钻头基础介绍
初中物理钻头知识点总结

初中物理钻头知识点总结
本文将着重介绍物理学中一个重要的知识点——钻头。
钻头是指用于钻孔或在地下开凿等工程中的钻石、硬质合金等刀具的统称。
在石油勘探、地质勘测和矿山开采等领域中,钻头扮演着重要的角色。
首先,我们来了解一下钻头的类型。
按功能来分,钻头可分为地质钻头、机械工程用的钻头、石油勘探用的钻头等。
按结构来分,钻头有钻头头部、钻头身段、连接部分、钻头内部的压力平衡系统、切削系统、冷却装置。
钻头的切削原理是指利用钻头上的刀具对被加工物体进行切削,使被加工物体去除一定的金属材料,并将加工后的表面形成一定形状和尺寸的工件。
在切削系统中,刀具的设计、材料的选择、刀尖的形状都对切削效果有着重要的影响。
另外,钻头的冷却装置也是一个很重要的组成部分。
在切削过程中,钻头的工件和刀具都会产生大量的热量,如果不及时散热,将会导致刀具的温升过高,甚至造成刀具的失效。
因此,冷却装置对切削效果和刀具的使用寿命都有重要影响。
在钻头的使用过程中,我们还需要考虑到钻头的使用寿命问题。
钻头的使用寿命是指钻头在一定的使用条件下能够连续工作的时间。
决定钻头使用寿命的因素有很多,比如工件的材料、硬度,切削速度、切削深度等等。
正确选用合适的钻头,并注意切削条件的选择,都是延长钻头使用寿命的关键。
总的来说,钻头是一种非常重要的刀具,广泛应用于石油勘探、地质勘测、矿山开采等领域。
了解钻头的类型、结构、切削原理、冷却装置、使用寿命等知识,对于正确使用和维护钻头都至关重要。
希望本文能对大家对钻头有更深入的了解。
钻头基本知识.

PDC钻头的正确使用
由于金刚石抗冲击性能差(脆性大),因此上下钻 台不能碰撞硬物,井下不得有落物,井底有落物时 应起钻,严禁顿钻和溜钻。 下钻遇阻严禁强行下压,应接方钻杆开泵冲划,但 不超过 30 米大段划眼。在下钻到最后两单根时, 接方钻杆冲划到井底并开大排量循环,将井底循环 干净。然后,用小钻压,低转速钻进0.5米,进行 井底造型。
金刚石钻头
4).金刚石钻头的破岩机理:概括地讲,金刚石钻头 以磨削(研磨)方式破碎岩石,类似于砂轮磨削 金属的过程。 对塑性地层,以“犁削”作用为主; 对脆性地层,以压碎、剪切作用为主; 对坚硬地层,以刻划、微切削作用为主。
5).金刚石钻头的正确使用 适用于硬、研磨性地层,涡轮钻井,深井钻井, 取心作业。寿命长,进尺高。 钻头下井前,井底打捞干净,确保没有金属落物。 开始先用小钻压、低转速跑合,然后用合适钻压 和高转速钻进。 采用大排量钻进。
8.取心钻头
取心钻头的功用是环形破碎地层,形成岩心。目前, 常用的有刮刀取心钻头、领眼式硬质合金取心钻头、 硬质合金取心钻头和金刚石取心钻头等。 为了提高岩心收获率,除在下部使用扶正器外,首 先要求取心钻头工作稳定。因此钻头的切削元件要 对称分布,其耐磨性应一致,以免在钻进时发生歪 斜,从而破坏及折断岩心。同时要求钻头底面(井 底)与岩心爪的距离尽可能短些,使岩心形成后很 快就能进入内岩心筒被保护起来,从而避免破坏和 冲蚀。
6.金刚石钻头(Diamond Bit)
金刚石钻头按其使用地层可分为: 普通金刚石钻头、聚晶金刚石复合片钻头(简 称 PDC 钻头)两大类,其中聚晶金刚石复合片 钻头适用于软至中硬地层,而普通金刚石钻头 适用于及坚硬和研磨性高的地层。
金刚石钻头
1).金刚石钻头的结构 金刚石钻头为无活动部件的整体式钻头。由钢体、胎体 (冠部和保径部分)、水眼及水槽、金刚石切削刃等部分 组成。 2).金刚石钻头的应用及优缺点 金刚石为碳在高温高压下形成的结晶体,正四面体晶体结 构。在单位晶胞中,碳原子位于四面体的顶角及中心。每 个碳原子与邻近的四个碳原子形成四个共价键。因共价键 结合力强,故金刚石具有极高的硬度(莫氏硬度10)、抗 压强度(8800MPa)和耐磨性钢的9000倍)。 3).其缺点是: 脆性大,受冲击载荷易碎裂; 具有热敏性,高温下(450℃以上)石墨化。
电钻钻头的基本分类
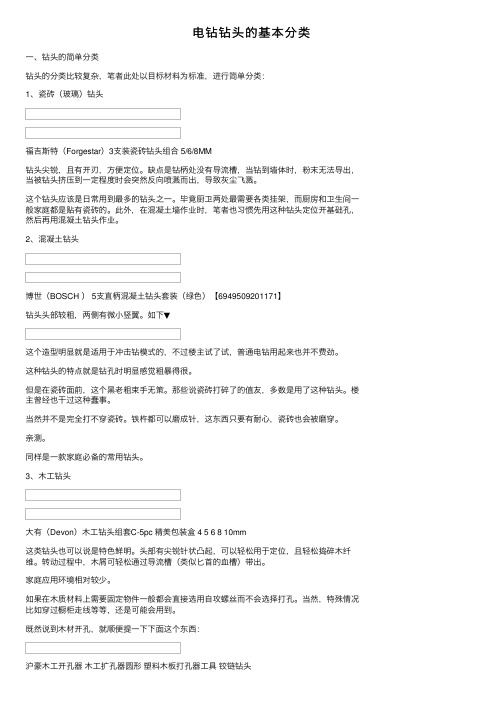
电钻钻头的基本分类⼀、钻头的简单分类钻头的分类⽐较复杂,笔者此处以⽬标材料为标准,进⾏简单分类:1、瓷砖(玻璃)钻头福吉斯特(Forgestar)3⽀装瓷砖钻头组合 5/6/8MM钻头尖锐,且有开刃,⽅便定位。
缺点是钻柄处没有导流槽,当钻到墙体时,粉末⽆法导出,当被钻头挤压到⼀定程度时会突然反向喷溅⽽出,导致灰尘飞溅。
这个钻头应该是⽇常⽤到最多的钻头之⼀。
毕竟厨卫两处最需要各类挂架,⽽厨房和卫⽣间⼀般家庭都是贴有瓷砖的。
此外,在混凝⼟墙作业时,笔者也习惯先⽤这种钻头定位开基础孔,然后再⽤混凝⼟钻头作业。
