硫回收装置仪表
荆门石化3万吨/a硫磺回收装置DCS组态

,2 ~
荆 门石化 3 万吨/硫磺回收装 置 D S a C 组态
李正勇
’
谬
摘
,
荆 门石 化 分 公 司 。 湖 北 荆 门
48 0 40 0
要
D S集散控制 系统) C( 主要通 过现代控 制理论 的应用和各种先进 的控制策略 , 具有软 、 硬件组 态方
历 总一
论 坛 罩;. i
管理 的无 缝 连 接 。 制 系 统 的主 控 卡 、 据装 发卡 、 键 卡 控 数 关
件、 系统电源、 网络 、 系统供 电、 安全栅供 电等均按 1 l 余 :, 几
配置 。
一
等构成 , 其中操作节点包括工程师站、 操作员站 、 服务器站、
数据管理站、 时间同步服务器等 , 而过程 网络又包括过程控
由于各 民族的发展有着 自身的特 点, 因而产生和发展 了根深蒂 固的具有民族特色 的文化, 如果我们对所学语言
国家 的文 化背 景 、 日常 生 活 习惯和 风 土 人情 不 甚 了解 , 么 那
我们在与英语国家的人们交流时不可避免地会出现尴尬局 面, 甚至会造成误会 , 形成交流障碍 , 许多学生正是 由于对 外 国文化背景缺乏 了解, 从而体会不到英文故事的幽默感 。 反之 , 如果教师在授课过程 中, 注重 中国文化和英语 国家文
中图分类号 : B 2 . T 645
文献 标识码 : A
文章编号: 027 6 (0 1 1—0 60 1 0 .6 12 1) 20 5 .2
D S 统 硬件 组态 包 括 操 作 站 的选 择 、 件 配置 及 现 C 系 硬
D S 集 散 控 制 系 统 , ir u dC nrl yt 是利 C ( D s i t o t s m) tb e oS e
硫回收装置燃烧炉温度仪表选型的探讨

度高 , 普 通 温度 仪表 难 以满足 要求 , 准确 、 及 时 的温 度测 量是 控 制好 焚烧 炉 的关键 , 因而必 须正确 选 择 温 度测 量仪 表 。 同时 , 选择 正 确 的温度 仪表 可 以提
高硫的回收率 , 降低硫化物 的排放量 , 实现节能减
排, 达 到环 保要 求 。
1 工 作原 理
工 业 常用 热 电偶 根据 热 电效 应来测 量 温度 , 在
图 1 吹 气式热 电偶 结构 示意
此基础上加 以改进制成的吹气式热 电偶是在热电
偶 与保 护管 之 间构成 流动 气体 回路 , 通 过注 入一 定
红 外测 温仪 通过 全通 径球 阀与设 备 连接 , 在设 备 运行 时可 以在 线 拆 卸 维 修 。 同时 通 过 2路 吹扫
第5 1 卷
第 6期
石
油
化
工
自 动
化
Vo 1 . 5 1,No . 6 No v e mb e r ,2 0 1 5
2 0 1 5年 1 2月
AUTOM ATI oN I N PE TR( CHEM I CAI I NDUS TRY
硫 回收装 置 燃 烧 炉 温 度 仪 表 选 型 的探 讨
2 性 能 比较
吹气 式 热 电偶 通 过 吹 入惰 性 气体 在一 定程 度 上延 长 了使 用 寿命 , 但 同 时也 影 响 了测 量精 度 , 且 相 比于其 他仪 表其 在 高 温 情 况 下 的使 用 寿 命 还不
够理想。高温情况下热 电偶 的保 护管须使用耐高
稿 件收 到 日期 : 2 0 1 5 — 0 5 — 2 5 , 修 改 稿 收 到 日期 : 2 0 1 5 — 0 8 — 0 8 。
第十四章硫磺回收装置
第⼗四章硫磺回收装置第⼗四章硫磺回收装置第⼀节装置概况及特点⼀、装置概况硫磺回收装置是环保装置,它是洛阳分公司500万吨/年炼油⼯程主体⽣产装置之⼀。
该装置主要处理液态烃、⼲⽓脱硫酸性⽓及含硫污⽔汽提酸性⽓等,其产品是国标优等品⼯业硫磺。
⼆、装置组成及规模硫磺回收(Ⅰ)设计⽣产能⼒为3000t/a,1987年8⽉开⼯,2001年4⽉扩能改造⾄1.0×104t/a;硫磺回收(Ⅱ)设计⽣产能⼒为5650t/a,1997年9⽉开⼯,2000年3⽉扩能⾄1.0×104t/a。
