外文翻译--Rockwell A-B可编程控制器系统软件
《2024年度RockwellPLC及ABB变频器在门座式起重机控制系统中的应用》范文

《Rockwell PLC及ABB变频器在门座式起重机控制系统中的应用》篇一一、引言随着工业自动化技术的不断发展,门座式起重机作为重要的物流搬运设备,其控制系统的优化与升级变得尤为重要。
Rockwell PLC(可编程逻辑控制器)及ABB变频器作为先进的自动化技术代表,在门座式起重机控制系统中得到了广泛应用。
本文将探讨Rockwell PLC及ABB变频器在门座式起重机控制系统中的应用,并分析其带来的效益和影响。
二、门座式起重机控制系统概述门座式起重机是一种大型的装卸设备,主要用于港口、码头等物流场所的货物装卸。
其控制系统是门座式起重机的核心部分,直接关系到设备的运行效率和安全性。
传统的门座式起重机控制系统多采用继电器控制,存在控制精度低、维护困难等问题。
随着技术的发展,PLC和变频器开始广泛应用于门座式起重机控制系统中。
三、Rockwell PLC在门座式起重机控制系统中的应用1. 功能特点:Rockwell PLC作为一种成熟的控制器,在门座式起重机控制系统中扮演着关键角色。
它能够通过编程实现复杂的逻辑控制,提高控制精度和系统的稳定性。
此外,Rockwell PLC具有强大的数据处理能力,可以实时监控设备的运行状态,并据此进行智能控制。
2. 实际应用:在门座式起重机的控制系统中,Rockwell PLC主要负责逻辑控制和数据处理。
通过编程,它可以实现对吊钩的精确控制,如升降、前后移动等。
同时,Rockwell PLC还可以与变频器、传感器等其他设备进行数据交互,实现设备的集中控制和智能化管理。
四、ABB变频器在门座式起重机控制系统中的应用1. 功能特点:ABB变频器是一种电力控制设备,主要用于调节电机的转速和输出功率。
在门座式起重机控制系统中,ABB变频器可以实现对电机速度的精确控制,从而提高设备的运行效率和节能性能。
此外,ABB变频器还具有过载保护、欠压保护等功能,确保设备的运行安全。
2. 实际应用:在门座式起重机中,ABB变频器主要用于驱动电机。
罗克韦尔(rockwell)工控软件入门介绍

•软件基本信息
– 版本信息
• • • • • 10、15、16、17 软件版本需要与处理器硬件版本相对应 10版本软件为目前Controllogix5555系统处理器使用的主要版本,神东、万利等 15版本软件为Controllogix L61~L63处理器使用的版本 在今后的系统中,将采用高版本的软件,能够利用其新开发的功能,比如功能块
浏览I/O TAGS 浏览
在处理器文件夹的 子文件“Controller Tags”浏览
提示:根据不同的 模块,Tag内容将不 一样 举例:配置模块的 IO Tags 练习:添加TAG的 描述
“I”表示输入,“O”表示输出,“C”表示命令 ”表示输入, ”表示输出, ”
编制程序
常用程序指令介绍
• • • • • • • • JSR XIC OTE TON MSG OTL XIO 。。。 • • • • • • Tag 类型 用户定义TAG类型 类型 用户定义 特殊TAG类型 类型 特殊 新建TAG 新建 删除TAG 删除 监视TAG 监视
• RSLogix5000 软件的特性: RSLogix5000 软件的特性:
–与RSLogix 5 & 500通用的用户界面 与 500通用的用户界面 –单一的编程软件包适用于整个Logix5000 单一的编程软件包适用于整个Logix5000 单一的编程软件包适用于整个 系列产品 • ControlLogix, FlexLogix, SoftLogix, CompactLogix, DriveLogix ... –多种IEC1131-3编程语言 多种IEC1131 多种IEC1131• 梯形图 • 功能块图形 –符号化标签和结构数据模型 符号化标签和结构数据模型
点击Rslogix5000快捷方式 快捷方式 打开软件。 点击 ,打开软件。 程序位置: 程序位置:C:\ Program Files\Rockwell Software \RSLogix 5000\
可编程控制器外文翻译、中英文翻译、外文文献翻译
毕业设计中英文翻译院系专业班级姓名学号指导教师20**年 4 月Programmable Logic Controllers (PLC)1、MotivationProgrammable Logic Controllers (PLC), a computing device invented by Richard E. Morley in 1968, have been widely used in industry including manufacturing systems, transportation systems, chemical process facilities, and many others. At that time, the PLC replaced the hardwired logic with soft-wired logic or so-called relay ladder logic (RLL), a programming language visually resembling the hardwired logic, and reduced thereby the configuration time from 6 months down to 6 days [Moody and Morley, 1999].Although PC based control has started to come into place, PLC based control will remain the technique to which the majority of industrial applications will adhere due to its higher performance, lower price, and superior reliability in harsh environments. Moreover, according to a study on the PLC market of Frost and Sullivan [1995], an increase of the annual sales volume to 15 million PLCs per year with the hardware value of more than 8 billion US dollars has been predicted, though the prices of computing hardware is steadily dropping. The inventor of the PLC, Richard E Morley, fairly considers the PLC market as a 5-billion industry at the present time.Though PLCs are widely used in industrial practice, the programming of PLC based control systems is still very much relying on trial-and-error. Alike software engineering, PLC software design is facing the software dilemma or crisis in a similar way. Morley himself emphasized this aspect most forcefully by indicating [Moody and Morley, 1999, p. 110]:`If houses were built like software projects, a single woodpecker could destroy civilization.”Particularly, practical problems in PLC programming are to eliminate software bugs and to reduce the maintenance costs of old ladder logic programs. Though the hardware costs of PLCs are dropping continuously, reducing the scan time of the ladder logic is still an issue in industry so that low-cost PLCs can be used.In general, the productivity in generating PLC is far behind compared to other domains, for instance, VLSI design, where efficient computer aided design tools are in practice. Existent software engineering methodologies are not necessarily applicable to the PLC basedsoftware design because PLC-programming requires a simultaneous consideration of hardware and software. The software design becomes, thereby, more and more the major cost driver. In many industrial design projects, more than SO0/a of the manpower allocated for the control system design and installation is scheduled for testing and debugging PLC programs [Rockwell, 1999].In addition, current PLC based control systems are not properly designed to support the growing demand for flexibility and reconfigurability of manufacturing systems. A further problem, impelling the need for a systematic design methodology, is the increasing software complexity in large-scale projects.PLCs (programmable logic controllers) are the control hubs for a wide variety of automated systems and processes. They contain multiple inputs and outputs that use transistors and other circuitry to simulate switches and relays to control equipment. They are programmable via software interfaced via standard computer interfaces and proprietary languages and network options.Programmable logic controllers I/O channel specifications include total number of points, number of inputs and outputs, ability to expand, and maximum number of channels. Number of points is the sum of the inputs and the outputs. PLCs may be specified by any possible combination of these values. Expandable units may be stacked or linked together to increase total control capacity. Maximum number of channels refers to the maximum total number of input and output channels in an expanded system. PLC system specifications to consider include scan time, number of instructions, data memory, and program memory. Scan time is the time required by the PLC to check the states of its inputs and outputs. Instructions are standard operations (such as math functions) available to PLC software. Data memory is the capacity for data storage. Program memory is the capacity for control software.Available inputs for programmable logic controllers include DC, AC, analog, thermocouple, RTD, frequency or pulse, transistor, and interrupt inputs. Outputs for PLCs include DC, AC, relay, analog, frequency or pulse, transistor, and triac. Programming options for PLCs include front panel, hand held, and computer.Programmable logic controllers use a variety of software programming languages for control. These include IEC 61131-3, sequential function chart (SFC), function block diagram (FBD), ladder diagram (LD), structured text (ST), instruction list (IL), relay ladder logic (RLL), flow chart, C, and Basic. The IEC 61131-3 programming environment provides support for five languages specified by the global standard: Sequential Function Chart,Function Block Diagram, Ladder Diagram, Structured Text, and Instruction List. This allows for multi-vendor compatibility and multi-language programming. SFC is a graphical language that provides coordination of program sequences, supporting alternative sequence selections and parallel sequences. FBD uses a broad function library to build complex procedures in a graphical format. Standard math and logic functions may be coordinated with customizable communication and interface functions. LD is a graphic language for discrete control and interlocking logic. It is completely compatible with FBD for discrete function control. ST is a text language used for complex mathematical procedures and calculations less well suited to graphical languages. IL is a low-level language similar to assembly code. It is used in relatively simple logic instructions. Relay Ladder Logic (RLL), or ladder diagrams, is the primary programming language for programmable logic controllers (PLCs). Ladder logic programming is a graphical representation of the program designed to look like relay logic. Flow Chart is a graphical language that describes sequential operations in a controller sequence or application. It is used to build modular, reusable function libraries. C is a high level programming language suited to handle the most complex computation, sequential, and data logging tasks. It is typically developed and debugged on a PC. BASIC is a high level language used to handle mathematical, sequential, data capturing and interface functions.Programmable logic controllers can also be specified with a number of computer interface options, network specifications and features. PLC power options, mounting options and environmental operating conditions are all also important to consider.2、ResumeA PLC (programmable Logic Controller) is a device that was invented to replace the necessary sequential relay circuits for control.The PLC works by looking at its input and depending upon their state, turning on/off its outputs. The user enters a program, usually via software or programmer, which gives the desired results.PLC is used in many "real world" applications. If there is industry present, chance are good that there is a PLC present. If you are involved in machining, packing, material handling, automated assembly or countless other industries, you are probably already using them. If you are not, you are wasting money and time. Almost any application that needs some type of electrical control has a need for a PLC.For example, let's assume that when a switch turns on we want to turn a solenoid on for 5second and then turn it off regardless of how long the switch is on for. We can do this with a simple external timer. But what if the process included 10 switches and solenoids? We should need 10 external times. What if the process also needed to count how many times the switch individually turned on? We need a lot of external counters.As you can see the bigger the process the more of a need we have for a PLC. We can simply program the PLC to count its input and turn the solenoids on for the specified time.We will take a look at what is considered to be the "top 20" PLC instructions. It can be safely estimated that with a firm understanding of these instructions one can solve more than 80% of the applications in existence.Of course we will learn more than just these instruction to help you solve almost ALL potential PLC applications.The PLC mainly consists of a CPU, memory areas, and appropriate circuits to receive input/output data. We can actually consider the PLC to be a box full of hundreds or thousands of separate relay, counters, times and data storage locations,Do these counters,timers, etc. really exist? No,they don't "physically" exist but rather they simulated and be considered software