高速走丝电火花线切割机床可靠性研究现状与展望
电火花线切割机床设计毕业论文
电火花线切割机床设计毕业论文一、概括当我们谈论电火花线切割机床的设计,我们其实是在探讨一种精密工艺的发展与创新。
这种机床在制造业中扮演着非常重要的角色,特别是在需要高精度切割的应用场景中。
本次毕业论文的目的,就是深入探索电火花线切割机床的设计原理与实践,理解其结构特点和操作方式,以推动其在现代制造业中的进一步发展。
论文首先从电火花线切割机床的基本原理开始,简单介绍了其工作原理和应用领域。
接着我们会深入探讨其设计的各个方面,包括机械结构、控制系统、切割工艺等。
设计的每一个环节都至关重要,它们共同决定了机床的性能和精度。
此外我们还将关注机床的实用性和创新性,试图通过设计优化,提高机床的效率和稳定性。
1. 研究背景和意义随着制造业的飞速发展,电火花线切割技术已成为现代工业生产中不可或缺的一部分。
这种技术广泛应用于汽车、航空、模具制造等领域,对高精度零部件的加工起着至关重要的作用。
然而随着市场需求的变化和技术进步的要求,现有的电火花线切割机床在某些方面已经不能满足现代工业的需求。
因此对电火花线切割机床的设计进行深入研究,具有重要的现实意义。
此外随着科技的快速发展,各行各业对产品质量的要求越来越高,这也对电火花线切割技术提出了更高的要求。
因此对电火花线切割机床的设计进行研究,有助于我们更好地满足市场需求,提高我国制造业的竞争力。
那么我们该如何进行设计研究呢?接下来我将为大家详细介绍。
2. 电火花线切割机床的发展现状和趋势随着制造业的飞速发展,电火花线切割机床作为重要的加工设备,一直在不断地进步和发展。
说起电火花线切割机床,我们不禁要关注它的现状以及未来的趋势。
目前电火花线切割机床已经广泛应用于各个领域,特别是在模具制造、航空航天、汽车制造等行业。
它的加工精度高、速度快,能够适应各种复杂形状工件的加工需求。
不过随着科技的进步,电火花线切割机床也在不断地进行技术革新。
我们知道现在的电火花线切割机床越来越智能化,自动化技术的应用使得机床的操作更为简便,加工精度也进一步提高。
浅谈我国电火花线切割发展方向
模具 和零件加 工 中适 用性好 ,尤其在 大厚 度 、
机床可以采用半闭环方式直至全闭环方式,进
一
步提高机床的精 度。 () 4 扬长避短 ,发挥高速走 丝线切割机的
变 厚度加工 中更显优 势 。因此其在 与低速 走丝
多台,其产值已超过长期占有特种加工机床市
场 主导地位 的快速 走丝线 切割机 ,成为特 种加
大,高速运行的电极丝使导轮磨损很快,丝的
工机床行业的市场新主力。同时 ,随着模具行 振动也随之加剧,直接影响了加工品质和加工
业 的迅速 发展和水 平不断提 高 ,以及精 密零件 的加 工需求 增加 ,低速走 丝线切 割机 的需 求量 还 将迅速扩 大 。未 来几年 我 国特 种加工行 业必 将迎来一个低速走丝线切割 机大 发展 的时期 。 下面就 电火 花线 切割未 来几年 的发展 谈一
多次加工研究转化为商品化的用户可实用的多 苏州 三光科技有限公司 次加工技术 。从 目前高速走丝线切割的发展状
。
据 估计 , 目前 我国高速 走丝 电火 花线 切割
系统 )、电极丝的速度和张力控制 、工作液
等都 是粗 放式 的 ,难以 适应 多次加 工 中精加
工 的要 求 ,因此必 须改 造脉冲 电源 、进 给策
谈 到 电火 花线切 割加 工 ,国人首先 想到的
是高速走丝电火花线切割加工。高速走丝电火
花 线切割机 作为我 国独创技 术的机 种 ,已成为 我 国数控机 床 中产量 最大 、应用 最广的机 种之
一
我 国电火花线切割发展
证 明是切实可行的 。今后的重点是把实验性 的 况 来看 ,脉冲 电源 、电动机 进给 策略 ( 变频
电火花线切割机床的未来发展前景剖析
电火花线切割机床的未来发展前景剖析中航长风发布时间:2013-03-26 14:58日益加剧的市场竞争要求模具制造周期越来越短,工业产品零件大型化和精度的不断提高要求模具日趋大型化和精密化。
电火花加工技术亦要跟上这些要求。
因此,快速、大型、精密、大厚度切割等都是电火花加工机床今后的发展方向。
当然,不断提高电火花加工机床的可靠性、继续降低电极损耗、进一步简化操作、提高自动化程度及降低机床成本,仍旧是电火花加工机床的发展方向。
高速铣削技术的发展促使电加工机床能加工更复杂、更精密及微细的型面和关键零件。
电火花线切割是中国独创的机床。
它自60年代以来经过30多年的不断发展和完善,现已成为模具加工不可缺少的装备,也是中国模具生产企业中装备数量最多的电火花加工机床。
目前它的切割速度有的已超过250mm2/min,加工精度达到±0.01mm,工件表面粗糙度为Ra1.25微米,因而可以在较低的价位上满足一般模具加工的需要。
但随着模具制造的要求越来越高和面对低速走丝线切割机床的高性能,它就面临相当严峻的形势。
今后高速走丝切割机床的发展策略应该是扬长避短,以发展中低档机床为主,使机床向适当的加工精度、良好的加工稳定性和容易操作及优良的性能价格比的方向发展。
为此,高速走丝线切割机床应在基於PC的开放式数控系统方面、数字自适应脉冲电源、加工参数的优化及自动选取、人工智能技术的运用、机床整体结构的改进、螺距误差与间隙补偿技术的运用、多次切割工艺的应用进行研究,以及计算机软件的不断改进来提高机床的整体加工性能。
目前低速走丝电火花线切割机床和电火花成形机床的进口量很大,特别是数控电火花加工机床,中国机床市场占有率较低。
对比国内外产品,中国设备与国外先进设备之间确实存在较大差距。
根据中国模具工业发展情况和国内外主要电加工机床生产企业状况,展望未来,首要将发展重点放在中低档普及型数控电加工机床上。