2、混凝⼟钻头博世(BOSCH ) 5⽀直柄混凝⼟钻头套装(绿⾊)【6949509201171】钻头头部较粗,两侧有微⼩竖翼。
如下▼这个造型明显就是适⽤于冲击钻模式的,不过楼主试了试,普通电钻⽤起来也并不费劲。
这种钻头的特点就是钻孔时明显感觉粗暴得很。
但是在瓷砖⾯前,这个⿊⽼粗束⼿⽆策。
那些说瓷砖打碎了的值友,多数是⽤了这种钻头。
楼主曾经也⼲过这种蠢事。
当然并不是完全打不穿瓷砖。
铁杵都可以磨成针,这东西只要有耐⼼,瓷砖也会被磨穿。
亲测。
同样是⼀款家庭必备的常⽤钻头。
3、⽊⼯钻头⼤有(Devon)⽊⼯钻头组套C-5pc 精美包装盒 4 5 6 8 10mm这类钻头也可以说是特⾊鲜明。
头部有尖锐针状凸起,可以轻松⽤于定位,且轻松捣碎⽊纤维。
转动过程中,⽊屑可轻松通过导流槽(类似⼔⾸的⾎槽)带出。
家庭应⽤环境相对较少。
如果在⽊质材料上需要固定物件⼀般都会直接选⽤⾃攻螺丝⽽不会选择打孔。
当然,特殊情况⽐如穿过橱柜⾛线等等,还是可能会⽤到。
既然说到⽊材开孔,就顺便提⼀下下⾯这个东西:沪豪⽊⼯开孔器⽊⼯扩孔器圆形塑料⽊板打孔器⼯具铰链钻头贝利M42双⾦属⽊⼯开孔器⽯膏板PVC塑料铁板筒灯钻头开孔器60-200三⾓柄阶梯钻台阶沉头⽊⼯钻头铁板钢板铝板扩孔器宝塔开孔器常见的⼤概就这样三种造型,都是⽤来给⽊材开孔⽤的。
钻头方面的基础知识
钻头方面的基础知识-CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN钻削与钻头钻削用各种钻头进行钻孔、扩孔或锪孔的切削加工。
钻孔是用麻花钻、扁钻或中心孔钻等在实体材料上钻削通孔或盲孔。
扩孔是用扩孔钻扩大工件上预制孔的孔径。
锪孔是用锪孔钻在预制孔的一端加工沉孔、锥孔、局部平面或球面等,以便安装紧固件。
钻削方式主要有两种:①工件不动,钻头作旋转运动和轴向进给,这种方式一般在钻床、镗床、加工中心或组合机床上应用;②工件旋转,钻头仅作轴向进给,这种方式一般在车床或深孔钻床上应用。
麻花钻的钻孔孔径范围为~100mm,采用扁钻可达125mm。
对于孔径大于100mm的孔,一般先加工出孔径较小的预制孔(或预留铸造孔),而后再将孔径镗削到规定尺寸。
钻削时,钻削速度v是钻头外径的圆周速度(米/分);进给量f是钻头(或工件)每转钻入孔中的轴向移动距离(mm/r)。
图2是麻花钻的钻削要素,由于麻花钻有两个刀齿,故每齿进给量a f=f/2(mm/齿)。
切削深度a p有两种:钻孔时按钻头直径d的一半图2 麻花钻的钻削要素计算;扩孔时按(d-d0)/2计算,其中d0为预制孔直径。
每个刀齿切下的切屑厚度a0=a f sin K r,单位为mm。
式中K r为钻头顶角的一半。
使用高速钢麻花钻钻削钢铁材料时,钻削速度常取16~40米/分,用硬质合金钻头钻孔时速度可提高1倍。
钻削过程中,麻花钻头有两条主切削刃和一条横刃,俗称“一尖(钻心尖)三刃”,参与切削工作,它是在横刃严重受挤和排屑不利的半封闭状态下工作,所以加工的条件比车削或其他切削方法更为复杂和困难,加工精度较低,表面较粗糙。
钻削钢铁材料的精度一般为IT13~10,表面粗糙度为R a 20~μm ,扩孔精度可达IT10~9,表面粗糙度为R a 10~μm 。
钻削加工的质量和效率很大程度上决定于钻头切削刃的形状。
在生产中往往用修磨的方法改变麻花钻头切削刃的形状和角度以减少切削阻力,提高钻削性能,中国的群钻就是采用这种方法创制出来的。
钳工基础知识——孔加工
钳工基础知识培训
二、麻花钻的结构特点
1.麻花钻的组成 麻花钻按其功用的不同 ,
可以分为三部分: 1.钻柄.2.钻颈.3.钻体 钻柄: 钻头上供装夹用的部分, 并用以 传递钻孔所需的动力(扭矩和轴向力)。 钻颈: 位于刀体和钻柄之间的过渡部分。 通常用作砂轮退刀用的空刀槽。 钻体: 钻头的工作部分, 由切削部分 (即钻尖)和导向部分组成。
麻花钻的刃磨要经过较长期的实践 , 才会较好的掌握刃磨的技巧和技能。
钳工基础知识培训
第二节 钻床 (P202—214)
一、钻床的种类
钻床种类很多,常用的有台式钻床、立式钻床、摇臂钻床和手电钻等。 (1)台式钻床 图4-6所示是一台最大钻孔直径为Φ12的台式钻床。 二、钻头的装夹工具 (2)立式钻床 立式钻床是钻床中较为普遍的一种,它有多种型号,最大钻孔
Ra50—Ra12.5μm。所以钻孔只能加工精度要求不高的孔或作为孔 的粗加工,如法兰孔的加工等。
钻头的切削运动由以下两种运动合成。 (1)主运动 是由机床或人力提供的主运动,它使刀具和工件之 间产生相对运动,从而使刀具前面接近工件并切除切削层。
钳工基础知识培训
