的压板面积有限,考虑到大面积荷载的长期作用结果与小面积短时荷载作用的试验结果有一定的差异,故需要再对竖向增强体及地基土的质量进行检验。
对挤密碎石桩应用动力触探法检测桩身和桩间土的密实度。
对水泥土搅拌桩、低强度素混凝土桩、石灰粉煤灰桩,应对桩身的连续性和材料进行检验。
4、预制打入桩、静力压桩应提供经确认的桩顶标高、桩底标高、桩端进入持力层的深度等。
其中预制桩还应提供打桩的最后三阵锤击贯入度、总锤击数等,静力压桩还应提供最大压力值等。
钻针使用方法说明1
钻针使用方法说明:1、钻针使用时,纸张摆放要整齐、平整,不得弯曲或凹凸不平。
机器动作时,要注意查看机器中其他部件间的配合、润滑情况。
纸张摆放不合格或机器机器其他部件间配合、润滑不好时,容易堵针、断针或导致产品不合格。
此外,钻孔时,已经打过的孔,不得重复再打,否则,钻孔不能形成圆形,针孔内也会因纸屑歪斜而堵针。
2、使用速度:①因针孔大小而定,针孔越小,下压杆进度应越慢。
②下压杆下压速度要保持匀速,不得太快或太慢。
太快时,钻针用力过猛,容易断针;太慢时,容易使纸品变焦。
③待钻两孔间距离越小,速度越慢。
④钻针工作时,中途不能停顿,才能使钻孔废料彻底排出。
此外,要注意在钻针连续使用几小时后,及时替换,以免钻针在疲劳状态下继续工作。
3、钻孔材料如果是腹膜、上光纸品,钻孔时,更换待钻纸张时间的时间差不能太长,也不能等钻针冷却后再行钻孔:因为钻针在工作之后,膜或油会冷凝在针孔内,从而导致排料困难。
为防止堵针,必须用胶版纸做钻孔材料,来排掉残留在孔内的废料,在钻针休息前完成,这一工作尤为重要。
4、待钻纸张叠加总厚度:以钻针长度及钻纸张材料而定。
分别为:胶版纸叠加总厚度应为针长80%,铜版纸或原纸为60%,腹膜或上光纸为40%以下,列:孔距6mm、长度5CM的钻针,待钻胶版纸的总厚度应为4cm,铜版纸或原纸为3cm,腹膜或上光纸为2cm以下。
5、钻针上不得使用任何润滑剂,以免阻碍钻孔废料的排出(只能使用蜡烛当做润滑剂)。
钻针使用时如有杂音,并再堵塞现象,可用蜡烛擦放在针口上,由于钻头在工作时会发热,使蜡烛融化,并顺针管向上流动,于此同时,钻孔废料也随蜡烛油的上流而排出(注意:此方法只在钻针发热、发烫时使用)。
钻井质量要求及管理办法

钻井质量要求及管理办法钻井过程是石油勘探开发的一个重要工序,而钻井的质量直接关系到开发出的石油资源的产量和质量,因此,钻井质量要求及管理办法是极为重要的。
本文将对钻井质量要求及管理办法进行详细的介绍和讲解。
一、钻井质量要求1、孔眼完整度孔眼完整度是指钻孔壁面的定向性、平整度和孔面质量的综合评价。
钻孔的孔眼完整度直接决定了钻井液和仪器的使用和钻进效率。
因此,不同的岩层钻进要求的孔眼完整度也会有所不同。
一般而言,为了达到较高的钻井质量,孔眼完整度至少应达到85%。
2、钻孔轨迹质量钻孔轨迹质量是指钻孔的轨迹和弯曲程度的综合评价,它对顶钻头的使用和钻头的选择都有着重要的影响。
一般而言,要求钻孔的轨迹要平整、稳定,不宜出现偏离轨迹或者是过弯的情况。
同时,钻孔轨迹也要符合相应的工程设计要求和技术指导文件的标准。
3、通透度通透度是指钻孔前后开采效果的评价,也是评价水平井和斜井效果的重要指标。
当孔眼完整度和钻孔轨迹质量较高时,通透度也应该达到较高水平。
4、场地环保钻探作业则有可能污染环境,需要注意处理与保护。
二、钻井管理办法钻井管理办法是钻井质量的关键,正确的钻井管理办法可以提高钻井质量,降低钻井风险,缩短施工时间。
钻井管理办法主要包括以下几个方面。