counters, timers, etc. . These internal relays are simulated through bit locations in registers.What does each part do? Let me tell you.Input RelaysThese are connected to the outside world.They physically exsit and receive signals from switches,sensors,ect..Typically they are not relays but rather they are transistors.Internal Utility RelaysThese do not receive signals from the outside world nor do they physically exist.they are simulated relays and are what enables a PLC to eliminate external relays.There are also some special relays that are dedicated to performing only one task.Some are always on while some are always off.Some are on only once during power-on and are typically used for initializing data that was stored.CountersThese again do not physically exist. They are simulated counters and they can be programmed to count pulses.Typically these counters can count up,down or both up anddown.Since they are simulated,they are limited in their counting speed.Some manufacturers also include high-speed counters that are hardware based.We think of these as physically existing.Most times these counters can count up,down or up and down.TimersThese also do not physically exist.They come in many varieties and increments.The most common type is an on-delay type.Others include off-delays and both retentive and non-retentive types.Increments vary from 1ms through 1s.Output RelaysThere are connected to the outside world.They physically exist and send on/off signals to solenoids,lights,etc..They can be transistors,relays,or triacs depending upon the model chosen Data StorageTypically there are registers assigned to simply store data.They are usually used as temporary storage for math or data manipulation.They can also typically be used to store data when power is removed form the PLC.Upon power-up they will still have the same contents as before power was moved.Very convenient and necessary!A PLC works by continually scanning a program.We can think of this scan cycle as consisting of 3 important steps.There are typically more than 3 but we can focus on the important parts and not worry about the others,Typically the others are checking the system and updating the current internal counter and timer values,Step 1 is to check input status,First the PLC takes a look at each input to determine if it is on off.In other words,is the sensor connected to the first input on?How about the third...It records this data into its memory to be used during the next step.Step 2 is to execute program.Next the PLC executes your program one instruction at a time.Maybe your program said that if the first input was on then it should turn on the first output.Since it already knows which inputs are on/off from the previous step,it will be able to decide whether the first output should be turned on based on the state of the first input.It will store the execution results for use later during the next step.Step 3 is to update output status.Finally the PLC updates the status the outputs.It updates the outputs based on which inputs were on during the first step and the results executing your program during the second step.Based on the example in step 2 it would now turn on the firstoutput because the first input was on and your program said to turn on the first output when this condition is true.After the third step the PLC goes back to step one repeats the steps continuously.One scan time is defined as the time it takes to execute the 3 steps continuously.One scan time is defined as the time it takes to execute the 3 steps listed above.Thus a practical system is controlled to perform specified operations as desired.3、PLC StatusThe lack of keyboard, and other input-output devices is very noticeable on a PLC. On the front of the PLC there are normally limited status lights. Common lights indicate;power on - this will be on whenever the PLC has powerprogram running - this will often indicate if a program is running, or if no program is runningfault - this will indicate when the PLC has experienced a major hardware or software problemThese lights are normally used for debugging. Limited buttons will also be provided for PLC hardware. The most common will be a run/program switch that will be switched to program when maintenance is being conducted, and back to run when in production. This switch normally requires a key to keep unauthorized personnel from altering the PLC program or stopping execution. A PLC will almost never have an on-off switch or reset button on the front. This needs to be designed into the remainder of the system.The status of the PLC can be detected by ladder logic also. It is common for programs to check to see if they are being executed for the first time, as shown in Figure 1. The ’first scan’ input will be true on the very first time the ladder logic is scanned, but false on every other scan. In this case the address for ’first scan’ in a PLC-5 is ’S2:1/14’. With the logic in the example the first scan will seal on ’light’, until ’clear’ is turned on. So the light will turn on after the PLC has been turned on, but it will turn off and stay off after ’clear’ is turned on. The ’first scan’ bit is also referred to at the ’first pass’ bit.Figure 1 An program that checks for the first scan of the PLC4、Memory TypesThere are a few basic types of computer memory that are in use today.RAM (Random Access Memory) - this memory is fast, but it will lose its contents when power is lost, this is known as volatile memory. Every PLC uses this memory for the central CPU when running the PLC.ROM (Read Only Memory) - this memory is permanent and cannot be erased. It is often used for storing the operating system for the PLC.EPROM (Erasable Programmable Read Only Memory) - this is memory that can be programmed to behave like ROM, but it can be erased with ultraviolet light and reprogrammed.EEPROM (Electronically Erasable Programmable Read Only Memory) – This memory can store programs like ROM. It can be programmed and erased using a voltage, so it is becoming more popular than EPROMs.All PLCs use RAM for the CPU and ROM to store the basic operating system for the PLC. When the power is on the contents of the RAM will be kept, but the issue is what happens when power to the memory is lost. Originally PLC vendors used RAM with a battery so that the memory contents would not be lost if the power was lost. This method is still in use, but is losing favor. EPROMs have also been a popular choice for programming PLCs. The EPROM is programmed out of the PLC, and then placed in the PLC. When the PLC is turned on the ladder logic program on the EPROM is loaded into the PLC and run. This method can be very reliable, but the erasing and programming technique can be time consuming. EEPROM memories are a permanent part of the PLC, and programs can be stored in them like EPROM. Memory costs continue to drop, and newer types (such as flash memory) are becoming available, and these changes will continue to impact PLCs.5、Objective and Significance of the ThesisThe objective of this thesis is to develop a systematic software design methodology for PLC operated automation systems. The design methodology involves high-level description based on state transition models that treat automation control systems as discrete event systems, a stepwise design process, and set of design rules providing guidance and measurements to achieve a successful design. The tangible outcome of this research is to find a way to reduce the uncertainty in managing the control software development process, that is, reducing programming and debugging time and their variation, increasing flexibility of theautomation systems, and enabling software reusability through modularity. The goal is to overcome shortcomings of current programming strategies that are based on the experience of the individual software developer.A systematic approach to designing PLC software can overcome deficiencies in the traditional way of programming manufacturing control systems, and can have wide ramifications in several industrial applications. Automation control systems are modeled by formal languages or, equivalently, by state machines. Formal representations provide a high-level description of the behavior of the system to be controlled. State machines can be analytically evaluated as to whether or not they meet the desired goals. Secondly, a state machine description provides a structured representation to convey the logical requirements and constraints such as detailed safety rules. Thirdly, well-defined control systems design outcomes are conducive to automatic code generation- An ability to produce control software executable on commercial distinct logic controllers can reduce programming lead-time and labor cost. In particular, the thesis is relevant with respect to the following aspect Customer-Driven ManufacturingIn modern manufacturing, systems are characterized by product and process innovation, become customer-driven and thus have to respond quickly to changing system requirements.A major challenge is therefore to provide enabling technologies that can economically reconfigure automation control systems in response to changing needs and new opportunities. Design and operational knowledge can be reused in real-time, therefore, giving a significant competitive edge in industrial practice.Higher Degree of Design Automation and Software QualityStudies have shown that programming methodologies in automation systems have not been able to match rapid increase in use of computing resources. For instance, the programming of PLCs still relies on a conventional programming style with ladder logic diagrams. As a result, the delays and resources in programming are a major stumbling stone for the progress of manufacturing industry. Testing and debugging may consume over 50% of the manpower allocated for the PLC program design. Standards [IEC 60848, 1999; IEC-61131-3, 1993; IEC 61499, 1998; ISO 15745-1, 1999] have been formed to fix and disseminate state-of-the-art design methods, but they normally cannot participate in advancingthe knowledge of efficient program and system design.A systematic approach will increase the level of design automation through reusing existing software components, and will provide methods to make large-scale system design manageable. Likewise, it will improve software quality and reliability and will be relevant to systems high security standards, especially those having hazardous impact on the environment such as airport control, and public railroads.System ComplexityThe software industry is regarded as a