三、⼯艺流程特点两套硫磺回收装置均采⽤常规克劳斯⼯艺,采⽤部分燃烧法,即将全部酸性⽓引⼊酸性⽓燃烧炉,按烃类完全燃烧和1/3硫化氢完全燃烧⽣成⼆氧化硫进⾏配风。
过程⽓采⽤⾼温外掺合、⼆级转化、三级冷凝、三级捕集,最终硫回收率达到93%以上。
尾⽓中硫化物及硫经尾⽓焚烧炉焚烧,70m烟囱排放。
第⼆节⼯艺原理及流程说明⼀、⼯艺原理常⽤制硫⽅法中根据酸性⽓浓度不同,分别采⽤直接氧化法、分流法和部分燃烧法。
本装置采⽤的是部分燃烧法,即将全部酸性⽓引⼊燃烧炉,按烃类完全燃烧和1/3硫化氢完全燃烧⽣成⼆氧化硫进⾏配风。
对于硫化氢来说,反应结果炉内约有65%的硫化氢转化为硫,余下35%的硫化氢中有1/3燃烧⽣成⼆氧化硫,2/3保持不变。
炉内反应剩余的硫化氢、⼆氧化硫在转化器内催化剂作⽤下发⽣反应,进⼀步⽣成硫,其主要反应如下:主要反应:燃烧炉内:H2S+3/2O2=H2O+SO2+Q 2H2S+ SO2= 2H2O+3/2S2+QH2S+CO2=COS+ H2O+Q 2H2S+CO2=CS2+2 H2O+Q反应器内:2H2S+SO2=H2O+3/nSOn+Q COS+ H2O = H2S+CO2-QCS2+ 2H2O=2H2S+CO2-Q为获得最⼤转化率,必须严格控制转化后过程⽓中硫化氢与⼆氧化硫的摩尔⽐为2:1。
⼆、⼯艺流程说明来⾃液态烃、⼲⽓脱硫装置酸性⽓及含硫污⽔汽提酸性⽓,压⼒0.05Mpa(表),温度40℃左右,硫化氢浓度30~90%(V),烃含量⼩于4%(V),在酸性⽓分液罐V101分液后进⾏⼊酸性⽓焚烧炉F101,所需空⽓由风机C101供给。
硫磺回收装置存在的问题及改进-精选文档

硫磺回收装置存在的问题及改进、引言随着社会的不断发展,人们生活水平的不断提高,有关环保意识及可持续发展理念已经越来越深入人心;正是在这种大背景条件下,近年来我国很多地方的石化公司已经开始有意识地新建、扩建专为回收硫磺的装置,这种装置对硫磺的回收,主要是基于高温转化(一段)、催化转化Claus法(两段)及对SSR尾气进行处理的工艺基础上建造的。
这些装置自投入使用以来,所取得成效却不尽人意,例如,总硫回收率达不到设计标准的99.89%;运行不正常的尾气处理系统带来S02超标的尾气排放;有关管线、塔产生堵塞于尾气加氢部分等等。
鉴于此,为把这些装置的总硫回收率提高起来,促使尾气实现达标排放,以下就从分析硫磺回收装置所存在问题入手,对改进硫磺回收装置方面提出一系列有针对性的措施。
二、硫磺回收装置存在的主要问题表现及分析1.关于原料气的问题原料气存在的主要问题,主要表现在这几方面:第一,原料气的波动比较大。
在实际运行之中,有关原料气流量以及组分,不仅波动比较大,而且其波动相当频繁,这极易带来配风滞后,若出现配风滞后,将直接导致空气不足或者空气过剩,并由此引起一系列不良后果,的二氧化碳通过反应,其反应物就是数量巨大的二硫化碳及氧硫化碳;其化学反应方程式表示如下:H2S + CO2 f COS + H2O H2S + COS —CO2 + H2O在后工序过程中,如果碰到不好的催化水解效果,则这两个反应因不完全逆反应,致使尾气燃烧炉中被大量COS和CS2进入,从而引起尾气含硫超标排放。
第二,原料气中二氧化碳的含量偏高。
硫化氢将与这些过剩第三,原料气中烃含量偏高。
烃含量偏高,将使得废热锅炉的热负荷以及路火焰的稳定大大提高起来,因而带来了空气需要量的增加及把反应物稀释下来。
2.关于在线分析仪表的问题PH值在线分析仪、H2S/SO2在线分析仪及H2在线分析仪,这三台在线分析仪通常被引进硫磺回收装置中。
在具体生产运行过程中,若这些在线分析仪出现故障,则有关人工配氢、人工配氨以及人工分析等将被迫应用生产运行中,由此将带来一系列不良后果。
在线分析仪表在硫磺回收装置中的应用
日应旦塞 臼 D o i : l 0 . 3 9 6 9 4 . i s s n . 1 6 7 1 - 1 0 4 1 . 2 0 1 3 . 0 4 . 0 1 5
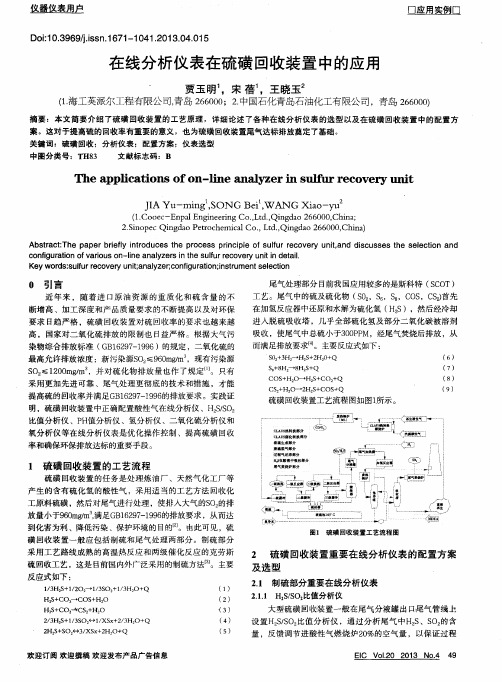