1、技术方案管理任何工程都需要有完整的技术方案,同时也要根据施工的实际情况对方案进行适当的调整,以提高钻井质量。
在施工中,应当按照技术方案进行施工,力求规范、精细,并做好相关的方案记录和报告。
2、质量管理质量管理是指对钻井作业中所有质量问题的及时跟踪和处理,并对所有关键操作进行现场随机检查。
质量管理需要进行不定期的检查,以及报表分析和追踪,对于未达标的项目需要及时进行改进和处理。
3、安全管理安全管理是钻井作业的重点,需要重视,并依据作业需求进行相应的安全管理措施。
针对不同的阶段和钻井作业的不同特点,需要制定相应的安全管理规范和措施,并对人员和设备作出相应的防护和保障。
螺丝攻丝打孔的标准

螺丝攻丝打孔的标准
螺丝攻丝打孔的标准通常取决于螺丝的尺寸和类型。
以下是一些常见的螺丝攻丝打孔标准:
1. 公制螺丝(Metric Screws):公制螺丝的尺寸通常以毫米(mm)为单位。
例如,M3 螺丝的直径为3mm。
攻丝打孔的直径通常比螺丝直径小 0.5mm 到1mm。
例如,M3 螺丝的攻丝打孔直径通常为
2.5mm。
2. 英制螺丝(Imperial Screws):英制螺丝的尺寸通常以英寸(inch)为单位。
例如,#6-32 螺丝的直径为 0.138 英寸。
攻丝打孔的直径通常比螺丝直径小 0.01 英寸到 0.02 英寸。
例如,#6-32 螺丝的攻丝打孔直径通常为 0.125 英寸。
3. 自攻螺丝(Self-Tapping Screws):自攻螺丝通常用于在薄材料上自行攻丝。
攻丝打孔的直径通常比螺丝的最大直径小 0.2mm 到 0.5mm。
例如,M3 自攻螺丝的攻丝打孔直径通常为 2.5mm。
这些标准仅为一般指导,实际的攻丝打孔直径可能因材料类型、螺丝类型和应用要求而有所不同。
在进行
螺丝攻丝打孔时,最好参考相关的螺丝规格表和材料制造商的建议,以确保选择正确的攻丝打孔尺寸。
钻孔检验管理规范
钻孔检验管理规范标题:钻孔检验管理规范引言概述:钻孔检验是土木工程中常见的一项检测工作,通过对土壤和岩石的取样和测试,可以评估地质条件及工程地质特征,为工程设计和施工提供重要依据。
为了确保钻孔检验的准确性和可靠性,需要遵循一定的管理规范。
本文将从四个方面详细阐述钻孔检验管理规范。
一、钻孔前的准备工作1.1 选择钻孔位置:在进行钻孔前,需要根据工程需要和设计要求,在合适的位置选择钻孔点。
选择钻孔点时,需要考虑地质条件、地下水位、地下管线等因素,并遵循相关规范和标准。
1.2 确定钻孔深度:根据工程需要和设计要求,确定钻孔的深度。
深度的确定应考虑地下水位、地质层位、岩土特性等因素,并与设计单位进行充分沟通和确认。
1.3 准备钻探设备和工具:在进行钻孔前,需要准备好相应的钻探设备和工具。
包括钻机、钻头、钻杆、钻管、取样器具等,确保设备和工具的完好性和适用性。
二、钻孔操作过程2.1 钻孔设备的安装和调试:在进行钻孔操作前,需要正确安装和调试钻孔设备,确保设备的正常运行和安全性。
包括钻机的稳定性、转速控制、进给速度等参数的调整。
2.2 钻孔过程的记录和监测:在钻孔过程中,需要进行详细的记录和监测。
包括钻孔深度、岩土层位、土壤和岩石的取样情况、钻孔速度等参数的记录,以及钻孔过程中的变化和异常情况的监测。
2.3 钻孔取样的方法和要求:钻孔取样是钻孔检验的重要环节。
根据不同的工程需要,选择合适的取样方法,包括岩芯取样、土样取样等。
取样时需要注意取样位置、取样方式、取样数量等要求,确保取样的准确性和代表性。
三、钻孔取样的处理和分析3.1 取样的标识和保存:在进行钻孔取样后,需要对取样进行标识,并进行合理的保存。
