SMT通用SOP作业书
SOP作业指导书

贝斯美克电子科技有限公司 适用产品名称及编号
作业指导书
文件编号
编制日期
页数 第23页 共23页
版本 A/0
工序名称
標准工時
標准產能/H
工序排号
23
作業類型
装配
人員配置
1
序号
材料编号
材料名称
材料规格
数量
1
2
3
4
5
操作说明
技术要求
檢查 上工
序
检查工位表面清洁
安装到位
本工 序作
業
自檢
设备及治工具
设备,工装名称
核准
审核
不良品截出
承办单位: 承办人:
贝斯美克电子科技有限公司
作业指导书
文件编号
编制日期
页数 第13页 共33页
版本 A/0
适用产品名称及编号
P073蓝牙耳机
工序名称
標准工時
標准產能/H
工序排号
13
作業類型
打螺丝
人員配置
1人
序号
材料编号
材料名称
材料规格
数量
1
2
螺丝
PA2*6
1
3
4
5
操作说明
技术要求
焊接
標准產能/H
人員配置
1
序号
材料编号
材料名称
材料规格
数量
1
2
3
螺丝
PA2*6
1
4
5
操作说明
技术要求
檢查 上工
序
检查工位、产品表面清洁 检查物料有无一致
本工 序作
業
4.自检无误後,返回上一工序。
SMT各工位作业指导书

品名品号工序名称规格工艺属性/标准工时/工序代号1/4图示说明:一、物料及辅料序号材料品号品名规格型号数量位号1、印刷内部工作1/PCB板///2根据需求二、工装治具序号数量11套2适量3三、作业步骤2、标准印刷图锡膏需均匀覆盖在印胶的位置居中、胶量适中、成型良3、常见印刷不良四、注意事项NG (锡浆丝印连 NG (焊盘NG (锡膏印刷偏移NG (胶量太少)NG (胶点拉丝)修改审核批准审核:批准:HR-SMT-001 0/0生产作业指导书Production Working instruction1、打开印刷机程序;2、准备好刮刀、辅料、钢网、需印刷PCB板;3、调整好印刷机各参数:刮刀压力1-5kg,印刷速度30-100mm/s,脱模速度0.1-2mm/s, 脱模长度0-3mm,清洗速度20-50mm/s,清洗间隔5-10PCS,填写《SMT印刷机参数记录表》;4、印刷首片需按照《工艺指导书》进行仔细检查,对不良进行调整;无异常后方可批量印刷;5、根据图示内容检查印刷质量;不良品需进行清洁后再印刷;印刷质量无法判定时,交班长处理;6、检查无异常方可流入下一工序。
1、P板投入印刷前需仔细检查P板表面有无杂物或P板损坏;2、锡膏与红胶的使用遵循辅料使用原则:"先进先出,少量多次"3、定期清洗钢网;(锡膏印刷每5-10PCS清洗一次;红胶印刷每10-50PCS清洗一次)4、印刷好的P板存放数量不得超过30pcs;5、操作设备时需注意安全,设备运转时任何物体不得探入机器内部;6、生产ROHS产品时,注意材料、工具、辅料的管控;7、作业时请轻拿轻放产品,防止产品碰撞损坏;8、作业时需戴好防静电手环;9、按作业指导书无法进行作业及发生异常时及时通知当班负责人。