这一方面是因为大量的个体经营及股份制模具生产企业正大量需要,另一方面,这是中国电加工机床生产企业力所能及并占有一定优势。
高速走丝电火花线切割机发展方向研讨
综 述 ・ 稿 专
《 电加工与模具》20 年第4 07 期
高速走丝 电Байду номын сангаас花线切 割机
发 展 方 向 研 讨
数控 高速走 丝 电火花线 切割机是 我 国科技 工作 者独创 的机种 ,具有完 全的 自主知 识产
权 。它是 特种加 工机床 中产量 最 大的机床 产品 ,为我 国机械制 违 、模 具制 造及航 空航 天事
2 脉冲 电源的改进
— —
5 ——
维普资讯
维普资讯
综 述 ・专 稿
《 电加工与模具》2 0 年第4 07 期
( )机 床 本体 方 面 :进 一 步提 高 机床 本 体 精 4 度 ,可采取 加入螺 距补偿 ,有 必要时 可采用 半闭环 乃 至 全 闭环 控 制 方 式 。 ( )冷 却 系 统 方 面 : 改 变 常 用 的 粗 放 冷 却 方 5 式 ,采取 多级过滤 并对 介 电常数 等关键 参数 加 以控 制 ,确 保精加 工的顺 利进行 。 ( )控制 软件方面:提供开放 的加工参数数据 6 库 ,可 以根据材 料的质 地 、厚度 、粗糙 度等 条件 选 择对应 的加工参数。
切 割技 术 发展 战 略研 讨 会 ” 。 与会 代 表 围绕 数 控 高 速走 丝 电火 花 线切 割机 的 发展 ,从 机 床
结构 、控 制 系统、脉 冲 电源、走 丝 系统、工作 液等方 面进行 了深入 的探 讨 ,从 中可 以看到
高速走 丝 电火花线切割机正 进入一个新 的发展 时期 。特别是 多次切 割技 术的应 用 ,提 升 了
本世 纪 初 ,国 内有 数 家 生产 企 业 实现 了 在 高 速走 丝机 上 的 多 次 切 割 加 工 ( 类 机 该 床 被 俗 称 为 “ 走 丝 中 机 ” ) ,较 大 地提 高 了高 速 走 丝 机 的 工 艺 水 平 , 且 由于 该 类 机 刘志 东 ( 南京航空 航天大 床 具 有 较 高 的 性 价 比
电火花线切割技术的研究现状及发展趋势
文章编号:1001-4934(2002)06-0049-04电火花线切割技术的研究现状及发展趋势李明辉(上海交通大学 塑性成形工程系,上海 200030)摘 要:在分析总结国内外电火花线切割技术研究现状以及我国近几年来所取得的进步基础上,论述了我国电火花线切割技术的发展趋势及其主要任务。
关键词:电火花线切割;研究现状;发展趋势中图分类号:TG661 文献标识码:AAbstract:The research status and progresses obtained in recent years about E lectric Discharge Wire-cut2 ting T echnology are analyzed and summarized in this paper.The development trend and main tasks aboutE lectric Discharge Wire-cutting T echnology in our country are pointed out.K ey w ords:Electric Discharge Wire-cutting Technology;research status;development trend1 电火花线切割技术的研究现状电火花线切割技术经过近半个世纪的发展,现已十分成熟,并达到了相当高的工艺水平:最大的切割速度可达325mm2/min,最佳表面粗糙度达Ra0.1~0.2μm,加工尺寸精度可控制在几个微米之内,高速走丝电火花线切割机还能稳定切割1米的超厚工件。
为了提高电火花线切割工艺水平,提高机床自动化程度和智能化程度,满足市场的不同要求,国内外电加工研究人员及制造商都在积极采用现代研究手段和先进技术进行深入开发研究,向电火花线切割加工信息化,智能化和绿色化方向发展。
111 脉冲电源电火花线切割加工时,一般采用水作工作液,放电时的电解腐蚀影响大,特别是对于硬质合金的加工,电解作用会使工件表面形成一层电解变质层,使硬度下降,模具寿命缩短。
电火花线切割技术研究现状及发展趋势
4 结 论
理论 上 , 微 细 电火花放 电能量小 , 其扩孑 L 量应 比
T o = 2 p  ̄ s 、 T o . = 6  ̄s 。
参 考 文 献 普通 电火花加 工要小 , 但 由于 电极旋转 、 排 屑困难 等 [ 1 】 张勇斌 , 吉方 , 刘 广民 , 张连新 , 吴祉群.微细 电火花加工 的 因素 , 使得扩孔量增加 、 加工精度 降低 。所以 , 降低放 实验 研 究 『 J 1 .电 加 工 与 模 具 , 2 0 1 1 , ( 2 ) :5 4 — 5 6 2 ] 刘巍, 邹 尚博 , 张 玲碹 , 贾振元.难加 工合金微 细通道 电火 电能量 和提 高排 屑 能 力都 能 有 效 降低 扩 孔量 的产 生 。 【 实验结果 表明 , 一 是 当电流小于 1 . 5 A时 , 降低 电
・
模 具 制 造 技 术
・
电 火 花 线 切 割 技 术 研 究 现 状 及 发 展 趋 势
贺 斌
上 海交通 大学机械 与动 力工程 学 院( 上海 2 0 0 2 4 0 )
【 摘 要】 总结近年 来电火花线切割技术的发展现状 , 就现阶段 电火花线切割加工 中所存在
的 问题进行分析 , 同时依据现有 的研究成果分析 电火花 线切割加 工的发展趋势。
关键词 : 电火花线切割技术; 研究现状 ; 发展趋势
中 图分 类号 : T G 6 5 9 文 献标 识 码 : B