取样的标识应包括钻孔编号、取样位置、取样深度等信息,以便后续的分析和研究。
3.2 取样的处理方法:钻孔取样后,需要进行相应的处理。
包括岩芯的切割、土样的筛分等。
处理时需要注意操作的规范和准确性,以避免取样的损坏和污染。
2017煤炭地质勘查钻孔质量标准

2017煤炭地质勘查钻孔质量标准
煤炭地质勘查钻孔质鱼标准包括以下方面:
1.测向定位和钻孔直径范围:测向定位是钻孔工程的重要前置工作,需要精准的测绘技术,以确保钻孔进尺、趋向和倾角都符合勘探方案的要求。
在测向定位的基础上。
根据勘探方案确定钻孔的直径范围。
在依据煤层裂隙、隆起、露头、地下水位等情况和钻探设备调整钻孔直径时,应保证最小钻孔直径不小于73mm,最大钻孔直径不超过205mm。
2.钻孔埋深及钻孔间距:钻孔埋深的测星需要保证其在水平方向上的偏差不大于1%、竖直方向上的偏差不大于3%。
3.煤芯送样重量:按煤芯送样重量计算,重量采取率不低于60%。
4.煤层结构:煤层结构清晰,煤芯无污染、无燃烧变质和杂物混入。
钻探煤层的质量分为三个级别:优质、台格和不合格。
优质煤层的标准是初见煤(顶部)和止煤(底部)两个回次的岩煤芯缺失量总和不大于规定的数值。
请注意,以上标准仅供参考,如需获取更多信息,建议查阅煤炭地质勘查相关规范或咨询专业人士。
以上标准仅供参考,如有需要,建议查阅相关文件或咨询专业人士。
同时,请注意在煤炭地质勘查过程中,应遵循相关法律法规和标准规范,确保勘查工作的安全和有效。
制表:审核:批准:。
隐蔽工程打孔方案规范标准
隐蔽工程打孔方案规范标准前言隐蔽工程是建筑工程中不容忽视的一个环节,它对建筑结构的稳定性和安全性有着直接影响。
而打孔作为其中的一项重要工序,更是需要严格遵守规范标准,以确保施工质量和工程安全。
因此,本文将介绍隐蔽工程打孔方案的规范标准,以指导施工人员进行正确的操作。
一、打孔工程的基本要求1. 施工前必须仔细查看设计图纸和相关规范要求,了解打孔位置、尺寸、数量和深度等参数。
2. 打孔所用的设备和工具必须符合国家标准,且具有合格的检测报告。
二、打孔方案的制定1. 根据设计图纸和现场实际情况,施工单位应编制详细的打孔方案,包括施工工艺、安全措施、费用预算等内容。
2. 打孔方案必须经专业人员审核并获得批准后方可实施。
三、打孔施工操作流程1. 清理现场:施工前必须清理打孔区域,确保周围没有杂物和障碍物。
2. 定位打孔:根据设计要求使用专业仪器进行打孔位置的精确定位。
3. 安装设备:确保打孔设备的正常运转,并按照相关规范进行安装和调试。
4. 打孔操作:严格按照设计要求和打孔方案进行操作,确保孔洞的尺寸和深度符合规定。
5. 清理孔洞:打孔结束后必须对孔洞进行清理,保持孔洞内外整洁干净。
6. 完成验收:打孔施工完成后,应进行验收,确保质量合格。
四、施工安全措施1. 施工单位必须制定完善的安全管理制度,对施工人员进行安全教育和培训。
2. 施工现场必须设置警示标识,避免无关人员进入施工区域。
3. 施工人员必须佩戴安全防护装备,如安全帽、安全鞋、手套等。
五、质量管理要求1. 打孔施工必须符合相关国家标准和规范要求,严格按照设计图纸和打孔方案进行操作。
2. 施工单位必须建立完善的施工记录,包括打孔过程中的质量检验报告、设备运行记录等。
3. 施工结束后,应安排专业人员对打孔质量进行检测,确保符合要求。
结语隐蔽工程打孔方案规范标准是保证施工质量和工程安全的重要保障。
施工单位必须严格遵守相关规定,确保施工过程中不出现质量安全问题,做到“规范施工,安全第一”。
钻孔灌注桩质量标准

钻孔灌注桩质量标准一、原材料1、水泥:PO42.5级及以上普通硅酸盐水泥。
