模具行位设计
模具行位设计 ppt课件
ppt课件
24
4.2 當行位深度主要在后模時,壓鎖做成鏟雞形式.行 位上的膠位面積大時,要做反鎖.
倒角 承壓面
反鎖
ppt课件
25
4.3 行位上的膠位面積小時,鏟雞可做成圖3的形式,壓 鎖面的高度h要大於或等於行位的2/3H高。
倒角
ppt课件
26
5. 墊片規格
ppt课件
27
作用 : 磨損后可以替換. 材料 : (1) 0-1 ST'L油鋼54~56HRC
ppt课件
32
7.1 彈弓波子定位 7.1.1行位塊重量小於6.5磅以下才可以使用彈弓 波子.彈弓波子直徑要適合行位重量 7.1.2 一般不選用1/4-20及M6或以下的彈弓波子.
波子直徑 (inch/mm)
1/2” / 12
3/8” / 10
5/16” / 8
行位 重量(磅/千克)
6.5 / 3.0
ppt课件
5
3037-01
產品此面要求
ppt课件
直身,省光. 6
3037-01
直身膠位用行 位出
ppt课件
7
3163C-01
外部倒扣位
ppt课件
8
3163C-01
外部倒扣位 用行位出
ppt课件
9
3027-01
產品外圍倒扣
ppt课件
10
3027-01
用四邊行位出 圍邊倒扣
ppt课件
11
產品四邊要求直身, 用四邊行位出
5.5 / 2.5
5.0 / 2.3
ppt课件
33
7.1.3只適用於行位在如圖7模胚的B,C,D位置,A 位置不適用。 TOP
ppt课件
模具行位设计ppt课件
6
3037-01
直身膠位用行 位出
7
3163C-01
外部倒扣位
8
3163C-01
外部倒扣位 用行位出
9
3027-01
產品外圍倒扣 10
3027-01
用四邊行位出 圍邊倒扣
11
產品四邊要求直身, 用四邊行位出
12
3. 行位設計的一般原則:
3.1 壓條藏位深度A最少有1/3H. 3.2 壓條高度B必須有2/3H,超過行位重心,因為行位通
3.0”
2.4”
1.8”
1.5”
1.2”
0.90”
14
3.8 若行位前端是細長的鑲件或哥針,而鑲件的重量只 佔整個行位的25%以下,行位的長度可以C長度作 為計算.
行位座
哥針
15
3.9 若行位”Z”寬度超過6-1/2”,需在行位底中間導向 條。
當行位 Z”寬度超過4-1/2”,要考慮做兩支斜邊。
波子直徑 (inch/mm)
1/2” / 12
3/8” / 10
5/16” / 8
行位 重量(磅/千克)
6.5 / 3.0
5.5 / 2.5
5.0 / 2.3
33
7.1.3只適用於行位在如圖7模胚的B,C,D位置,A 位置不適用。 TOP
34
7.2 內藏彈弓 7.2.1 以下幾種情況要選用彈弓作為行位定位. 1 行位向上(包括斜向上).(見圖1) 2 行位有凸出幼細鑲件及哥針.(見圖2) 3 行位底有頂針.(見圖3)
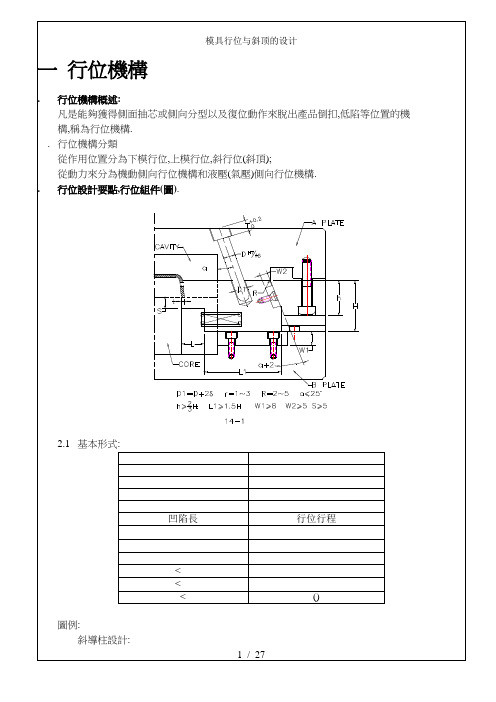
行位設計
1
1.行位的一般結構
2
SLIDE BLOCK SLIDE INSERT
CAM PIN JAW
老师傅总结的汽车模具行位设计要点,建议多收藏
老师傅总结的汽车模具行位设计要点,建议多收藏确定滑出距离→设计滑出方式(斜导柱、油缸)→设计压板→设计限位方式(弹簧、限位夹)→设计水路确定需要设计滑块的区域与滑出距离, 滑块实际滑出距离要〉产品到扣距离5~10MM确定需要设计滑块的区域与滑出距离设计滑块与滑出方式, 首选斜导柱滑出方式,选油缸滑出方式滑块一般分为:成型部分定位部分锁模部分导向部分选用斜导柱滑出的斜导柱角度要小于滑块锁模角度2度斜导柱尺寸一般为20~30MM最小不能小与12MM一般斜导柱固定最滑块顶部对于高度超过100的滑块,导柱固定在滑块下部,可以使滑块滑出更加平稳滑块宽度超过200的要设计2只斜导柱,2只斜导柱的尺寸、大小、角度等多要一致,一般情况下滑块的锁模面和底面多要设计耐磨板!斜导柱的固定方式,首选斜导柱固定块固定!对与滑出距离超过40的可使用油缸滑出,油缸一般使用前法兰的安装方式!油缸一般选用标准油缸,前面用工字套连接滑块出口模选用君帆、太阳派克油缸等进口油缸国产模选用黄岩本地油缸所有的滑块都要设计压条(工字)滑块宽度超过200MM的,在滑块中间要增加导向条对与长度超过400的滑块,除了增加导向条还要在中间增加工字条对与长度超过400的滑块,除了增加导向条还要在中间增加工字条设计滑块的限位方式使用斜导柱滑出的滑块要用弹簧+限位块或限位夹+限位块的限位方式使用弹簧限位的滑块重量超过的15KG的滑块要使用2个弹簧限位使用限位夹限位的滑块重量超过的40KG的滑块要使用2个限位夹斜度特别大的滑块,可在下面增加工字块,用工字块的滑动带动滑块往下滑使用油缸滑出的滑块要安装行程开关成型面积多的滑块要设计冷却水冷却滑块在天侧的,水路要先接到模板上,再从模板的反操作侧接出。
