DIN_ISO_178(塑料弯曲欧标)
产品使用法规欧标塑料制品
产品使用法规欧标塑料制品
欧标是欧洲的一种产品质量标准,用于规范各类产品的制造、使
用和销售。
对于塑料制品,欧标通常主要涉及以下方面:
1.材料和成分要求:欧标对塑料制品的材料和成分进行了严格的
规定,例如对于食品接触塑料制品,要求材料必须符合欧洲食品接触
材料法规,如欧洲的食品接触材料指令(EU Regulation No. 10/2011)等。
2.安全性和卫生要求:欧标对于塑料制品的安全性和卫生要求也
做出了详细的规定。
例如,对于儿童玩具中的塑料制品,欧洲玩具安
全标准(EU Toy Safety Directive)对其使用的塑料材料进行了限制
和测试。
3.环境影响要求:欧标也关注塑料制品的环境影响,对于可持续
发展和环境友好性提出了一系列要求。
例如,欧洲塑料制品回收和再
利用指令(EU Packaging and Packaging Waste Directive)要求塑
料制品在设计和生产时考虑材料的回收性和可再利用性。
此外,适用于塑料制品的欧标还包括塑料制品的尺寸、力学性能、耐候性、耐化学性等方面的要求。
塑料制品在使用之前需要通过相关
测试和认证,确保符合欧标的要求,并获得相应的标识。
总的来说,欧标在塑料制品方面的要求旨在保障产品质量、安全
性和环境友好性。
企业在开发和生产塑料制品时,需要做好材料选择、设计和生产控制,确保产品符合欧标的要求。
同时,欧标也促使企业
不断提升产品的技术和质量水平,满足市场的需求和消费者的期望。
ISO-178-2010塑料——弯曲性能的测定
ISO178-2010塑料——弯曲性能的测定1.范围1.1本国际标准规定了在特定条件下测定硬质(见3.12)和半硬质塑料弯曲性能的方法。
规定了标准试样尺寸,同时对适合使用的替代试样也提供了尺寸参数。
规定了试验速度范围。
1.2本标准用于在规定条件下研究试样弯曲特性,测定弯曲强度、弯曲模量和其他弯曲应力/应变关系。
本标准适用于两端自由支撑、中央加荷的试验(三点加载测试)。
1.3本标准适用于下列材料:——热塑性模塑、挤出铸造材料,包括填充和增强复合物;硬质热塑性板材;——热固性模塑材料,包括填充和增强复合物;热固性板材。
与ISO10350-1[5]和ISO10350-2[6]一致,本国际标准适用于测试以长度≤7.5mm纤维增强的复合物。
对于纤维长度>7.5mm的长纤维增强材料(层压材料)的测试,见ISO14125[7]。
本标准通常不适用于硬质多孔材料和含有多孔材料的夹层结构材料。
对这些材料的测试,可采用ISO1209-1[3]和/或ISO1209-2[4]。
注:对于某些纺织纤维增强的塑料,最好采用四点弯曲试验,见ISO14125。
1.4本方法中所用的试样可以是选定尺寸的模塑试样,用标准多用途试样中部机加工的试样(见ISO20753),或者从成品或半成品入模塑件、挤出或浇铸板材经机加工的试样。
1.5本标准推荐了最佳试样尺寸。
用不同尺寸或不同条件制备的试样进行试验,其结果是不可比较的。
其他因素,如试验速度和试样的状态调节也会影响试验结果。
注:尤其是半结晶聚合物,由模塑条件决定的样品表层厚度会影响弯曲性能。
1.6本方法不适用于确定产品设计参数,但可用于材料测试和质量控制测试。
1.7对于表现出非线性应力/应变特性的材料,其弯曲性能只为公称值。
给出的计算公式都基于应力/应变为线性的假设,且对样品挠度小于厚度的情况下有效。
使用推荐的试样尺寸(80mm X10mm X4mm),在传统的3.5%弯曲应变和跨距与厚度比L/h为16的情况下,挠度为1.5h。
中文版 ISO 178-2010

ISO 178-2010塑料——弯曲性能的测定1.范围1.1本国际标准规定了在特定条件下测定硬质(见3.12)和半硬质塑料弯曲性能的方法。
规定了标准试样尺寸,同时对适合使用的替代试样也提供了尺寸参数。
规定了试验速度范围。
1.2本标准用于在规定条件下研究试样弯曲特性,测定弯曲强度、弯曲模量和其他弯曲应力/应变关系。
本标准适用于两端自由支撑、中央加荷的试验(三点加载测试)。
1.3本标准适用于下列材料:——热塑性模塑、挤出铸造材料,包括填充和增强复合物;硬质热塑性板材;——热固性模塑材料,包括填充和增强复合物;热固性板材。
与ISO 10350-1[5]和ISO 10350-2[6]一致,本国际标准适用于测试以长度≤7.5 mm纤维增强的复合物。
对于纤维长度>7.5 mm的长纤维增强材料(层压材料)的测试,见ISO 14125[7]。
本标准通常不适用于硬质多孔材料和含有多孔材料的夹层结构材料。
对这些材料的测试,可采用ISO 1209-1[3]和/或ISO 1209-2[4]。
注:对于某些纺织纤维增强的塑料,最好采用四点弯曲试验,见ISO 14125。
1.4本方法中所用的试样可以是选定尺寸的模塑试样,用标准多用途试样中部机加工的试样(见ISO 20753),或者从成品或半成品入模塑件、挤出或浇铸板材经机加工的试样。
1.5本标准推荐了最佳试样尺寸。
用不同尺寸或不同条件制备的试样进行试验,其结果是不可比较的。
其他因素,如试验速度和试样的状态调节也会影响试验结果。
注:尤其是半结晶聚合物,由模塑条件决定的样品表层厚度会影响弯曲性能。
1.6本方法不适用于确定产品设计参数,但可用于材料测试和质量控制测试。
1.7对于表现出非线性应力/应变特性的材料,其弯曲性能只为公称值。
给出的计算公式都基于应力/应变为线性的假设,且对样品挠度小于厚度的情况下有效。
使用推荐的试样尺寸(80 mm X 10 mm X 4 mm),在传统的3.5%弯曲应变和跨距与厚度比L/h为16的情况下,挠度为1.5 h。
塑料物性检测标准ISO ASTM DIN_对比

无
无
无
•精选ppt
9 Charpy
11标准
样条尺寸 测试方法 特殊说明
ISO 179
80*10*4(缺口2) 支撑线间距离62
GB 1043-96
80*10*4(缺口2) 支撑线间距离60
1.铣缺口 2.测量试样尺寸
3.选择摆锤(能量最大), 调节校准仪器
4.抬起摆锤,放置试样, 缺口背对刀刃
破坏时吸收的能量在摆 锤能量10-85%之间
GB 1843-96
80*10*4(缺口2) 能量2.75J,冲击速度3.5
1.铣缺口 2.测量录入试样尺寸
3.调节校准仪器 4.抬起摆锤,夹持试样
5.释放摆锤,记录数据
破坏时吸收的能量在摆 锤能量10-80%之间
ASTM D256
63.5± 2.0*12.7*3.2-
12.7(缺口2.54)
DIN
塑料在液体传热介质中 ,在一定的 负荷 , 一定的等速升温速率下 ,试 样被1mm2压铮头压入1mm时的温 度 , 即维卡软化温度
1. 试样平放于底座上压针下
2.放入加热装置中5min后施加负荷, 仪器清零
最少2个试样 起始温度20-23度 A50,A120负荷10N
B50,B120负荷50N
3.50度或120度/min匀速升温,搅拌 , 50, 120表示升温
5.释放摆锤,读取数据
ASTM D
6110 – 06
127*12.7*3.2(缺口2.54) 能量2.7 ±0. 14 J ,冲击速 度
DIN 53453
80*10*4(缺口2)
•精选ppt
10 HDT
12 标准
样条尺寸 测试方法 特殊说明
产品使用法规欧标塑料制品

产品使用法规欧标塑料制品(实用版)目录1.欧标塑料制品的概述2.欧标塑料制品的使用法规3.欧标塑料制品的优势与应用范围4.我国对欧标塑料制品的监管政策5.欧标塑料制品的未来发展趋势正文一、欧标塑料制品的概述欧标塑料制品是指遵循欧洲标准生产的塑料产品。
欧洲标准在环保、安全、质量等方面有着严格的要求,因此欧标塑料制品在全球范围内具有较高的认可度。
这类产品广泛应用于日常生活、工业生产、医疗卫生等众多领域。
二、欧标塑料制品的使用法规欧标塑料制品的使用需遵循相关法规,包括但不限于以下几点:1.欧标塑料制品必须符合欧洲法规(EU)No.10/2011的规定,该法规对塑料制品中的有害物质限量、重金属迁移限量等做出了明确规定。
2.欧标塑料制品应具有良好的可回收性,以减少环境污染。
3.欧标塑料制品在生产、使用和废弃处理过程中,需严格遵循环保要求。
三、欧标塑料制品的优势与应用范围欧标塑料制品具有以下优势:1.安全环保:符合欧洲法规的要求,对人体和环境无害。
2.质量可靠:生产过程中遵循严格的欧洲标准,产品质量有保障。
3.应用广泛:可用于日常生活、工业生产、医疗卫生等众多领域。
四、我国对欧标塑料制品的监管政策我国对欧标塑料制品的监管政策主要包括以下几点:1.进口监管:进口欧标塑料制品需符合我国相关法规和标准,否则将被禁止进口。
2.生产许可:企业在生产欧标塑料制品时,需获得相应的生产许可证。
3.质量抽检:市场监管部门定期对欧标塑料制品进行质量抽检,确保产品符合标准。
五、欧标塑料制品的未来发展趋势随着人们对环保、安全、质量等方面要求的提高,欧标塑料制品在未来将继续保持良好的发展趋势。
塑料标准样条四个标准
面积不小于10*10,厚度3-6.4
UL-94
阻燃样条
长:125±5宽:13.0±0.5厚:最大不超过13mm,0.75+0.05,1.5+0.1,3.0+0.2,
ISO
拉伸样条
长:大于150 宽:10.0±0.2厚:4.0±0.2
弯曲样条
简支梁:长:80±2 宽:10.0±0.2 厚:4.0±0.2跨距:16±1厚度
热变形样条
长:120.0±10.0 厚:3.0-4.2 宽:9.8-15
长:80±2.0 厚:4±0.2 宽:10±0.2
洛氏硬度
厚度:至少6mm面积:至少可以测试五个点,点与点之间距离不少于10mm,点离样片边缘不少于10mm
测试标准号对照
项目
ASTM标准
项目
ISO标准
项目
DIN标准
项目
GB标准
TS:
冲击样条
长:64±2.0 厚:12.70±0.20 宽:3.0-12.7
缺口剩余厚度:10.2±0.05 缺口底角半径:0.25R±0.05 缺口弧度:45。±1.