Re s e a r c h St a t us a nd De v e l o 0m e nt Tr e n d o f El e c t r i c Di s c ha r g e W i r e -Cut t i ng Te c hno l og y
我国电火花线切割技术的现状及其发展

我国电火花线切割技术的现状及其发展电火花线切割技术是一种高精度、高效率的金属切割技术,它是利用电火花放电的原理,在工件表面形成微小的放电坑,通过电极线的移动,将工件切割成所需形状。
该技术具有切割精度高、切割速度快、切割表面光洁度高等优点,被广泛应用于航空、航天、汽车、模具等领域。
我国电火花线切割技术的发展可以追溯到上世纪六十年代,当时我国开始引进电火花线切割设备,并在国内进行了一系列的研究和开发工作。
随着我国经济的快速发展,电火花线切割技术也得到了广泛的应用和推广,成为了我国金属切割领域的重要技术之一。
我国电火花线切割技术已经取得了一系列的重要进展。
首先,切割精度得到了显著提高。
通过改进电极线的材料和制造工艺,以及优化切割参数等手段,我国电火花线切割技术的切割精度已经达到了0.01mm以下,可以满足高精度切割的需求。
其次,切割速度也得到了大幅提升。
随着电火花线切割设备的不断升级和改进,切割速度已经达到了每小时数十米,大大提高了生产效率。
此外,我国电火花线切割技术还在切割材料的范围、切割表面质量等方面取得了一系列的创新成果。
未来,我国电火花线切割技术的发展还有很大的空间和潜力。
首先,需要进一步提高切割精度和切割速度。
随着我国制造业的不断发展,对高精度、高效率的切割技术的需求也越来越大,因此,需要不断改进电火花线切割设备和技术,提高其切割精度和切割速度。
其次,需要拓展切割材料的范围。
目前,电火花线切割技术主要应用于金属材料的切割,未来可以考虑将其应用于其他材料的切割,如陶瓷、玻璃等。
最后,需要进一步提高切割表面质量。
切割表面质量是影响电火花线切割技术应用范围的重要因素之一,因此,需要不断改进切割工艺和设备,提高切割表面的光洁度和平整度。
我国电火花线切割技术在过去几十年中取得了重要的进展和成果,成为了我国制造业的重要支撑技术之一。
未来,随着我国制造业的不断发展和需求的不断增加,电火花线切割技术还有很大的发展空间和潜力,需要不断改进和创新,以满足不断增长的市场需求。
高速走丝电火花线切割工作介质发展方向研究

标 的进一 步提 高。文 中分析 了复合 工作 液 的 特 点 , 通过 使 用验 证 了其 使 用效 果 , 出复 合 工作 液 是 高 并 指
速 走丝 电 火花 线切 割 工作介 质 的发展 方 向 。 关键 词 : 高速 走 丝 ; 线切 割 ; 工作介 质 中图分类 号 : G 8 丁 44 文 献标识 码 : A
而 影 响 到缠 绕 精 度 。一 般 可 通 过 在 缠 绕 线 型 设 计
时 , 高设 计 裕 量 和 密 化 芯 模 网格 就 能 解 决 这 一 提
问题 。
[ 参考文献]
[ ]富宏 亚 , 开榜 , 1 黄 朱方群. 非测地线 稳定缠 绕的边界 条件
和 稳 定 方 程 E] 哈 尔 滨 工 业 大 学 学 报 ,9 6 2 ( ) 2— 1 J. 1 9 ,8 2 : 73 .
件 的 开发 E] 宇 航 学 报 ,0 3 2 :42 . J. 20 .4 2 —8
* 国 家 自 然 科 学 基 金 资 助 项 目 (0 7 0 0 5 15 2 ) 哈工 大 博 士 科 研 启 动 基 金 (1 0 8 1 0534 )
计 要求 , 达到 了预 期 的效果 与 目的 。
油 、 通乳 化 液 等 阶段 后 , 们 逐 渐 认加 工 , 作 介 质 的 要 求 有 其 工
特殊 性 , 是 在 普 通 乳 化 液 的 基 础 上 于 上 世 纪 7 于 O
切 割 用乳 化液 年 消耗 量 已超 过 l万 吨 , 生 的废 液 产
超过 1 万 吨 , 5 这些 废 液基本 未 经处理 就 排放到 自然 界 。我 国废 水 排 放 的 标 准 是 C D≤ 10 mg L, O 0 / 而
电火花线切割高速走丝机床的断丝研究及对策

( 走丝 速度 。 一定 范 围 内, 4 ) 在 走丝 速度 的提 高 , 也会 促进 加 工 速 度 的提 高, 但走 丝速 度 过 低或者 过 高都 极 易断丝 。 走丝 速度 过 高 时电极 丝 抖动 严 重 , 破坏 加 工 的稳 定 性 , 仅 使加 工 速 度 下 降 , 会 不
表 1 常用 的电极 丝材料种类及性能
普 及型 数控 机 床 ,在模 具制 造 和零 件 加 工 中发 挥着 重 正 常 电参数值 。 机床 长 时间未 用 , 待使 用 时发现 电极丝 已断 , 是温 差使 材料 这 断 丝是 电火花 线切 割 加工 中 的常见 问题 , 害很 大 , 危 不仅 会 造 再加 上 电极丝 本 身的 张力 作用 而使 之绷 断 。 因此若 机床 成 电极丝 的大 量 浪 费 , 加 制 造成 本 , 重 要 的是 使加 工 停 顿 , 增 更 必 热 胀冷 缩 , 应将 储 丝筒摇 至 一端 并松 掉 电极 丝 。 须 重新 人 工布 丝 、 丝 , 浪 费大 量工 时 的 同 时 , 破 坏 了加 工 工 长 时间 停用 , 穿 在 又 () 3 丝张 力 。电极 丝安 装 的太松 或 太紧 都 容 易断 丝 : 电极 丝 若 件 表面 的完 整 性 , 重 影响 了工件 表面 的加 工质 量 。另 外 , 严 还增 加
! ! !! l E! !! ! E= ! ! ! ! =! 一 E E ! ! j ! ! ! ! !