模具结构设计标准-行位设计
模具结构设计标准-行位设计
一、行位设计介绍
行位在模具里常看,不同的地方对它的称呼也不一样,它也叫滑块。
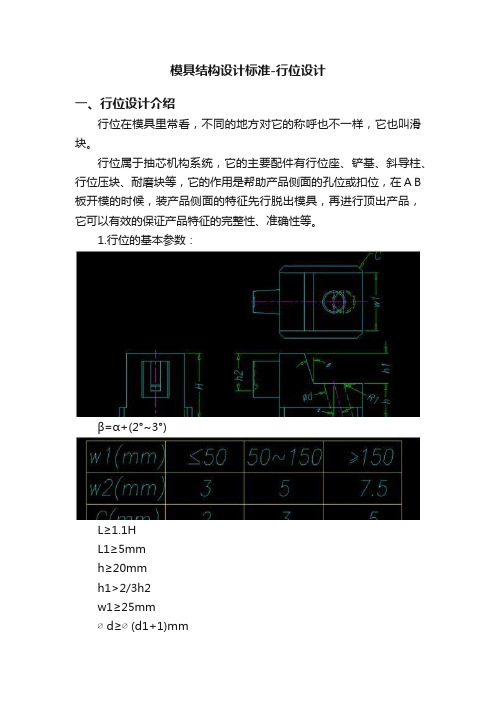
行位属于抽芯机构系统,它的主要配件有行位座、铲基、斜导柱、行位压块、耐磨块等,它的作用是帮助产品侧面的孔位或扣位,在A B 板开模的时候,装产品侧面的特征先行脱出模具,再进行顶出产品,它可以有效的保证产品特征的完整性、准确性等。
1.行位的基本参数:
β=α+(2°~3°)
L≥1.1H
L1≥5mm
h≥20mm
h1>2/3h2
w1≥25mm
∅d≥∅(d1+1)mm
∅d1为斜导柱直径。
2、行位设计的原则
1). 动作简单
2). 定位准确
3). 压制可靠
4). 强度足够
5). 加工方便
3、行位设计时应注意的问题
1). 抽芯距至少应大于倒扣深度3mm。
2). 行位必须设计有碰数平面。
通常情况行位零件图上数据应从基准面取数,加工时也应从基准面取数,基准面不允许随意更改。
3).后模行位的胶位面如果有外观夹口要求时,行位必须伸入前模作管位,以便于后续的省模。
4).后模行位封胶位斜度的处理。
5).当后模行位有伸入胶位的情况时,其伸入部分有必要作斜度。
以利于FIT模和减小磨擦。
6).行位及其配件应安装、拆卸方便。
7).行位应避免利角的产生。
模具基本结构之行位

昆山精英模具设计培训中心
十二:斜销式行位(行位上走行位)
1.斜销式行位适用放范围
一般用在成品有行位机构,同时 沿行位运动方向成品也有倒勾(如右 图),这时可采用斜销式行位。
2.斜销式行位简图如下:
昆山精英模具设计培训中心
2.行位抽芯方向与分型面成交角的关系为滑块抽向定模. 如右图所示:
α1°=d°-b° d-b°≦25° c°=a°+(2°+3°) H=H1+S*sinb° S=H1+tgd°/cosb° L4=H/cosd
昆山精英模具设计培训中心
1.应用特点:
十:母模(前模)遂道滑块
三:行位设计基本参数:
右图中: S1 :倒扣距离 S2 :行位行程 S3 :限位行位行程 D :斜导柱直径 D1 :斜导柱孔直径 a :斜导柱角度 A :锁紧块角度 L :斜导柱总长 L1 :斜导柱有效長度 a≦25° A≧a+2°(防止合模产生干涉以及开模减 少磨擦) S3>S2>S1 S2=S1+2-3mm(避免钳工在作斜导柱孔 圓角時作的过大,造成行位后退行程不 足
昆山精英模具设计培训中心
模具基本結构 之行位
QQ:740518085
昆山精英模具设计培训中心
一:行位基本原理
由于制品的特殊要求,其某部位的脱模方向与注塑机开模 方向不一致(产品倒扣),需进行侧面分型与抽芯方可顺利顶 出制品。行位是为了解决倒扣 (undercut) 而发展的模具机 构,其基本原理是將模具开闭的垂直运动,转向成水平运动。 而为了配合倒扣位置在公模或者是母模,而变化出不同的机构 形式。
注:
对于成型那些深型腔并且侧壁不允许为脱模斜度,侧壁还要求高亮度 的制品,其模具结构也要采用侧面分型与抽芯机构
模具行位与斜顶的设计
< <常用結構采用整体式加工困难,一般用在模具较小的场合。
采用压板,中央轨形式,一般用滑块较长和模温高的场合下。
常用結構用矩形的压板形式,加工简单,强度较好,应用广泛,压板规格可查标准零件表. 采用""形槽装在滑块内部般用于容间较小场合,如跑内滑块采用""形槽装在滑块内部般用于容间较小场合,如跑内滑采用""字形压板,加工简单,强度较好,一般要加销孔定位. 采用镶嵌式的槽,稳定性较好工困难.行位止動形式,彈簧螺釘(擋塊),彈簧擋塊利用弹簧螺钉定位,弹簧强度为滑块重量的倍,常用于向上和侧向抽芯. 利用弹簧钢球定位,一般滑块较小的场合下,用于侧向抽芯.利用弹簧螺钉和挡板定位,弹簧强度为滑块重量的倍,适用于向上和侧向抽芯利用弹簧挡板定位,弹簧的强度为滑块重量的倍,适用于滑块较大,向上和侧向抽芯.3.行位鑲件的幾種形式:滑块采用整体式结构,一般适用于型芯较大,强度较好的场合. 采用螺钉固定,一型芯或圆形,且型较小场合.采用螺钉的固定形式,一般型芯成方形结构且型芯不大的场合下. 采用压板固定适固定多型芯.行位幾種加工工藝,如圖()) 當行位要出膠位,為了使夾口幼細。
行位方向要做啤把(如圖) 或開模方向做啤把(如圖)) 為了加工方便,行位槽外做退力槽(如圖)3斜頂圖例) 前模行位第二次開模) 前模彈結構) 延迟滑块第一次開模第二次開模) 斜頂滑塊) 彈前模大行位,為便于加工,行位斜面硬塊改為前模原裝鎖面上,開精框時一起加工,如下圖所示:) 行位行電鍍流道時的設計方法) 當行位包膠位時,為保証產品利口,與不做行位處一,可以如下圖改善:如客戶充許話,夾線盡量選擇上面(夾線)A 夾線B 夾線鑲件) 當行位做前模時,為了保証鋼料的強度,必須采取如圖示的方法:) 產品前后模方向不很確定時,應將有要求較高的一面出前模:如上圖所示:產品前后模面類似,但后模面有光面標志。