成都华仁电子科技有限公司ChengDu HuaRen Electronics Co., Ltd成都华仁电子科技有限公司ChengDu HuaRen Electronics Co., Ltd管理编号管理编号制订:HR-SMT-001 0/0修改时间修改内容印刷设备白棉碎布通用/印刷/印刷质量检测/锡膏/红胶/酒精工装治具规格型号刮刀锡膏(红胶)钢网PCB品名品号工序名称规格工艺属性/标准工时/工序代号2/4图示说明:一、物料及辅料序号材料品号品名规格型号数量位号1、贴片机贴装工1/印刷完成PCB板///双面胶10MM1卷二、工装治具序号数量11台21把三、作业步骤2、物料更换:2.1、材料盘认规格误差 阻值规格 容值 误差2.2、材料的极性四、注意事项正极-贴片IC极性图示贴片钽电容极负极1脚7脚贴片二极管极修改审核批准审核:批准:品名品号工序名称规格工艺属性XX/重点工序标准工时/工序代号3/41、打开贴片机程序;调整好设备导轨,装载贴片机程序,设备开始自动贴片;2、当物料使用完后机器会报警料尽,对物料进行更换后继续生产;◆备料:每15分钟查看生产中物料的余数,当物料余数小于500左右,根据程序站别显示的元件名称从指定的料车上取出相应的物料安装在供料器上,放置于备料车上。
SMT生产:印刷工序指导书-SOP范文

SMT生产:印刷工序指导书-SOP范文一、设备工具:无铅丝印台、激光钢网、无铅铲刀、无铅刮刀、防静电手环、牙刷、二、须备物料:无铅锡膏(客户指定品牌)、无醇酒精、PCB板(据生产机型定)、碎布、牙签、三、操作指导:1.从物料房领取与产品相适应的锡膏,在标签纸上注明时间,并解冻四小时以上;2.根据《SMT转拉通知》找出相应的PCB及钢网,并对正位置安装在丝印台上;3.用铲刀将搅拌均匀的锡膏涂在钢网上,保证网面上有1-1.5cm的锡膏在网面上作滚动,低于此高度则添加新锡膏维持;4.检查合格的PCB板放在丝印台的定位模上,用适当的力度以每秒20-50mm的速度进行印刷;5.焊盘被锡膏覆盖的面积不小于85%,最佳锡膏涂覆厚度与钢网相同;6.检查印刷出来的PCB板有无少锡、多锡、偏位、漏印、短路等不良现象,然后将印刷OK的PCB板按合适方向摆放在卡板上。
四、注意事项:1.印刷时钢网的孔位与PCB板焊盘位要一一对正,不得有偏位现象,拿放PCB板时必须拿板的边缘,不得用手摸PCB板的焊盘和金手指位;2.任何印刷出来的PCB板都不得有少锡、多锡、偏位、漏印、桥连等不良现象,若有不良检查钢网孔是否有堵塞、偏移,若钢网堵塞用碎布或牙刷粘少许酒精清除即可,若有移位调正钢网即可;3.印刷时若有PCB焊盘引脚间距较密的零部件每印5Pcs 必须擦拭一次钢网底面;4.每印刷一段时间后须刮刀外围的锡膏用收回,防止静止过久,影响锡膏内成份配比变化;5.印刷时发现机器异常和有规律性坏机要及时告知拉长和工程技术人员;6.严格控制印板数量,印刷好的PCB不可堆积过多,最好以15片为好;7.停止印刷超过一小时必须收回钢网上的锡膏放回冰箱保存,并擦干净钢网;8.参照QA样板,PCB板上不贴元件的焊盘位必须封孔,需要做记号的PCB板一定要按要求做好标记;9.不得在无铅制程工位进行有铅操作;10.保持工作台面整洁,不得将与工作无关的东西摆放在台面上;11.PCB板要轻拿轻放,以免刮伤PCB板上线路;12.更改机型时必须将钢网清洗干净,并将钢网放在指定的地方摆放整齐;13.必须配带检查OK的防静电手环。
SMT通用SOP作业书
S M T通用S O P作业书 Prepared on 24 November 2020通用作业指导书明细(SMT站)通用作业指导书明细(SMT站)通用作业指导书明细(SMT站)通用作业指导书明细(SMT站)通用作业指导书明细(SMT站)作业指导书产品类型SPS产品工作名称红胶管制工作项次S001F 作业动作说明生产/安全注意事项1.储存:新购进红胶首先确认生产日期、有效日期及厂牌,包装无破损泄露;并贴上编号标示.红胶放置于冰箱中保存;并每天记录冰箱温度;并填写于冰箱温度记录表;以保持红胶之活化性.2.使用:依编号顺序使用以作先进先出之有效管理.从冰箱中取出首先在常温下回温3--5小时,点胶机使用前,红胶须脱泡2--5分种后使用.半自动印刷机使用前红胶不用脱泡。