performance destructor and complexity generator. Steadily shrinking hardware prices spoils the need for software performance in terms of code optimization and efficiency. The result is that massive and less efficient software code on one hand outpaces the gains in hardware performance on the other hand. Secondly, software proliferates into complexity of unmanageable dimensions; software redesign and maintenance-essential in modern automation systems-becomes nearly impossible. Particularly, PLC programs have evolved from a couple lines of code 25 years ago to thousands of lines of code with a similar number of 1/O points. Increased safety, for instance new policies on fire protection, and the flexibility of modern automation systems add complexity to the program design process. Consequently, the life-cycle cost of software is a permanently growing fraction of the total cost. 80-90% of these costs are going into software maintenance, debugging, adaptation and expansion to meet changing needs [Simmons et al., 1998].Design Theory DevelopmentToday, the primary focus of most design research is based on mechanical or electrical products. One of the by-products of this proposed research is to enhance our fundamental understanding of design theory and methodology by extending it to the field of engineering systems design. A system design theory for large-scale and complex system is not yet fully developed. Particularly, the question of how to simplify a complicated or complex design task has not been tackled in a scientific way. Furthermore, building a bridge between design theory and the latest epistemological outcomes of formal representations in computer sciences and operations research, such as discrete event system modeling, can advance future development in engineering design.Application in Logical Hardware DesignFrom a logical perspective, PLC software design is similar to the hardware design of integrated circuits. Modern VLSI designs are extremely complex with several million parts and a product development time of 3 years [Whitney, 1996]. The design process is normally separated into a component design and a system design stage. At component design stage, single functions are designed and verified. At system design stage, components are aggregated and the whole system behavior and functionality is tested through simulation. In general, a complete verification is impossible. Hence, a systematic approach as exemplified for the PLC program design may impact the logical hardware design.可编程控制器1、前言可编程序的逻辑控制器(PLC),是由Richard E.Morley 于1968年发明的,如今已经被广泛的应用于生产、运输、化学等工业中。
rockwella-b可编程序控制器(plc)的编程方式

Rockwell A-B可编程序控制器(PLC)的编程方式摘要:介绍Rockwell A-B可编程序控制器(PLC)的编程方式(梯形图、结构文本、顺序功能图等),指令系统及编程手段(编程软件及编程设备)。
关键词:可编程序控制器;指令;编程软件Rockwell A-B的PLC由于支持多种编程方式,具有丰富的编程指令,加上各系列的PLC 都有相应的编程软件,调试仿真软件,因此在自动化领域中已越来越受到广泛的应用。
一、编程方式所有的A-B PLC(Micrologix1000, SLC500, PLC-5和Controllogix)都支持梯形图的编程方式,而大多数PLC-5系列处理器(增强型以上系列)还支持结构文本及顺序功能图两种编程方式。
1、梯形图梯形图是一种最典型,也是最基本的编程方式,它采用图形语言,沿用了继电器的触点、线圈、串并联等术语和图形符号,并增加了一些继电接触控制没有的符号。
梯形图形象、直观,对于熟悉继电器表示方式的人来说,非常容易接受,而不需要学习更深的计算机知识。
这是一种最为广泛的编程方式,适用于顺序逻辑控制、离散量控制、定时/计数控制等操作。
梯形图一般由多个不同的阶梯组成,每一个阶梯又可以由一个或几个输入指令及一个输出指令组成。
输出指令应出现在阶梯的最右边,而输入指令则出现在输出指令的左边,如图1所示。
图12、结构文本结构文本类似于BASIC编程,利用它可以很方便地建立、编辑和实现复杂的算法,特别在数据处理、计算存储、决策判断、优化算法等涉及描述多种数据类型的变量应用中非常有效。
对于PLC-5处理器结构文本可以支持以下结构。
赋值:赋一个整数或浮点数值给一个数据单元非保持型位赋值:赋一个二进制数给一个位单元,当处理器工作模式从编程方式到运行方式时或当顺序功能图(SFC)的步被扫描后,这些位被清零。
保持型位赋值:赋一个二进制数给一个位单元,当处理器工作模式从编程方式到运行方式时或SFC的步被扫描后,这些位并不被清零。
ROCKWELL PLC优势与特点
优点: • 可靠性高,抗干扰能力强 • 可无限扩展,可相互兼容通讯 • 硬件配套齐全,功能完善,适用性强 • 易学易用,深受工程技术人员欢迎 • 系统的设计、安装、调试工作量小,维护方便,容易改造 • 体积小,重量轻,能耗低
7
AB PLC优势与特点
5、编程方便灵活,操作维护方便 支持多种编程语言,满足多种应用灵活,LAD(梯形图)、FBD(功能图)、SFC
(顺序功能图)、ST(符号化语言)。 标签化标签,更易读的变量命名方式,让你不再为分配地址而烦恼。 与上位机共用标签,避免重复建立标签,减少开发时间和出错概率。 标准功能块(AOI)和Faceplate面板,直接调用,节约开发时间。
各种网络
• EtherNet/IP、ControlNet 和 DeviceNet 连接
• 某些第三方网络 • 线性拓扑、环网拓扑和星型网络拓扑
AB PLC优势与特点
4、多种网络可供灵活选择 支持EtherNet、ControlNet、DeviceNet等网络,系统组网方式灵活,各个网络之间可以
实现无缝连接。
1301305520013013055200primarysecondary13013055201primarysecondary1301305520113013055200冗余网络适配器冗余端子冗余输出冗余输入24vdc开关量输入24vdc开关量输出20ma模拟量输入20ma模拟量输出冗余24vdc电源连接certifications2冗余io保障系统更安全1715系列冗余io让你不用为设备停机而发愁abplc优势与特点abplc优势与特点3更加灵活的io选择可无限扩展多种多样的远程分布式io可以满足你的各种应用各种点数的模块2点4点8点16点32点配置更灵活方便
AB_PLC_程序基础

AB PLC 程序基础如果你是初学者或者想掌握AB PLC基础的程序员,那么你来对地方了。
本文将为你介绍AB PLC程序的基础知识以及如何创建一个简单的程序。
什么是AB PLCAB PLC(全称 Allen-Bradley Programmable Logic Controller)是一种可编程逻辑控制器,它由美国技术公司Rockwell Automation生产。
它们主要用于工业过程中的自动化控制,例如生产线和工厂自动化。
PLC的核心部分是一个微处理器,它可以通过可编程的软件来控制和监视一个或多个输入输出设备。
AB PLC的结构AB PLC通常可以分为三个部分:输入模块、处理器和输出模块。
其结构如下图所示。
[AB_PLC_1.png]输入模块接受由传感器或其他设备发送的信号,并将其转换为可识别的数字输入。
处理器是PLC的心脏,它接收输入并执行已编程的逻辑。
当输出条件满足时,输出模块将生成一个或多个数字输出信号,这些信号可以控制其他设备或执行其他需要的逻辑。
AB PLC程序基础AB PLC程序是通过使用可编程控制器上的编程设备编写的。
通常使用逻辑图或指令列表等编程语言来实现逻辑控制。
您还可以使用函数块图,结构化文本等其他编程语言。
逻辑图逻辑图是最常用的AB PLC程序编程语言。
该语言使用图形符号和逻辑运算符来表示逻辑控制。
以下是一个简单的逻辑图示例。
[AB_PLC_2.png]在这个例子中,一个数字输入信号被读取。
如果此输入等于1,则输出模块将发送一个数字输出信号。
这个简单的逻辑表达了如果输入是1,则输出是1的逻辑控制。
指令列表指令列表是一种类似于汇编代码的AB PLC程序编程语言。
该语言使用指令和寄存器来表示逻辑控制。
以下是一个简单的指令列表示例。
LDA I:1CMP 10JNE 20OUT O:120 : END在这个例子中,程序将读取地址I:1中的数字输入,将其与10进行比较。
如果两者不相等,则跳转到地址20处,否则将数字输出发送到地址O:1中。
可编程控制器英文文献及其翻译
Programmable Logic ControllerA programmable logic controller (PLC) or programmable controller is a digital computer used for automation of electromechanical processes, such as control of machinery on factory assembly lines, amusement rides, or lighting fixtures. PLCs are used in many industries and machines. Unlike general-purpose computers, the PLC is designed for multiple inputs and output arrangements, extended temperature ranges, immunity to electrical noise, and resistance to vibration and impact. Programs to control machine operation are typically stored in battery-backed or non-volatile memory. A PLC is an example of a real time system since output results must be produced in response to input conditions within a bounded time, otherwise unintended operation will result.1.HistoryThe PLC was invented in response to the needs of the American automotive manufacturing industry. Programmable logic controllers were initially adopted by the automotive industry where software revision replaced the re-wiring of hard-wired control panels when production models changed.Before the PLC, control, sequencing, and safety interlock logic for manufacturing automobiles was accomplished using hundreds or thousands of relays, cam timers, and drum sequencers and dedicated closed-loop controllers. The process for updating such facilities for the yearly model change-over was very time consuming and expensive, as electricians needed to individually rewire each and every relay.In 1968 GM Hydramatic (the automatic transmission division of General Motors) issued a request for proposal for an electronic replacement for hard-wired relay systems. The winning proposal came from Bedford Associates of Bedford, Massachusetts. The first PLC, designated the 084 because it was Bedford Associates' eighty-fourth project, was the result. Bedford Associates started a new company dedicated to developing, manufacturing, selling, and servicing this new product: Modicon, which stood for MOdular DIgital CONtroller. One of the people who worked on that project was Dick Morley, who is considered to be the "father" of thePLC. The Modicon brand was sold in 1977 to Gould Electronics, and later acquired by German Company AEG and then by French Schneider Electric, the current owner.One of the very first 084 models built is now on display at Modicon's headquarters in North Andover, Massachusetts. It was presented to Modicon by GM, when the unit was retired after nearly twenty years of uninterrupted service. Modicon used the 84 moniker at the end of its product range until the 984 made its appearance.The automotive industry is still one of the largest users of PLCs.2.DevelopmentEarly PLCs were designed to replace relay logic systems. These PLCs were programmed in "ladder logic", which strongly resembles a schematic diagram of relay logic. This program notation was chosen to reduce training demands for the existing technicians. Other early PLCs used a form of instruction list programming, based on a stack-based logic solver.Modern PLCs can be programmed in a variety of ways, from ladder logic to more traditional programming languages such as BASIC and C. Another method is State Logic, a very high-level programming language designed to program PLCs based on state transition diagrams.Many early PLCs did not have accompanying programming terminals that were capable of graphical representation of the logic, and so the logic was instead represented as a series of logic expressions in some version of Boolean format, similar to Boolean algebra. As programming terminals evolved, it became more common for ladder logic to be used, for the aforementioned reasons. Newer formats such as State Logic and Function Block (which is similar to the way logic is depicted when using digital integrated logic circuits) exist, but they are still not as popular as ladder logic.A primary reason for this is that PLCs solve the logic in a predictable and repeating sequence, and ladder logic allows the programmer (the person writing the logic) to see any issues with the timing of the logic sequence more easily than would be possible in other formats.3.ProgrammingEarly PLCs, up to the mid-1980s, were programmed using proprietary programming panels or special-purpose programming terminals, which often had dedicated function keys representing the various logical elements of PLC programs.Programs were stored on cassette tape cartridges. Facilities for printing and documentation were very minimal due to lack of memory capacity. The very oldest PLCs used non-volatile magnetic core memory.More recently, PLCs are usually programmed using special application software written for use on desktop computers, and connecting between the desktop computer and the PLC such as via Ethernet or RS-232 cabling. Such software allows entry and editing of the ladder style logic, and then may provide additional functionality to assist debugging and troubleshooting the software, for example by highlights portions of the logic to show current status during operation or via simulation. Finally, the software may allow uploading and downloading of the program between the computer and the PLC, for backup and restoration purposes. Alternately, specific devices known as programming boards are used to hard wire the logic into the controller by the use of a removable chip, such as an EEPROM, where the program is transferred to the programming board from the workstation via serial or other bus logic.4.FunctionalityThe