產品出模時就有可能把標志弄花,應該掉換一下前后模方向。
注塑模滑块(行位)机构设计12要点-想做好模具必须了解透彻
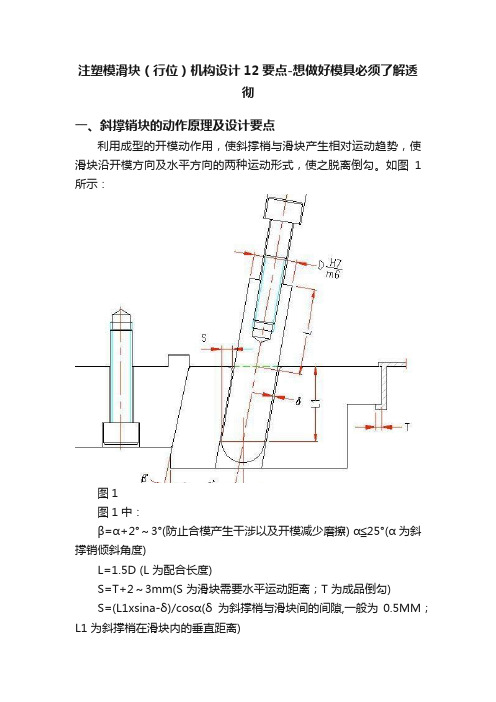
注塑模滑块(行位)机构设计12要点-想做好模具必须了解透彻一、斜撑销块的动作原理及设计要点利用成型的开模动作用,使斜撑梢与滑块产生相对运动趋势,使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如图1所示:图1图1中:β=α+2°~3°(防止合模产生干涉以及开模减少磨擦) α≦25°(α为斜撑销倾斜角度)L=1.5D (L 为配合长度)S=T+2~3mm(S 为滑块需要水平运动距离;T 为成品倒勾)S=(L1xsina-δ)/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;L1 为斜撑梢在滑块内的垂直距离)二、斜撑梢锁紧方式及使用场合图2图2 适宜用在模板较薄且上固定板与母模板不分开的情况下,配合面较长,稳定较好。
图3图3 适宜用在模板厚、模具空间大的情况下且两板模、三板板均可使用;配合面L≧1.5D(D 为斜撑销直径)稳定性较好。
图4图4 适宜用在模板较厚的情况下。
且两板模、三板板均可使用,配合面L≧1.5D(D 为斜撑销直径);稳定性不好,加工困难。
图5图5 适宜用在模板较薄且上固定板与母模板可分开的情况下,配合面较长,稳定较好。
三、拔块动作原理及设计要点拔块是利用成型机的开模动作,使拔块与滑块产生相对运动趋势,拨动面B 拨动滑块使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:图6图6中:β=α≦25° (α为拔块倾斜角度) H1≧1.5W (H1 为配合长度) S=T+2~3mm (S 为滑块需要水平运动距离;T 为成品倒勾) S=H*sinα-δ/cosα(δ为斜撑梢与滑块间的间隙,一般为 0.5MM; H 为拔块在滑块内的垂直距离) C 为止动面,所以拨块形式一般不须装止动块。
(不能有间隙)四、滑块的锁紧及定位方式由于制品在成型机注射时产生很大的压力,为防止滑块与活动芯在受到压力而位移,从而会影响成品的尺寸及外观(如跑毛边)。
模具行位设计
模具行位设计1 常用行位机构类型对有侧向分型、抽芯的机构统称行位机构。
行位机构类型较多,分类方法多种多样。
根据各类行位结构的使用特点,常用行位机构可以概括为以下几类:(1)前模行位机构(2)后模行位机构(3)内行位机构(4)哈呋模机构(5)斜顶、摆杆机构(6)液压(气压)行位机构2 行位设计要求(1)行位机构的各组件应有合理的加工工艺性,尤其是成型部位。
一般要求:a.尽量避免出现行位夹线。
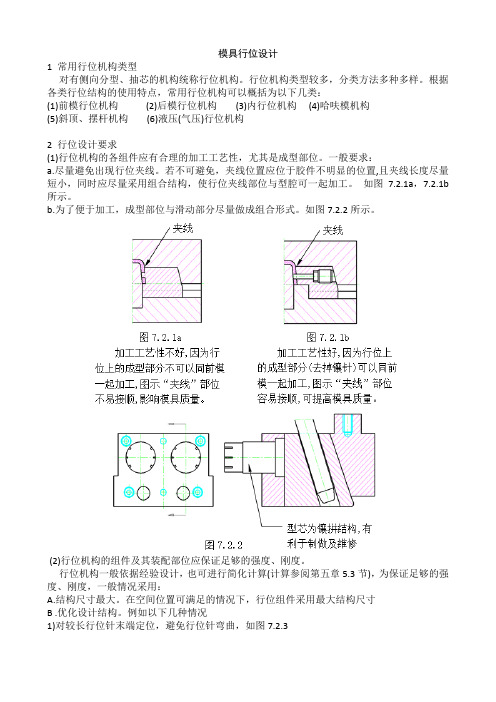
若不可避免,夹线位置应位于胶件不明显的位置,且夹线长度尽量短小,同时应尽量采用组合结构,使行位夹线部位与型腔可一起加工。
如图7.2.1a,7.2.1b 所示。
b.为了便于加工,成型部位与滑动部分尽量做成组合形式。
如图7.2.2所示。
(2)行位机构的组件及其装配部位应保证足够的强度、刚度。
行位机构一般依据经验设计,也可进行简化计算(计算参阅第五章5.3节),为保证足够的强度、刚度,一般情况采用:A.结构尺寸最大。
在空间位置可满足的情况下,行位组件采用最大结构尺寸B .优化设计结构。
例如以下几种情况1)对较长行位针末端定位,避免行位针弯曲,如图7.2.32)加大斜顶的断面尺寸,减小斜顶的导滑斜度,避免斜顶杆弯曲,如图7.2.4所示,在胶件结构空间“D”允许的情况下,加大顶的断面尺寸“a”“b”,尤其是尺寸“b”,同时,在满足侧抽芯的前提下,减小角度“A”,避免斜顶在侧向力的作用下杆部弯曲。
3)改变铲鸡的结构,增强装配部位模具的强度。
如图7.2.5a ,7.2.5b ,7.2.6a 7.2.6b所示。
4)增加锁紧,提高铲鸡的强度。
(3)行位机构的运动应合理为了行位机构可以正常的工作,应保证在开、合模的过程中,行位机构不与其它结构部件发生干涉,且运动顺序合理可靠。
通常应多考虑以下几点:A.采用前模行位时,应保证开模顺序。
如图7.2.7,在开模时,应从A—A处首先分型,然后B—B 处分型。
B.采用液压(气压)行位机构时,行位的分型与复位顺序必须控制好,否则行位会碰坏。
3.行位设计注意事项

设计行位时要考虑运动过程(09212) 此面要设计行位方向的斜度!