洛氏硬度样块
面积不小于50*50,厚度不小于六毫米
维卡样条
面积不小于10*10,厚度:3-6.5
热变形样条
长:127±2 宽: 13±0.2 厚3-13
MI
DIN EN ISO1133
MI
GB3682
HDT
D648
HDT
ISO75
HDT
DIN EN ISO75
HDT
GB1643
维卡
D1525
维卡
ISO306
维卡
DIN ENISO306
DIN ISO178-1997抗弯性能测定的测试原理仪器及计算

测试原理:作为一个支撑梁,试样在跨距中点不断地发生偏斜,直到断裂或者形变达到某个预定值。 在这个过程中我们要测量对样品所施加的应力。
图 1-弯曲压力对弯曲形变和偏斜的典型曲线 仪器要求:能维持如表 1 所述的测试速率。 表 1-测试速度的推荐值 速率 mm/min 11) 2 5 公差 % ±202) ±202) ±20 速率 mm/min 10 20 50 公差 % ±20 ±10 ±10 速率 mm/min 100 200 500 公差 % ±10 ±10 ±10
:
文件整理:张国权
9. 力传感器:世铨 CELTRON(美)和测力范围配套传感器 10.拉伸起始力值定位:a 施加任意张力;b 松弛拉伸—张力数字设定 11.保护系统:位移上下极限(硬件) 、力值过载(软件) 、电源异常自动保护;急停开关手动保护 12.撕破、剥离:按照标准要求到到位手动返回;数字设定自动返回;峰值可设定 13.培训服务:电脑帮助中《应用手册》自助培训,按照目录索引点击,浏览完毕点击返回目录 14.自编程:报表内容丰俭由人;力值、位移单位可选;项目记录名字命名、默认均可;力值、速度、 时间必要时均可数字设定;测试过程全部记录、长期保存,数据按照自编报表给出、Excel;记录曲线可以从若干叠加中任取任意个数,对全程任何点 进行宏观和微观分析、入表 15.随机软件包:断裂强力和伸长率、定负荷、定伸长的测试 16.有偿可选软件模块包:顶破、刺破、撕破、剥离、脱缝、蠕变、定负荷、定伸长、弹性回复、土 工布相关等等,甚至可为专业用户编制专业软件包 17.随机夹持器:常规条样断裂强力夹持器 18.有偿可选夹持器:大力值断裂、皮革、压缩、弯曲、抓样、顶破、刺破、撕破(宽) 、脱缝、线缆、 带状、气动等各种夹持器 19.引伸计(有偿可选设备)测量范围:标距 12~200mm;行程 800mm;精度 1% 外观形貌
塑料标准样条(四个标准)

ISO294
收缩率
/
收缩率
GB/T1037
吸水率
D570
吸水率
ISO62
吸水率
/
吸水率
GB/T1034
球压痕硬度
/
球压痕硬度
ISO2039/1
球压痕硬度
DIN ENISO2039/1
球压痕硬度
GB3398
阻燃性
UL-94
阻燃性
ISO1210
阻燃性
DIN EN ISO1210
阻燃性
GB2048(水)
EL:
D638
EL:
ISO527
EL:
DIN EN ISO527
EL:
GB1040
FS:
D790
FS:
ISO178
FS:
DIN EN ISO178
FS:
GB9341
FM:
D790
FM:
ISO178
FM:
DIN EN ISO178
FM:
GB9341
IS1/4“
D256
缺口冲击
ISO180/ISO179
冲击样条
长:80±2宽:10.0±0.2厚:4.0±0.2跨距:62-0.0+0.5
长:80±2宽:10.0±0.2宽:4.0±0.2(悬臂梁无缺口)
长:80±2宽:10.0±0.2宽:4.0±0.2(悬臂梁缺口)缺口剩余厚度:8.0±0.2
维卡样条
厚:3-6.5面积:不少于10mm2
热变形样条
长:120.0±10.0厚:3.0-4.2宽:9.8-15
缺口冲击
DIN EN ISO180/ISO179
缺口冲击
DIN EN ISO 178-2011

April 2011English price group 13No part of this translation may be reproduced without prior permission ofDIN Deutsches Institut für Normung e. V., Berlin. Beuth Verlag GmbH, 10772 Berlin, Germany,has the exclusive right of sale for German Standards (DIN-Normen).!$nb$"1756301www.din.de ©www.beuth.de03.11DIN EN ISO 178:2011-04A comma is used as the decimal marker.National forewordThis standard has been prepared by Technical Committee ISO/TC 61 “Plastics” in collaboration with Technical Committee CEN/TC 249 “Plastics” (Secretariat: NBN, Belgium).The responsible German body involved in its preparation was the Normenausschuss Kunststoffe (Plastics Standards Committee), Working Committee NA 054-01-02 AA Mechanische Eigenschaften und Probekörperherstellung.The International Standards referred to in this document have been published as the corresponding DIN EN or DIN EN ISO Standards with the same number. For the International Standards ISO 2602, ISO 16012 and ISO 20753 there are no national standards available.AmendmentsThis standard differs from DIN EN ISO 178:2006-04 as follows:a) the standard has been editorially revised;b) normative references in Clause 2 have been updated; they are now undated (except for ISO 294-1);c) Clause 4 “Principle” has been reworded;d) Figure 3 “Accuracy requirements for determination of flexural modulus” and Figure 5 “Cross-sectionof injection-moulded test specimen showing sink marks and draft angle (exaggerated) have been added; the remaining figures have been renumbered;e) the former Annex A “Compliance correction” has been deleted and thus the former Annex B is nowAnnex A “Precision statement”;f) Annex B (informative) “Influence of changes in test speed on the measured values of flexuralproperties” has been added;g) the Bibliography has been added.Previous editionsDIN 53452: 1941-05, 1944-11, 1955x-02, 1977-04DIN 53453: 1943-11, 1952-02, 1954-07, 1958-05, 1965-10, 1975-05DIN 53457: 1968-05, 1987-06, 1987-10DIN EN ISO 178: 1997-02, 2003-06, 2006-042EUROPEAN STANDARD NORME EUROPÉENNE EUROPÄISCHE NORMEN ISO 178 December2010ICS 83.080.01Supersedes EN ISO 178:2003English VersionPlastics —Determination of flexural properties(ISO 178:2010)Plastiques —Détermination des propriétés en flexionISO 178:2010)Kunststoffe — Bestimmung der Biegeeigenschaften(ISO 178:2010)This European Standard was approved by CEN on 14 December 2010.CEN members are bound to comply with the CEN/CENELEC Internal Regulations which stipulate the conditions for giving this European Standard the status of a national standard without any alteration. Up-to-date lists and bibliographical references concerning such national standards may be obtained on application to the CEN-CENELEC Management Centre or to any CEN member.This European Standard exists in three official versions (English, French, German). A version in any other language made by translation under the responsibility of a CEN member into its own language and notified to the CEN-CENELEC Management Centre has the same status as the official versions.CEN members are the national standards bodies of Austria, Belgium, Bulgaria, Croatia, Cyprus, Czech Republic, Denmark, Estonia, Finland, France, Germany, Greece, Hungary, Iceland, Ireland, Italy, Latvia, Lithuania, Luxembourg, Malta, Netherlands, Norway, Poland, Portugal, Romania, Slovakia, Slovenia, Spain, Sweden, Switzerland and United Kingdom.EUROPEAN COMMITTEE FOR STANDARDIZATIONC O M I TÉE U R O PÉE NDE N O R M A LI S A T I O NEUR OPÄIS C HES KOM ITEE FÜR NOR M UNGManagement Centre: Avenue Marnix 17, B-1000 Brussels© 2010 CEN All rights of exploitation in any form and by any means reservedworldwide for CEN national Members.Ref. No. EN ISO 178:2010: EContentsPageForeword............................................................................................................................................................3 1 Scope......................................................................................................................................................4 2 Normative references............................................................................................................................5 3 Terms and definitions...........................................................................................................................5 4 Principle .................................................................................................................................................8 5 Test machine..........................................................................................................................................8 5.1 General...................................................................................................................................................8 5.2 Test speed..............................................................................................................................................8 5.3 Supports and loading edge..................................................................................................................9 5.4 Force- and deflection-measuring systems.........................................................................................9 5.5 Equipment for measuring the width and thickness of the test specimens...................................10 6 Test specimens....................................................................................................................................11 6.1 Shape and dimensions.......................................................................................................................11 6.2 Anisotropic materials..........................................................................................................................12 6.3 Preparation of test specimens...........................................................................................................12 6.4 Specimen inspection...........................................................................................................................13 6.5 Number of test specimens..................................................................................................................13 7 Atmosphere for conditioning and testing.........................................................................................13 