(2)进给运动 是由机床或人 力提供的使刀具与工件之间产 生附加的相对运动,加上主运 动,可不断地或连续切除切削 层,并得出具有所需要几何特 性的正加工表面。如图4-1所 示。
图-1 标准麻花钻的刃磨角度 图 -2 标准麻花钻的刃磨方法
钳工基础知识培训
为保证钻头中心处磨出较大的后角 ,还应作适当的右移运动 , 刃磨时两手 动作的配合要谐调自然 ,不断反复 ,两后面经常轮换 ,至达到刃磨要求为止。
钻头基础知识

The Tool Company
钻头
The Tool Company
钻尖钻芯的几种形式 (DIN 1412 )
A型 B型 C型 D型 E型
小横刃 小横刃 且 修整前角
十字形钻尖
小横刃 带倒角,专门用于加工灰铸铁
带自定心钻尖,用于加工金属薄板 和 质地 较软的有色金属(铝, 铜)
The Tool Company
HSCO GT 80 w型 带内冷孔
有表面bright 和 TiN
标准品范围:5 ~20,0 mm by Xu_Hanguang
GU 500
简洁明快 通用性好
The Tool Company
GT 500
新品 性价比好
by Xu_Hanguang
GU 500
代码 长度规格 槽长 刀具材料 涂层 钻尖 钻芯 槽型 钻芯锥度 柄部形式 Ø 范围 mm
加工同样的孔深 GT 100型钻头的退刀次数
明显要少
The Tool Company
直柄麻花钻 type Ti – 钛型
圆弧后刀面 顶角: 130 度 螺旋角: 比标准的(30度)大 钻芯锥度: 比 N型大 直径公差 Ø : h 8
螺旋角 35度
by Xu_Hanguang
The Tool Company
by Xu_Hanguang
The Tool Company
#511
#512
5xd
3xd
DIN338
DIN1897
HSCO
TIN
双后刀面,顶角118°
Form C – 劈形钻尖
NP181
v15% h30% v15% h20%
圆柱柄 DIN 1835A
金刚石钻头基本知识
第一章金刚石钻头基本知识第一节概述金刚石钻头的发展历史金刚石钻头是不同于牙轮钻头的另一类钻井破岩工具,其使用可以追溯到19世纪60年代。
最初人们以天然金刚石为切削元件制作打炮眼和挖掘隧道的工具,后来出现了用于石油钻井的钢体鱼尾式天然金刚石全面钻进钻头和取心钻头。
早期的金刚石钻头是将天然金刚石冷镶在低碳钢上的。
由于天然金刚石来源有限,价格昂贵,加之本身尺寸、性能方面的原因以及当时落后的制造工艺,大大限制了金刚石钻头在石油钻井工业中的应用。
随着粉末冶金技术的发展,出现了采用烧结碳化钨作为钻头体的胎体式金刚石钻头。
这种技术的出现使金刚石钻头的制造水平大大提高。
胎体式金刚石钻头具有耐冲蚀、耐磨损的特点,具有良好的使用性能,其制造工艺也不复杂,因此一经出现就迅速推广开来。
人造聚晶金刚石的研制成功,对金刚石钻头技术的发展起了巨大的推动作用。
人造聚晶金刚石复合片钻头(PDC钻头)的出现一度被称为20世纪80年代钻井工业技术的一大突破,这种新技术对石油钻井业的发展产生了巨大的影响。
现场使用证明,软到中等硬度地层钻井用PDC钻头具有机械钻速高、进尺多、寿命长、工作平稳、井下事故少、井身质量好等优点,并能与井下动力钻具配合用于高速钻井。
合理使用金刚石钻头可以大大缩短建井周期,降低钻井成本,提高钻井经济效益。
金刚石钻头的发展前景经过近二十多年的发展,金刚石钻头已经成为继牙轮钻头之后的又一重要破岩工具。
时至今日,PDC钻头在石油钻头市场所占的份额越来越大,几乎每年以30%的速度侵吞牙轮钻头市场。
随着新的设计理论、设计方法和材料等技术的发展,PDC钻头的适用范围也在不断扩展,以前被认为不适用于PDC钻头的地层现在也广泛使用,比如我国中原油田的文留区块的沙二至沙三地层由于地质情况复杂、夹层多,可钻性差,以前一直被认为是PDC钻头的禁区,在这里钻的井除了取心之外用的都是牙轮钻头。
可是从2000年开始,PDC钻头在这个区块的使用量逐渐增多,效果也很好,而2001年底我公司的一只8 1/2 BK542-4型PDC钻头更在该区块的文-133井创下了1600米(东营组)入井,打到3390米(沙三上)完井,纯钻时间小时,进尺1790米,平均机械钻速米的好指标。
冲击钻头型号及尺寸规格

冲击钻头型号及尺寸规格冲击钻头是一种常见的电动工具配件,广泛应用于建筑、装修、家居维修等领域。
它的型号和尺寸规格多种多样,适用于不同的工作需求。
下面将介绍一些常见的冲击钻头型号及尺寸规格,以便读者选择适合自己需求的冲击钻头。
1. 直杆冲击钻头直杆冲击钻头是一种常见的冲击钻头,其型号和尺寸规格通常由杆的直径和长度来表示。