进场时应对其品种、级别、包装或散装仓号、出厂日期等进行检查,并应对其强度、安定性及其他必要的性能指标进行复验,其质量必须符合《通用硅酸盐水泥》(GB175)的规定。
2、砂:中砂或粗砂,含泥量不大于5%。
其质量应符合《普通混凝土用砂质量标准及检验方法》(JGJ52)的规定。
3、石:粒径为5~31.5mm的碎石或卵石,含泥量不大于5%。
其质量应符合《普通混凝土用碎石或卵石质量标准及检验方法》(JGJ53)的规定。
4、水:饮用水。
如使用非饮用水,应经过试验,不得含有影响水泥正常硬化的有害杂质。
5、钢筋:结构用钢筋和预应力钢筋等,应具有产品质量保证书和试验报告单,并按现行国家标准《钢筋混凝土用热轧带肋钢筋》(GB1499)等的规定抽取试样进行检验。
6、钢绞线:应按《预应力混凝土用钢绞线》(GB/T5224)规定进行检验。
7、外加剂:根据施工需要通过试验确定。
8、掺合料:根据施工需要通过试验确定。
二、钻孔灌注桩施工工艺流程测量放样→设置护筒→钻机就位→钻进成孔→质量检测→下钢筋笼→灌注混凝土→质量检测→资料整理。
三、成桩质量标准1、桩体质量检测应符合下列规定:混凝土抗压强度试验应符合《混凝土抗压强度试验方法》(GBJ81)的规定;桩身混凝土抗压强度应符合设计要求。
低应变动力检测应按《基桩低应变动力检测规程》(JGJ/T93)的规定执行;桩身完整性应符合设计要求。
2、单桩承载力检测应符合下列规定:静载试验应按《基桩静载试验方法》(JGJ94)的规定执行;桩的竖向极限承载力应符合设计要求。
抗拔试验应按《基桩抗拔试验方法》(JGJ94)的规定执行;抗拔承载力应符合设计要求。
3、桩位偏差应符合下列规定:垂直于线路中心线方向(允许偏差值线路中心线方向为±50mm);顺线路方向(允许偏差值为±20mm);群桩基础的边桩(允许偏差值±100mm);单排桩基础的边桩(允许偏差值±100mm)。
软板钻孔品质标准

软板钻孔品质标准
软板钻孔品质标准主要包括以下几个方面:
1. 孔径精度:钻孔的直径应该符合设计要求,一般要求在0.05mm以内。
2. 位置精度:钻孔的位置应该准确无误,不得偏移或错位。
3. 表面质量:钻孔后的表面应该光滑、无毛刺、无裂纹等缺陷。
4. 孔壁质量:钻孔的孔壁应该平整、无凹陷、无夹杂物等缺陷。
5. 钻孔深度:钻孔的深度应该符合设计要求,一般要求在±0.05mm以内。
6. 钻孔速度:钻孔的速度应该快而稳定,以保证生产效率和产品质量。
7. 钻孔工具:钻孔工具应该选用合适的规格和材质,以保证钻孔质量和使用寿命。
8. 操作规范:操作人员应该按照标准操作规程进行操作,以确保
钻孔品质的稳定性和一致性。
以上是软板钻孔品质标准的主要内容,不同的产品和行业可能会有一些差异和特殊要求。
企业可以根据自身情况制定相应的标准,并通过质量控制和管理来确保产品的质量和竞争力。
临床医学术语 穿刺 、钻孔解释
临床医学术语穿刺、钻孔解释随着医学技术的不断发展,临床医学术语也逐渐丰富起来,其中包括了很多专业术语和操作技术。
其中,穿刺和钻孔是临床诊疗中常用的技术操作,能够帮助医生获取病人的相关信息或进行治疗。
本文将对穿刺和钻孔进行详细的解释和介绍,以帮助读者更好地了解临床医学术语的基本知识。
一、穿刺的定义及常见应用1.穿刺的定义穿刺是指通过针或导管将病理组织、腹水、胸水等体液抽出或进行组织活检的操作。
这一技术操作主要用于临床诊断和治疗过程中,可以帮助医生获取必要的生物样本或将药物直接送达到病变部位,是临床医学中不可或缺的重要操作之一。