8 Procedure.............................................................................................................................................13 9 Calculation and expression of results..............................................................................................16 9.1 Flexural stress.....................................................................................................................................16 9.2 Flexural strain......................................................................................................................................16 9.3 Flexural modulus.................................................................................................................................17 9.4 Statistical parameters.........................................................................................................................17 9.5 Significant figures...............................................................................................................................17 10 Precision ..............................................................................................................................................18 11Test report (18)Annex A (informative) Precision statement....................................................................................................19 Annex B (informative) Influence of changes in test speed on the measured values of flexuralproperties.............................................................................................................................................21 Bibliography (22)2EN ISO 178:2010 (E)DIN EN ISO 178:2011-04DIN EN ISO 178:2011-04EN ISO 178:2010 (E)ForewordThis document (EN ISO 178:2010) has been prepared by Technical Committee ISO/TC 61 “Plastics” in collaboration with Technical Committee CEN/TC 249 “Plastics” the secretariat of which is held by NBN.This European Standard shall be given the status of a national standard, either by publication of an identical text or by endorsement, at the latest by June 2011, and conflicting national standards shall be withdrawn at the latest by June 2011.Attention is drawn to the possibility that some of the elements of this document may be the subject of patent rights. CEN [and/or CENELEC] shall not be held responsible for identifying any or all such patent rights.This document supersedes EN ISO 178:2003.According to the CEN/CENELEC Internal Regulations, the national standards organizations of the following countries are bound to implement this European Standard: Austria, Belgium, Bulgaria, Croatia, Cyprus, Czech Republic, Denmark, Estonia, Finland, France, Germany, Greece, Hungary, Iceland, Ireland, Italy, Latvia, Lithuania, Luxembourg, Malta, Netherlands, Norway, Poland, Portugal, Romania, Slovakia, Slovenia, Spain, Sweden, Switzerland and the United Kingdom.Endorsement noticeThe text of ISO 178:2010 has been approved by CEN as a EN ISO 178:2010 without any modification.3DIN EN ISO 178:2011-04EN ISO 178:2010 (E)1 Scope1.1 This International Standard specifies a method for determining the flexural properties of rigid (see 3.12) and semi-rigid plastics under defined conditions. A standard test specimen is defined, but parameters are included for alternative specimen sizes for use where appropriate. A range of test speeds is included.1.2 The method is used to investigate the flexural behaviour of the test specimens and to determine the flexural strength, flexural modulus and other aspects of the flexural stress/strain relationship under the conditions defined. It applies to a freely supported beam, loaded at midspan (three-point loading test).1.3 The method is suitable for use with the following range of materials:⎯thermoplastic moulding, extrusion and casting materials, including filled and reinforced compounds in addition to unfilled types; rigid thermoplastics sheets;⎯thermosetting moulding materials, including filled and reinforced compounds; thermosetting sheets.In agreement with ISO 10350-1[5] and ISO 10350-2[6], this International Standard applies to fibre-reinforced compounds with fibre lengths u7,5 mm prior to processing. For long-fibre-reinforced materials (laminates) with fibre lengths > 7,5 mm, see ISO 14125[7].The method is not normally suitable for use with rigid cellular materials or sandwich structures containing cellular material. In such cases, ISO 1209-1[3] and/or ISO 1209-2[4] can be used.NOTE For certain types of textile-fibre-reinforced plastic, a four-point bending test is preferred. This is described in ISO 14125.1.4 The method is performed using specimens which may be either moulded to the specified dimensions, machined from the central section of a standard multipurpose test specimen (see ISO 20753) or machined from finished or semi-finished products, such as mouldings, laminates, or extruded or cast sheet.1.5 The method specifies the preferred dimensions for the test specimen. Tests which are carried out on specimens of different dimensions, or on specimens which are prepared under different conditions, can produce results which are not comparable. Other factors, such as the test speed and the conditioning of the specimens, can also influence the results.NOTE Especially for semi-crystalline polymers, the thickness of the oriented skin layer, which is dependent on the moulding conditions, also affects the flexural properties.1.6 The method is not suitable for the determination of design parameters but can be used in materials testing and as a quality control test.1.7 For materials exhibiting non-linear stress/strain behaviour, the flexural properties are only nominal. The equations given have been derived assuming linear elastic behaviour and are valid for deflections of the specimen that are small compared to its thickness. With the preferred specimen (which measures 80 mm × 10 mm × 4 mm) at the conventional flexural strain of 3,5 % and a span-to-thickness ratio, L/h, of 16, the deflection is 1,5h. Flexural tests are more appropriate for stiff and brittle materials showing small deflections at break than for very soft and ductile ones.1.8 Contrary to the previous editions of this International Standard, this edition specifies two methods, method A and method B. Method A is identical to the method in previous editions of this International Standard, i.e. it uses a strain rate of 1 %/min throughout the test. Method B uses two different strain rates: 1 %/min for the determination of the flexural modulus and 5 %/min or 50 %/min, depending on the ductility of the material, for the determination of the remainder of the flexural stress-strain curve.4DIN EN ISO 178:2011-04EN ISO 178:2010 (E)2 Normative referencesThe following referenced documents are indispensable for the application of this document. For dated references, only the edition cited applies. For undated references, the latest edition of the referenced document (including any amendments) applies.ISO 291, Plastics — Standard atmospheres for conditioning and testingISO 293, Plastics — Compression moulding of test specimens of thermoplastic materialsISO 294-1:1996, Plastics — Injection moulding of test specimens of thermoplastic materials — Part 1: General principles, and moulding of multipurpose and bar test specimensISO 295, Plastics — Compression moulding of test specimens of thermosetting materialsISO 2602, Statistical interpretation of test results — Estimation of the mean — Confidence intervalISO 2818, Plastics — Preparation of test specimens by machiningISO 7500-1, Metallic materials — Verification of static uniaxial testing machines — Part 1: Tension/compression testing machines — Verification and calibration of the force-measuring systemISO 9513, Metallic materials — Calibration of extensometers used in uniaxial testingISO 10724-1, Plastics — Injection moulding of test specimens of thermosetting powder moulding compounds (PMCs) — Part 1: General principles, and moulding of multipurpose