行位退出后,封胶位脱离后模 合模易碰伤跑批锋
行位退出后,没管位(完全脱离后模) 合模就不顺
行位设计-加工常识
正 确 的 设 计
对策:挂台做低或 与红色线框面等高.
1,问题:蓝色线 框面不能和A面
一起磨出来
2,这两个插穿面的斜度 统一为5度,这样砂轮只 需修一种角度,方便加
工,节约成本。
以后不允许设计整体行位,特殊情况 除外(四面大行位时要设计整体行位)!
行位设计-设计失误
都是粗心惹的祸
行位与后模仁做空了!!! 大家要引以为鉴
行位设计-行位夹线
PL尽量包上去
在保证前模强度的 前提下,PL尽量往 里多包点(0.3以上)
请注意: 如果产品要喷油,行位夹线如上图
设计最佳,以防从侧面能看见夹线积油. 设计时要和项目确认!!!
行位设计-仅与后模封胶-1
行位上有PL面上的胶位时,行位 和后模要增加工艺螺丝孔,行位 装在后模一起放电,夹线会更好.
行位埋入后模,前端与产品封 胶处需设计行位运动方向的斜 度与后模封胶-2
为了防止行位上的胶位和后模上的胶位 错位,行位还是要做运动方向上的斜度
行位设计-仅与前模封胶-1
行位设计-行位夹线
请注意: 产品为滑盖机,外观出行位,箭头 所指面出后模,需设计出模角,请 按右图设计!!!
后模真身面
此面要留1MM直身不做脱
1MM
模角,行位和后模真身碰
穿封胶。
行位
行位设计-前模内行位
设计时要注意内模的宽 度,要考虑到行位弹簧
参考100071 ///09378
压块还当限位用
斜导柱装在面板
行位设计要求

行位设计要求(1)行位机构的各组件应有合理的加工工艺性,尤其是成型部位。
一般要求:a.b.(2)行位机构的组件及其装配部位应保证足够的强度、刚度。
,为保证足够的强A.结构尺寸最大。
在空间位置可满足的情况下,行位组件采用最大结构尺寸 B .优化设计结构。
例如以下几种情况1)对较长行位针末端定位,避免行位针弯曲,如图 2)加大斜顶的断面尺寸,减小斜顶的导滑斜度,避免斜顶杆弯曲,如图7.2.4所示,在胶件结构空间“D ”允许的情况下,加大斜顶的断面尺寸“a ”“b ”,尤其是尺寸“b ”,同时,在满足侧抽芯的前提下,减小角度“A ”,避免斜顶在侧向力的作用下杆部弯曲。
3)改变铲鸡的结构,增强装配部位模具的强度。
如图7.2.5a ,,7.2.6a7.2.6b 所示。
4)增加锁紧,提高铲鸡的强度。
(参阅第五章5.3) (3)行位机构的运动应合理 为了行位机构可以正常的工作,应保证在开、合模的过程中,行位机构不与其它结构部件发生干涉,且运动顺序合理可靠。
通常应多考虑以下几点: 夹线夹线加工工艺性不好,因为行位上的成型部分不可以同前模一起加工,图示“夹线”部位不易接顺,影响模具质量。
加工工艺性好,因为行位上图7.2.2 行位针悬空,易弯曲 对较长行位针增加定位,不易弯曲,但须增加行程图7.2.3a 图 结构性较好,此处强度较强,不易损坏。
结构性不好,此处强度较弱,易损坏。
图7.2.5a 图7.2.5b 图7.2.6a 图7.2.6b因码模坑及铲鸡结构不合理,导致此处悬空,模具强度减弱 码模坑与铲鸡已基本相通改变铲鸡的装配位置,增大码模坑与铲鸡之间的距离,提高模具强度。
另外,也可取消铲鸡装配位的码模坑加大尺寸“b ” 增强顶杆强度图7.2.4减小角度“A ” 增强顶杆强度A.采用前模行位时,应保证开模顺序。
如图7.2.7,在开模时,应从A ―A 处首先分型,然后B ―B 处分型。
B.采用液压(气压)行位机构时,行位的分型与复位顺序必须控制好,否则行位C.行位机构在合模时,防止与顶出机构发生干涉。
模具行位设计

2/3H
4”
3.32”
2.68”
2”
1.68”
1.32”
1”
C
管位長度 .6H或.6L 3.6” (最少)
3.0”
2.4”
1.8”
1.5”
1.2”
0.90”
整理课件
14
3.8 若行位前端是細長的鑲件或哥針,而鑲件的重量只 佔整個行位的25%以下,行位的長度可以C長度作 為計算.
行位座
哥針
整理课件
15
7.2.3選用彈弓注意事項:
1所有彈弓只可壓縮25%~33%. 2外徑直徑為3/8”以上用ASSOCIATED(聯合)的 藍彈弓. 3外徑直徑為3/8”以下用ASSOCIATED(聯合)的琴線 彈弓.
整理课件
39
DME行位夾
整理课件
40
7.3 DME行位夾
7.3.1 根據行位重量選擇行位夾.(表1) 7.3.2 只適用於行位在如圖7模胚的B,C,D位置。
行位設計
整理课件
1
1.行位的一般結構
整理课件
2
SLIDE BLOCK SLIDE INSERT
CAM PIN
JAW
WEAR PLATE
GIB
WEAR PLATE
整理课件
3
2. 用途:塑造成品外部的倒扣位置或產品外 部直身位
鋼材:多數情況不能與內模同料,若需與 內模同料,行位必須氮化或硬度不 一樣.