常见的直杆冲击钻头型号有SDS-Plus和SDS-Max,其中SDS-Plus适用于轻型工作,而SDS-Max适用于重型工作。
对于SDS-Plus型号的直杆冲击钻头来说,其杆的直径通常为10毫米,长度通常为160毫米。
而对于SDS-Max型号的直杆冲击钻头来说,其杆的直径通常为18毫米,长度通常为340毫米。
2. 扁杆冲击钻头扁杆冲击钻头是一种形状独特的冲击钻头,其型号和尺寸规格通常由杆的宽度和长度来表示。
常见的扁杆冲击钻头型号有SDS-Top和SDS-Quick,其中SDS-Top适用于轻型工作,而SDS-Quick适用于重型工作。
对于SDS-Top型号的扁杆冲击钻头来说,其杆的宽度通常为20毫米,长度通常为100毫米。
而对于SDS-Quick型号的扁杆冲击钻头来说,其杆的宽度通常为30毫米,长度通常为150毫米。
3. 六角杆冲击钻头六角杆冲击钻头是一种常见的冲击钻头,其型号和尺寸规格通常由杆的边长和长度来表示。
常见的六角杆冲击钻头型号有6.35毫米和9.53毫米,其中6.35毫米适用于轻型工作,而9.53毫米适用于重型工作。
对于6.35毫米型号的六角杆冲击钻头来说,其杆的边长通常为6.35毫米,长度通常为50毫米。
而对于9.53毫米型号的六角杆冲击钻头来说,其杆的边长通常为9.53毫米,长度通常为100毫米。
通过以上介绍,读者可以了解到一些常见的冲击钻头型号及尺寸规格。
在选择冲击钻头时,需要根据具体的工作需求来确定合适的型号和尺寸。
同时,在使用冲击钻头时,也需要注意安全操作,戴好防护眼镜和手套,避免发生意外伤害。
钳工基础—钻头与钻孔工艺

钳工基础—钻头与钻孔工艺一、钻孔1.钻孔是指用钻头在实体材料上加工出孔的操作。
2.钻削的特点钻削的特点是钻头转速高;摩擦严重、散热困难、热量多、切削温度高;切削量大、排屑困难、易产生振动。
钻头的刚性和精度都较差,故钻削加工精度低,一般尺寸精度为IT11~IT10,粗糙度为Ra100~25。
3.钻孔设备常用的有台式钻床、立式钻床、摇臂钻床、手电钻等。
二、钻头(麻花钻)(1)麻花钻头的构造麻花钻由柄部、颈部和工作部分(切削部分和导向部分)组成。
麻花钻一般用高速钢W18Cr4V或W9 Cr4V2制成,淬硬后的硬度为HRC62~68。
①柄部是钻头的夹持部分,用于装夹定心和传递扭矩动力。
钻头直径小于12mm时,柄部为圆柱形;钻头直径大于12mm时,柄部一般为莫氏锥度。
②颈部是工作部分和柄部之间的连接部分。
用作钻头磨削时砂轮退刀用,并用来刻印商标和规格号等。
③工作部分包括切削部分和导向部分。
切削部分切削部分起主要切削作用。
它由前、后刀面、横刃、两主切削刃组成。
导向部分导向部分有两条螺旋形棱边,在切削过程中起导向及减少摩擦的作用。
两条对称螺旋槽起排屑和输送切削液作用。
在钻头重磨时,导向部分逐渐变为切削部分投入切削工作。
(2)麻花钻头的刃磨①标准麻花钻的刃磨要求两刃长短一致,顶角对称。
顶角符合要求,通常为118°±2°。
获得准确、合适的后角。
通常外缘处的后角为10°~14°。
横刃斜角为50°~55°。
两主切削刃长度以及和钻头轴心线组成的两角要相等。
否则在钻孔时都将使钻出的孔扩大或歪斜,同时,由于两主切削刃所受的切削抗力不均衡,造成钻头很快磨损。
两个主后面要刃磨光滑。
②标准麻花钻的刃磨方法两手握法右手握住钻头的头部,左手握住柄部。
钻头与砂轮的相对位置钻头轴心线与砂轮圆柱母线在水平面内的夹角等于钻头顶角的一半,被刃磨部分的主切削刃处于水平位置。
刃磨动作将主切削刃在略高于砂轮水平中心平面处先接触砂轮。
电钻钻孔基础知识
电钻钻孔基础知识
电钻是一种常见的电动工具,用于钻孔或挖掘材料。
了解电钻的基本结构和操作方法,可以帮助您更好地使用电钻进行钻孔。
1. 电钻的组成
电钻主要由电动机、钻头、钻夹、开关和电源线等部分组成。
电动机是电钻的核心部件,负责转动钻头。
钻头是钻孔的部分,根据需要选择不同的钻头。
钻夹是装配钻头的夹子,可以用手或钳子打开或关闭。
开关是控制电钻启停的部分,通常有手柄开关和扳机开关两种类型。
电源线将电钻与电源连接起来。
2. 钻头的选择
钻头的选择应根据所需孔径和要钻孔的材料而定。
普通的钻头适用于钻木、塑料、石膏等材料,而金属和混凝土等硬材料需要选择专用钻头。
钻头的直径越大,所需的电钻功率就越大。
3. 操作方法
在使用电钻之前,应先检查电钻和电源线是否正常,钻头是否装配正确。
接通电源后,握紧电钻手柄,用另一只手按下扳机开关,缓慢地将钻头放到钻孔位置。
钻孔时要注意保持电钻的垂直方向,避免偏移或抖动。
钻孔深度应根据实际需要调整,可以用钻头上的深度挡环或测量工具来确定钻孔深度。
4. 安全注意事项