test specimensISO 16012, Plastics — Determination of linear dimensions of test specimensISO 20753, Plastics — Test specimensISO 23529, Rubber — General procedures for preparing and conditioning test pieces for physical test methods3 Terms and definitionsFor the purposes of this document, the following terms and definitions apply.3.1test speedvrate of relative movement between the specimen supports and the loading edgeNOTE It is expressed in millimetres per minute (mm/min).3.2flexural stressσfnominal stress at the outer surface of the test specimen at midspanNOTE It is calculated from the relationship given in 9.1, Equation (5), and is expressed in megapascals (MPa).5DIN EN ISO 178:2011-04EN ISO 178:2010 (E)3.3flexural stress at breakσfBflexural stress at break of the test specimen (see Figure 1, curves a and b)NOTE It is expressed in megapascals (MPa).3.4flexural strengthσfMmaximum flexural stress sustained by the test specimen during a bending test (see Figure 1, curves a and b) NOTE It is expressed in megapascals (MPa).3.5flexural stress at conventional deflectionσfcflexural stress at the conventional deflection, s C, defined in 3.7 (see also Figure 1, curve c)NOTE It is expressed in megapascals (MPa).3.6deflectionsdistance over which the top or bottom surface of the test specimen at midspan deviates from its original position during flexureNOTE It is expressed in millimetres (mm).3.7conventional deflections Cdeflection equal to 1,5 times the thickness, h, of the test specimenNOTE 1 It is expressed in millimetres (mm).NOTE 2 Using a span, L, of 16h, the conventional deflection corresponds to a flexural strain (see 3.8) of 3,5 %.3.8flexural strainεfnominal fractional change in length of an element of the outer surface of the test specimen at midspanNOTE 1 It is expressed as a dimensionless ratio or a percentage (%).NOTE 2 It is calculated in accordance with the relationships given in 9.2, Equations (6) and (7).6DIN EN ISO 178:2011-04EN ISO 178:2010 (E)Curve a Specimen that breaks before yielding.Curve b Specimen that gives a maximum and then breaks before the conventional deflection, s C.Curve c Specimen that neither gives a maximum nor breaks before the conventional deflection, s C.Figure 1 — Typical curves of flexural stress, σf, versus flexural strain, εf, and deflection, s3.9flexural strain at breakεfBflexural strain at which the test specimen breaks (see Figure 1, curves a and b)NOTE It is expressed as a dimensionless ratio or a percentage (%).3.10flexural strain at flexural strengthεfMflexural strain at maximum flexural stress (see Figure 1, curves a and b)NOTE It is expressed as a dimensionless ratio or a percentage (%).3.11modulus of elasticity in flexureflexural modulusE fratio of the stress difference, σf2−σf1, to the corresponding strain difference, εf2 (= 0,002 5) −εf1 (= 0,000 5) [see 9.3, Equation (9)]NOTE 1 It is expressed in megapascals (MPa).NOTE 2 The flexural modulus is only an approximate value of Young's modulus of elasticity.73.12rigid plasticplastic that has a modulus of elasticity in flexure or, if that is not applicable, then in tension, greater than 700 MPa [ISO 472[1]]3.13span between specimen supports Ldistance between the points of contact between the test specimen and the test specimen supports (see Figure 2)NOTEIt is expressed in millimetres (mm).3.14flexural strain rate rrate at which the flexural strain (see 3.8) increases during a testNOTEIt is expressed in reciprocal seconds (s −1) or percent per second (%⋅s −1).4 PrincipleA test specimen of rectangular cross-section, resting on two supports, is deflected by means of a loading edge acting on the specimen midway between the supports. The test specimen is deflected in this way at a constant rate at midspan until rupture occurs at the outer surface of the specimen or until a maximum strain of 5 % (see 3.8) is reached, whichever occurs first. During this procedure, the force applied to the specimen and the resulting deflection of the specimen at midspan are measured.5 Test machine5.1 GeneralThe machine shall comply with ISO 7500-1 and ISO 9513 and the requirements given in 5.2 to 5.4.5.2 Test speedThe test machine shall be capable of maintaining the test speed (see 3.1), as specified in Table 1.Table 1 — Recommended values of the test speed, vTest speed, v mm/minTolerance%1a ±20 2 ±20 5 ±20 10 ±20 20 ±10 50 ±10 100 ±10 200 ±10 500±10aThe lowest speed is used for specimens with thicknesses between 1 mm and 3,5 mm (see also 8.5).8EN ISO 178:2010 (E)DIN EN ISO 178:2011-045.3 Supports and loading edgeTwo supports and a central loading edge shall be arranged as shown in Figure 2. The supports and the loading edge shall be parallel to within ±0,2 mm over the width of the test specimen.The radius, R1, of the loading edge and the radius, R2, of the supports shall be as follows:R1 = 5,0 mm ± 0,2 mm;R2 = 2,0 mm ± 0,2 mm for test specimen thicknesses u 3 mm;R2 = 5,0 mm ± 0,2 mm for test specimen thicknesses > 3 mm.The span, L, shall be adjustable.Key1 test specimen h thickness of specimenF applied force l length of specimenR1radius of loading edge L length of span between supportsR2 radius of supportsFigure 2 — Position of test specimen at start of test5.4 Force- and deflection-measuring systems5.4.1 Force-measuring systemThe force-measuring system shall comply with the requirements of class 1 as defined in ISO 7500-1.5.4.2 Deflection-measuring systemThe deflection-measuring system shall comply with the requirements of class 1 as defined in ISO 9513. This shall be valid over the whole range of deflections to be measured. Non-contact systems may be used provided they meet the accuracy requirements stated above. The measurement system shall not be influenced by machine compliance.When determining the flexural modulus, the deflection-measuring system shall be capable of measuring the change in deflection to an accuracy of 1 % of the relevant value or better, corresponding to ±3,4 µm for a support span, L, of 64 mm and a specimen thickness, h, of 4,0 mm (see Figure 3). Other support spans and specimen thicknesses will lead to different requirements for the accuracy of the deflection-measuring system.Any deflection indicator capable of measuring deflection to the accuracy specified above is suitable.NOTE The crosshead displacement includes not only the specimen deflection but also the indentation of the loading edge and the supports into the specimen and deformation of the machine. The last of these is machine-dependent as well as load-dependent. Results determined on different types of machine are therefore not comparable.In general, measurement of crosshead displacement is not suitable for modulus determination unless a compliance correction is applied.Keyσ flexural stressε flexuralstrains corresponding deflection for a specimen thickness of 4 mm and a span between supports of 64 mmFigure 3 — Accuracy requirements for determination of flexural modulus5.5 Equipment for measuring the width and thickness of the test specimens5.5.1 Rigid materials5.5.1.1 Specimen thicknessMeasure the thickness using a micrometer, at points lying within ±2 mm of the centre of the specimen, in accordance with ISO 16012, but using a micrometer that has an accuracy of ±0,01 mm as opposed to the accuracy of ±0,02 mm specified in ISO 16012. The presser foot shall have a flat, circular contact face with a diameter of W 4 mm and the anvil shall have a spherical contact face of radius 50 mm to avoid errors caused by misalignment with the test piece.5.5.1.2 Specimen widthMeasure the width in accordance with ISO 16012, using a micrometer that has an accuracy of ±0,02 mm as specified in ISO 16012. The presser foot shall have either a flat contact face which is circular with a diameter of 1 mm or a rectangular contact face with the side which will be parallel to the specimen thickness direction 1 mm long.5.5.2 Flexible materialsMeasure the dimensions of the test specimens in accordance with ISO 23529.6 Test specimens6.1 Shape