产线未用完的红胶,室温环境下不得超过48H,未使用完的用原装瓶子装好,然后盖好,标明日期,再放入冰箱中保存,下次使用依“2.1”进行。
3.处理废弃红胶:用贴有标示“报废”字样的瓶子装需报废之红胶.报废红胶前确认及处理方式:3.1.1确认保存日期是否已过有效期.3.1.2确认是否已用过之红胶超过48H.3.1.3红胶报废按有机溶剂报废处理.1.红胶密封储存于冰箱控制温度为5±3oC;其有效期可保12个月(红胶保质期内).2.红胶自购入储存时起,即列入管制,任何的异动,都必需填写红胶使用记录表.3.新装瓶开封后用过的红胶超过48H,一律报废处理.4.红胶管理记录:冰箱温度记录表红胶使用记录表5.通用作业指导书,图示仅供参考!设备/治工具静电手套冰箱胶枪EXPORTER TANGXIACHINA肖洪正2009/05/15-4-作业指导书产品类型SPS产品工作名称锡膏管制工作项次S002F 作业动作说明生产/安全注意事项1.储存:新购进锡膏首先确认生产日期、有效日期及厂牌,包装无破损泄露;并贴上编号标示;锡膏放置于冰箱中保存;并每天记录冰箱温度;并填写于冰箱温度记录表;以保持锡膏之活化性.2.使用:依编号顺序使用以作先进先出之有效管理.从冰箱中取出首先在常温下回温3~5小时,经搅拌机搅拌2-5分种后才可产线使用。
SMT通用SOP作业书
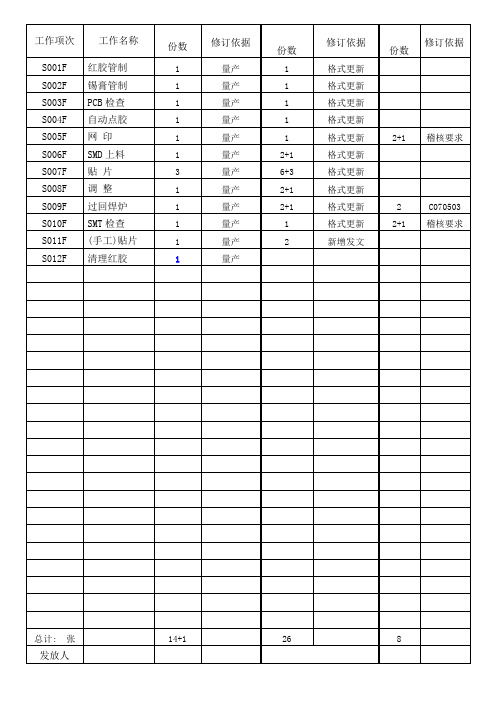
Form D221 Revision 1通用作业指导书明细(SMT站)Form D221 Revision 1通用作业指导书明细(SMT站)Form D221 Revision 1通用作业指导书明细(SMT站)Form D221 Revision 1通用作业指导书明细(SMT站)44+12227注: 1.整套均作修改时,版本号变更依' 2' 3 ...序.2.部分页数修改时,版本号变更依' ' ...序;在最新修改内容处用△1'△2'△3…作标示.3.此作业指导书共发文 1 套旧版本回收记录:Form D221 Revision 1作业指导书产品类型SPS产品工作名称红胶管制工作项次S001F 作业动作说明生产 /安全注意事项1.储存:新购进红胶首先确认生产日期、有效日期及厂牌,包装无破损泄露;并贴上编号标示.红胶放置于冰箱中保存;并每天记录冰箱温度;并填写于冰箱温度记录表;以保持红胶之活化性.2.使用:依编号顺序使用以作先进先出之有效管理.从冰箱中取出首先在常温下回温3--5小时,点胶机使用前,红胶须脱泡2--5分种后使用.半自动印刷机使用前红胶不用脱泡。
产线未用完的红胶, 室溫環境下不得超过48H,未使用完的用原装瓶子装好,然后盖好,标明日期,再放入冰箱中保存,下次使用依“2.1”进行。