動機關來推動產品頂出一段距离脫出整倒理扣课件,延遲行位才開.
22
4. 壓鎖形式
整理课件
23
4.1 當行位在前模的深度超過其高度的 2/3H時, 最好用模胚原身做壓鎖.壓鎖底角要做R.125” 的圓角,硬片倒角.125”x45.
模具系列10-模具行位设计

行位系统一.用于产品侧壁凹凸等倒扣位置及大面积直身胶位或外观面不允许有夹线等位置的脱模机构称为行位.行位又称滑块.二.行位基本设计参数:见图10F131.行程=倒扣最大距离(S1)+(2-5)MM2.角度:斜边角度一般10度~25度,铲鸡角度=斜边角度+2度(防止斜边磨擦)常用角度见20F13图3.3.R位:为了铲鸡,斜边合模过程中顺滑安全.图10F13所指处导R.4.斜边孔比斜边单边大0。
5-1mm.建议直径12以下0。
5/S,直径16以上1。
0/S.斜边常见固定方式见30F13.前模一般用T槽或拉扣.见10 0F13和11 0F13,13 0F13.5.限位(开模限定其行程以保证合模安全),常见方式有螺丝(40F13图1)和挡板(40F13图2)6.铲鸡又称束块.(防止行位因注射压力过大产生位移)其常见方式见40F13,其中图3为行位没通出模胚的反铲形式;图4为行位通出模胚的反铲形式,图5尽量少采用;图6没做反铲,但其必须满足H1≥3/2H.有些胶位主要处在前模,后模行位铲鸡可以直接在前模或A板上做.见图2(50F13)另外拔块铲鸡起到铲鸡+斜边的作用.见100F13图1,图3.7.行位又称滑块.A.运动方向要有拔模角,与模仁的关系见50F13.B.行位高度:T槽管位=H:L L=(1~2)H,见20F13。
C.行位镶件(入子)的固定方式常见的见60F13.D.防止胶位粘行位通常采用的措施有3种:见70F13.图1比图2做法好(没有夹线且假顶针深入产品也可以)图3做法有夹线.E.行位导滑一般有二种:原身T槽和压板,压板常用规格见80F13.当X太宽(X>200)时中间加导块(图3)。
F.大行位必须有运水,并注意接管的安全性.G.行位参考数据见20F13.三.行位类型1.原则:尽量做后模行位.前模行位比较烦且稳定性较差.2.后模(下模,公模)行位常见类型:见90F13.A.图1行位主要特点是行位顶尾端做底一级,好处是降低了行位的重心.此类型适用于特别高的行位.B.图2行位主要特点是行位是斜行的,加工比较复杂,尽量少采用.C.图3行位主要特点是行位铲鸡反铲形式及波珠螺丝的运用.D.图4行位主要特点是T扣的运用及不通行位反铲.(此为后模隧道行位).E.图5为后模转换行位.角度A(10度~45度)比较大时采用.F.图6为两行位共同一铲鸡,节省空间.G.100F13图1为后模内缩行位.设计参数见图1.其封胶位必须直的,此类行位往往比较单薄,稳定性较差.H.120F13为油唧行位.油唧行程-B=行位行程.3.前模行位A.100F13图2为前模T扣行位(隧道).B.100F13图3为前模拨块行位(此行位比较单薄且加工不易,但节省空间,建议不要常用.C.110F13为前模斜行位,角度A(小于等于25度)比较大时采用.D.130F13为前模胶胚行位(half行位)4.基本组合:A.斜边(T扣)+弹弓(拨珠螺丝)+定位螺丝(挡板)+压板+铲鸡(上下左右)B.拨块+弹弓(波珠螺丝)+定位螺丝(挡板)+铲鸡(上下左右)C.油唧+铲鸡+压板(一个油唧行位时做在模胚上面)。
比较特殊的模具(行位)设计

上传一个产品,外型设计没有拨模斜度,模具排位一出二,为保证产品外观不变,允许在产品的中间可有一条夹口线,望名位同袍多多思考,大家可以分好模具上传砌磋,但要设置成仅楼主可见,计没合理的给于加分,一个礼拜后公布答案!!!这是产品的整体外观这是前视图这是上色的前视图这是侧视图这是上色的侧视图从另一角度看产品外侧视图产品的内部上色图这是剖视图这是产品内部的下方有倒扣上色图从另一角度看产品内部的下方有倒扣上色图这是Step图档的产品图!答案来了,这是爆炸图由于这个产品比较特殊,产品外形沒有斜度,没有脱模斜度注塑开模及顶出时外观会拖花,常况下产品外形光面最保守的脱模斜度1.5度,砂面的脱模斜度不能低于2.5度,这是做模的口诀!所以这个产品的模具行位只能用开边线条的方法设计了(当然啦前提是:注塑出来的产品外观问题须得到客户同意),这种模具设计有两种方法,笫一种用斜弹(较胚)方法开模,另一种是开边线条行位开模,斜弹开模方法有弊端见仁见智,偶偏向于第二种做法第二种做法在注塑产品锁模力不够时会出现跑披锋的可能,所以两侧行位须加虎口锁住大行位,如下图所示这产品内外行位都较有代表性,分两部分讲,偶先讲第一部分!两侧行位须加虎口必须考虑开合模时会有先后顺序问题,也就是说闭合模时先合大行位再合两侧行位,开模时先开两侧行位再开大行位,这样只能在铲基上出术了,也就是说B铲鸡要比A铲鸡长,合模时先把大行位闭合,B铲基要有一段直身位(为防止擦伤须加啤把)作延时,这段直身位相当重要,因为开模时要B铲鸡的T翼带动先跑两侧行位,B铲基这段直身位能锁住大行位起到延时作用,同时B铲基这段直身位长度是决定A铲鸡角度的关键,还有决定行位的先后顺序与铲鸡T翼长度亦相当关键,B铲基T翼长度决定两侧行位的行程,如下图所示这是A铲鸡与行位的上色图,T翼沒延伸到铲基底部,大家仔细观察,如下图所示时能起到闭合行位和延时的作用.