I 备 理 改 1hbiai io I 管 与 造4 eeunyG z 设 , g lu aa S
电火花线切割高速走丝机床 的断丝研 究及对策
陈 杰 庞 博 张ห้องสมุดไป่ตู้海 川
高速电火花加工机床的研究与开发

高速电火花加工机床的研究与开发摘要:随着制造业的发展,对于高精度、高效率的加工需求越来越大。
本文旨在研究和开发高速电火花加工机床,以满足现代制造业对于高精度零部件的需求。
通过对电火花加工原理和现有机床的研究,提出了一种新型高速电火花加工机床的设计方案,并通过实验验证了其性能,为制造业的进一步发展提供了技术支持。
1. 引言高速电火花加工机床是一种在工件表面放电,利用工件和电极间电流放电产生的高温等离子体来进行加工的先进制造设备。
它具有加工精度高、适用范围广、效率高等优点,广泛应用于航空航天、汽车、模具等领域。
然而,传统的电火花加工机床存在加工效率低、加工速度慢等问题,不足以满足现代制造业对于高精度零部件的需求。
因此,研究和开发一种高速电火花加工机床势在必行。
2. 高速电火花加工机床的研究现状2.1 电火花加工原理电火花加工是利用电极之间产生的高频电流来产生电火花,从而使工件表面被放电的加工方法。
在电火花加工过程中,电极和工件之间的电流放电会在工件表面产生高温等离子体,瞬间溶解或蒸发工件表面,实现零件的加工和修整。
2.2 传统电火花加工机床的局限性传统电火花加工机床存在加工效率低、加工速度慢以及表面粗糙度高等问题。
这些问题主要是由于电极材料选择不当、工作油温度不稳定、电极磨损等原因造成的。
3. 高速电火花加工机床的设计与开发3.1 设计目标本课题旨在研究和开发一种高速电火花加工机床,具体要求为:提高机床加工效率,实现快速、精确的零件加工;改善表面质量,减小加工表面的粗糙度;提高机床的可靠性和稳定性,降低维修成本。
3.2 设计方案基于对传统电火花加工机床的研究,本文提出了一种新型高速电火花加工机床的设计方案。
具体设计思路如下:- 优化电极材料:选择合适的电极材料可以提高放电速度和效率。
可以考虑使用钨铜合金等导电性较好的材料。
- 提高工作油温度稳定性:通过优化设计和控制系统,提高工作油温度的稳定性,减小温度对加工效果的影响。
我国电火花线切割技术的现状及其发展

我国电火花线切割技术的现状及其发展一、背景介绍电火花线切割技术是指利用电火花放电作为能量源,通过工具电极和工件之间的放电脉冲,使工件表面产生高温高压等离子体,瞬间气化并喷出,从而实现对工件进行切割加工的一种非接触式加工技术。
该技术具有精度高、效率高、适应性广等优点,在航空航天、汽车制造、模具制造等领域得到了广泛应用。
二、我国电火花线切割技术的现状1. 技术水平与国际接轨随着我国制造业的快速发展,电火花线切割技术也在不断提升。
目前,我国的电火花线切割机床已经能够实现微米级别的加工精度,并且在一些领域已经与国际先进水平接轨。
2. 应用范围不断扩大我国的电火花线切割技术已经广泛应用于模具制造、汽车制造、航空航天等领域。
尤其是在汽车零部件制造中,该技术已经成为了不可或缺的一部分。
3. 产业链逐步完善我国的电火花线切割机床生产企业已经逐步形成了一条完整的产业链,从机床研发、制造到销售和售后服务,都已经得到了比较好的发展。
三、我国电火花线切割技术的发展趋势1. 精度和效率进一步提升随着我国制造业对精度和效率要求越来越高,电火花线切割技术也需要不断提升。
未来,该技术将会实现更高的加工精度和更快的加工速度。
2. 自动化程度不断提高随着人工智能、大数据等技术的发展,电火花线切割机床将会实现更高程度的自动化。
未来,该技术将会实现智能化、集成化等方向的发展。
3. 应用领域进一步扩大随着新材料、新工艺、新产品等领域的不断涌现,电火花线切割技术也将会在更多领域得到应用。
例如,在生物医学领域中,该技术可以用于制造人工关节等医疗器械。
四、我国电火花线切割技术面临的挑战1. 技术创新不足目前,我国的电火花线切割技术还存在一些技术瓶颈,例如加工精度和加工效率等方面需要不断提升。
因此,需要加强技术创新,不断推进该技术的发展。
2. 人才短缺电火花线切割技术需要高素质的专业人才来支撑其发展。
目前,我国在该领域的专业人才数量还比较少,需要加强人才培养和引进。
电火花线切割技术的现状与发展趋势
电火花线切割电火花线切割机(Wire cut Electrical Discharge Machining简称WEDM),属电加工范畴,是由前苏联拉扎林科夫妇研究开关触点受火花放电腐蚀损坏的现象和原因时,发现电火花的瞬时高温可以使局部的金属熔化、氧化而被腐蚀掉,从而开创和发明了电火花加工方法。
线切割机也于1960年发明于前苏联,我国是第一个用于工业生产的国家。
基本物理原理自由正离子和电子在场中积累,很快形成一个被电离的导电通道。
在这个阶段,两板间形成电流。
导致粒子间发生无数次碰撞,形成一个等离子区,并很快升高到8000到12000度的高温,在两导体表面瞬间熔化一些材料,同时,由于电极和电介液的汽化,形成一个气泡,并且它的压力规则上升直到非常高。
然后电流中断,温度突然降低,引起气泡内向爆炸,产生的动力把溶化的物质抛出弹坑,然后被腐蚀的材料在电介液中重新凝结成小的球体,并被电介液排走。
然后通过NC控制的监测和管控,伺服机构执行,使这种放电现象均匀一致,从而达到加工物被加工,使之成为合乎要求之尺寸大小及形状精度的产品。
编辑本段分类电火花线切割机按走丝速度可分为高速往复走丝电火花线切割机(Reciprocating type High Speed Wire cut Electrical Discharge Machining俗称“快走丝”)、低速单向走丝电火花线切割机(Low Speed one-way walk Wire cut Electrical Discharge Machining俗称“慢走丝”)和立式自旋转电火花线切割机(Vertical Wire Electrical Discharge Machining machine tool With Rotation Wire)三类。
又可按工作台形式分成单立柱十字工作台型和双立柱型(俗称龙门型)。
往复走丝电火花线切割机床往复走丝电火花线切割机订的走丝速度为6~12 m/s,是我国独创的机种。
论电火花的现状与发展趋势
目前,模具工业的迅速发展,推动了模具制造技术的进步。