3.处理废弃红胶:用贴有标示“报废”字样的瓶子装需报废之红胶.报废红胶前确认及处理方式:3.1.1确认保存日期是否已過有效期.3.1.2确认是否已用过之红胶超过48H.3.1.3红胶报废按有机溶剂报废处理.1. 红胶密封储存于冰箱控制温度为5±3ºC;其有效期可保12个月(紅膠保質期內). 2. 红胶自购入储存时起,即列入管制,任何的异动,都必需填写红胶使用记录表.3.新装瓶开封后用过的红胶超过48H,一律报废处理.4. 红胶管理记录:冰箱温度记录表红胶使用记录表5. 通用作业指导书,图示仅供参考!设备/治工具静电手套冰箱胶枪东莞立德电子有限公司DONG GUAN LEADER ELE. INC MANUFACTURER &EXPORTER TANG XIA CHINA DRAWN BY制图CHECK BY审查APPROVEDBY核准REV版本肖洪正2009/05/15-4-DONG GUAN LEADER ELE.INC MANUFACTURER &EXPORTER TANG XIA CHINA肖洪正2009/05/15-4-作业指导书产品类型SPS产品工作名称PCB检查工作项次S003F 检查项目生产 /安全注意事项1.检查PCB的板号:例如:16-06692.检查PCB的耐温等级:例如:130℃3.检查PCB的燃烧等级:例如:94V04.检查PCB的铜箔是否短路、开路、氧化、彎曲變形和损伤.5.检查PCB的绿油是否良好,不能有铜箔裸露.6.检查PCB是否印字不清、断字、切割移位等不良。
SMT炉后检查通用SOP

2.捡板:为防止掉板或撞掉零件,目检人员应及时查看回流炉出板情况,及时
捡板。
作 3.PCB检查:从工作台导轨上取贴片OK的PCB(图①),用目视的方法检查电子元
件是否贴偏位、反向、错件、缺件、多锡、少锡、连锡、立碑、虚焊、冷焊、 业 浮高、溢胶等不良现象,元件密集或细脚IC可借用放大镜进行检查,参考图示。
项 4、连续3PCS出现同一不良及每小时同一不良超过5PCS时因及时反馈IP仪器
治 1 镊子/放大镜 具
栏2
油性笔
参数设置
数量 变 序号 变更日期
更
1
记
录
1
栏
变更内容
参考文件
图⑥
姓名 日期
制作
图⑦
审批
作业指导书
产品 型号
通用
制程
SMT
作业 名称
炉后检查
工 位
1.首件确认:对于每班开始或产品切换后的第一片板,炉后目检必须进行外观 图示:
首检,以工程样板作为参考标准,检查内容包括:零件方向,零件极性,偏位
,缺件,错件,多件,多锡,少锡,连锡,立碑,假焊,冷焊,发现问题及时
报告给拉长,首检无误后送IPQC确认。
3.7 连锡:QFP/SOP等细间距元件引脚锡膏连在一起(图⑦);
标准 工时
文件 编号
正确的执板方法
图① 图④
页次 1 版本 A/0
图② 图③ 图⑤
1、作业时必须佩戴检测OK的有线静电环和防静电手套。
注 意 事
2、作业时轻拿轻放,取板时选择PCB空白位置拿起,不能到接触贴片元件。 3、补料需依BOM核对清楚该位置物料规格,补料极性元件需注意元件极性。
步 3.1 偏位:侧面偏移超过本体的1/3(图②);末端偏移超过焊盘的1/4(图③); 3.2 少锡:锡量不足爬上组件焊接高度的1/3(图④);
SMT通用SOP作业书

通用作业指导书明细(SMT站)通用作业指导书明细(SMT站)通用作业指导书明细(SMT站)通用作业指导书明细(SMT站)作 业 指 导 书红胶使用记录表东莞立德电子有限公司 DONG GUAN LEADER ELE.DRAWN BY 制 图 CHECK BY 审 查 APPROVED BY 核作 业 指 导 书锡膏使用记录表.东莞立德电子有限公司 DRAWN BY CHECK BY APPROVED BY 作 业 指 导 书检查PCB 的绿油是否良好,不能有铜箔裸露.检查PCB 是否印字不清、断字、切割移位等不良。