and dimensions6.1.1 GeneralThe dimensions of the test specimens shall comply with the relevant material standard and, as applicable, with 6.1.2 or 6.1.3. Otherwise, the type of specimen shall be agreed between the interested parties.6.1.2 Preferred specimen typeThe dimensions, in millimetres, of the preferred test specimen are:length, l: 80± 2width, b: 10,0± 0,2thickness, h: 4,0± 0,2In any one test specimen, the thickness within the central third of the length shall not deviate by more than 2 % from its mean value. The width shall not deviate from its mean value within this part of the specimen by more than 3 %. The specimen cross section should preferably be rectangular, with no rounded edges, except as noted in 6.4.The preferred specimen may be machined from the central part of a multipurpose test specimen complying with ISO 20753.6.1.3 Other test specimensWhen it is not possible or desirable to use the preferred test specimen, use a specimen with the dimensions given in Table 2.NOTE Certain specifications require that test specimens from sheets of thickness greater than a specified upper limit be reduced to a standard thickness by machining one face only. In such cases, it is conventional practice to place the test specimen such that the original surface of the specimen is in contact with the two supports and the force is applied by the central loading edge to the machined surface of the specimen.Table 2 — Values of specimen width, b, in relation to thickness, hDimensions in millimetresNominal thickness, h Width,b a (±0,5)1 <h u 3 25,03 <h u 5 10,05 <h u 10 15,010 <h u 20 20,020 <h u 35 35,035 <h u 50 50,0a For materials with very coarse fillers, the minimum width shall be 30 mm.6.2 Anisotropic materials6.2.1 In the case of materials having flexural properties that depend on direction, the test specimens shall be chosen so that the flexural stress will be applied in the same manner and direction as would be experienced in the end-use application, if known. The relationship between the test specimen and the end-product envisaged will determine the feasibility of using standard test specimens.NOTE The position or orientation and the dimensions of the test specimens sometimes have a very significant influence on the test results.6.2.2 When the material shows a significant difference (>20 %) in flexural properties in two principal directions, it shall be tested in these two directions. The orientation of the test specimen relative to the principal directions shall be recorded (see Figure 4).KeyL product length directionW product width directionPosition of specimen Direction of product Direction of forceLN LengthNormalWN WidthLP LengthParallelWP WidthFigure 4 — Position of test specimen in relation to product direction and direction of force6.3 Preparation of test specimens6.3.1 From moulding, extrusion and casting compoundsSpecimens shall be prepared in accordance with the relevant material specification. When none exists, and unless otherwise specified, specimens shall be either directly compression-moulded in accordance with ISO 293 or ISO 295 or injection-moulded in accordance with ISO 294-1 or ISO 10724-1, as appropriate.6.3.2 From sheetsSpecimens shall be machined from sheets or from finished or semi-finished products in accordance with ISO 2818.6.4 Specimen inspectionThe specimens shall be free of twist and preferably have mutually perpendicular surfaces (see, however, the Note). All surfaces and edges shall be free from sink marks, scratches, pits and flash (see ISO 294-1:1996, Amendment 2:2005, Annex D).The specimens shall be checked for conformity with these requirements by visual observation against a straight edge, carpenter's square or flat plate, and by measuring with micrometer calipers.Specimens showing measurable or observable departure from one or more of these requirements shall be rejected or machined to proper size and shape before testing.NOTE Injection-moulded test specimens usually have draft angles of between 1° and 2° to facilitate demoulding. Therefore the side faces in injection-moulded specimens will generally not be parallel. In addition, injection-moulded specimens are never absolutely free of sink marks. Furthermore, due to differences in the cooling history, the thickness at the centre of the specimen is generally smaller than at the edge.6.5 Number of test specimens6.5.1 At least five test specimens shall be tested in each direction of test (see Figure 4). The number of specimens may be more than five if greater precision of the mean value is required. It is possible to evaluate this by means of the confidence interval (95 % probability, see ISO 2602).6.5.2 In the case of directly injection-moulded test specimens, at least five shall be tested.It is recommended that specimens always be tested oriented in the same way, i.e. with the surface which was in contact with the cavity plate or that which was in contact with the fixed plate (see ISO 294-1 or ISO 10724-1, as appropriate) always in contact with the supports, in order to exclude the effects of any asymmetry generated by the moulding process.6.5.3 The results from test specimens that rupture outside the central third of their span length shall be discarded and new test specimens tested in their place.7 Atmosphere for conditioning and testingThe test specimens shall be conditioned as specified in the standard for the material being tested. In the absence of this information, select the most appropriate conditions from ISO 291, unless otherwise agreed upon by the interested parties, e.g. for testing at high or low temperatures. The preferred set of conditions in ISO 291 is standard atmosphere 23/50, except when the flexural properties of the material are known to be insensitive to moisture, in which case humidity control is unnecessary.8 Procedureb, of the test specimens to the nearest 0,1 mm and the thickness, h, to the nearest width,8.1 Measurethe0,01 mm at the centre of the test specimens (see Note 1 and Figure 5). Calculate the mean thickness, h, for the set of specimens.NOTE 1 Injection-moulded test specimens are never exactly flat or rectangular in cross section. Measuring the thickness at the centre of the specimen gives the smallest value of the thickness.。
美标,欧标材料对照表

德标欧标国际国标对照表德标、欧标、国际、国标对照表—— DIN EN ISO GB 对照表新德标 DIN EN ISO 4014 DIN EN ISO 4016 DIN EN ISO 4017 DIN EN ISO 4018 DIN EN ISO 8676旧德标 DIN 931-1 DIN 601 DIN 933 DIN 558 DIN 961DIN EN ISO 8765DIN 960DIN EN ISO 4032 DIN EN ISO 4033 DIN EN ISO 4034 DIN EN ISO 4035DIN 934DIN 555 DIN 439-2DIN EN ISO 4036DIN 439-1英文名 Hexagon head bolts - Product grades A and B(ISO 4014:1999) Hexagon head bolts - Product grade C(ISO 4016:1999) Hexagon head screws - Product grade A and B (ISO 4017:1999) Hexagon head screws - Product grade C (ISO 4018:1999) Hexagon head screws with metric fine pitch thread - Product grade A and B(ISO 8676:1999) Hexagon head bolts with fine pitch thread - Product grades A and B(ISO 8765:1999) Hexagon nuts,style 1-Product grades A and B(ISO: 4032:1999) Hexagon nuts,style 2-Product grades A and B(ISO: 4033:1999) Hexagon nuts - Product grade C (ISO 4034:1999) Hexagon thin nuts(chamfered)Product grade A and B (ISO 4035:1999) Hexagon thin nuts - Product grade B(unchamfered)(ISO 4036:1999) Hexagon nuts,style 1,with metric fine pitch thread - Product grades A and B (ISO 8673:1999) Hexagon nuts,style 2,with metric fine pitch thread - Product grades A and B (ISO 8674:1999) Hexagon thin nuts with metric fine pitch thread - Product grades A and B (ISO 8675:1999)Page 1 of 5中文名 国标 六角头螺栓 GB/T 5782-2000 六角头螺栓 GB/T C级 六角头螺栓 GB/T 全螺纹 六角头螺栓 GB/T 全螺纹 C 级 六角头螺栓 GB/T 细牙 全螺 纹 六角头螺栓 GB/T 细牙 1 型六角螺 母 2 型六角螺 母 六角螺母 C 级 六角薄螺母 5780-2000 5783-2000 5781-2000 5786-20005785-2000GB/T 6170-2000 GB/T 6175-2000 GB/T 41-2000 GB/T 6172.12000六角薄螺母 GB/T 6174-2000 无倒角 1 型六角螺 GB/T 6171-2000 母 细牙 2 型六角螺 GB/T 6176-2000 母 细牙 六角薄螺母 GB/T 6173-2000 细牙DIN EN ISO 8673DIN 934| DIN 971-1 DIN 971-2DIN EN ISO 8674DIN EN ISO 8675DIN 439-2
(整理)中文版iso178-.