2.穿刺的常见应用在临床诊疗中,穿刺技术被广泛应用于以下几个方面:(1)腹腔穿刺:用于抽取腹水、获得腹腔内组织活检等;(2)胸腔穿刺:用于抽取胸水、胸腔内组织活检等;(3)脑脊液穿刺:用于获得脑脊液样本进行化验或治疗;(4)关节穿刺:用于抽取关节腔内积液进行化验或治疗;(5)经皮肝穿刺:用于获得肝脏组织样本进行活检。
二、钻孔的定义及常见应用1.钻孔的定义钻孔是指通过专用的手术钻或钻孔器对骨骼进行穿孔或取样的技术操作。
这一操作主要用于骨科手术和骨质疏松等疾病的治疗过程中,能够帮助医生获取骨骼样本或进行内固定手术,是骨科手术中常用的重要技术之一。
2.钻孔的常见应用在临床治疗中,钻孔技术被广泛应用于以下几个方面:(1)骨骼取样:用于获取骨骼样本进行病理检查或治疗;(2)骨折修复:用于内固定手术中的骨孔钻孔以固定骨折部位;(3)骨质疏松治疗:用于植入人工植骨物或其他治疗材料。
三、穿刺与钻孔的比较与应用注意事项1.穿刺与钻孔的比较穿刺和钻孔虽然都是临床手术操作,但其操作对象和应用场景有所不同。
穿刺主要是针对体腔内的液体或组织,用于获得生物样本或进行治疗;而钻孔主要是针对骨骼进行穿孔或取样,用于骨科手术或治疗。
在实际应用中,医生需要根据病人的具体情况和病情特点选择合适的操作方式。
2.应用注意事项在进行穿刺和钻孔操作时,医生需要严格遵守相关操作规范和安全操作标准,保证手术操作的安全和有效性。
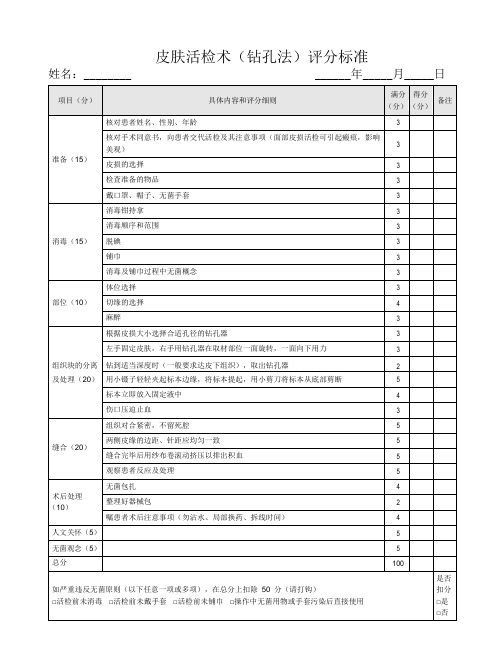
皮肤活检术(钻孔法)
标本立即放入固定液中
4
伤口压迫止血
3
组织对合紧密,不留死腔
5
缝合(20)
两侧皮缘的边距、针距应均匀一致
5
缝合完毕后用纱布卷滚动挤压以排出积血
5
观察患者反应及处理
5
无菌包扎
4
术后处理
整理好器械包
2
(10)
嘱患者术后注意事项(勿沾水、局部换药、拆线时间)
4
人文关怀(5)
5
无菌观念(5)
5
总分
100
是否
3
消毒钳持拿
3
消毒顺序和范围
3
消毒(15)
脱碘
3
铺巾
3
消毒及铺巾过程中无菌概念
3பைடு நூலகம்
体位选择
3
部位(10)
切缘的选择
4
麻醉
3
根据皮损大小选择合适孔径的钻孔器
3
左手固定皮肤,右手用钻孔器在取材部位一面旋转,一面向下用力
3
组织块的分离
钻到适当深度时(一般要求达皮下组织),取出钻孔器
2
及处理(20)
用小镊子轻轻夹起标本边缘,将标本提起,用小剪刀将标本从底部剪断
如严重违反无菌原则(以下任意一项或多项),在总分上扣除50分(请打钩)
扣分
□活检前未消毒□活检前未戴手套□活检前未铺巾□操作中无菌用物或手套污染后直接使用
□是
□否
考官签名
皮肤活检术(钻孔法)评分标准
姓名:________ ______年_____月_____日
项目(分)
具体内容和评分细则
满分
得分
备注
(分)
(分)
核对患者姓名、性别、年龄
pcb孔径公差标准
PCB孔径公差标准引言PCB(Printed Circuit Board,印刷电路板)是现代电子设备中不可或缺的一个组成部分。
其中的孔径是电子元器件通过针脚与PCB板连接的关键位置之一。
本文将介绍和探讨PCB孔径公差标准的相关内容。
什么是PCB孔径公差?PCB孔径公差是指PCB板上用于安装电子元器件的孔的直径公差范围。
孔径公差的合理设定对保证电子元器件的准确安装和可靠连接至关重要。
通常情况下,孔径公差会根据不同的设计需求和元器件封装类型进行设定。
PCB孔径公差的分类根据制造工艺和元器件封装的不同,我们将PCB孔径公差分为以下几类:1. 通孔孔径公差通孔(Through Hole)是指从PCB板上的一面通到另一面的孔。