functionality of the PLC has evolved over the years to include sequential relay control, motion control, process control, distributed control systems and networking. The data handling, storage, processing power and communication capabilities of some modern PLCs are approximately equivalent to desktop computers. PLC-like programming combined with remote I/O hardware, allow a general-purpose desktop computer to overlap some PLCs in certain applications. Regarding the practicality of these desktop computer based logic controllers, it is important to note that they have not been generally accepted in heavy industry because the desktop computers run on less stable operating systems than do PLCs, and because the desktop computer hardware is typically not designed to the same levels of tolerance to temperature, humidity, vibration, and longevity as the processors used in PLCs. In addition to the hardware limitations of desktop based logic, operating systems such as Windows do not lend themselves to deterministic logic execution, with the result that the logic may not always respond to changes in logic state or input status with the extreme consistency in timing as is expected from PLCs. Still, such desktop logic applications find use in less critical situations, such as laboratory automation and use in small facilities where the application is less demanding and critical, because they are generally much less expensive than PLCs.In more recent years, small products called PLRs (programmable logic relays), and also by similar names, have become more common and accepted. These are verymuch like PLCs, and are used in light industry where only a few points of I/O (i.e. a few signals coming in from the real world and a few going out) are involved, and low cost is desired. These small devices are typically made in a common physical size and shape by several manufacturers, and branded by the makers of larger PLCs to fill out their low end product range. Popular names include PICO Controller, NANO PLC, and other names implying very small controllers. Most of these have between 8 and 12 digital inputs, 4 and 8 digital outputs, and up to 2 analog inputs. Size is usually about 4" wide, 3" high, and 3" deep. Most such devices include a tiny postage stamp sized LCD screen for viewing simplified ladder logic (only a very small portion of the program being visible at a given time) and status of I/O points, and typically these screens are accompanied by a 4-way rocker push-button plus four more separate push-buttons, similar to the key buttons on a VCR remote control, and used to navigate and edit the logic. Most have a small plug for connecting via RS-232 to a personal computer so that programmers can use simple Windows applications for programming instead of being forced to use the tiny LCD and push-button set for this purpose. Unlike regular PLCs that are usually modular and greatly expandable, the PLRs are usually not modular or expandable, but their price can be two orders of magnitude less than a PLC and they still offer robust design and deterministic execution of the logic.5.FeaturesThe main difference from other computers is that PLCs are armored for severe conditions (such as dust, moisture, heat, cold) and have the facility for extensive input/output (I/O) arrangements. These connect the PLC to sensors and actuators. PLCs read limit switches, analog process variables (such as temperature and pressure), and the positions of complex positioning systems. Some use machine vision. On the actuator side, PLCs operate electric motors, pneumatic or hydraulic cylinders, magnetic relays, solenoids, or analog outputs. The input/output arrangements may be built into a simple PLC, or the PLC may have external I/O modules attached to a computer network that plugs into the PLC.6.System styleA small PLC will have a fixed number of connections built in for inputs and outputs. Typically, expansions are available if the base model has insufficient I/O.Modular PLCs have a chassis (also called a rack) into which are placed modules with different functions. The processor and selection of I/O modules is customised for the particular application. Several racks can be administered by a single processor, and may have thousands of inputs and outputs. A special high speed serial I/O link is used so that racks can be distributed away from the processor, reducing the wiring costs for large plants.7.PLC compared with other control systemsPLCs are well-adapted to a range of automation tasks. These are typically industrial processes in manufacturing where the cost of developing and maintaining the automation system is high relative to the total cost of the automation, and where changes to the system would be expected during its operational life. PLCs contain input and output devices compatible with industrial pilot devices and controls; little electrical design is required, and the design problem centers on expressing the desired sequence of operations. PLC applications are typically highly customized systems so the cost of a packaged PLC is low compared to the cost of a specific custom-built controller design. On the other hand, in the case of mass-produced goods, customized control systems are economic due to the lower cost of the components, which can be optimally chosen instead of a "generic" solution, and where the non-recurring engineering charges are spread over thousands or millions of units.For high volume or very simple fixed automation tasks, different techniques are used. For example, a consumer dishwasher would be controlled by an electromechanical cam timer costing only a few dollars in production quantities.A microcontroller-based design would be appropriate where hundreds or thousands of units will be produced and so the development cost (design of power supplies, input/output hardware and necessary testing and certification) can be spread over many sales, and where the end-user would not need to alter the control. Automotive applications are an example; millions of units are built each year, and very few end-users alter the programming of these controllers. However, some specialty vehicles such as transit busses economically use PLCs instead of custom-designed controls, because the volumes are low and the development cost would be uneconomic.Very complex process control, such as used in the chemical industry, may require algorithms and performance beyond the capability of even high-performance PLCs. Very high-speed or precision controls may also require customized solutions; for example, aircraft flight controls.Programmable controllers are widely used in motion control, positioning control and torque control. Some manufacturers produce motion control units to be integrated with PLC so that G-code (involving a CNC machine) can be used to instruct machine movements.PLCs may include logic for single-variable feedback analog control loop, a "proportional, integral, derivative" or "PID controller." A PID loop could be used to control the temperature of a manufacturing process, for example. Historically PLCs were usually configured with only a few analog control loops; where processes required hundreds or thousands of loops, a distributed control system (DCS) would instead be used. As PLCs have become more powerful, the boundary between DCS and PLC applications has become less distinct.PLCs have similar functionality as Remote Terminal Units. An RTU, however, usually does not support control algorithms or control loops. As hardware rapidly becomes more powerful and cheaper, RTUs, PLCs and DCSs are increasingly beginning to overlap in responsibilities, and many vendors sell RTUs with PLC-like features and vice versa. The industry has standardized on the IEC 61131-3 functional block language for creating programs to run on RTUs and PLCs, although nearly all vendors also offer proprietary alternatives and associated development environments.可编程控制器可编程逻辑控制器(PLC)或可编程控制器是一种数字化的计算机,机电流程自动化应用,如机械控制的工厂流水线,机动游戏,或照明装置。
RockwellABPLC基础培训入门篇
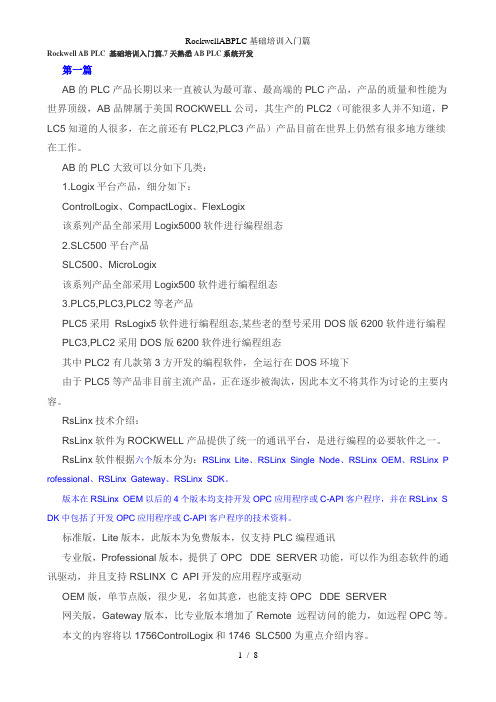
Rockwell AB PLC 基础培训入门篇,7天熟悉AB PLC系统开发第一篇AB的PLC产品长期以来一直被认为最可靠、最高端的PLC产品,产品的质量和性能为世界顶级,AB品牌属于美国ROCKWELL公司,其生产的PLC2(可能很多人并不知道,P LC5知道的人很多,在之前还有PLC2,PLC3产品)产品目前在世界上仍然有很多地方继续在工作。
AB的PLC大致可以分如下几类:1.Logix平台产品,细分如下:ControlLogix、CompactLogix、FlexLogix该系列产品全部采用Logix5000软件进行编程组态2.SLC500平台产品SLC500、MicroLogix该系列产品全部采用Logix500软件进行编程组态3.PLC5,PLC3,PLC2等老产品PLC5采用RsLogix5软件进行编程组态,某些老的型号采用DOS版6200软件进行编程PLC3,PLC2采用DOS版6200软件进行编程组态其中PLC2有几款第3方开发的编程软件,全运行在DOS环境下由于PLC5等产品非目前主流产品,正在逐步被淘汰,因此本文不将其作为讨论的主要内容。
RsLinx技术介绍:RsLinx软件为ROCKWELL产品提供了统一的通讯平台,是进行编程的必要软件之一。
RsLinx软件根据六个版本分为:RSLinx Lite、RSLinx Single Node、RSLinx OEM、RSLinx P rofessional、RSLinx Gateway、RSLinx SDK。
版本在RSLinx OEM以后的4个版本均支持开发OPC应用程序或C-API客户程序,并在RSLinx S DK中包括了开发OPC应用程序或C-API客户程序的技术资料。
标准版,Lite版本,此版本为免费版本,仅支持PLC编程通讯专业版,Professional版本,提供了OPC DDE SERVER功能,可以作为组态软件的通讯驱动,并且支持RSLINX C API开发的应用程序或驱动OEM版,单节点版,很少见,名如其意,也能支持OPC DDE SERVER网关版,Gateway版本,比专业版本增加了Remote 远程访问的能力,如远程OPC等。
ROCKWELL AB 软件简介
RSLogix提供了纯32位的,极具灵活性和易用型的PLC编程工具软件。
这套工具软件包括了运行在微软视窗下的RSLogix 5/500/5000。
其中RSLogix 5用于PLC-5产品家族的编程。
RS-Logix系列梯形图编程软件包可以帮助您最大限度地发挥可编程控制器的性能、节省工程项目开发时间并提高生产率。
该系列软件运行在Microsoft Windows操作系统上支持Allen-Bradley SCL500和MicroLogix系列可编程控制器的RSLogix 500凭借工业界领先的用户编程界面提供无与伦比的生产力;RSLogix 5支持Allen-Bradley PLC-5系列可编程控制器编程;RSLogix 5000支持Logix 5000系列可编程控制器编程集成运动控制功能。
Rslinx 简介:RSLinx为现场设备连接众多罗克韦尔软件提供全套的通讯服务. 这些软件包RSLogix 5/500/5000、RSView32和RSSql等,RSLinx还提供了数种开放接口用于与第三方人机界面系统、数据采集/分析系统可以在客户应用程序软件进行通讯。
RSLinx支持多个应用软件时与不同设备通讯。
系统特点:NetLinx是目前世界上最先进的开放式自动控制网络体系。
它将网络服务、通用协议和开放式软件接口有机结合,保证了信息和控制数据高效率和无缝流动。
在同一个网络上实现了控制、配置和采集数据三个功能。
NetLinx体系是ControlNet、DeviceNet和Ethernet/IP三个开放式网络的基础。
其中,ControlNet 的通信速率是5Mbs,可以提供介质冗余和本安选择,可以建立热备系统。
NetLinx已经安装了二百万个节点,得到了广泛应用。
RSview 简介:RSView是高度集成、基于组件并用于监视和控制自动化设备和过程的人机界面监控软件。
RSView通过开放的技术扩展了您的视野,达到了与其他罗克韦尔软件产品、微软产品以及第三方应用程序的高度兼容。
罗克韦尔 ControlLogix 系统 说明书

准备事宜 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19 1756-L7x 控制器部件. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
未随 1756-L6x 控制器提供的部件. . . . . . . . . . . . . . . . . . . . . . 33 1756-L6x 控制器安装. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34 CF 卡的安装和取出 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34 电池的连接与更换 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38 将控制器插入机架 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40 将控制器从机架拆下 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
安装 1756-L7x 控制器 安装 1756-L6x 控制器
控制器使用入门
Rockwell A-B可编程控制器系统软件

Rockwell A-B可编程控制器系统软件
潘丽萍;应群民;黄海龙
【期刊名称】《机电工程》
【年(卷),期】1999(016)006
【摘要】介绍罗克韦尔自动化A-B可编程序控制器系统的软件产品.