大家仔细观察,如下图所示下面是模具闭合状态示意图,留意红色圆圈所示大家仔细思考,如下图所示这是局部开模时A铲鸡T翼带动两侧行位跑一段行程,但大行位因还有直身位锁住,且B铲鸡前段距离避空,T翼与行位没有干涉,如下图所示从另一角度看B铲鸡直身位还锁住行位,T翼与行位还有一段距离,如下图所示这是当行程一定距离后,A铲鸡与行位完全脫离时,B铲鸡T翼带动行位的状况,如下图所示离后,大行位才开始移动,反之先合大行位再合两侧行位,大家明白了吧,如下图所示接着偶来讲第二部分,上个礼拜偶已讲过产品里面有个扣位,如下图所示其实这部份的设计很简单,只是行斜顶里再加一个斜顶就OK了,这和斜顶里加顶针顶出产品时托住骨位以免变形的原理一样,只不过一个平行一个斜行而已,关键部位是下图红色线,这个宽度决定小斜顶行程和脱勾高度,实际倒扣高度0.9mm,例如:设宽度斜顶行程4MM要跑出高于0.9mm倒扣高度用反三角函数算出须摆的角度就行了,如下图所示这是合模时的局部放大图:这是开模顶出时的示意图:行达到脱模目的,合模时右边的行位顶回小斜顶复位,大家仔细思考!这种设计较浪费材料,但属于较稳妥的设计,这套模具偶为达到效果材料设计得偏大,实际设计时可钢料力度与厚度可用公式计算出来,合理就可以了,当然这套模具要加硬做碎火处理,铲鸡局部要镶上和行位不同材质的镶件减少磨损,偶主要是讲这套模具的行位设计理念,其他细节偶就不多讲了,各同袍可下载附件详细分析,有不妥的地方欢迎上传切磋!!!。
模具行位机构设计指导书

- 1 -文件名称:8.行位机构设计8.1 行位机构概述8.1.1凡是能够获得侧向抽芯或侧向分型以及复位动作来脱出产品倒扣,低陷等位置的机构,称为行位机构。
8.1.2位机构分类①从作用位置分为下模行位、上模行位、斜行位(斜顶)②从动力来分为机动侧向行位机构和液压(气压)侧向行位机构8.2行位设计要点、行位组件(图8-1示)8.2.1基本形式D4 ~ 108.2.2图例①斜导柱设计a、斜导柱安装方式,(斜导柱选用国产顶针改制)国产顶针介子头规格参见“模架”“中托司套”一节。
(图8-2)b、于100mm以上的考虑用2根斜导柱。
c、当斜导柱凸出行位较小时,可在模架上钻圆孔避空,当凸出较长时,采用锣腔形槽的方式避空。
②铲鸡结构。
铲鸡属选用件。
(图8-3示)③当安装位置较小时,采用斜压板结构。
(图8-4示)④压板形式。
(图8-5示)压板按自制标准选用。
⑤位垫板厚度规格 =6,宽度大于60以上的行位要加垫板。
(图8-6示)自制标准件⑥行位的另一种形式。
当压板位置不多时,可考虑用燕尾键作压板,如图8-7示,当和位须精确定位时要加导向键。
- 7 -⑦导向键(图8-8)自制标准件⑧行位止动常用形式,弹簧+挡块(图8-9示),弹簧规格列表如下:- 8 -8.3行位镶件的几种形式(图8-10所示)- 9 -8.4上模行位 8.4.1以杯仔为例8.4.2行侧边孔位(参见GM1027、1015、1072) 8.4.3上模斜顶(参见GM-1285) 8.4.4斜孔抽芯8.5行位润滑,行位侧面通常在压板侧开油槽润滑,详见自制标准件GSMC-14。
8.6行位冷却,大行位要在行位内加冷却水道 8.7斜顶设计(图8-17所示 8.7.1斜顶设计① 08.0~05.0=δ ,斜顶要做低保证不铲胶 ② 直身位mm h 12~8=③ 0015~5=∂要保证斜顶滑行距)52(1-+≥s s∂=Hktg ς,Hk —顶出最大距离,注意实际顶出距离<Hk ④ 顶与下模板的配合孔是过孔,如图M-M 示当B ≤1.5A,要钻斜圆孔;当B>1.5A 时,要锣腰形孔。
第三讲:分模面模仁入子枕位镶件行位设计doc

第三讲:分模面\模仁\入子\枕位\镶件\行位设计一、各类塑胶模具开模动作:1、大水口模(二板模)只有一次开模动作:A板与B板分离2、细水口之二板半模(哈夫模)有两次:第一次,T面板和A板两板分离,第二次: A板与B板分离(左)为大水口模开模动作图 (中)为哈夫模开模顺序图 (右)为细水口模开模顺序图3、细水口之三板模:有三次:第一次,r水口板和A板两板分离,第二次,T面板和A板两板分离,第三次: A 板与B板分离.二、P.L分模面设计:1、分型面:将模具适当地分成两个或几个可以分离的主要部分,这些可以分离部分的接触表面,分开时能够取出塑件及浇注系统凝料,当成型时又必须接触封闭,这样的接触表面称为模具之分模面。
2、分模也叫拆模,是整个模具设计中最重要的一个环节,无论是用二维或三维软分模都必须对分模几种常见的样式了解,下面就几中常用的分模面处理方法及实例分析:3、分模面选择原则:分型面受到塑件在模具中的成型位置,浇注系统设计,塑件的结构工艺及精度,嵌件位置,形状以及推出方法,模具的制造,排气,操作工艺等多种因素的影响,故在选择分型面时应综合分析比较,从多种方案中优选出较这为合理的方案。
⏹a) 分型面应选在塑件外形的最大轮廓处。
⏹b) 留模方向,便于塑件顺利脱模。
⏹c) 保证制品的精度要求。
⏹d) 满足塑件的外观质量要求。
⏹.e) 便于模具加工制造。
⏹f) 对于成形面积的影响。
⏹g) 便于模具排气。
⏹h) 对则向抽芯的影。
三、模仁设计:1、型腔的成型方式:A:直接在模板上成型:主适用于产品高度不大,产品精度要求不高的且简单的塑胶产品。