作业示意图作 业 指 导 书PCB 的板号PCB 的版本号PCB 的耐温等级燃烧等级首件经IPQC确认OK后,方可进入生产.TANG XIA CHINA产品类型工作项次S005F2. 网板张力测试依“钢网张力测试作业指导书”作业。
3. 选择与PCB 定位孔径相符之网印机定位针,把定位针固定调整OK 后,第一次必须网印2则必须清洗网板后再做调整。
拿取PCB 时只可垂直拿取,不可带有拖的动作路板,检查是否有印字不清、断字、切割移位等不良后式网印(按自动开关),设置好刮刀的刮印次数10. 在印刷每片PCB 时应注意刮刀中间是否有红胶,片板及时将刮刀两旁的红胶刮到中间,11. 网板清洗依“钢网清洗作业指导书”进行作业。
网印机参数设定表 机器型号 刮刀速度 刮刀压力 气压值 HS-3040TP-SMT 2~6档 0.15~0.3MPa 0.15~0.3MPa 0.46~0.54MPa 0.46~0.54MP a 东莞立德电子有限公司DONG GUAN LEADER ELE. INC MANUFACTURER & EXPORTER DRAWN BY 制 图 CHECK BY审 查宋亚茹 作 业 指 导 书依SMT 料站表核对料盘上料號规格是否与盘内实物一致;更換站位是否與機器提示站位一致。
SMT整套作业指导书SOP

检查(点检)基准 及管理基准 应和交易账单一致 .BOM 确认 应和交易账单一致 .性能异常 不能有 .FPCB 和IC,CON 一般检查
ቤተ መጻሕፍቲ ባይዱ
1
.BOM .放大镜(X10)
2
投入检查
.游标卡尺 .BOM .剪刀 .BOM
.资材出库要和生产指导书一致 .数量/规格 .先进先出
应和生产指示书一致
3
资材出库 .BOM
.塞尺
.烘烤箱 6 R-FPCB/PCB 投入 .钢网 .锡膏
.JIG 安装者投入 .FPC生产前烘烤
.BT板 来料拆包的,12H没有生产时要回收烘烧烤
.FPC 安装偏移不能有 .FPC烧烤条件125℃/4H
.BT板烘 烤条伯125℃/4H
.锡膏 保管条件 .锡膏 常温放置时间 .锡膏 搅拌时间,速度 .钢网 清洗周期 .钢网测试测定周期
.5℃~10℃冷藏保管 .回温4HR .搅拌3MIN .1次/3回:自动, 1次/30回:手动 以上
.旺福产品 3片1次手 动清洗,禁止自动
7
○
锡膏
.锡膏
.锡膏交换周期 .锡膏有效时间 .锡膏锡量确认
.脱模速度:0.3mm-1mm/s .开封后 24HR以内 .从制造日起6个月以内(过期产品废弃) .PAD部锡量异常不能有 (每日初中终物进行时 锡量确认异常不能有 .Spec:50mm-80mm/s
* 工程图示标记法 :○(加工),○(搬运),▽(驻藏),□(数量检查),◇(品质检查), 〓(省略), ~(区分), │(流水线),(拖延)
NO
工程图示及工程名 SUB MAIN 外注 工程名 资材入库
使用资材及规格
设备及工具 .计算器
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