【总页数】1页(P57)
【作者】潘丽萍;应群民;黄海龙
【作者单位】浙江大学罗克韦尔技术中心,杭州,310027;浙江大学罗克韦尔技术中心,杭州,310027;浙江大学罗克韦尔技术中心,杭州,310027
【正文语种】中文
【中图分类】TP3
【相关文献】
1.变频器在ROCKWELL AUTOMATION/A-B设备网中的应用 [J], 孙青
2.ROCKWELL A-B可编程序控制器系统概述 [J], 潘丽萍
3.Rockwell A-B 可编程序控制器的编程 [J], 贾爱民;王玉芬
4.Rockwell A-B可编程序控制器系统的网络和通信 [J], 王玉芬;贾爱民
5.Rockwell公司Micrologix 1000系列微型可编程控制器 [J], 李凤阁;李吉民因版权原因,仅展示原文概要,查看原文内容请购买。
可编程逻辑控制器外文文献资料

可编程逻辑控制器外文文献资料可编程逻辑控制器(外文文献资料) Programmable Logic Controllers S. Brian MorrissAutomated Manufacturing Systems: Actuators, Controls, Sensors, and Robotics S.布莱恩。
莫利斯自动化制造系统:执行器,控制器,传感器和机器人1.Development of PLCThere was quite a long delay before digital computer control of manufacturing processes became widely implemented. Lack of standardization was the problem. NC equipment showed up as the firstreal application of digital control. The suppliers of NC equipment built totally enclosed systems, evolving away from analog control towarddigital control. With little need for interconnection of the NC equipment to other computer controlled devices, the suppliers did not have to worry about lack of standards in communication. Early NC equipment read punched tape programs as they ran. Even the paper tape punchers were supplied by the NC equipment supplier. Meanwhile, large computer manufacturers, such as IBM and DEC, concentrated on interconnecting their own proprietary equipment to their own proprietary office peripherals. (Interconnection capability was poor even there.) Three advances eventually opened the door for automated manufacturing by allowing easier interfacing of controllers, sensors and actuators. Oneadvance was the development of the programmable controller, the called a “PC,” now called a“PLC” (programmable logic controller). PLCs contain digital computers. It was a major step from sequencing automation with rotating cams or with series of electrical relay switches, to using microprocessor-based PLC sequencers. With microprocessors, the sequencers could be programmed to follow different sequences under different conditions.The physical structure of a PLC, as shown in figure 1.8, is as important a feature as its computerized innards. The central component, called the CPU, contains the digital computer and plugs into a bus or a rack. Other PLC modules can be plugged into the same bus. Optionalinterface modules are available for just about any type of sensor or actuator. The PLC user buys only the modules needed, and thus avoids having to worry about compatibility between sensors, actuators and the PLC. Most PLCs offer communication modules now, so that the PLC can exchange data with at least other PLCs of the same make. Figure 1.9 shows a PLC as it might be connected for a position-control application: reading digital input sensors, controlling AC motors, and exchanging information with the operator.Another advance which made automation possible was the development of the robot. A variation on NC equipment, the robot in figure 1.10 is a self-enclosed system of actuators, sensors and controller. Compatibility of robot components is the robot manufacturer?s problem. A robot includes built-in programs allowing t he user to “teach” positionsto the arm, and to play-backmoves. Robot programming languages are similar to other computer programming languages, like BASIC. Even the early robots allowed connection of certain types of external sensors and actuators, so complete work cells could be built around, and controlled by, the robot. Modern robots usually include communication ports, so that robots can exchange information with other computerized equipment with similar communication ports.The third advance was the introduction, by IBM, of the personal computer (PC). (IBM?s use of thename “PC” forced the suppliers of programmable controllers to start calling their …PC?s byanother name, hence the “PLC.”) IBM?s PC included a feature then called open architecture. What this meant was that inside the computer box was a computer on a single “mother” circuit-boardand several slots on this “motherboard.” Each slot is a standard connector into a standard bus (set of conductors controlled by the computer). This architecture was called “open” because IBM made information available so that other manufacturers could design circuit boards that could be plugged into the bus. IBM also provided information on the operation of the motherboard so that others could write IBM PC programs to use the new circuit boards. IBM undertook to avoid changesto the motherboard that would obsolete the important bus and motherboard standards. Boards could be designed and software written to interfacethe IBM PC to sensors, actuators, NC equipment, PLCs, robots, or othercomputers, without IBM having to do the design or programming. Coupled with IBM?s perceived dependability, this “open architecture” provided the standard that was missing. Mow computerization of the factory floor could proceed. Standards for what form the signals should take for communication between computers are still largely missing. The PLC, robot, and computer manufacturers have each developed their own standards, but one supplier?s equipment can?t communicate very easily with another?s. Most suppliers do, at least, built their standards around a very basic set of standards which dates back several decades to the days of teletype machines: the RS 232 standard. Because of the acceptance of RS 232, a determined user can usually write controller programs which exchange simple messages with each other. The International Standards Organization (ISO) is working to develop a common communication standard, known as the OSI (Open Systems Interconnectivity) model. Several commercial computer networks are already available, many using the agreed-on part of the OSI model. Manufacturer?s Automation Protocol (MAP) and Technical and Office Protocol (TOP) are the best-known of these.2.IntroducedAt the other end of the digital controller scale, many programmable logic controllers (PLCs), now offer built-in PID control at a low cost.I/O modules for these PLCs accept analog sensory inputs and output analog voltage or current to drive analog actuators. Coupled with apersonal computer for online program entry, these PLCs offer the user the ability to select controller types (on/off, PE, PI, PID), adjust controller characteristics (gains), monitor the results, and even to select control configurations in software (feedback or feedforward, constraint control, direct synthesis, etc.). One drawback to PLC servocontrol is speed. PLCs complete a program cycle in (typically) 20 milliseconds. This means that changes in the feedback may not be responded to for as long as 40 milliseconds (two program cycles). For many high and even moderate speed control applications, this is unacceptable. Some improvement is possible with PLCs that allow immediate data input and output during program execution. Several PLC suppliers offer servocontrol modules with quicker response characteristics, but which operate under the control of the PLC?s main computer.3.OverviewEven the simplest PLC comes complete with interface hardware, programming software, and a wide array of easily-connected expansion modules available from the PLC manufacturer. Figure 7.3 shows that fewer user-selected components are required after PLC selection for the same application as that shown in figure 7.2. Here, the user needs onlyselect and add appropriate sensors and actuators, and write the program. PLCs are usually programmed using a languageknown as ladder logic, which was developed to be easily understood by industrial technicians familiar with relay circuit design. The language (rather strange in appearance at first sight) is easily learned by people who have never programmed before, even if they are not familiar with relay circuits.In the early 1980s it looked like PCs would easily replace PLCs on the plant floor. PLCs were handicapped by the limitations of early ladder logic. Communication between proprietary PLCs and other controllers was difficult. Early PCs needed only a few standard interface cards and user-friendly programming software packages to take over. The interface cards and software never materialized. Meanwhile, PLC suppliers expanded their offerings to allow networking of PLCs, improved the programming languages, and offered programming software so that PLC programs could be written at standard PCs. With the wide range of off-the-shelf interface modules available for PLCs, it became common to use a PLC as the main controller in a workcell. Mainstream computer manufacturers have had a belated awakening and are now offering what they identify as “cell controllers.” Cell controllers are primarily intended to handle inter-controllercommunications, to act as data storage devices, and to provide operators with a central control panel from which whole manufacturing systems can be controlled. Suppliers of PLCs are also well-positioned to capture the cell controller market, sometimes with equipment developed incooperation with the mainstream computer manufacturers.4.PC VersusA programmable logic controller is a computer but operates somewhatdifferently than a personal computer. The biggest difference between aPLC and a PC is that the PLC contains its operating system programs and application program in ROM memory. The user does not have to supply these programs on floppy or hard disk. In fact, the user can upgrade these programs only if the manufacturer makes new ROM chips available. A PLC “wakes up” when power is supplied as follows:1.Like a PC, it retrieves a reset vector address from ROM, and then starts to