电火花加工作为模具制造技术的一个重要分支,被赋予越来越高的加工要求。
同时在数控加工技术发展新形势的影响下,促使电火花加工技术朝着更深层次、更高水平的数控化方向快速发展。
虽然模具高速加工技术的迅猛发展使电加工面临着严峻的挑战,目前放电加工技术部分工序已被高速加工中心代替,但电火花加工仍旧有广阔的前景。
如在模具的复杂、精密小型腔、窄缝、沟槽、拐角、冒孔、深度切削等加工领域仍被广泛应用。
同时这项技术一直被改进和提升,使放电加工技术在模具工业中经久不衰。
先进制造技术的快速发展和制造业市场竞争的加剧对数控电火花加工技术提出了更高要求,同时也为其提供了新的发展动力。
1数控电火花加工技术发展的基本现状1.1数控电火花加工技术正不断向精密化、自动化、智能化、高效化等方向发展。
如今新型数控电火花机床层出不穷,如瑞士阿奇、瑞士夏米尔、日本沙迪克、日本牧野、日本三菱等机床在这方面技术都有了全面的提高。
精密化电火花加工的精密核心主要体现在对尺寸精度、仿形精度、表面质量的要求。
时下数控电火花机床加工的精度已有全面提高,尺寸加工要求可达±2-3μm、底面拐角R值可小于0.03mm,最佳加工表面粗糙度可低于Ra0.3μm。
通过采用一系列先进加工技术和工艺方法,可达到镜面加工效果且能够成功地完成微型接插件、IC塑封、手机、CD盒等高精密模具部位的电火花加工。
从总体来看,现代模具企业在先进数控电火花机床的应用上,还没能很好地挖掘出机床的精密加工性能。
因此有必要全面推动已有数控加工技术的进一步发展,不断提高模具加工精度。
智能化智能控制技术的出现把数控电火花加工推向了新的发展高度。
新型数控电火花机床采用了智能控制技术。
专家系统是数控电火花机床智能化的重要体现,它的智能性体现在精确的检测技术和模糊控制技术两方面。
专家系统采用人机对话方式,根据加工的条件、要求,合理输入设定值后便能自动创建加工程序,选用最佳加工条件组合来进行加工。
数控电火花线切割加工技术及其发展趋势

数控电火花线切割加工技术及其发展趋势【摘要】数控电火花线切割加工简称线切割,加工原理是利用连续移动的金属丝作为电极,通过脉冲放电腐蚀对零件进行切割加工。
线切割技术已经成为了机械数控制造技术发展的重要标志。
在这里,详细论述了数控电火花线切割加工技术的加工原理、加工质量及其加工精度的影响因素,并且阐述了数控电火花线切割加工的未来发展趋势。
【关键词】数控电火花线切割加工;加工质量;高速走丝1.引言电火花加工方法于20世纪中期由苏联拉扎林科夫妇开创,但是加工速度很慢,应用范围很小。
随着现代制造加工业的不断快速发展,尤其是计算机信息技术在制造业中的应用和普及,电火花加工方法从最原始的模电火花线切割发展到了现代数控电火花线切割技术,在加工领域的加工应用范围越来越广,并且加工效率和加工精度都有极大的提高。
就目前加工技术来说,数控电火花线切割技术主要的应用范围是电火花成形零件、模具以及各种复杂轮廓和高硬度零件。
2.数控电火花线切割加工技术2.1 数控电火花线切割机床的机械系统和普通机床一样,数控电火花线切割机床的主要组成部分是床身、工作台、走丝机构、丝架、工作液循环系统,机床的这几个部分的制造加工精度都直接影响到电火花线切割技术的加工性能。
①机床床身床身作为床体的支撑件,是其他安装部件的基础。
②工作台线切割零件安置于工作台上。
工作台的组成结构为:上下拖板、导轨、丝杆螺母副和变速机构。
并且为了保证机械传动的定位精度和灵敏度,通常使用高精度丝杠螺母副,并且要最大可能消除传动丝杠和螺母之间的间隙。
③走丝机构数控电火花线切割机床的走私机构是指金属丝在工件中做单项或往复运动。
并且在移动的过程中,由丝架支撑的金属丝通过导轮结构保证其与工作台垂直或倾斜一定的几何角度。
④工作液循环系统电火花线切割加工必须在工作液中进行,并且不同的加工工艺条件所选取的工作液不同,但是一般情况下所选取的工作液应具备以下几个条件:(1)有一定的绝缘性能。
高速走丝电火花线切割车削加工的研究
高速走丝电火花线切割车削加工的研究摘要: 介绍数控电火花线切割车削机床的机械结构及车削加工的运动形式, 电火花线切割车削机床利用数控线切割机床新增加的旋转轴, 不仅可以加工大锥度的圆台, 还可以加工形状复杂的空间曲面零件, 解决了复杂型面零件的加工难题。
关键词: 电火花线切割、车削、空间复杂曲面随着科学技术的不断发展, 机械零件的形状和结构也在不断地发生变化, 各行业尤其是模具制造业不断遇到一些批量不大、精度要求高的复杂曲面零件, 它们的机械加工往往成为产品更新换代的关键。
数控电火花线切割加工具有加工作用力小、加工工艺简单、效率高、成本低的特点, 适合加工高精度、高硬度、高韧性的各类模具、样板及形状复杂的零件。
如果在普通的高速走丝电火花线切割机床上增加一个回转轴, 在回转轴的基础上增加可以实现工件旋转过一定的角度的数控分度控制装置, 通过原机床工作台可控制工件实现沿X轴、Y轴移动, 通过摆动电极丝及转动数控分度装置可控制工件绕X轴、Y轴、Z轴转动, 这样就可以加工一些复杂的回转体。
此系统可以加工所有三导线曲面零件和多种空间直纹曲面零件, 这样就扩展了电火花线切割机床的应用范围, 尤其是利用计算机等高科技工具和先进的科学方法来提高我国电火花线切割技术水平, 不仅具有重要的理论意义, 而且具有显著的经济和社会效益。
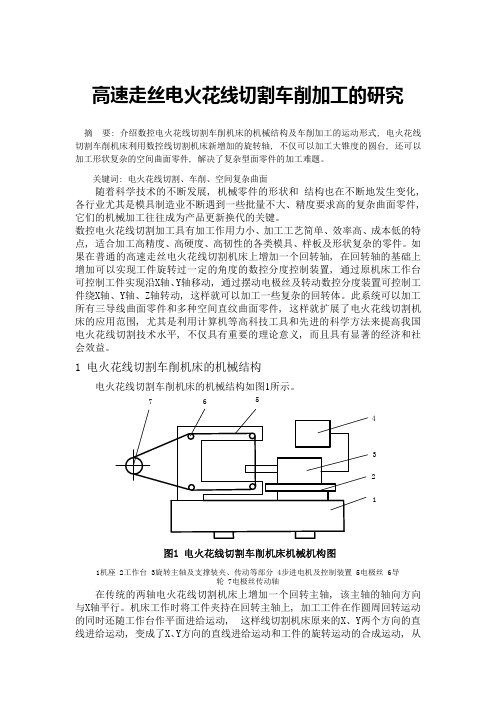
1 电火花线切割车削机床的机械结构电火花线切割车削机床的机械结构如图1所示。
765321图1 电火花线切割车削机床机械机构图1机座 2工作台 3旋转主轴及支撑装夹、传动等部分 4步进电机及控制装置 5电极丝 6导轮 7电极丝传动轴在传统的两轴电火花线切割机床上增加一个回转主轴, 该主轴的轴向方向与X轴平行。
机床工作时将工件夹持在回转主轴上, 加工工件在作圆周回转运动的同时还随工作台作平面进给运动, 这样线切割机床原来的X、Y两个方向的直线进给运动, 变成了X、Y方向的直线进给运动和工件的旋转运动的合成运动, 从而实现了放电车削加工所要求的运动特性。
浅谈电火花线切割数控机床加工特点及发展方向
浅谈电火花线切割数控机床加工特点及发展方向纵观电火花切割机床数十年的发展历程,介绍电火花线切割数控机床分类、特点及进行加工时应注意的问题,并提出了对该类数控机床发展方向的建议。
1943年,前苏联科学家鲍·洛·拉扎连柯院士首先利用电火花腐蚀触点的原理,把火花放电用来导电的金属材料进行电火花加工,将有害的电火花腐蚀变为有用的电火花加工。