作业指导书产品类型SPS产品工作名称红胶管制工作项次S001F 作业动作说明生产 /安全注意事项1.储存:1.1 新购进红胶首先确认生产日期、有效日期及厂牌,包装无破损泄露;并贴上编号标示.1.2红胶放置于冰箱中保存;并每天记录冰箱温度;并填写于冰箱温度记录表;以保持红胶之活化性.2.使用:2.1依编号顺序使用以作先进先出之有效管理.2.2从冰箱中取出首先在常温下回温3--5小时,点胶机使用前,红胶须脱泡2--5分种后使用.2.3半自动印刷机使用前红胶不用脱泡。
2.4产线未用完的红胶, 室溫環境下不得超过48H,未使用完的用原装瓶子装好,然后盖好,标明日期,再放入冰箱中保存,下次使用依“2.1”进行。
3.处理废弃红胶:用贴有标示“报废”字样的瓶子装需报废之红胶.3.1报废红胶前确认及处理方式:3.1.1确认保存日期是否已過有效期.3.1.2确认是否已用过之红胶超过48H.3.1.3红胶报废按有机溶剂报废处理.1. 红胶密封储存于冰箱控制温度为5±3ºC;其有效期可保12个月(紅膠保質期內).2. 红胶自购入储存时起,即列入管制,任何的异动,都必需填写红胶使用记录表.3.新装瓶开封后用过的红胶超过48H,一律报废处理.4. 红胶管理记录:冰箱温度记录表红胶使用记录表5. 通用作业指导书,图示仅供参考!设备/治工具静电手套冰箱胶枪东莞立德电子有限公司DONG GUAN LEADER ELE. INC MANUFACTURER &EXPORTER TANG XIA CHINA DRAWN BY制图CHECK BY审查APPROVEDBY核准REV版本肖洪正2009/05/15-4-作 业 动 作 说 明生 产 /安 全 注 意 事 项1. 储存: 1.1 新购进锡膏首先确认生产日期、有效日期及厂牌,包装无破损泄露;并贴上编号标示;1.2锡膏放置于冰箱中保存;并每天记录冰箱温度;并填写于冰箱温度记录表;以保持锡膏之活化性.2. 使用:2.1依编号顺序使用以作先进先出之有效管理. 2.2从冰箱中取出首先在常温下回温3~5小时,经搅拌机搅拌2-5分种后才可產线使用。
2.3搅拌后的锡膏在使用前,印刷员还需用搅拌刀手动均匀搅拌1~2分钟,再投入到鋼网上使用。
2.4产线未用完的锡膏室溫環境下不得超过24H,未用完的用原装瓶子装好,标明日期和存入日期,再放入冰箱中保存,下次生产使用依“2.1”进行。
3. 处理废弃锡膏:用贴有标示 “报废”字样的瓶子装需报废之锡膏. 3.1报废锡膏前确认及处理方式:3.1.1确认保存日期是否已過有效期.3.1.2确认是否已用过之锡膏超过24H 时限. 3.1.3锡膏报废按锡渣报废处理.1.锡膏密封储存于冰箱控制温度为5±3ºC;其有效期可保6个月(錫膏保質期內);2.锡膏自购入储存时起,即列入管制,任何的异动,必需填写锡膏使用记录表; 3.新装瓶开封后用过的锡膏超过24H,一律报废处理. 4. 锡膏管理记录:冰箱温度记录表锡膏使用记录表.5. 通用作业指导书,图示仅供参考!设 备/治 工 具静电手套 冰箱 搅拌机 搅拌刀东莞立德电子有限公司 DONG GUAN LEADER ELE. INC MANUFACTURER &EXPORTERTANG XIA CHINADRAWN BY 制 图CHECK BY 审 查 APPROVED BY 核 准 REV版本肖洪正2009/05/15-4-检查项目生产 /安全注意事项1.检查PCB的板号:例如:16-06692.检查PCB的耐温等级:例如:130℃3.检查PCB的燃烧等级:例如:94V04.检查PCB的铜箔是否短路、开路、氧化、彎曲變形和损伤.5.检查PCB的绿油是否良好,不能有铜箔裸露.6.检查PCB是否印字不清、断字、切割移位等不良。