ISO 178-2010塑料——弯曲性能的测定1.范围1.1本国际标准规定了在特定条件下测定硬质(见3.12)和半硬质塑料弯曲性能的方法。
规定了标准试样尺寸,同时对适合使用的替代试样也提供了尺寸参数。
规定了试验速度范围。
1.2本标准用于在规定条件下研究试样弯曲特性,测定弯曲强度、弯曲模量和其他弯曲应力/应变关系。
本标准适用于两端自由支撑、中央加荷的试验(三点加载测试)。
1.3本标准适用于下列材料:——热塑性模塑、挤出铸造材料,包括填充和增强复合物;硬质热塑性板材;——热固性模塑材料,包括填充和增强复合物;热固性板材。
与ISO 10350-1[5]和ISO 10350-2[6]一致,本国际标准适用于测试以长度≤7.5 mm纤维增强的复合物。
对于纤维长度>7.5 mm的长纤维增强材料(层压材料)的测试,见ISO 14125[7]。
本标准通常不适用于硬质多孔材料和含有多孔材料的夹层结构材料。
对这些材料的测试,可采用ISO 1209-1[3]和/或ISO 1209-2[4]。
注:对于某些纺织纤维增强的塑料,最好采用四点弯曲试验,见ISO 14125。
1.4本方法中所用的试样可以是选定尺寸的模塑试样,用标准多用途试样中部机加工的试样(见ISO 20753),或者从成品或半成品入模塑件、挤出或浇铸板材经机加工的试样。
1.5本标准推荐了最佳试样尺寸。
用不同尺寸或不同条件制备的试样进行试验,其结果是不可比较的。
其他因素,如试验速度和试样的状态调节也会影响试验结果。
注:尤其是半结晶聚合物,由模塑条件决定的样品表层厚度会影响弯曲性能。
1.6本方法不适用于确定产品设计参数,但可用于材料测试和质量控制测试。
1.7对于表现出非线性应力/应变特性的材料,其弯曲性能只为公称值。
给出的计算公式都基于应力/应变为线性的假设,且对样品挠度小于厚度的情况下有效。
使用推荐的试样尺寸(80 mm X 10 mm X 4 mm),在传统的3.5%弯曲应变和跨距与厚度比L/h为16的情况下,挠度为1.5 h。
塑胶弯曲性能测试方法ISO178
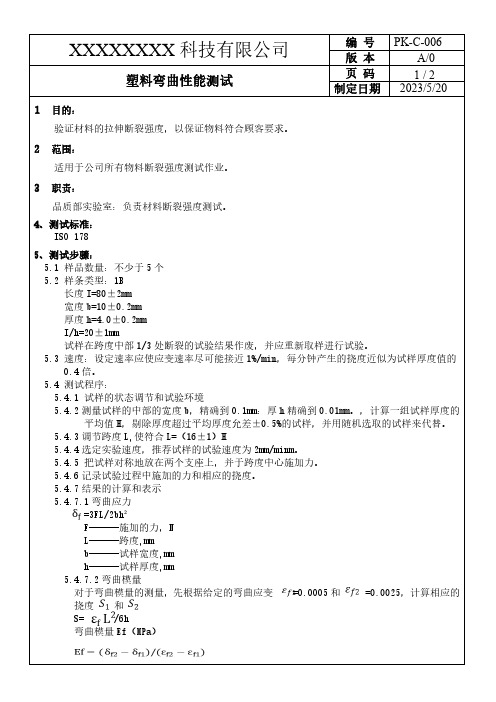
塑料弯曲性能测试制定日期2023/5/201目的:验证材料的拉伸断裂强度,以保证物料符合顾客要求。
2范围:适用于公司所有物料断裂强度测试作业。
3职责:品质部实验室:负责材料断裂强度测试。
4、测试标准:ISO1785、测试步骤:5.1样品数量:不少于5个5.2样条类型:1B长度I=80±2mm宽度b=10±0.2mm厚度h=4.0±0.2mmI/h=20±1mm试样在跨度中部1/3处断裂的试验结果作废,并应重新取样进行试验。
5.3速度:设定速率应使应变速率尽可能接近1%/min,每分钟产生的挠度近似为试样厚度值的0.4倍。
5.4测试程序:5.4.1试样的状态调节和试验环境5.4.2测量试样的中部的宽度b,精确到0.1mm:厚h精确到0.01mm。
,计算一组试样厚度的平均值H,剔除厚度超过平均厚度允差±0.5%的试样,并用随机选取的试样来代替。
5.4.3调节跨度L,使符合L=(16±1)H5.4.4选定实验速度,推荐试样的试验速度为2mm/minm。
5.4.5把试样对称地放在两个支座上,并于跨度中心施加力。
5.4.6记录试验过程中施加的力和相应的挠度。
5.4.7结果的计算和表示5.4.7.1弯曲应力=3FL/2bh²F------施加的力,NL------跨度,mmb------试样宽度,mmh------试样厚度,mm5.4.7.2弯曲模量对于弯曲模量的测量,先根据给定的弯曲应变=0.0005和=0.0025,计算相应的挠度和S=/6h弯曲模量Ef(MPa)核准:审核:制定。
塑料标准样条四个标准

长:120.0±10.0 厚:3.0-4.2 宽:9.8-15
长:80±2.0 厚:4±0.2 宽:10±0.2
洛氏硬度
厚度:至少6mm面积:至少可以测试五个点,点与点之间距离不少于10mm,点离样片边缘不少于10mm
测试标准号对照
项目
ASTM标准
项目
ISO标准
项目
DIN标准
项目
GB标准
TS:
冲击样条
简支梁:1型试样:长:80±2 宽:10.0±0.5 厚:4.0±0.2 跨距:60-0.0+0.5
2#试样:长:50±2 宽:6±0.2 厚:4.0±0.2 跨距:40-0.0+0.5
长:80±2 宽:10.0±0.2厚:4.0±0.2(悬臂梁 无缺口)
长:80±2 宽:10.0±0.2 厚:4.0±0.2(悬臂梁 缺口)缺口剩余厚度:8.0±0.2
维卡样条
面积不小于10*10,厚度3-6.4
UL-94
阻燃样条
长:125±5宽:13.0±0.5厚:最大不超过13mm,0.75+0.05,1.5+0.1,3.0+0.2,
ISO
拉伸样条
长:大于150 宽:10.0±0.2厚:4.0±0.2
弯曲样条
简支梁:长:80±2 宽:10.0±0.2 厚:4.0±0.2跨距:16±1厚度
标准样条尺寸要求
标准
项目
标准要求/mm
GB
拉伸样条
长:大于150 宽:10.0±0.2厚:4.0±0.2
弯曲样条
推荐尺寸:长:80±2 宽:10.0±0.2 厚:4.0±0.2跨距:16±1厚度
洛氏硬度
厚度:至少6mm面积:至少可以测试五个点,点与点之间距离不少于10mm,点离样片边缘不少于10mm
中文版-ISO-178-2010

ISO 178-2010塑料——弯曲性能的测定1.围1.1本国际标准规定了在特定条件下测定硬质(见3.12)和半硬质塑料弯曲性能的方法。
规定了标准试样尺寸,同时对适合使用的替代试样也提供了尺寸参数。
规定了试验速度围。
1.2本标准用于在规定条件下研究试样弯曲特性,测定弯曲强度、弯曲模量和其他弯曲应力/应变关系。
本标准适用于两端自由支撑、中央加荷的试验(三点加载测试)。
1.3本标准适用于下列材料:——热塑性模塑、挤出铸造材料,包括填充和增强复合物;硬质热塑性板材;——热固性模塑材料,包括填充和增强复合物;热固性板材。
与ISO 10350-1[5]和ISO 10350-2[6]一致,本国际标准适用于测试以长度≤7.5 mm纤维增强的复合物。
对于纤维长度>7.5 mm的长纤维增强材料(层压材料)的测试,见ISO 14125[7]。
本标准通常不适用于硬质多孔材料和含有多孔材料的夹层结构材料。
对这些材料的测试,可采用ISO 1209-1[3]和/或ISO 1209-2[4]。
注:对于某些纺织纤维增强的塑料,最好采用四点弯曲试验,见ISO 14125。
1.4本方法中所用的试样可以是选定尺寸的模塑试样,用标准多用途试样中部机加工的试样(见ISO 20753),或者从成品或半成品入模塑件、挤出或浇铸板材经机加工的试样。
1.5本标准推荐了最佳试样尺寸。
用不同尺寸或不同条件制备的试样进行试验,其结果是不可比较的。
其他因素,如试验速度和试样的状态调节也会影响试验结果。
注:尤其是半结晶聚合物,由模塑条件决定的样品表层厚度会影响弯曲性能。
1.6本方法不适用于确定产品设计参数,但可用于材料测试和质量控制测试。
1.7对于表现出非线性应力/应变特性的材料,其弯曲性能只为公称值。
给出的计算公式都基于应力/应变为线性的假设,且对样品挠度小于厚度的情况下有效。
使用推荐的试样尺寸(80 mm X 10 mm X 4 mm),在传统的3.5%弯曲应变和跨距与厚度比L/h为16的情况下,挠度为1.5 h。
塑料三大标准 美标 ISO 国标 测试样条规格

二、测试标准号对照
项目 ASTM 标准 项目
ISO 标准
项目
DIN 标准
项目
GB 标准
TS: EL: FS: FM: IS1/4“
IS/18” MI HDT 维卡 密度
洛氏硬度
D638 D638 D790 D790 D256
D256 D1238 D648 D1525 D792 D785
TS: EL: FS: FM:
ISO527 ISO527 ISO178 ISO178
TS: EL: FS: FM:
缺口冲击 无缺口冲
击
ISO180/ISO179 ISO180
缺口冲击 无缺口冲
击
MI
ISO1133
MI
HDT
ISO75
HDT
维卡
ISO306
维卡
密度
ISO1183
密度
洛氏硬度 ISO2039/2 洛氏硬度
DIN EN ISO527 DIN EN ISO527 DIN EN ISO178 DIN EN ISO178 DIN EN ISO180/ISO179
收缩率
吸水率 球压痕硬
度
阻燃性
GB/T1037 GB/T1034
GB3398 GB2048(水) GB2049(垂)
跨距:(16±1)厚度
冲击样条
长:64±2.0 厚:12.70±0.20 宽:3.0-12.7 缺口剩余厚度:10.2±0.05 缺口底角半径:0.25R±0.05
缺口弧度:45。±1.