随着电火花加工技术的发展,用电火花线切割机床加工各种材料及复杂形状,已经成为机械加工领域内的通用加工工艺,其加工工艺的好坏及加工操作人员技能的高低直接影响到所制造工件质量的好坏。
本文介绍了电火花线切割数控机床分类、特点及进行加工时应注意的问题,希望对该类数控机床的发展方向提供有价值的建议。
1、电火花线切割加工的特点电火花线切割的加工特点主要如下:(1)无论被加工的材料硬度如何,只要是导体或半导体材料都能实现加工。
(2)无需金属切削刀具,以0.03mm~0.35mm的金属丝为电板工具,工件材料的预留量少,有效节约贵重材料。
(3)虽然加工的对象主要是平面形状,但几乎能够方便加工各种复杂形状的型孔、微孔、窄缝等。
(4)直接采用精加工和半精加工一次加工成形,一般不需要中途转换。
(5)只对工件材料进行了图形轮廓加工,图形内外的余料还可以利用。
(6)自动化程度高,操作方便,加工周期短,成本低。
2、设备分类及加工工艺名词术语注释2.1设备分类高速走丝电火花线切割数控机床按控制系统分类,有单片机或单板机控制系统和微机控制系统。
单片机或单板机控制系统的核心部分是单片机或单板机,没有编程的功能,其内存容量相对较小;微机控制系统的核心部分是一台微机,微机又分两种:一种是普通微机,在其中插一块编程控制卡,另一种是有些公司所制造的专用微机。
这两种都是既有编程功能又有控制功能。
其内存容量相对其较大。
根据高速走丝电火花线切割数控机床按机床是否有切割锥度的功能可分为普通数控电火花线切割机床和可切割锥度功能的数控电火花线切割机床。
电火花加工的现状与前景毕业设计

论题题名:电火花加工的现状与前景摘要目前,在电火花加工基础理论研究领域,由于放电过程本身的复杂性、随机性以及研究手段缺乏创新性,迄今尚未取得突破性进展。
但在加工工艺和控制理论研究领域,由于研究成果可直接应用于生产实践,因此已成为目前电火花成形加工技术研究中较为活跃的领域,其研究热点主要集中在高效加工技术、高精密加工技术(如镜面加工技术)、低损耗加工技术、微细加工技术、非导电材料加工技术、电火花表面处理技术、智能控制技术(如人工神经网络技术、模糊控制技术、专家系统等)以及操作安全、环境保护等方面。
在工艺设备开发方面,目前的新型电火花成形加工机床在加工功能、加工精度、自动化程度、可靠性等方面已全面改善,许多机床已具备了在线检测、智能控制、模块化等功能,已不再是传统意义上的特种加工机床,而更像切削加工中的数控机床甚至加工中心。
关键词:技术;产业;发展;前景AbstractThe electric spark forming processing technology development status of electric spark machining at present, in the field of fundamental research, since the discharge process complexity, randomness and study means lack of innovation, has so far not been achieved breakthrough progress.But in the process and control theory research area, the research results can be directly applied to production practice, because this has become the current EDM technology research in active field, its research mainly focuses on efficient processing technology, high precision machining technology (such as the mirror surface machining technology), low loss, fine processing technology processing technology of non conductive materials, processing technology, electric spark surface treatment technology, intelligent control technology (such as artificial neural network technology, fuzzy control technology, expert systems) and safe operation, environmental protection etc..In the process of equipment development, the current model of EDM machine tool in machining function, precision, automation, reliability and other aspects have been fully improved, many machine has the on-line detection, intelligent control, modular functions, is no longer in the traditional sense of special processing machine, and more like cutting in the NC machine tool and machining center.Key words: technology; industry; development