run the program that begins in ROM at that address. The first instructions in this first program have the PLC do a self-check. From here, the process is different from that of a PC. The PLC does not haveto load an operating system program, as it is already in ROM. The operating system does not have to load an application program, as it too is already in ROM. Infact, it w ould be difficult to differentiate between a PLC?s “BIOS,” “operating system,” and “application” programming.2.After the self-check, a PLC checks to see if there is an EEPROM module plugged into the CPU. If so, it reads the contents of the EEPROM into ROM. The EEPROM may contain a user program and/or data. Even if an EEPROM is not present, a user program may already be present in battery- backed RAM.3.Some PLCs then run a user-written initialization program, even ifthe switch on the CPU is in the STOP position.4.When the CPU is switched into RUN mode, most PLCs perform some form ofinitialization procedure. Some search for and run special user-written programs can include initialization statements that are performed if that bit is set.5.While in RUN mode, the PLC repeatedly executes a scan sequence that is much different from the way a PC would run a user program. The scan sequence, as shown in figure 7.24,includes three steps, which are typically repeated (depending on the CPU and the program length) every 5 to 50 milliseconds. The steps are: (a) Input data from input modules into memory. Current sensor values are read, and the data is put into RAM memory, often at memory addresses that correspond to where the input module is plugged into the rack it shares with the CPU. This section of ROM is called the input image table. (b) Run the user program. A PLC program consists of a series of conditional statements. Most of these statements cause changes in the PLC?s outputs dependent on the data in the input image table. A typical ladder logic instruction might look like this: which means: “if the switch connected at input module #4, terminal #3, is closed, actuate the solenoid valve attached at output module #6, terminal #2.“ As the user program runs, it changesdata in the part of RAM known as the output image table. PLC programming languages do not include “WAITFOR” types of statements, and most do not allow looping backward in theprogram, so the whole program can be executed in milliseconds. (c) Output data from the output image table memory to the output modules.This step, executed after every complete execution of the user program, changes the actuator states.6.When the PLC switch changes from RUN to STOP, the PLC stops repeating the scan sequence, outputs zeroes to all output modules, and clears all “non-retentive” memory locations.PLC programming languages include commands that allow the user to change data bits and data words in RAM, and commands that perform counting and timing functions. Some addresses for data words and counter and timer values are designated as “retentive,” and are not cleared by changing the RUN/STOP switch. They are maintained in battery-backed RAM when power is removed from the PLC. Another difference between a PLC and a PC is that I/O devices for PLCs, called I/O modules, plug into a rack alongside the CPU module or into the side of the CPU, and are available only from the PLC manufacturer, screw terminals are provided to connect sensors, actuators, or communication wiring. While typically much more expensive than the equivalent interface card for a PC, they are often cheaper in the long term because the user does not have to learn a new set of interface protocols for each module. There are I/O modules for every type of sensor and actuator. Most I/O modules can be connected to more than one of the same type of sensor or actuator. I/O modules are available to handle communications between PLCs, other computers, andLANs. It is a good idea to check what types of I/O modules are available before selecting a make and model of PLC。
AB-Rockwell软硬件编程调试总结
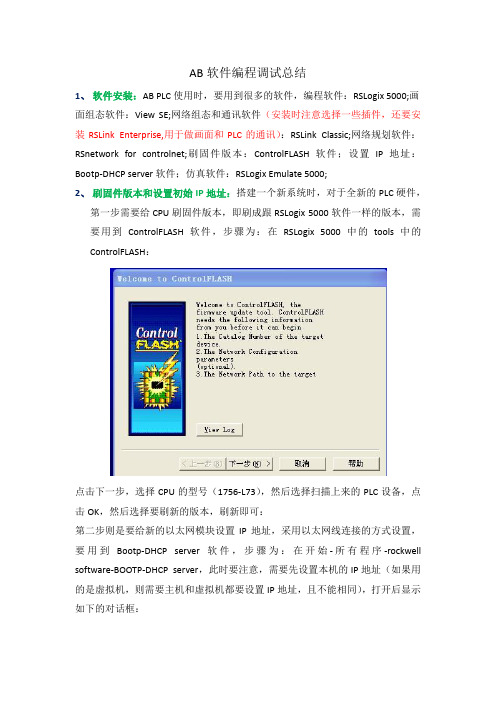
AB软件编程调试总结1、软件安装:AB PLC使用时,要用到很多的软件,编程软件:RSLogix 5000;画面组态软件:View SE;网络组态和通讯软件(安装时注意选择一些插件,还要安装RSLink Enterprise,用于做画面和PLC的通讯):RSLink Classic;网络规划软件:RSnetwork for controlnet;刷固件版本:ControlFLASH软件;设置IP地址:Bootp-DHCP server软件;仿真软件:RSLogix Emulate 5000;2、刷固件版本和设置初始IP地址:搭建一个新系统时,对于全新的PLC硬件,第一步需要给CPU刷固件版本,即刷成跟RSLogix 5000软件一样的版本,需要用到ControlFLASH软件,步骤为:在RSLogix 5000中的tools中的ControlFLASH:点击下一步,选择CPU的型号(1756-L73),然后选择扫描上来的PLC设备,点击OK,然后选择要刷新的版本,刷新即可:第二步则是要给新的以太网模块设置IP地址,采用以太网线连接的方式设置,要用到Bootp-DHCP server软件,步骤为:在开始-所有程序-rockwell software-BOOTP-DHCP server,此时要注意,需要先设置本机的IP地址(如果用的是虚拟机,则需要主机和虚拟机都要设置IP地址,且不能相同),打开后显示如下的对话框:此时对话框中的MAC地址为扫描到的所连接以太网模块设备的MAC地址,双击MAC地址,出现如下图的对话框:此时,即可为以太网模块分配IP地址,注意要与本机IP地址区分且在同一个网段。
设置完成后出现如下画面:此时,是IP地址部分高亮,然后点击,按钮直到status处出现command successful,此时已经把以太网模块IP地址设置成动态的,断电后还会丢失(注意有时候需要点击多次才能成功),然后点击,按钮,直到status处出现command successful,此时IP地址已经设置成静态的。
毕业设计英文翻译可编程控制器的数据库系统DatabaseSystemsforProgrammableLogicControllers
毕业设计英文翻译可编程控制器的数据库系统DatabaseSystemsfo rProgrammableLogi cControllersDatabase Systems for Programmable Logic ControllersABSTRACTIn this paper, we identify the database issues associated with programmable logic controllers (PLC), special-purpose computers used in scientific and industrial applications, e.g. in factories in manufacturing environments. We propose as a PLC database system a single-user,real-time, scalable main-memory-only relational database system with a two-level architecture having historical data modeling and manipulation capabilities, and query processing techniques incorporating time- and/or error-constrained query evaluation. We revise the ladder logic language, the most common PLC language, to incorporate data manipulation language instructions. We add a separate time component into the PLC processor scan time to handle database updates, backup, integrity enforcement and data archival issues.1. IntroductionA programmable logic controller (PLC) is a special-purpose computer used within real-time scientific computing systems, and industrial control systems, say, the automated control of a factory's machinery - the running example used in this paper. This paper is a position paper that proposes a PLC database system and discusses its features. In doing so, we touch bases with a number of basic databasetopics, and, thus, frequently refer to other work for details.PLCs are mostly used in manufacturing environments - hence, the choice of our running example. However, PLCs are also used in scientific applications for signal data gathering and preliminary data processing. Thus, we think that for some scientific applications, a PLC database may also serve as a local/transient part of a larger scientific database.With the rapid advances in computer hardware and falling memory prices, in recent years, the capabilities of the new PLCs in the marketplace have been increasing dramatically. This paper is a position paper that argues that a PLC software can now contain a database system to greatly increase its functionality. We propose the architecture in Figure 1 as the architecture of an environment where real-time data gathering (from multiple sensors) and real-time data manipulation takes place.We now list the advantages of having a database system directly insidea PLC.(1)Data Modeling Techniques : The input and output buffers represent a rather unorganized transient model of the real world, and hence, carl be modeled better using the traditional data modeling techniques of databases.(2) Historical Databases : PLCs routinely deal with differentversions of data over time. Therefore, historical data modeling techniques as well as historical data manipulation techniques can replace the ad hoc ways of manipulating historical data in PLCs.(3) User-Friendly Interfaces : Presently in the marketplace, the PLC software and industrial terminals allow a limited display of messages and variable-data information in memory. For example, the contact histogram function displays the on/off history of a specific main memory.(4) Handling Large Volumes of Data : With the added capabilities of a database and a query language, the PLC may analyze much larger volumes of data.(5) Data Reduction and Compaction at the PLC Level : Presently, for further analysis or simply due to various regulations, data collected by PLCs get transmitted and stored into a host computer file using an architecture shown..Since the present PLCs cannot satisfactorily analyze most data, they simply transmit data to the host computer. In some scientific experiments and applications, the data gathered is so large that arguments have been raised for "processing the data on-the-fly" during the execution of an experiment/transaction [SSDB 86](a)Real-Time Database : The data in the input buffer must be scanned within reasonably short "real-time" intervals ranging frommicroseconds to seconds. Therefore,responses to queries must be guaranteed to be less than a certain "realtime" time bound, almost always less than 5 to 10 seconds.(b)Main Memory Database : Microseconds/seconds query response restrictions necessitate main-memory-only databases.