洛氏硬度样块
面积不小于 50*50,厚度不小于六毫米
维卡样条
面积不小于 10*10,厚度:3-6.5
热变形样条
塑胶件弯折测试标准

塑胶件弯折测试标准主要针对塑胶材料及制品在弯曲过程中的性能表现和耐久性。
不同的行业和应用领域可能有各自特定的测试标准,以下列举几个常见的塑胶件弯折测试标准:
1. GB/T 2828.1-2012《塑胶弯曲试验方法》:这是我国塑胶制品行业常用的测试方法,适用于测试各种塑胶材料的弯曲性能。
标准中规定了试样尺寸、试验设备、试验方法、结果计算等内容。
2. ISO 178-2012《塑料弯曲性能的测定》:这是国际通用的塑胶件弯折测试标准,适用于各种塑胶材料的弯曲性能测试。
标准中规定了试验设备、试样准备、试验步骤、结果计算和表示等要求。
3. ASTM D790-1996《塑料弯曲性能试验方法》:这是美国材料与试验协会制定的标准,主要用于测试塑胶材料的弯曲性能。
标准中规定了试验设备、试样准备、试验步骤、结果计算等内容。
4. UL 94-2014《塑料燃烧性能的测试》:这是美国Underwriters Laboratories 制定的标准,虽然主要针对塑料的燃烧性能测试,但其中也包含了弯曲性能的测试方法。
din塑料标准

din塑料标准一、塑料类型DIN塑料标准包括多种类型的塑料,如聚乙烯(PE)、聚丙烯(PP)、聚氯乙烯(PVC)、聚苯乙烯(PS)等。
这些塑料可以根据其分子结构、性能和用途进行分类。
二、塑料性能DIN塑料标准对塑料的性能有着详细的要求。
以下是一些常见的性能要求:1.机械性能:包括抗拉强度、屈服强度、伸长率等。
2.热性能:包括热变形温度、玻璃化转变温度等。
3.电性能:包括绝缘电阻、介电常数等。
4.化学性能:包括耐腐蚀性、耐候性等。
5.生物性能:包括卫生性、生物相容性等。
三、塑料制品DIN塑料标准涵盖了多种塑料制品,如薄膜、管材、板材、型材、泡沫塑料等。
这些制品可以按照标准的要求进行分类和评价。
四、塑料加工技术DIN塑料标准还涉及了塑料的加工技术。
以下是一些常见的加工技术:1.挤出成型:用于生产管材、板材等。
2.注射成型:用于生产各种形状复杂的零部件。
3.压制成型:用于生产泡沫塑料等。
4.压延成型:用于生产薄膜等。
5.浇注成型:用于生产大型零部件等。
五、塑料应用领域DIN塑料标准适用于多个领域,如建筑、汽车、电子、医疗等。
在每个领域中,塑料都有着广泛的应用,并需要满足相应的性能要求。
六、塑料环保要求DIN塑料标准对塑料的环保要求进行了规定。
这些要求包括材料可回收性、可降解性等方面。
同时,对于一些有害物质的限制也进行了规定,以确保塑料制品在使用过程中不会对环境产生污染。
七、塑料安全要求DIN塑料标准还对塑料的安全要求进行了规定。
这些要求包括材料无毒无害、不含有有害物质等方面,以确保塑料制品在使用过程中不会对人体健康产生影响。
八、塑料质量要求DIN塑料标准对塑料的质量也进行了规定。
这些要求包括材料的一致性、稳定性等方面,以确保塑料制品的质量稳定可靠,满足使用要求。
同时,对于一些特殊用途的塑料制品,还需要进行额外的质量检测和认证。
din塑料标准

din塑料标准DIN是德国工业标准化协会(German Institute for Standardization)制定的塑料标准。
这些标准涵盖了塑料原料的规格、测试方法、加工工艺、性能要求以及产品设计规范等方面。
本文将介绍一些与塑料标准相关的参考内容。
1. 高分子材料的命名和分类:DIN标准定义了塑料原料的命名和分类方法。
例如,DIN 7728标准对塑料材料进行了分类,根据其化学结构和特性可以分为热塑性塑料、热固性塑料和弹性体。
这样的分类方法有助于人们识别和了解不同类型的塑料材料。
2. 塑料原料的物理和化学性能测试:DIN标准规定了测试方法和试验条件,用于评估塑料材料的物理和化学性能。
例如,DIN 53479标准描述了用于测量塑料材料拉伸强度、弯曲强度和冲击强度的试验方法。
这些测试数据可以用于确定塑料材料的质量和可靠性。
3. 注塑成型的工艺标准:DIN标准规定了塑料注塑成型的工艺参数和要求。
例如,DIN 16742标准针对注塑过程中的各个环节,如模具设计、原料的干燥和混合、注射速度和压力等,提供了详细的技术指导。
这些标准可以帮助制造商确保注塑成型过程的稳定和一致性。
4. 塑料制品的尺寸和公差要求:DIN标准规定了塑料制品的尺寸和公差要求。
例如,DIN 16901标准定义了塑料制品的公差等级,根据制品的尺寸和用途,确定了允许的尺寸偏差范围。
这些标准可用于塑料制品的设计和制造过程中,确保产品的质量和互换性。
5. 塑料制品的安全和环境要求:DIN标准制定了塑料制品的安全和环境要求。
例如,DIN EN 71标准规定了儿童玩具中塑料材料的安全要求,包括有关有害物质的限制、机械性能测试等。
这些标准可以保证塑料制品在使用过程中不会对人体健康和环境造成危害。
6. 塑料制品的回收与再利用:DIN标准指导了塑料制品的回收与再利用。
例如,DIN 6120标准规定了塑料制品回收过程中的分类、处理和再利用方法。
这些标准有助于提高资源利用效率,降低环境污染,并促进可持续发展。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
德国标准1997年2月塑料抗弯性能测定(ISO 178: 1993)DIN EN ISO 178英语版DIN EN ISO 178ICS 83.080.01关键词:塑料、抗弯性能、测试塑料–测定弯曲性能(德语)(ISO 178: 1993)本标准替代1977年4月版DIN 53452,并与1996年4月版DIN EN ISO 527-1,1996年7月版DIN EN ISO 527-2,和1997年2月版DIN EN ISO604一起替代1987年10月版DIN53457欧洲标准EN ISO 178: 1996年成为德国标准化委员会(DIN)标准以逗号作为十进制小数点标记。
国家序言依据欧洲标准委员会技术委员会249号文件(CEN/TC 249)中的决定发布了本标准,以采纳国际标准ISO 178为欧洲标准,采纳过程中未更改该国际标准。
参与本标准编制的相关德国机构包括:塑料标准委员会、Elgenschaften和Probekorperherstellung技术委员会。
与涉及欧洲标准(EN)第2款的国际标准相关的DIN标准如下:国际标准DIN标准ISO 291 DIN EN ISO 291ISO 293 DIN 16770-1ISO 294 DIN 16770-2ISO 295 DIN 53451ISO 1209-1 DIN 53423ISO 1209-2 DIN 53423ISO 2557-1 DIN 16700ISO 3167 DIN EN ISO 3167修正1977年4月版的DIN 53452和1987年10月版的DIN 53457已经被关于EN ISO 178的解释所替代,该解释与ISO 178完全相同。
1987年版DIN 53457中所述确定弯曲时的弹性系数的方法已包含在本标准当中。
历史版本DIN 53452: 1941-05, 1944-11, 1952X-02, 1977-04; DIN 53453: 1943-11, 1952-02, 1954-07, 1958-05, 1965-10, 1975-05; DIN 53457: 1968-05, 1987-06, 1987-10.相关参考标准(标准参考文献未包含的)DIN 16700 塑料模型材料的制模技术-生产过程和设备-概念DIN 16700-1 准备热塑性成型材料样品的压塑成型DIN 16700-2 准备热塑性成型材料样品的注塑成型DIN 53423 刚性多孔材料的弯曲测试DIN 53451 热塑性材料样品的准备DIN EN ISO 291 塑料-标准大气压的条件和测试(ISO/DIS 291: 1996)DIN EN ISO 3167 塑料-多用途试样(ISO 3167: 1993)------------目前仍处于草案阶段欧洲标准共9页据本文件DIN第3条第1款©未经许可不得全文或部分复制本标准参考号:DIN EN ISO 178: 1997-02 DIN标准化研究所,柏林英语价格第8组销售号110897年9月欧洲标准1EN ISO 1781996年9月ICS 83.080.01关键词:塑料、抗弯性能、测试。