prospect;目录1、电火花的加工……………………………………………………………………1.1电火花加工的定义………………………………………………………1.2电火花加工的特点………………………………………………………1.3电火花加工机床的组成及作用…………………………………………1.4实现电火花加工的条件…………………………………………………1.5极性效应…………………………………………………………………1.6覆盖效应…………………………………………………………………2、电火花成形加工技术的发展现状………………………………………………….2.1、精密化...............................................................................................................2.2、智能化...............................................................................................................2.3、自动化...............................................................................................................2.4、高效化...............................................................................................................3、电火花成形加工技术的发展趋势..............................................................................3.1、电火花成形加工理论的发展趋势.................................................................3.2、电火花成形加工设备结构的改进.................................................................3.3、电火花成形加工工艺的发展趋势..................................................................3.4、电火花成形加工数控系统的发展趋势........................................................3.5、操作安全与环境保护......................................................................................4、结论5参考文献引言作为先进制造技术的一个重要分支,特种加工技术,尤其是电火花加工技术,自20世纪40年代开创以来,历经半个多世纪的发展,已成为先进制造技术领域不可或缺的重要组成部分。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2000 年,李向京等 根 [5] 据多层神经网络映射存在定 理,提出了基于遗传算法-神经网络混合训练技术的机构 近似可靠性分析方法,经过数值实验表明,神经网络模型 可以很好地拟合真实的极限状态函数 。 [5]
2005 年,Huang HongZhong 等人 提 [6] 出了一种确定 参数估计的从属函数以及多参数寿命分布可靠性函数的 方法。将神经网络用于参数估计逼近和可靠性预计。
高速走丝电火花线切割机床可靠性的研究起步较 晚,发展也比较慢。目前在国内所进行的高速走丝电火花 线切割机床可靠性研究还仅仅局限于对某一个局部的研 究,并没有人提出从整体对高速走丝电火花线切割机床 进行可靠性分析的研究,尚未形成完整的高速走丝电火 花线切割机床可靠性理论体系。
目前,国内对高速走丝电火花线切割机床可靠性研 究所取得的主要成果有:
学术交流
理论 / 研发 / 设计 / 制造 ACADEMIC COMMUNICATION
高速走丝电火, 贾志新 (北京科技大学 机械工程学院,北京 100083)
摘 要:文中对高速走丝电火花线切割机床的特点进行了介绍,并对其可靠性研究的重要性及迫切性进行了阐述。对目
(7)采用模糊综合评价方法对高速走丝电火花线切 割机床进行可靠性预计。本方法以可靠性模型为基础,建 立各个子系统的关联矩阵,同时考虑到各个子系统在整 个系统中的重要性建立权矩阵。最后通过对高速走丝电 火花线切割机床可靠性专家评价的模糊化处理,采用模 糊综合评价方法对高速走丝电火花线切割机床可靠性进 行预计,形成新的理论基础和手段。
为了改变这种局面,中国机械工程学会电加工学会 第二届理事会在对我国电加工技术发展方向的建议中, 第一个提出的就是可靠性问题[2]。希望能够通过对高速走 丝电火花线切割机床进行系统、完善的可靠性研究,建立 其可靠性研究工作理论基础及基本方法,使我国高速走 丝电火花线切割机床的可靠性得到大幅提升。
因此,对高速走丝电火花线切割机床尽快的展开可 靠性研究工作是一项非常重要而且紧迫的任务,它直接 关系到高速走丝电火花线切割机床未来的发展。 2 高速走丝电火花线切割机床可靠性研究现状
1 高速走丝电火花线切割机床特点及其可靠性研究的 重要性及紧迫性 高速走丝电火花线切割机床是我国独创(国外无相同
产品)的电加工设备,通过电极丝往复循环的放电对工件 进行加工。因此,在高速走丝电火花线切割机床可靠性研 究工作中也具有其本身的特点,归结起来有如下几点:
(1)电火花线切割机床的加工机理是通过电极丝放 电与加工工件之间产生金属蚀除来达到加工的目的。与 其它数控机床的区别是:电极丝与加工工件之间不直接 接触,不会产生直接受力,床身也不会产生应力效应,加 工过程中与工件之间的应力效应不会对机床的可靠性产 生影响。由此引发的电极丝本身的张力以及振动、退让等 问题则是影响机床可靠性的主要因素。
产品发展,而高端产品的标志之一就是其可靠性较高 。 [1] 但目前高速走丝电火花线切割机床可靠性研究工作
仍然处在一个基本空白的局面,其基础的可靠性研究理 论、方法都未形成,这势必对高速走丝电火花线切割机床 可靠性的提高形成影响。其主要是因为高速走丝电火花 线切割机床的可靠性远远低于慢走丝电火花线切割机 床,从而导致市场的萎缩。
前高速走丝电火花线切割机床可靠性研究的状况进行了总结,并提出了其未来可靠性研究的方向、目标。根据国内外可
靠性理论研究发展的趋势提出了可靠性研究与神经网络、模糊理论等前沿科学技术相结合的可靠性研究基本思路。
关键词:高速走丝电火花线切割机床;可靠性;神经网络;模糊理论
中图分类号:TG661
文献标识码:A