使用电钻时应穿戴好安全手套、护目镜和耳塞等防护用具,避免因钻孔过程中产生的碎片或噪音而对身体造成伤害。
在使用时,应避
免将电钻插头插在插座上,以免发生电击事故。
使用电钻时还应注意不要将电线缠绕在钻头或工件上,以避免意外发生。
掌握以上基础知识后,您可以更加自如地使用电钻进行钻孔,同时也能更好地保护自身安全。
钻头刃磨基础知识

2、钻斜油孔:由于入钻面为斜面,钻头切不可磨得太尖,即锋角小于116°。如果太尖,钻头更容易顺斜面下滑,造成定位不准或孔成椭圆形。即使有钻套定位,该钻套也很容易磨损。因此这类钻头的锋角最好是大于120°。
3、孔径偏大产生的原因:不吃刀情况下的回转精度误差造成放大钻头动态直径;钻心的偏中心不对称;两切削刃顶角不一致等。
2、 具体的刃磨方式有两种:一种是从刃口往后磨,另一种从后面往刃口磨。前者主要的优点是利于散热,由于钻头与高速旋转的砂轮接触产生巨大的热量,且随着时间越来越长,产生的热量也随之增加,所以我们刃磨钻头时经常会有“烧焦”现象。这种方法可以避免刃口被烧焦而改变主切削刃的切削性能。而后者也有它的优点,由后向刃口磨,我们在磨后面的时候已经掌握好了手上的力度,这样磨刃口时较之前者更为细腻。以上,两种修磨方式各有优劣,建议粗磨时使用前者,精磨时用后者以互补。
5、 后刀面:是我们磨削钻头主要的刃磨面,后刀面刃磨有多种廓形,常见的有圆柱面刃磨、圆锥面刃磨、螺旋面刃磨、平面刃磨等
6、 后角:切削刃上任意一点的后角,是该点的切削平面与后刀面之间的夹角,一般约为9°--12°,后角大了易振刀,小了切不快。材料越硬,后角相对越要少磨。
6、钻深孔时,在每钻到一定深度时,要抬高钻何选用内螺纹底孔钻头:
铸件螺纹底孔=螺纹公称直径-螺距-0.1~0.2mm
钢件螺纹底孔=螺纹公称直径-螺距
以上资料为个人所见,仅作参考。
钻头刃磨基础知识
一、 钻头的基本要素(参见附图)
构成钻头的基本要素很多,在此仅罗列一些与我们刃磨相关的主要要素:
1、 主切削刃:附图中标示的“切削刀刃”,是钻头切削的主要部分;
4、多边形孔产生的原因:孔为基数边,多由切削刃不一般高,两切削刃顶角不一样,中心偏移,后角过大刀刃虚,回转精度(机床,快换夹头等造成)误差,后角不一致引起的锋利程度差等造成的不对称切削产生的进给中的摆振,这也是孔壁螺旋纹痕产生的重要因素。
推荐-PDC钻头基础知识 精品

(4)PDC钻头 用于软到中硬的均质地层,无活动件,钻压小,钻速快。
(5)取芯钻头 从地下井内取出岩石,进行分析。
第7页
4.PDC钻头技术简介
PDC( Polycrystalline Diamond Compact: 金刚石聚晶复合片)钻头是用人造聚晶金刚石 切削齿镶焊于钻头胎体(或镶嵌于钻头刚体)上 而成的一种新型切削型钻头。PDC切削齿的主 要特点是锋利、耐磨、能自锐。
第 10 页
6.PDC钻头分类
按钻头体材料可分为:胎体PDC钻头和钢体PDC钻头。
胎体PDC钻头的主体(刀翼、冠部)主要使用铸造碳 化钨烧结而成,然后将复合片焊接在主体上,胎体具 有耐冲蚀、耐磨特点。
钢体PDC钻头的主体用合金钢,使用数控铣床加工而 成,然后进行钻头表面硬化和耐磨处理,具有成本低、 可修复的特点,适合生产形状复杂和大尺寸钻头。
第 11 页
按照钻头用途分:全面钻进PDC钻头、取心PDC钻头和特种PDC钻头。 全面钻进PDC钻头是PDC钻头的主要类型,目前PDC钻头能够适用于软到中等 硬度直至坚硬地层。 PDC取心钻头能适合松散地层、破碎地层和硬地层的取心工作。 特种PDC钻头则是为应对扩孔、定向井、特殊地层钻井而研制的专用钻头。
PDC钻头设计与使用规范
内容提纲
一、钻头概述 二、PDC钻头设计规范 三、PDC钻头生产工艺 四、PDC钻头现场使用示例
1、钻头的类型
• 刮刀钻头 • 牙轮钻头 • 金刚石钻头
天然金刚石钻头(ND) 人造聚晶金刚石复合片钻头(PDC) 热稳定聚晶金刚石钻头(TSP)
• 特殊用途钻头
取心钻头(Coring bit) 扩眼钻头(reamer)
PDC钻头设计基础
PDC钻头设计基础首先,PDC钻头的设计需要根据不同的钻井工况和地质条件进行优化。
在设计过程中需考虑到钻头的结构尺寸、刀翼布置、刀翼形状等因素,以保证钻头在不同地质层中的高效穿透。
同时,还需要综合考虑钻头的受力情况,避免出现过大的切削力和振动,以防止钻头的断裂和防止井下事故的发生。
其次,PDC钻头的刀翼布置是设计中的重要环节。
刀翼的数量和布置方式直接影响着钻头的切削性能和钻速。
通常情况下,刀翼数量越多,切削效果越好,但钻速可能会降低。
因此,需要综合考虑刀翼数量、大小和布置方式,找到一个最佳的平衡点。
此外,刀翼的形状也对PDC钻头的性能有着重要影响。