英语版塑料抗弯性能的确定(ISO 178: 1993)塑料-抗弯性能的确定(ISO 178: 1993)2塑料-抗弯性能的确定(ISO 178: 1993)3欧洲标准委员会(CEN)于1994-12-14批准本欧洲标准,本标准与相关的ISO标准是一致的。
欧洲标准委员会成员有义务遵守欧洲标准委员会(CEN)和欧洲电子标准委员会(CENELEC)的内部规定,保证不经更改地接受本欧洲标准为国家标准。
关于这些国家标准的最新的名单和参考书目可以通过向中央秘书处或者任何一个欧洲标准委员会的成员递交申请获得。
本欧洲标准以三种官方文本出现(英语、法语、德语)。
欧洲标准委员会成员可以将本标准翻译成其本国语言,向中央秘书处通报后该版本具有与官方版本同等的效力。
欧洲标准委员会的成员包括奥地利、比利时、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士和英国的国家标准机构。
CEN欧洲标准委员会中央秘书处:Stassart街36号,B-1056布鲁塞尔©1996. CEN –欧洲标准委员会成员保留世界范围内以任何形式任何途径开发的权利。
参考号:EN ISO 178: 1996E1译注(卢觉晓):原文此处分别用英语、法语和德语三种语言撰写标题“欧洲标准”。
2译注(卢觉晓):原文此处为法语。
3译注(卢觉晓):原文此处为德语。
第2页EN ISO 178: 1996前言国际标准ISO 178: 1993 塑料-抗弯性能的确定,国际标准化组织制定的标准ISO/TC 61“塑料”已经被技术委员会CET/TC 249“塑料”采纳为欧洲标准。
最迟到1997年7月,本欧洲标准将作为国家标准出现。
可以通过发表认同的文件或签署批文,并撤销与之相矛盾的国家标准,使其成为国家标准。
根据欧洲标准化委员会和欧洲电子标准化委员会(CEN/CENELEC)的内部规则,以下国家有义务执行本欧洲标准:奥地利、比利时、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士和英国。
认可通知欧洲标准委员会批准了国际标准ISO 178: 1993不经修改的作为欧洲标准。
1.范围1.1.本国际标准确定了一种判定塑料在特定条件下的抗弯性能的方法。
定义了标准测试样品,但根据样品的大小可调整参数,以适应不同的情况。
本标准还规定了一系列的测试速度。
1.2.本方法用语调查特定条件下试样的弯曲行为并确定试样的抗弯强度、弯曲模量和其它方面的弯曲与压力/拉力的关系。
它适用于一个在跨中加载的自由支梁(3分负荷试验)。
1.3.本方法适用于以下范围的材料:⏹热塑性塑料成型和挤压材料,除了非填补类型还包括填补和加强复合材料;刚性热塑性塑料片;⏹热塑性塑料成型材料,包括填充和加强复合材料;热塑性薄片,包括薄板;⏹纤维增强热固性和热塑性塑料复合材料,包含单向或非单向增强材料如衬垫、织物、无捻粗纱,短切丝以及增强材料、无捻粗纱和碾磨纤维的组合和混合;预浸涂材料制成的薄片(半固化片);⏹热致液晶聚合物。
该方法通常不适用于刚性多孔材料和有夹层结构的多孔材料。
注 1 对于某些特定类型的纺织纤维增强塑料,四点弯曲试验是首选。
目前国际标准化组织正在考虑这一问题。
1.4.本方法使用的样品,既可以是直接成型成选定的尺寸,也可以由一个多用途试样的中央部分加工而来(见ISO 3167),或者由铸件、层压板、挤压或浇注的片材等产品或半成品加工而来。
1.5.本方法指定了试样的最适尺寸。
不同尺寸或不同条件下制备的样品所测试的结果之间没有可比性。
其它因素如测试的速度和样品的状况也会影响测试结果。
因此,如果要求得到可比的数据,就要小心地控制和记录这些因素。
1.6.抗弯性能指标只能用于材料线性挤压或拉伸行为的工程学设计。
对于非线性材料行为抗弯性能指标没有意义。
对于很难进行拉伸试验的脆性材料应该优先进行弯曲试验。
2.标准参考文献下列标准所包含的规定,以本文参考文献的形式,构成本国际标准的规定。
出版后以下提到的这些版本的标准都有法律效力。
所有这些标准都可能被修订,鼓励基于本国际标准的协议各方调查使用下列标准最新版本的可能性。
国际电工协会(IEC)和国际标准化组织(ISO)的成员保存目前登记有效的国际标准。
ISO 291: 1977, 塑料-调节和测试时的标准大气压。
ISO 293: 1986, 塑料-热塑性材料试样的压塑成型。
ISO 294: -4, 塑料-热塑性材料试样的注塑成型。
ISO 295: 1991, 塑料-热固材料的压塑成型。
ISO 1209-1: 1990, 多孔塑料,刚性-弯曲测试-第1部分:弯曲试验。
ISO 1209-2: 1990, 多孔塑料,刚性-弯曲测试-第2部分:抗弯性能的确定。
ISO 1268: 1974, 塑料-用于测试的玻璃纤维增强的、树脂结合的、低压制板的板材或板条的制备。
ISO 2557-1: 1989, 塑料-无定形热塑性-特定的最大还原试样的制备-第1部分:棒材。
ISO 2557-2: 1986, 塑料-无定形热塑性-特定的还原试样的制备-第2部分:板材。
ISO 2602: 1980, 测试结果的统计解释-均值估计-置信区间。
ISO 2818: -5, 塑料-试样的加工制备。
ISO 3167: -6, 塑料-多用途试样。
ISO 5893: 1986, 橡胶和塑料测试设备-拉伸、弯曲和挤压型(恒定的横溢速率)-说明3.定义应本国际标准需要,我们使用下列定义。
3.1.测试的速度(speed of testing),v:支架和凸缘之间相对运动的速率,以毫米每分钟(mm/min)表示。
σ:跨距中点试样外表面的额定压力。
3.2.弯曲压力(flexural stress),f根据9.1节中公式(3)给出的关系来计算,以兆帕斯卡(MPa)表示。
σ:试样断裂时的弯曲压力(见图1,曲线a和b)。
3.3.断裂弯曲压力(flexural stress at break),fB以兆帕斯卡(MPa)表示。
σ:试样在做弯曲试验时承受的最大弯曲压力(见图1,曲线a和b)。
3.4.弯曲强度(flexural strength),fM以兆帕斯卡(MPa)表示。
σ:根据3.7节(见图1,曲线c)3.5.常态偏斜下的弯曲压力(flexural stress at conventional deflection),fcs下的弯曲压力。
常态偏斜C以兆帕斯卡(MPa)表示。
3.6.偏斜(deflection),s:弯曲过程中在跨距中点试样顶部或底部表面偏离原来位置的距离。
以毫米(mm)表示。
s:偏斜达到试样的厚度h的1,5倍。
3.7.常态偏斜(conventional deflection),C以毫米(mm)表示。
使用跨度L=16h,常态偏斜与3,5%的弯曲形变相对应(见3.8节)。
ε:在跨距中点试样外表面元件长度的额定变化率。
3.8.弯曲形变(flexural strain),f以无量纲的比率或百分比(%)表示。
根据9.2节,公式(4)所给定的关系计算。
ε:试样断裂时的弯曲形变(见图1,曲线a和b)。
3.9.断裂弯曲形变(flexural strain at break),fB4原文注解:将要出版。
(ISO 294: 1975的修订)5原文注解:将要出版。
(ISO 2818: 1980的修订)6原文注解:将要出版。
(ISO 3167: 1983的修订)以无量纲的比率或百分比(%)表示。
3.10. 弯曲强度下的弯曲形变(flexural strain at flexural strength ),fM ε:最大弯曲压力下的弯曲形变(见图1,曲线a 和b )。