1.作业人员必须佩戴静电手环、静电手套.2.PCB除尘依“PCB板除尘作业指导书”作业。
3.不可用刀片划包装PCB板的塑料袋,以免划伤PCB.4.应避免PCB板侧面、棱角或其它尖锐物品与PCB铜箔面碰撞或磨擦。
5.PCB板不可有破损,印字不清等不良.6.不良品标示后放于红色托盘内7.通用作业指导书,图示仅供参考!物料规格依生产控制表,PCB印字内容依实物样品为准.设备/治工具静电手套静电环作业示意图东莞立德电子有限公司DONG GUAN LEADER ELE.INC MANUFACTURER& EXPORTERTANG XIA CHINA DRAWN BY制图CHECK BY审查APPROVED BY核准REV版本肖洪正2009/05/15-4-PCB的板号PCB的版本号PCB的耐温等级燃烧等级作业动作说明生产 /安全注意事项1.调用程式:XXXXXX-XXX.XXX.X 依“程式管制作业指导书”中的程式的命名:以BOM單上的品名+程式版本號。
如:108330-A09.REV.1进行规范作业。
2.调出对应机种的点胶程式;(程式及相关参数须由技术人员设定.)3.點膠机操作依“GL5操作步骤作业”4.根据PCB板宽,将滑轨重新调整到板宽+1mm为好.5.进行首件试点作业,检查点胶的位置是否正确及胶量是否适当,是否有漏点胶.6.首件经IPQC确认OK后,方可进入生产. 1.当点胶机发生异常故障时, 立即按下操作屏上的紧急开关EMERGENCY STOP按钮,马上通知工程技术人员过来处理。
2.设备在運行中,严禁人体接触设备运转部位。
3.换红胶注意事项:3.1 红胶要回温时间3~5小时方可使用;3.2 红胶使用前必须使用脱泡机脱泡;4. 工程人员每周定期对点胶头部做清洁,使用适当尺寸的捅针将点胶嘴内的异物除去,然后用洗板水进行清洗,确保点胶嘴内无异物堵塞。
5. 如果设备停机时间超过24H,应把点胶筒与点胶嘴拆下来放回冰箱储存,并在胶筒上做好时间标识存回冰箱。
7.通用作业指导书,图示仅供参考!设备/治工具自动点胶机静电手套静电环气枪洗板水针头碎布东莞立德电子有限公司DONG GUAN LEADER ELE. INC MANUFACTURER &EXPORTERTANG XIA CHINA DRAWN BY制图CHECK BY审查APPROVEDBY核准REV版本肖洪正2009/05/15-4-作业动作说明生产 /安全注意事项1.印刷操作员依“生产领料/上料/换料单”生产机种名、PCB料号、PCB板号,在钢网明细表中选择对应之网板PCB 料号、板号。
例如:(网板有注明板号及序号)。
2.网板张力测试依“钢网张力测试作业指导书”作业。
3.选择与PCB定位孔径相符之网印机定位针,把定位针固定在夹板上,再检验定位针是否与PCB定位孔相应,OK后锁定。
4.调整网板在纲印机上之距离,并用胶纸贴住网板上之定位孔。
5.调整PCB与网板相对应之位置,调整时可以参照所贴零件的PAD位置。
6.印刷员依“印刷机操作步骤”进行作业。
7.每隔4H加一次红胶,胶量要求在胶枪杆上一格刻度范围。
8.调整OK后,第一次必须网印2次才可退出检验,如网印NG,则必须清洗网板后再做调整。
9.拿取PCB时只可垂直拿取,不可带有拖的动作;避免擦伤线路板,检查是否有印字不清、断字、切割移位等不良后,正式网印(按自动开关),设置好刮刀的刮印次数1~2次/片。