刀翼的形状包括平面刃、斜面刃、倒角刃等,每种形状都有其独特的切削特性。
例如,平面刃刀翼适用于坚硬地层,而斜面刃则更适用于软弱地层。
因此,在设计PDC钻头时,需要根据地质条件选择适合的刀翼形状,以提高钻头的切削效率和使用寿命。
最后,PDC钻头的材料也是其设计基础中的重要一环。
PDC钻头采用的是多晶金刚石复合材料,它具有优异的物理性能和化学稳定性,能够在高温高压条件下长时间保持良好的切削性能。
因此,在PDC钻头的设计中,需要选用高质量的多晶金刚石材料,并通过优化工艺,确保钻头的材料质量和性能达到要求。
综上所述,PDC钻头的设计基础涉及到钻头的结构尺寸、刀翼布置、刀翼形状和材料等方面,需要综合考虑不同的钻井工况和地质条件,以提高钻头的切削效率和使用寿命,同时保证钻头的安全可靠性。
只有在设计过程中充分考虑这些因素,才能设计出满足工程实际需要的高效PDC钻头。
你必须掌握的钻头知识(基础、易懂、珍藏版)

你必须掌握的钻头知识(基础、易懂、珍藏版)钻头分类按类型可分为刮⼑钻头、⽛轮钻头、⾦刚⽯钻头和PDC钻头等四种;按功⽤分为全⾯钻进钻头、取⼼钻头和特殊⼯艺⽤钻头(⽐如扩眼钻头、定向造斜钻头等)。
刮⼑钻头刮⼑钻头是旋转钻井使⽤最早的⼀种钻头,从⼗九世纪开始采⽤旋转钻井⽅法的时候就开始使⽤这种钻头,⽽且直到现在某些油⽥仍在使⽤。
这种钻头主要⽤在软地层和粘软地层,具有很⾼的机械钻速和钻头进尺。
刮⼑钻头最⼤的优点是结构简单,制造⽅便,成本低,各油⽥可⾃⾏设计和制造。
1)刮⼑钻头的结构刮⼑钻头由钻头体、刮⼑⽚、分⽔帽和喷嘴四部分组成。
钻头体是刮⼑钻头焊接刮⼑⽚和分⽔帽的本体,采⽤中碳钢材料加⼯⽽成。
下端焊接刮⼑⽚和分⽔帽,上端车有丝扣和钻柱连接。
刮⼑⽚⼜称⼑翼,是刮⼑钻头主要⼯作部件。
2)刮⼑钻头⼯作原理刮⼑钻头以切削⽅式破碎岩⽯。
刮⼑钻头在软的塑性地层⼯作时,其切削过程类似于⼑具切削软⾦属。
⼑⽚在钻压的作⽤下吃⼊地层,与此同时⼑刃前⾯的岩⽯在扭转⼒的作⽤下不断产⽣塑性流动,井底岩⽯被层层剥起。
刮⼑钻头钻进脆性较⼤的地层时,破碎岩⽯的过程则分为碰撞、压碎及⼩剪切和⼤剪切三个阶段:碰撞:刃前岩⽯破碎后,岩⽯对⼑⽚的扭转阻⼒减⼩,⼑⽚向前推进,碰撞刃前岩⽯;压碎及⼩剪切:⼑⽚在扭转⼒作⽤下压碎前⽅的岩⽯,使其产⽣⼩剪切破碎;扭转⼒增⼤:⼑⽚继续挤压前⽅岩⽯,当扭转⼒增⼤到极限值时,岩⽯沿剪切⾯产⽣⼤剪切破碎,然后扭转⼒突然减⼩。
碰撞、压碎及⼩剪切、⼤剪切这三个过程反复进⾏,形成刮⼑钻头破碎塑脆性岩⽯的全过程。
3)刮⼑钻头的正确使⽤刮⼑钻头适⽤于软地层和粘软地层。
钻进时需要适当控制钻压与转速,注意防斜、防蹩、防⽌⼑翼断裂。
由于刮⼑钻头在软地层中的机钻速较快,岩屑量较⼤,宜采⽤⼤排量钻进,充分清洗井底和冷却钻头。
刮⼑钻头钻进时,⼑翼外侧线速度较⾼,磨损速度较快,钻头容易磨损成锥形,此时要特别注意防斜和防⽌井径缩⼩。
钻头工作原理
钻头工作原理
钻头是一种常用的工具,用于在物体表面形成孔洞或开槽。
其工作原理可以简单地描述为:通过旋转切削物体。
钻头的主要部件是刀片和刀身。
刀片通常由硬质材料制成,例如钢或碳化钨。
刀身则是用来固定刀片并提供连接的部分。
当钻头旋转时,刀片表面的锋利刃口开始切削物体。
刀片的运动将物体的部分材料剥离,并形成一个圆形的孔洞。
刀片的切削效果取决于其形状和状态。
例如,刀片的尖角越锋利,切削效果越好。
另外,刀片的旋转速度和切削速度也会影响钻头的工作效果。
钻头的选择与要钻的物体有关。
不同材料需要使用不同类型的钻头,以获得最佳的切削效果和孔洞质量。
例如,钻木板和钢板通常需要使用不同材料和切削角度的钻头。
总之,钻头的工作原理是通过刀片的旋转切削物体,从而形成孔洞。
选择适当的钻头可以提高效率和切削质量。
钻头的基础和种类
第二副后刀面(刃背)
是指在切削中为了避免钻头外周与孔内表面发生不必要的摩擦而设计的间隙。
刃带
是指在圆周上没有被削除的圆柱面,在切削中起引导钻头的作用。
钻芯
由槽底形成的部分。
钻芯锥度
这是指给钻芯赋于的锥度,换句话就是说从钻尖到钻柄侧的芯厚逐渐增厚的值。(也有少数情况变薄)。钻芯锥度越大,钻头越不容易弯曲。
法也是适用于高速钢。
与氧化处理一们,使表面发生化学变化,所以不同于涂层。颜色呈银色。
涂层氧化处理氮化处理
各类物质的物性
硬度(HV)
奥氏体系不锈钢(洗物槽,浴缸等)
180~260
HSS高速钢
850~1050
硬质合金
1600~2000
氮化层
1100~1200
TiN涂层
2000
TiCN涂层
2700
TiA1N涂层
3.钻头的种类…………………………………………………………………………………9