B:模板与镶件相结合的成型方式:在模板上成型的一般是前模。
可以省料,但产品外观面成形不太好。
C:在模仁上成型:母模仁(模腔)、公模仁(模心)。
模仁常用材料:1)SKD61料718料P20料 2)NAK80料透明时用2、模仁四个角与模板的配合样式:钻孔(如下图左),一般模仁外形尺寸在200以下;倒圆角(如下图右)般模仁外形尺寸在200以上.3、模仁的定位:虎口,模仁管位角设计(1)直身安装。
行位带斜行位模具结构
行位带斜行位模具结构
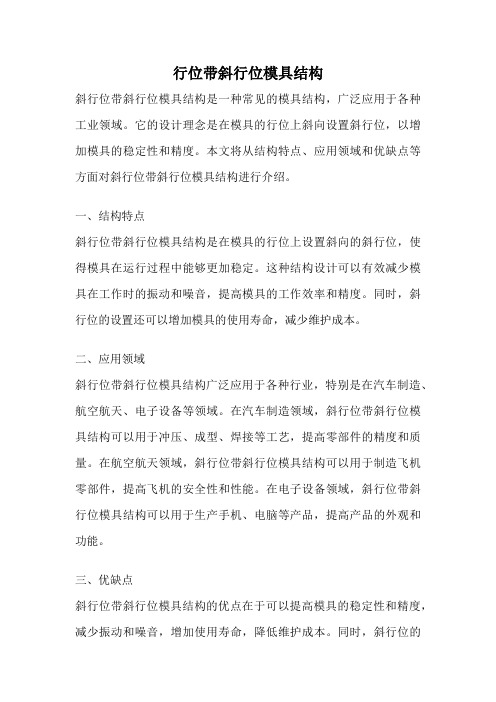
斜行位带斜行位模具结构是一种常见的模具结构,广泛应用于各种工业领域。
它的设计理念是在模具的行位上斜向设置斜行位,以增加模具的稳定性和精度。
本文将从结构特点、应用领域和优缺点等方面对斜行位带斜行位模具结构进行介绍。
一、结构特点
斜行位带斜行位模具结构是在模具的行位上设置斜向的斜行位,使得模具在运行过程中能够更加稳定。
这种结构设计可以有效减少模具在工作时的振动和噪音,提高模具的工作效率和精度。
同时,斜行位的设置还可以增加模具的使用寿命,减少维护成本。
二、应用领域
斜行位带斜行位模具结构广泛应用于各种行业,特别是在汽车制造、航空航天、电子设备等领域。
在汽车制造领域,斜行位带斜行位模具结构可以用于冲压、成型、焊接等工艺,提高零部件的精度和质量。
在航空航天领域,斜行位带斜行位模具结构可以用于制造飞机零部件,提高飞机的安全性和性能。
在电子设备领域,斜行位带斜行位模具结构可以用于生产手机、电脑等产品,提高产品的外观和功能。
三、优缺点
斜行位带斜行位模具结构的优点在于可以提高模具的稳定性和精度,减少振动和噪音,增加使用寿命,降低维护成本。
同时,斜行位的
设置还可以提高模具的工作效率,提高生产效率。
然而,斜行位带斜行位模具结构也存在一些缺点,比如制造成本较高,加工复杂度大,需要专业的技术人员进行设计和维护。
斜行位带斜行位模具结构是一种应用广泛的模具结构,具有很高的实用性和经济性。
它在各种工业领域都有着重要的应用价值,可以提高产品的质量和生产效率。
随着技术的不断发展,斜行位带斜行位模具结构将会越来越受到重视,成为模具制造领域的重要发展方向。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
圖2
圖3
圖1
7.2.2 藏彈弓的方法: 1 彈弓內置於行位內.(圖1~3) 2 安裝長度超過2”以上時,要考慮將彈弓外置.(圖4) 3 藏於硬片之下,以管釘作為推捍.(圖5)
圖4 留虛位 圖5
彈弓的改良設計
工藝避空孔( 1/8)
彈弓不做穿CORE面,裝拆模不需拆彈弓
7.2.3選用彈弓注意事項:
3037-01
產品此面要求 直身,省光.
3037-01
直身膠位用行 位出
3163C-01
外部倒扣位
3163C-01
外部倒扣位 用行位出
3027-01
產品外圍倒扣
3027-01
用四邊行位出 圍邊倒扣
產品四邊要求直身, 用四邊行位出
3. 行位設計的一般原則:
3.1 壓條藏位深度A最少有1/3H. 3.2 壓條高度B必須有2/3H,超過行位重心,因為行位通
1所有彈弓只可壓縮25%~33%. 2外徑直徑為3/8”以上用ASSOCIATED(聯合)的 藍彈弓. 3外徑直徑為3/8”以下用ASSOCIATED(聯合)的琴線 彈弓.
DME行位夾
7.3 DME行位夾
7.3.1 根據行位重量選擇行位夾.(表1) 7.3.2 只適用於行位在如圖7模胚的B,C,D位置。
方便加工
3181-01-1
向 下 斜 的 行 位 設 計
冬菇頭定位
行位底座
做一個鑲 件,模胚 做平,方 便加工
此種設計不能拆
此種設計OK
圖1
圖2
注意事項:在設計斜行位的壓條時, 要考慮壓條能否裝拆.
10.4 行位改方向的設計
3245-02
3146-06
2238-01
10.5 大行位的設計
小行位的設計
10.2 前模行位的設計
3036-03
三 板 模 的 前 模 行 位 設 計
避空
鏟雞要 做反鏟
3261-01 做浮板的前 模行位設計
避空
反鏟
2549-01
用油唧帶動的前 模行位設計
10.3 斜行位的設計
3157C-14
向 上 斜 的 行 位 設 計
冬菇頭定位
行位底座做一個 鑲件,模胚做平,
(2) 鍍銅片 Lamina Bronze 所有在行位底,行位背面,斜頂底或以任何 形式作磨損用的墊片,即油鋼或鍍銅片, 均 采用1/4”厚規格.
市面可賣到的闊度有以下几种: 3/4,1,1-1/4,1-1/2,2,21/2,3及4.如實際應用尺寸,超過上述規格,應采用組件 式砌到所需尺寸,如硬片面積為 6" X 8",可用:
3.0”
2.4”
1.8”
1.5”
1.2”
0.90”
3.8 若行位前端是細長的鑲件或哥針,而鑲件的重量只 佔整個行位的25%以下,行位的長度可以C長度作 為計算.
行位座
哥針
3.9 若行位”Z”寬度超過6-1/2”,需在行位底中間導向 條。
當行位 Z”寬度超過4-1/2”,要考慮做兩支斜邊。
3204-03
模 膠 位 一 樣 多 的 時
候
,
行 位 延
3271-01
行位延遲
此模為四邊行位,有兩個行位在運動方向有倒扣,需另兩個行位先開,帶 動機關來推動產品頂出一段距离脫出倒扣,延遲行位才開.