(c) Scalable Database : Once the environment of a PLC and the requirements of the associated application program are determined, the possible query types to the database stay fixed for a reasonably long period of time. Since the response time of queries is of utmost importance, the DBMS should be scaled so that only the needed routines/functions (e.g., access methods, data structures, etc.) are incorporated.In section 2, we discuss the general characteristics PLCs, and briefly present the ladder logic language. Section 3 discusses the features of the proposed database system for PLCs.In general, the PLC hardware is mostly custom-built with occasional off-the-shelf hardware, and consists of a CPU (or multiple CPUs), main memory, an "industrial terminal", and high- and medium-speed data communications hardware. The size of the main memory ranges from 16K bytes (of 5 to 10 years ago) to 8M bytes (of the present time).Although the CPU has an instruction set similar to those found in CPUs of 16-bit and 32-bit machines, it is especially equippedwith fast bit manipulation instructions. The industrial terminal comes with a special keyboard to make the programming of the PLC easier and/or to intervene with the application program.The PLC software consists of an operating system (ranging from a very simplistic monitor (of ten years ago) to a sophisticated real-time operating system (of the recent time)), high-speed communications software for communicating with I/O processors,medium-speed communications software to the industrial terminal and to other "intelligent" devices.Both general-purpose computers and PLCs are used for industrial control [Star 87].However, they differ in the programming languages that they use, environmental specifications, and their user types. PLCs are rugged, and work in hostile environments with no special climate controls, tolerating extremes of temperature (60° C), humidity (95%) and air contamination. Users of PLCs include the original programmers of the application programs, as well as plant electricians and maintenance personnel, who are accustomed to relay-type controlling environments.A rung is an ordered set of PLC instructions drawn on a single line. Instructions on a rung are classified as input instructions (those that monitor the input buffer) and output instructions (those that set the output buffer), and are executed from left to right, sequentially(Please see figure 4). A PLC application program consists of a main program and a set of subroutines, each of which containing an ordered set of rungs。
AB PLC基础知识及应用资料薄

AB PLC基础知识及应用资料薄一、A-B PLC简介A-B(艾伦-布拉德利Allen-Bradley)是Rockwell自动化公司的知名品牌。
罗克韦尔自动化是一家工业自动化跨国公司,为制造业提供一流的动力、控制和信息技术解决方案。
罗克韦尔自动化公司整合了工业自动化领域的知名品牌,致力于打造全方位自动化解决方案,帮助客户提高生产力。
这些品牌包括艾伦–布拉德利Allen-Bradley的控制产品和工程服务、道奇品牌Dodge的机械动力传输产品、瑞恩电气Reliance Electric制造的电机和驱动产品以及罗克韦尔软件Rockwell Software生产的工控软件。
二、abb可编程控制器灵活一致的扩展升级产品AC500AC500是一款灵活一致的扩展升级产品,能够适应各种不同的自动化任务:各种相关的设备可以根据用户的需求灵活的组合和使用,从而实现库存的最小化。
AC500系统的构成CPUCPU有PM571、PM581和PM591三个不同的等级。
而这不同等级的CPU均可用同一个编程软件使用5种不同编程语言进行编程。
CPU上均带有LCD的显示、一组操作按键、一个SD卡的扩展口和两个集成的串行通讯口。
CPU可直接插在CPU底板上,CPU底板还可选择是集成以太网还是ARCNET网络接口。
而保留的CS31的通讯接口更是考虑到了和AC31系列PLC的兼容性。
三、A-B PLC在石油焦转运站系统中的应用随着工业企业自动化技术的发展,PLC (Programmable Logic Controller,又称可编程控器),以其可靠性、灵活性、优良的性能价格比、使用方便等特点在工业控制领域迅猛发,得到了越来越广泛的应用。
石油焦是铝电解用碳素阳极生产的主要原料。
石油焦转运系统,是把贮存在仓库中的石油焦,经过破碎筛分处理成满足煅烧需要的原料,输送到煅前料仓。
由于该系统逻辑控制点多、自动化程度高、上下游设备间关联度大,所以选用PLC进行自动控制,并设立上位机进行全系统监控。
AB控制编程器软件介绍
罗克韦尔自动化除了提供自动化基础硬件外,还提供大量的软件工具,并在其产品中包含了最新的Microsoft的32位Windows NT及ActiveXTM技术。
这些软件为用户采用开放式的工业标准提供方便。
另外借助DDE、ActiveX和ODBC兼容技术等,使现场数据能容易地同其他应用软件实现集成。
这样对每一个应用软件无需多次重新建立标签数据库,从而极大地提高了软件可重复使用性。
Rockwell Software提供了一个从车间到顶层的解决方案。
首先可以利用RSWireTM 开发控制电气原理图,并在RSLogixTM PLC编程软件中利用RSWire中输入的标签。
借助RSView32,并再次利用这些标签,建立一个MMI系统对自动化设备和过程进行监控。
再加入RSToolsTM和RSLadderTMActiveX控制,开发自己的应用软件,并和现场设备实现完美连接。
现在,可以利用RSLinx与数据服务器共享现场数据了...如果将数据登录到企业数据库系统内,可以利用RSSqlTM。
一旦将数据收集起来,可以利用RSMailmanTM为公司内的某些部门提供实时数据,以实现报警通知,或实现库存管理。
Rockwell Software的软件一般可分为7类:(1)通信软件;(2)组件软件;(3)设计软件;(4)诊断软件;(5)人机界面软件;(6)编程软件;(7)RS和A-B文档1通信软件(1)InterchangeTM系列软件是一个应用程序界面(API),它简化了各种主计算机操作系统与A-B处理器间的通信。
(2)RSLinxTM系列软件是用于A-B可编程控制器的服务器软件,为A-B的PLC处理器与RA以及其他公司的(如微软)的许多软件产品提供了通信联结。
它充分利用了Windows NT操作系统所具有的多线程,多任务,多处理器等性能,通过各种通信接口,可以与许多应用软件组合运行。
而且界面直观易学。
其主要特点有:①由于所有32位A-B驱动程序都被封装在一个软件包内,使升级到新的处理器和新的网络更为容易。
《2024年度RockwellPLC及ABB变频器在门座式起重机控制系统中的应用》范文

《Rockwell PLC及ABB变频器在门座式起重机控制系统中的应用》篇一一、引言在现代化的港口和物流行业中,门座式起重机(即门式起重机)作为一种重要的物料搬运设备,其高效、稳定的性能显得尤为关键。
为了满足日益增长的作业需求和提升设备运行效率,现代门座式起重机控制系统采用了多种先进的技术和设备。
本文将重点探讨Rockwell PLC(可编程逻辑控制器)及ABB变频器在门座式起重机控制系统中的应用,分析其技术特点、工作原理及对提升系统性能的贡献。
二、Rockwell PLC在门座式起重机控制系统中的应用1. 技术特点与工作原理Rockwell PLC是一种广泛应用于工业自动化控制系统的可编程逻辑控制器。
它具有高可靠性、高速度的运算处理能力以及强大的控制功能。
通过编程,可以实现对门座式起重机的精确控制,包括对各种机械部件的实时监控和精确操作。
在门座式起重机控制系统中,Rockwell PLC通过与传感器、执行器等设备的连接,实时收集设备的运行状态信息,并根据预设的逻辑关系和算法进行运算处理,然后输出控制信号,实现对设备的精确控制。
2. 对系统性能的提升Rockwell PLC的应用极大地提高了门座式起重机控制系统的自动化程度和可靠性。
通过精确的逻辑控制和运算处理,可以实时监测设备的运行状态,及时发现并处理潜在的问题,避免了设备故障对作业造成的影响。
同时,Rockwell PLC还可以根据实际作业需求进行灵活的编程调整,满足不同作业场景的需求。
三、ABB变频器在门座式起重机控制系统中的应用1. 技术特点与工作原理ABB变频器是一种用于电机调速的设备,具有高效率、低能耗、调速范围广等特点。
在门座式起重机控制系统中,ABB变频器主要用于控制电机的转速和转矩,实现对吊具的精确控制和操作。
ABB变频器通过改变电源的频率和电压,实现对电机的调速控制。
它可以根据实际作业需求,自动调整电机的转速和转矩,确保吊具的平稳、准确运行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
外文原文Rockwell A-B programmable controller system software The Rockwell automation besides provides the automated foundation hardware, but also provides the massive software tool, and has contained newest Microsoft 32 Windows NT and the ActiveXTM technology in its product.These softwares use the open style industry standard for the user to provide the convenience.Moreover draws support from DDE, ActiveX and the ODBC compatible technology and so on, causes the field data to tolerate moves with other application software realization integration.Like this does not need to each application software to establish the label database many times, thus enhanced the software to be possible enormously to duplicate the use.Rockwell Software has provided one from the workshop to the top layer solution.First may use the Rewired development control electricity schematic diagram, and programming software uses the label in RSLogix in the TMPLC which in RSWire inputs.With the aid of RSView32, and uses these labels once more, establishes a MMI system carries on the monitoring to the automatic equipment and the process.Again joins RSToolsTM and the RSLadderTMActiveX control, develops own application software, and with scene equipment realization perfect connection.Now, might shares the field data using RSLinx and the data server, if the data logging enterprise database system in, might use RSSqlTM.Once the data collection, may use RSMailmanTM is in company's certain departments provides the real-time data, realizes the alert notice, or realization stock management.The Rockwell Software software may divide into 7 kinds generally:1. Correspondence software;2. Module software;3. Designs the software;4. Diagnoses the software;5. Man-machine contact surface software;6. Programs the software;7. RS and A-B documentsElevator control function synopsisThe modern elevator may have the following basic function, these functions have are the factory took the standard function disposition on the elevator, some is may according to the user request disposition.In addition the elevator also has some other new functions.The single Taiwan elevator function1.1 drivers operate.Closes the start elevator movement by the driver, the instruction button elects by the sedan in to, outside the hall summons only can be suitable approaches the truncation ladder, automatic even level.1.2 volumes choose the control.The collection chooses the control is outside the instruction and the hall summons the sedan theater box in and so on each kind of signal centralism to carry on generalized analysis processing the highly automatic control function.It can to outside the sedan theater box instruction, the hall summon the registration, stops the station time delay to close automatically the starting movement, cocurrent replies one by one, the automatic even level opens the door automatically, along approaches the truncation ladder, the automatic reverse forced reversing reverse reply, can automatic responding to a call serve.1.3 downward volumes elect.Only when downward has the collection to choose the function, therefore outside the hall only supposes downward summons the button, upward cannot the truncation ladder.1.4 independent operations.Only the instruction drives through the sedan in toward the specific floor, specially provides the service for the specific floor passenger, the no-relay other stations summons with the hall outside.1.5 special floor priorities.When the special floor has the summon, elevator by shortest time reply.When the reply goes, does not pay attention to in the sedan the instruction and other summons.After arrives this special floor, this function cancels automatically.1.6 stops the ladder operation.In at night, the weekend or the holiday, through stop the ladder switch use elevator to stop are assigning the floor.When stops the ladder, sedan gate closure, illumination, ventilator power failure, in order to help electricity saving, security.1.7 code safety systems.This function uses in limiting the passenger to pass in and out certain floors, only then works as the user through the keyboard entry preset code, the elevator can drive toward limits the floor.1.8 full load controls.When in sedan full load, does not respond outside the hall to summon.1.9 prevents the practical joke function.This function prevented presses down in excessively many sedans because of the practical joke the instruction button.This function is (passenger population) the instruction number carries on automatically the sedan theater box load-carrying capacity with the sedan in the comparison, if the passenger counts too few, but the instruction counts excessively much, then cancels in automatically the wrong unnecessary sedan the instruction.1.10 elimination invalid instructions.Eliminates all and in the elevator movement direction not symbol sedan