(1)根据刃部材料及表面处理分类……………………………………………………………9
(2)按形状用途分类……………………………………………………………………………11
(3)按构造分类…………………………………………………………………………………14
像这样越接近钻头中心,刀刃的切削速度越
慢,因切削锋利性主变差,所以有必要采用
第1单元钻头的基础与种类
目次
1.钻头是什么…………………………………………………………………………………1
2.钻头各部分的名称…………………………………………………………………………2
(1)切削加工的用语…………………………………………………………………………2
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
by Xu_Hanguang
The Tool Company
D型
小横刃 带倒角
适用于:
• 铸铁, 可锻铸铁 • 铸钢
优点: • 钻头受力均匀,抗冲击性能好 • 散热性好
缺点: • 修磨量增加
by Xu_Hanguang
The Tool Company
E型
带自定心钻尖
适用于:
• 加工金属薄板件 • 质地较软的有色金属 • 预铸孔的加工
The Tool Company
GT 500
代码 长度规格 槽长 刀具材料 涂层 钻尖 钻芯 槽型度 钻芯锥度 柄部形式 Ø 范围 mm #513 #515 5xd 3xd DIN338 DIN1897 PM-HSS-E Fire 圆弧后刀面,顶角 130° mod. FormA/B NP109 NP116 30% 20% DIN 1835A 圆柱柄 2,0-13,0 2,0-13,0
Type GT
10 x d
3xd
Type GT: 宽大的排屑槽,适宜加工孔深为 3 x D 以上的孔
1xd
by Xu_Hanguang
退刀次数 : 2
d
The Tool Company
Type GT
Type N
5xd
10 x d
1,5 x d 1,5 x d
1,5 x d
1xd 3xd 1xd 1xd 加工同样的孔深 GT 100型钻头的退刀次数 明显要少
by Xu_Hanguang
(5xD)
S S F F
FN
S S F F
FN
S S F F
502 503 504 670 671
FN FN FN
618 619
FN FN
S S
S S
The Tool Company
麻花钻 GT100(抛物钻)
刃带氮化处理
TIN coated
FireX coated
The Tool Company
钻头
by Xu_Hanguang
The Tool Company
钻尖钻芯的几种形式 (DIN 1412 )
A型 B型 C型
小横刃 小横刃 且 修整前角 十字形钻尖
小横刃 带倒角,专门用于加工灰铸铁
D型
E型
带自定心钻尖,用于加工金属薄板 和 质地 较软的有色金属(铝, 铜)
Type N DIN 345
Type N DIN HSS MK MK 341 MK MK 346 1870 Series 1 Series 2 MK MK 266 267 D D MK 245 654 257 655 251 D S S D S S D HSCO 345 661 357 D S S D
S S
S
D
S
Type N – 圆柱柄
螺旋角 = 20°-30° 圆弧后刀面 顶角 = 118° 标准钻头,主要用来加工拉伸强度不超 过1200 N/mm² 合金或非合金钢, 灰铸铁, 球墨铸铁 以及 粉末金属
B D
317
D
D
DZ DZ DZ
235 236 237
D D D
The Tool Company Art.-Nr. 245
直柄麻花钻 Type VA (V2A/V4A)
圆弧后刀面 顶角: 130 度 螺旋角: 比标准的(30度)大 钻芯锥度: 标准 直径公差 Ø : h 8 螺旋角 35度
by Xu_Hanguang
The Tool Company
HSS 直柄麻花钻
带内冷孔
标准品范围: 3 ~13,00 mm
by Xu_Hanguang
GT100 HSS 549 652 2457 535 668 2462
FN
GT100 HSCO 622 658 2459 336
FN
Type GT100
螺旋角 = 38° 圆弧后刀面 顶角 = 130° 钻芯: Form A 芯厚: 比标准的大 主要用来加工拉伸强度不超过1000 N/mm² 合金或非合金钢, 灰铸铁。
by Xu_Hanguang
The Tool Company Art.-Nr. 207
Type W DIN 338