10.在印刷每片PCB时应注意刮刀中间是否有红胶,每印刷10片板及时将刮刀两旁的红胶刮到中间,避免中间无红胶有漏刷红胶不良发生。
11. 网板清洗依“钢网清洗作业指导书”进行作业。
1.未使用的锡膏/红胶需在冰箱内保存,取出后超過規定時間内(錫膏/24H,紅膠/48H)送回冰箱内冷藏,并重新做好时间标识管制.取出重新使用,首先在常温下回温3~5小时后再使用。
2.上线使用的锡膏24H 内、红胶48H内未再使用,依报废处理,并注明回收时间.3.网板印刷时用自动计数器计数:红胶50次清洗一次网板,锡膏10次清洗一次网板。
△24.刮刀两端需平行以保证红胶印刷均匀,不漏不偏,每天检查一次,使用10万次需换刮刀。
5.印刷後的PCB在指定时间内(存储暂放架上,紅膠、錫膏在2H內)過回流焊,否則不可投入使用。
须清洗PCB板。
△26.印刷不良品及时用洗板水洗幹凈。
7.PCB不可摆放在机台上,不可叠加太多(不超过三包).当后站贴片机器故障时,应停止作业。
8.通用作业指导书,图示仅供参考! 若和控制表或具体SOP不一致,以控制表或具体SOP为准. 所定参数供IPQC抽测。
NG/OK图示红胶偏位NG红胶位置居中OK网印机参数设定表机器型号刮刀速度刮刀压力气压值HS-3040TP-SMT 2~6档0.15~0.3MPa 0.15~0.3MPa SP-3040A 6~10档0.46~0.54MPa0.46~0.54MPa PT-250 0~9挡手动调节0.2~0.6MPa 注:0.1MPa约等于1kgf/ cm2设备/治工具网板气枪网印机搅拌机静电环静电手套东莞立德电子有限公司DONG GUAN LEADER ELE.INC MANUFACTURER& EXPORTERTANG XIA CHINA DRAWN BY制图CHECK BY审查APPROVED BY核准REV版本宋亚茹2010/1/28-4.2-网板序号PCB板号作业动作说明生产 /安全注意事项1.当机器贴装某一站用完, 提示报警更换料站位时;上料員依SMT料站表站位核对所需更換物料的料號、規格。
2.IPQC依SMT料站表核对料盘上料號规格是否与盘内实物一致;更換站位是否與機器提示站位一致。
依“上料作業流程”作業。
3.根据物料表,将所需料盘装入料枪中。
4.根据机器报警站位与SMT料站表,经IPQC核对OK的料站位装入机器指定換料位置。
5.换料时,应填写好换料核对表,并交与IPQC人员CHECK OK后,方可生产。
1.物料规格依生产控制表之SMD物料BOM。
2.散乱零件要归类放置于静电料盒中。
3.上料轮时,应确保料轮上的卡料盖完全扣好,避免造成撞机现象。
4.上料轮时,减少材料损耗。
5.散料放于工作臺散料收集盒内.按幾種區分標識散料。
6.通用作业指导书,图示仅供参考!物料规格依生产控制表为准。
设备/治工具静电环静电手套料枪上料架剪刀镊子三倍放大镜东莞立德电子有限公司DONG GUAN LEADER ELE.INC MANUFACTURER& EXPORTER DRAWN BY制图CHECK BY审查APPROVED BY核准REV版本肖洪正-4-卡料盖机器指定换料位置箭头作业动作说明生产 /安全注意事项1.调用程式:XXXXXX-XXX.XXX.X 依“程式管制作业指导书”中的程式的命名:以BOM單上的品名+程式版本號。