文章编号:1002-2333(2008)12-0047-03
Current Status and Prospects of WEDM-HS Reliability Researching ZHANG Hong-bin, JIA Zhi-xin
(School of Mechanical Engineering, Beijing University of Science and Technology, Beijing 100083, China)
(5)通过可靠性理论与神经网络相结合,对高速走丝 电火花线切割机床可靠性建模工作进行研究,提出新的 高速走丝电火花线切割机床可靠性建模方法。并且这种 方法也可应用于其它产品可靠性建模工作当中。
(6)采用新的方法对高速电火花线切割机床进行可靠 性分配工作。新方法要考虑到子系统(元器件)复杂度、技 术和工艺水平、工作环境、工作时间、重要度、关联度、故障 严重程度、费用度、维修性指标等各种影响因素。建立一种 全新的高速走丝电火花线切割机床可靠性分配方法。
Abstract: The characteristic of WEDM -HS is introduced, and the importance and urgency of WEDM -HS reliability researching is discussed in this paper. The current status of WEDM-HS reliability researching is also be summarized. At the same time, the direction and goals of WEDM-HS reliability researching in future is also proposed. Based on the direction of reliability researching in home and overseas, the basic idea of reliability researching, that is the reliability researching integrated with neural network and fuzzy theory, is proposed. Key words: WEDM-HS; reliability; neural network; fuzzy theory
(3)对电极丝振动情况进行研究,通过对其动态行为 特点分析,调整其工作参数,以达到减少断丝的目的,提 高了机床的可靠性。
(4)对高速走丝电火花线切割机床的工艺进行仿真, 对工作参数和加工稳定性的关系进行研究,设计自适应 系统,提高系统的可靠性。
随着计算机技术的发展,以及神经网络、模糊理论等 前沿技术的发展,可靠性理论和这些前沿科学技术相结 合,形成了新的可靠性理论基础和研究方法。目前,数控 机床可靠性研究的状况是传统可靠性理论、方法与新的 可靠性理论、方法并存的局面。传统可靠性研究方法具有 深厚的理论基础并且经过了大量的实际应用检验。但是, 随着数控机床设备越来越大型化、复杂化,传统的可靠性 理论和方法对其难以进行可靠性研究工作。因此,新的可 靠性理论和方法已经蓬勃发展起来。
(3)建立详细的高速走丝电火花线切割机床故障信息 记录表,确定故障判据及计入规则,确定高速走丝电火花线 切割机床故障模式、子系统及部件的代码。基于以上代码, 建立高速走丝电火花线切割机床可靠性数据库。
(4)针对高速走丝电火花线切割机床可靠性数据量 比较少的问题,通过神经网络的应用,扩展其可靠性数据 量,进一步开展准确的可靠性分析工作。同时,这种方法 也可扩展到类似的可靠性数据量比较少的可靠性研究工 作当中。如航空航天,核电站等。
(8)建立高速走丝电火花线切割机床完整的故障树, 并针对传统的故障树分析方法准确度不高的问题拟采用 模糊理论来处理高速走丝电火花线切割机床故障树分 析。形成故障树分析的新方法。 4结论
高速走丝电火花线切割机在模具制造及零件加工领
48 机械工程师 2008 年第 12 期
学术交流
理论 / 研发 / 设计 / 制造 ACADEMIC COMMUNICATION
神经网络和模糊理论在可靠性研究中的应用已经成 为一项比较成熟的技术。它几乎涵盖了可靠性研究的各 个领域,包括可靠性建模、可靠性设计、可靠性预计、可靠 性数据分析、可靠性增长等各个方面。
早在 1996 年,美国西北大学机械工程博士 Tsann-Yeu Lin 就人工智能技术在可靠性估计和损伤检测方面的应用 进行了研究。并且提出了基于神经网络的分析方法。由于该 方法结构简单,它能够减少大量的计算并且具有很好的效 果。最后,模糊理论被扩展并应用于可靠性研究工作[3]。
2003 年,美国 George Mason 大学的博士 Aljahdali 通 过前向神经网络和 RBF 神经网络的应用,对软件可靠性 预计问题进行了研究。神经网络不但能够估计传统可靠 性模型的参数,而且能够通过自身的学习来改进模型本 身,从而预测未来的故障。结论表明,前向神经网络和 RBF 神经网络能够解决包括实时控制、武器和操作系统 的可靠性预计问题。同时,建立了一些在各种应用条件下 软件可靠性增长动态模型的模糊规则[4]。
(2)电 火 花 线 切 割 机 床 对 高 频 电 源 的 要 求 很 高 ,特 别 是 空 载 电 压 、峰 值 电 流 、脉 冲 宽 度 、停 歇 时 间 、电 容 器 容量[4]的改变都会影响到机床的可靠性。
(3)对于冷却系统的要求很高。冷却液的目的是保持 放电的绝缘、冷却、加工屑的排出,如果冷却系统出现故 障或者冷却液电阻率发生变化将会直接导致电火花线切 割机床故障。
从 1990 年代开始,我国的电火花线切割机床每年的 销量达到了上万台,而线切割机床的生产厂家也大幅度 增加。根据电加工机床行业营销状况统计:2007 年与 2006 年相比,数控电火花线切割机床销售量增长的企业 中,其销售数量仅仅增加了 6.8%,但是其销售额却提高 了 24.4%。由此可见,数控电火花线切割机床正在向高端
(1)通过对高速走丝电火花线切割机床结构和功能 进行分析,明确高速走丝电火花线切割机床的任务和功 能,确定其工作模式,明确建模任务并确定限制条件。基 于以上工作建立高速走丝电火花线切割机床基本可靠性 框图和任务可靠性框图。