DIN 最大钻深 1897 (3xD) 338 (5xD) 340 345 DZ MK 219 247 B B DZ 207 B DZ Type W HSS 225 B
Type W
无倒角
by Xu_Hanguang
The Tool Company Art.-Nr.2479
RT 100 U DIN 6537 L
RT 100 U
圆弧后刀面 = 140° 钻芯: Ratio – 劈形钻尖 芯厚: 大于标准 适于加工长屑和短屑材料,如强度不超过
1200 N/mm² 的合金钢, 碳钢,铸铁,铸钢,黄铜, 青铜, 镁, 及AlSi合金 等多重应用
1xd
1xd
by Xu_Hanguang
0,5 x d
The Tool Company
直柄麻花钻 type Ti – 钛型
圆弧后刀面 顶角: 130 度 螺旋角: 比标准的(30度)大 钻芯锥度: 比 N型大 直径公差 Ø : h 8 螺旋角 35度
by Xu_Hanguang
The Tool Company
by Xu_Hanguang
d
The Tool Company
TYPE N
Type N
5xd
1,5 x d 1,5 x d
1,5 x d
1xd
1xd
1xd 1xd 0,5 x d
by Xu_Hanguang
Type N : 标准槽型
退刀次数 : 8
d
The Tool Company
TYPE GT
by Xu_Hanguang
The Tool Company
RT 100 / RT 150
RT系列产品-整体硬质合金钻头
by Xu_Hanguang
The Tool Company
钻尖几何形状比较
标准HSS Type N 硬质合金
Form A
Form C (ratio)
直的
内凹, 带倒棱
NE-Metalle 非金属
Hö herfeste 拉伸强度不 Stä hle bis 超过 850N/mm2 850
Aห้องสมุดไป่ตู้lgemeine 非合金钢 Baustä hle
N/mm² 的钢
by Xu_Hanguang
GT 500
优质粉末冶金 高速钢
The Tool Company
GT 500
by Xu_Hanguang
螺旋角 = 30°- 40° 圆弧后刀面 顶角 = 130°-140° 主要用来加工质地较软 切屑较长的 材料,例如铝,铝合金,铝镁合金 和 铜。
by Xu_Hanguang
The Tool Company
不同的螺旋角
aprox. 30 Grad
Type N
aprox. 15 Grad
Type H
by Xu_Hanguang
The Tool Company
A型
小横刃
适用于:
• 大直径钻头 - Ø • 大钻芯钻头
优点: • 自定心好 • 进给力小
缺点: • 修磨量增加 • 加工结构钢时易形成长屑
• 刀尖强度减弱
by Xu_Hanguang
The Tool Company
B型
小横刃 且 修整前角
The Tool Company
GU 500 钻尖型式
双后刀面,劈形钻尖
by Xu_Hanguang
The Tool Company
GU 500 特殊的槽型截面
槽型
by Xu_Hanguang
The Tool Company
GU 500 应用范围
Gusswerkstoffe 铸铁
不锈钢 Rostfreie Stä hle
GU 500
代码 长度规格 槽长 刀具材料 涂层 钻尖 钻芯 槽型 钻芯锥度 柄部形式 Ø 范围 mm
by Xu_Hanguang
#511 #512 5xd 3xd DIN338 DIN1897 HSCO TIN 双后刀面,顶角118° Form C – 劈形钻尖 NP181 v15% h30% v15% h20% 圆柱柄 DIN 1835A 2,00 ~ 20,00 mm
适用于:
• 耐酸钢 • 热处理钢 • 扩孔钻
优点: • 耐挤压 • 适合在硬材料表面打定位孔
缺点: • 进给力大 • 修磨量增加
by Xu_Hanguang
The Tool Company
C型
十字形钻尖
适用于:
• 加工坚硬的材料 • 深孔钻
优点: • 自定心好 • 进给力小
缺点: • 磨削困难, 只能机床磨
Type N – 莫氏锥柄
螺旋角 = 20°-30° 圆弧后刀面 顶角 = 118° 标准钻头,主要用来加工拉伸强度不超 过1200 N/mm² 合金或非合金钢, 灰铸铁, 球墨铸铁 以及 粉末金属。
345
351
D
by Xu_Hanguang
The Tool Company Art.-Nr. 206
The Tool Company
HSCO GT 80 w型 带内冷孔
有表面bright 和 TiN