4. 壓鎖形式
4.1 當行位在前模的深度超過其高度的 2/3H時, 最好用模胚原身做壓鎖.壓鎖底角要做R.125” 的圓角,硬片倒角.125”x45.
設計時參考下表:(當A&B最少值)
L 行位長度 H 行位高度 A 壓條藏位
L H 1/3H
6”
5”
4”
3”
6”
5”
4”
3”
2”
1.63”
1.32”
1”
2.5”
2”
1.5”
2.5”
2”
1.5”
.82”
.69”
0.6”
B 壓條高度
2/3H
4”
3.32”
2.68”
2”
1.68”
1.32”
1”
C
管位長度 .6H或.6L 3.6” (最少)
行位設計
精深設計組 許開權 製作
1.行位的一般結構
SLIDE BLOCK SLIDE INSERT
CAM PIN
JAW
WEAR PLATE GIB
WEAR PLATE
2. 用途:塑造成品外部的倒扣位置或產品外 部直身位
鋼材:多數情況不能與內模同料,若需與 內模同料,行位必須氮化或硬度不 一樣.
邊釘長度確定的原則 1.1 邊釘進入杯士3/4”後,凸哥才進入前模型腔。 1.2 邊釘進入杯士1/2”後,斜邊才開始進入行位。
END
藏位深 度1/4”
不需要做冬菇藏位, 寬度至少5/8”
9. 行位上有頂針必須有保護裝置。機械式早頂回裝置如下: 9.1 外置式: 此種機械式早回機構裝在頂針板兩側,小模 用一對,大模用兩對.(如下圖1)
頂機板
限位用
用SHOULDED SCREW
9.2 內置式: 早回機構-圓套
B:早回針剛好,接觸彈性套
常橫放. 3.3 斜邊角度E在10~25之內. 3.4 壓鎖角比斜邊角大3,r取0.063”~0.125” 3.5 一般用圓頭斜邊, 直徑D可用3/8,1/2,5/8,3/4,
1-1/4,不用7/8。斜邊端部倒角e要大於斜邊角E, 不要做半圓頭. 3.6 行程T最少預多1/8”及補行程簡圖. 3.7 管位長度 ”C” 從0.6H和0.6L兩個數中選最大的值。
A: 合模狀態
9.3 保險針 作用:如果行位不完全行開.頂針板不能推出, 因保險針會先撞行位底,防止頂針損壞模腔。
1. 行位底有頂針.司筒時的安全設計 2. 行位攬哥針.司筒時行位塊的設計.
保 險 針
10.特殊行位的設計:
10.1小行位的設計:
鏟雞.斜邊做成一體
3215-03
當位置不夠時,斜邊和鏟雞 做一體,省去鏟雞.
貼著A板面
一般情況下要做硬片.
從膠位出時做3º啤 把;攬哥時平出.
行位寬度如與鑲件一樣寬,鑲件 深度要比行位腔深.625(min)
注意鏟雞厚度最少 1/2”
要畫行程三角圖 最小1/4-20
斜邊錐面與垂直方向呈10º夾角
三邊收窄1/16
開邊孔行位的設計
在後模分模面上做一凸台行位做成行穿山孔的形式,行針不做啤把.
型號
A
PSL0001
1.5”
PSL0002
2.13”
PSL0003
表1
3.38”
行位最大重量 22LBS/10KG 44LBS/20KG 88LBS/40KG
行位夾的安裝方法
改良方法:行位夾藏 腔開通模胚邊.
此設計行位夾無法安裝
注意事項:設計行位夾時一定要考慮是否能安裝.
SUPERIOR 行位鎖
波子直徑 (inch/mm)
1/2” / 12
3/8” / 10
5/16” / 8
行位 重量(磅/千克)
6.5 / 3.0
5.5 / 2.5
5.0 / 2.3
7.1.3只適用於行位在如圖7模胚的B,C,D位置,A 位置不適用。 TOP
7.2 內藏彈弓
7.2.1 以下幾種情況要選用彈弓作為行位定位. 1 行位向上(包括斜向上).(見圖1) 2 行位有凸出幼細鑲件及哥針.(見圖2) 3 行位底有頂針.(見圖3)
4.2 當行位深度主要在后模時,壓鎖做成鏟雞形式.行 位上的膠位面積大時,要做反鎖.
倒角 承壓面
反鎖
4.3 行位上的膠位面積小時,鏟雞可做成圖3的形式,壓 鎖面的高度h要大於或等於行位的2/3H高。
倒角
5. 墊片規格
作用 : 磨損后可以替換. 材料 : (1) 0-1 ST'L油鋼54~56HRC
6.壓條規格
用途:作為行位的軌道及磨損替換件。 鋼材:油鋼 AISI 01或 DIN1.2510
硬度:54~56HRC(油淬,二次回火)
7. 行位固定方法
7.1 彈弓波子 7.2 彈弓 7.3 DME行位夾 7.4 SUPERIOR行位鎖 7.5 油唧
彈弓波子
7.1 彈弓波子定位 7.1.1行位塊重量小於6.5磅以下才可以使用彈弓 波子.彈弓波子直徑要適合行位重量 7.1.2 一般不選用1/4-20及M6或以下的彈弓波子.
線條盡量平齊模面, 線條高度至少 0.625”(16.00mm)
藏位深度至少1/4”
3204-03 兩個行位共用中間線條
行位鑲件螺絲 均勻分布.
行位反鎖及運水設計
線條盡量平齊B板表面.
冬菇頭盡量長
運水离行位底面及 側面至少0.563”
反鏟通常要做硬片
鏟雞.模胚避空行 位運水
一小段平位方 便量數
行位導向條的設計
SLK-8A
SLK-25A
7.4 SUPERIOR 行位鎖
7.4.1只適用於行位在如圖7模胚的B,C,D位置。 7.4.2 SLK-8A 適合8磅或3.6KG以下行位。 7.4.3 SLK-25A 適合25磅或11KG以下行位。
7.5 油唧 若斜邊“H”超過7” (圖1),行位要改用油唧推動(圖 2).
圖1
圖2
8. 行位設計一般要求及技巧
行位一定要標斜邊角度.鏟雞角度.行程.
行位鑲件通常做冬 菇頭定位,三面收窄 至少1/16
最小5/8要為整數, 多個行位深度盡 量一樣
限條正常情況下 做通至模胚側面
T
要同(斜邊)行位行程相等. 壓板厚度3/8,用#10-24螺絲
不論行位多寬,只用一顆螺絲 注意鏟雞避空線條單邊1/32 盡大至R.313