the instruction.1.11 opening the door time automatic control.Summons, in the sedan according to the hall outside in the instruction type as well as the sedan the situation, automatic control opening the door time.1.12 presses the passenger capacity control opening the door time.Monitors passenger's turnover current capacity, causes the opening the door time to be shortest.1.13 opening the door time extension es in lengthening the opening the door time, causes the passenger smooth turnover sedan theater box.1.14 breakdowns open the door again.When the breakdown causes the elevator door cannot close, causes the gate to open again tries to close.1.15 forces closes.When the gate is prevented surpasses certain time, sends out the alarm, and closes forcefully by certain strength.1.16 es for to monitor the passenger or the cargo turnover situation.1.17 light curtains induce the ing light curtain effect, when closes still had the passenger to pass in and out, then the sedan gate has not touched the human body to be able automatic to open the door.1.18 secondary control boxes.Left side establishes the secondary control box in the sedantheater box, above is equipped with in various floors sedan the instruction button, is advantageous for the passenger to be crowded time uses.1.19 lights and ventilator automatic control.Does not have outside the hall in the elevator to summon the signal, when also also does not have in for a period of time the sedan the instruction initialization, the automatic turnoff illumination, the ventilator power source, favors the energy conservation.1.20 electrons touch Niu.Touches the button with the finger then to complete outside lightly the hall to summon or in the sedan the instruction registration work.1.21 light newspaper station.When the elevator will arrive, outside the hall the light will flash, and will have pair of sound newspaper station Zhong Baozhan.1.22 automatic es the large scale integrated circuit pronunciation synthesis, the broadcast gentle female voice.Has many kinds of contents to be possible to supply the choice, including reported the floor, gives regards and so on.1.23 low speed help oneself.When the elevator stops when the level, the automatic low speed sails to the recent floor to stop the ladder to open the door.1.24 power cuts urgent operation.When the city electricity electrical network power cut, the emergency power supply moves the elevator to assigns the floor to wait for an opportunity.1.25 fires urgent operation.When has the fire, causes the elevator to move automatically to assigns the floor to wait for an opportunity.1.26 fire operations.When fire switch closed, causes the elevator self-recovery base depot, this time only can carry on in the sedan by the fire fighter to operate.1.27 earthquakes urgent operation.Through the seismograph to the earthquake test, causes the sedan theater box to stop in the recent floor, lets the passenger leave rapidly, guards against the building because of earthquake swinging, damages the guide rail, the elevator is unable to move, endangers the personal safety.1.28 initial period fine motion earthquake urgent operation.Examines the earthquake initial period fine motion before, namely occurs in the host vibration causes the sedan theater box to stop in the recent floor.1.29 failure detections.(May store 8~20 breakdowns generally) the breakdown recording in the microcomputer memory, and by digital demonstration breakdown nature.When the breakdown surpasses certain quantity, the elevator then stops the movement.Only then the elimination breakdown, after eliminates the memory recording, the elevator can move.The majority microcomputer control elevator all has this kind of function.The group control elevator control functiongroup control elevator is the multi-Taiwan elevator centralism arrangement, altogether has outside the hall to summon the button, according to stipulated procedure centralized dispatching and control elevator.Group control elevator besides above single ladder control function, but also may by the following function.2.1 most greatly smallest functions.When the system assigns 1 elevator responding to a call, causes to wait the ladder time to be smallest, and forecasts the possible biggest waiting time, but treats the ladder time balanced, prevented the long time waits for.2.2 priority schedulings.When treats the ladder time does not surpass the rating, to some floor hall summons, by has accepted this in instruction the elevator responding to a call.2.3 region priorities.When appears a succession of summons, the region priority system first picks out “the long time waits for” summons the signal neighbor, then inspects these to summon whether has the elevator.If has, then by neighbor elevator responding to a call, otherwise by “is most greatly smallest” the principle to control.2.4 special level building common control.Including:①The dining room, the performance hall and so on store the system;②And summons the frequency according to the sedan theater box load situation to determine whether crowded;③When crowded, assigns 2 elevator specialties to serve for these floors;④Crowded when does not cancel these buildings summoning;⑤Crowded time automatic extension opening the door time;⑥Restores after crowded, transfers by “is most greatly smallest” the principle to control.2.5 full load reports.The statistics summons the situation and the load situation, with forecasts the full load, avoids dispatching some elevator to trade faction 1 in the midway.This function only has an effect to the cocurrent signal.2.6 started the elevator first.To some summoning, should by stop the level standbyoriginally according to responding to a call the time shortest principle the elevator to be responsible.But this time system judges first if does not start stops the level standby elevator, but treats the ladder time by other elevator responding to a call time passenger whether crosses grows.If long, by other elevators responding to a call, but does not start the standby elevator.2.7 “the long time waits for” summons the control.When pressed “was most grea tly smallest” the principle control appears the passenger long time to wait for the situation, then changed over to “the long time to wait for” summons the control, sent 1 elevator to go in addition responding to a call.2.8 special floor services.When the special floor has summons, 1 elevator relieves the group control, serves specially for the special floor.2.9 serves specially.The elevator first for assigns the floor to provide the service.2.10 peak services.When in transportation deviation peak or under peak, the elevator automatic enhancement demand is big a side the service.2.11 independent movements.Presses down in the sedan the independent movement switch, this elevator namely is separated from from the group control system, this time only then in the sedan the button instruction has an effect.2.12 disperser backup controls.In the building acts according to the elevator quantity, supposes the low, middle and high base depot, for useless elevator docking.2.13 host docking.In the time at ease, guaranteed 1 elevator stops in the main level.2.14 several kind of movement patterns.①Trough pattern: Transportation sparse when enters the trough pattern.②Conventional pattern: The elevator presses “the psychological waiting time” or “is most greatly smallest” the principle movement.③Upward peak: Early morning the rush hours, all elevators sail to the host level, avoids crowded.④Midday serves: Strengthens the dining room level service.⑤Downward peak: In the evening peak period, enhancement crowded level service.2.15 energy conservation movements.When transportation demand not big, the system finds out when the period of five days ladder time is lower than the predetermined value, namely indicated the service has surpassed the demand.Then will leave unused the elevator tostop the movement, the closure will light a lamp with the ventilator; Or implements the regulating movement, enters the energy conservation running status.If the demand increases, then starts the elevator one after another.2.16 gives way to traffic short-range.When two sedan theater boxes when identical well certain distance, by high speed close can have the air current noise, this time through the examination, causes the elevator each other maintenance certain threshold distance.2.17 immediate forecast functions.Presses down the hall to summon the button, which elevator will forecast first to arrive immediately, will arrive when reports again one time.2.18 monitors the kneading board.Installs in the control room monitors the kneading board, may monitor the multi-Taiwan elevator movement situation through the light indication, but also may choose the most superior movement way.2.19 group control emergency power supply movement.When opens the emergency power supply, the complete elevator returns in turn assigns the level.Then causes the definition quantity the elevator to continue with the emergency power supply to move.2.20 group control fire prevention movement.Presses down the fire switch, the complete elevator sails to the emergency level, causes the passenger to flee the building.2.21 is not controlled elevator processing.If some elevator malfunction, then original will assign to summon transfers other elevators responding to a call.2.22 breakdown backups.When the group control management system management system breaks down, may carry out the simple group control function.中文译文:Rockwell A-B可编程控制器系统软件罗克韦尔自动化除了提供自动化基础硬件外,还提供大量的软件工具,并在其产品中包含了最新的Microsoft的32位Windows NT及ActiveXTM技术。