通孔孔径公差是指通孔孔径的允许波动范围。
通孔孔径公差的合理设置可以确保电子元器件正确无误地安装在PCB板上。
2. 盲孔孔径公差盲孔(Blind Hole)是指不从PCB板的一面通到另一面的孔。
盲孔孔径公差同样是指盲孔孔径的允许波动范围。
盲孔孔径公差的设定要考虑到PCB板上下层之间的连接可靠性和电子元器件的安装要求。
3. 钻孔孔径公差钻孔(Drilled Hole)是指在PCB板上钻出的孔,在整个制造过程中起到定位和连接的作用。
钻孔孔径公差是指钻孔孔径允许的波动范围。
钻孔孔径公差的设定对保证PCB板上元器件的定位准确性和制造的可靠性至关重要。
PCB孔径公差标准的重要性PCB孔径公差标准的制定和遵守对于保证电子产品的性能和可靠性至关重要。
1.保证元器件安装的可靠性:合理的孔径公差范围可以确保元器件准确地连接到PCB板上,避免因孔径大小问题导致元器件松动、断开等不良情况的发生。
2.提高生产效率:合理的孔径公差范围可以减少不必要的检验和调整工序,降低制造成本,并提高生产效率。
3.保证产品性能:孔径公差标准的遵守可以确保电子产品的性能稳定和一致性,提高产品的可靠性和质量。
追求PCB孔径公差标准的方法为了确保PCB板上孔径公差的合理设定,可以采取以下方法:1. 合理设计在PCB板的设计阶段,需要根据具体的元器件封装和连接要求,合理设置孔径公差。
钻孔常识[解答]
![钻孔常识[解答]](https://img.taocdn.com/s3/m/f1784cfe846a561252d380eb6294dd88d0d23d26.png)
钻孔参数转速、进刀速、回刀速如何搭配才是最好的。
因为参数不配套有时也造成偏孔、断针、巴厘等问题!转速(S) 进刀速(F) 退刀速(U)(1)转速(S): S 越大(F,U恒定),则孔壁温度越高:孔壁粗糙度越小,但同时胶渣会越多.chipload(排屑量/进刀量)会变小,对断针,偏孔会有帮助. 不过S太大时,大钻头会出现PCB烧焦.注意:chipload=F/S就0.3mm钻针为例:不要超过20um.(2)进刀速(F): F越小(S,U恒定)钻头在孔内停留时间越长,则孔壁温度越高:孔壁粗糙度越小,但同时胶渣会越多.降低F则减小了chipload.(3)退刀速(U): U越小(S,F恒定)钻头在孔内停留时间越长,则孔壁温度越高:孔壁粗糙度越小,但同时胶渣会越多.但此项影响因素不大.(4)对于你所提到的偏孔/断针还有很多因素导致,例如铝片不平整,压力脚轴承磨损过度啊,spindle的runout过大都会造成.(5)巴厘就是所谓的批锋,你必须先保证钻针刀面磨损度,有必要的话可以降低钻针寿命(打孔数),另外就是使用好的垫板或者厚点的铝片,如果还是没有办法,那就只有调整钻孔参数了.以下是鉆孔参数的相互转换:切削速度:Vs=(n*D*II)/1000进给量:f=(F*1000)/n转速:n=Vs/(D*∏)1000n:转速,F:落速,D:直径II(读Pai)=3.1415pcb钻头属于切削行为的一种,因此原理与一般切削大致相同;一般而言,有二个运算公式在钻孔上广泛地被运用到:1.R.P.M=(S.F.M*12)/π*D2.I.P.M=R.P.M*Chipload首先介绍上述二个公式的各个单位:⑴R.P.M=钻针旋转速度,转/分,即每分钟有几转(Revolution Per Minute)。
⑵S.F.M=表面切削速度,尺/分,即每分钟钻针上的刀口在板子表面上切削距离或长度(Surface Feet Per Minute)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Hale Waihona Puke 300 300 500 500 300 500 4000
5000 2000 2000
4000 2000 2000 1000 500 500 500 4000 300 1500 500 500 1000 500 1000 3000
使用钻头直径
D=0.55mm D=0.55mm D=0.55mm D=0.65mm D=0.70mm D=0.65mm D=0.90mm D=0.90mm D=0.90mm D=0.90mm D=0.90mm D=1.00mm D=1.00mm D=1.00mm D=1.00mm D=1.00mm D=1.35mm D=1.35mm D=1.35mm D=1.35mm D=1.35mm D=1.35mm D=1.35mm D=1.35mm D=1.70mm D=1.70mm D=1.70mm D=1.70mm D=1.70mm D=1.70mm D=1.70mm D=1.70mm D=2.35mm D=2.35mm D=3.50mm
下针钻孔标准
品 名 规 格 型号明细 安全庫存
中探
Ingun
探针 套管 套管 探针 探针 套管 探针 探针 探针 探针 套管 探针 探针 探针 探针 套管 探针 探针 探针 探针 探针 探针 探针 套管 探针 探针 探针 探针 探针 探针 探针 套管 鋼針 鋼針 套管 電源針
39mil P-038 圆头针 P-038DS-1604 R-038 P-038VS P-038 帶線 PR-038V-C370 P-048 圆头针 P-048DS-0506 P-048 加长针 P-048LLB-1606 P-048 帶線 PR-048V-C370 39milP-02A1 杯头针 P-02A1-0515 P-02D 圆头针 P-02D-0515 P-02F 四爪针 P-02F-0515 P-02H 九爪针 P-02H-0515 P-02D PR-02W1-C05 50 mil圓頭針 050-305-050-214 50 mil 尖针 GKS-050-291-050-A2000 50 mil 锥针 GKS-050-307-050-A2000 50 mil 四爪针 GKS-050-214-050-A2000 50 mil KS-050-E08 75 mil圓頭針 075-305-064-214 75 mil大頭針 75 mil 尖针 GKS-075-291-064-A2000 75 mil 锥针 GKS-075-307-064-A2000 75 mil 杯针 GKS-075-303-120-A2000 75 mil 小四爪 GKS-075-214-050-A2000 75 mil 七爪 GKS-075-225-130-A2000 75 mil PR-111W5-A11 100 mil圓頭針 100-305-070-214 100 mil 尖针 GKS-100-291-090-A2000 100 mil 锥针 GKS-100-307-090-A2000 100 mil 杯针 GKS-100-303-150-A2000 100 mil 七爪 GKS-100-225-150-A2000 100 mil 小四爪 GKS-100-214-050-A2000 100 mil 大頭針 GKS-100-217-170-A3000 100 mil PR-25W5-A11 138mil鋼針(PH-10D)未知 R125-4C 2.35mm 100mil耐電流 10A