在线分析 仪表在硫 磺 回收装 置 中的应 用
贾玉 明 ’ , 宋 蓓’ ,王晓玉 ( 1 . 海工英派尔工程有限公司, 青岛 2 6 6 0 0 0 ; 2 . 中国石化青岛石油化工有限公司 , 青岛 2 6 6 0 0 0 )
Th e a p pl i c a t i o ns o f o n- l i n e a n a l y z e r i n s u h  ̄ ur r e c o v e r y u n i t
J I A Yu - mi n g , S ONG B e i , W ANG Xi a o - y u
,
在加氢 反应器中还原和水解为硫化氢 ( H ),然后经冷却
进 入脱硫 吸收塔 ,几 乎全部硫 化氢及部分 二氧化碳 被溶剂 吸收 ,使尾气 中总硫小于3 O 0 P P M,经尾气 焚烧后排放 ,从 而满足排放要求 】 。主要反应式如下 :
s O 2 + 3 H 2 — + H2 s + 2 H2 0 + Q s 8 + 8 H2 — } 8 H2 s + Q
COS +H2 o— + H2 s +co2 +Q
电厂脱硫所需仪表的选型与应用

应锅炉负荷的变化情况。 反应过程中不产生温室气体,完全去除SO3,没有废水排放,没有二次污染。
需重视的问题
干法脱硫工艺(CFB-FGD)
对于改造机组,脱硫除尘器及新增引风机无法布置,占地大。 脱硫副产物的综合利用。脱硫副产品的处置方式、脱硫灰的价格及
硫酸铵具有腐蚀性,对于防腐的要求较石灰石-石膏法更为严格。玻璃钢、内 衬玻璃鳞片或合金钢(A59)的吸收塔可以满足要求。 (3)烟气排放中的气溶胶控制问题:
通过调整PH值、氧化程度、和氨的加入方式等方法可以在一定程度上控制气 溶胶的形成,并在脱硫塔出口装设湿式电除尘器,收集SO3送回锅炉燃烧,同时 有效的去除其他气溶胶,同时保证烟气中残留氨和铵盐类气溶胶能够得到有效控 制。 (4)氯离子浓缩问题:
部分被认为不再具有吸收能力的较粗颗粒被作为脱硫副产物排到电厂脱硫灰库。
最后经除尘器净化后的烟气经引风机排入烟囱。
主要特点
干法脱硫工艺(CFB-FGD)
综合造价低,系统简单。烟气循环流化床脱硫工艺整个综合造价相当于湿法的 75%。
维护工作量和费用低,整个维护费用占总投资的1%。 电耗低。烟气循环流化床脱硫工艺的电耗占发电量的0.7%~1%。 水耗量低,整个水耗量是湿法水耗量的60%左右。 不需要考虑防腐,整个脱硫系统设备主要由碳钢构成。 工艺简单可靠,不受燃煤含硫量限制,只需改变钙硫比和吸收剂投入量就可以
二根并行的测量管与分流器连接
驱动线圈
刚性、厚重的外壳支撑结构
高耐用性,可适用于 各种恶劣的应用环境
介质以及腔体的温度测量
优化检测线圈的安装位置 使信号振幅加大
质量流量计
AMETEK880NSL硫比值分析仪在海南炼化硫磺回收装置应用总结
AMETEK880NSL硫比值分析仪在海南炼化硫磺回收装置应用总结摘要:本文简要的介绍了AMETEK880NSL型硫比值分析仪的工作原理和系统构成,结合其在海南炼化硫磺回收装置的运行经验,对其运行状况、常见故障及处理方法和使用过程发现的缺陷进行了总结。
关键词:硫比值分析仪运行状况常见故障应用总结装置简介:海南炼化硫磺回收装置设计负荷为生产硫磺8万吨/年,年开工时间为8400小时,操作弹性范围是30-110%,硫回收率99.8%,尾气净化度达到小于960mg/m3。
本装置由SEI总承包,山东三维石化工程股份有限公司负责基础设计和工程设计,中石化第二建设公司承建。
硫磺装置由Claus制硫系统、尾气处理系统、尾气焚烧系统、液硫脱气系统组成。
装置采用中石化自主开发SSR无在线炉硫回收工艺,采用二头一尾配置。
装置原料是溶剂再生装置来清洁酸性气和酸性水汽提装置来含氨酸性气。
本装置于2006年9月首次开车成功,最长运行周期为39个月。
制硫炉配风采用双回路控制系统,即大配风与酸性气流量采用比例控制,小配风与硫比值分析仪计算的需氧量串级控制。
一、概述在克劳斯硫磺回收工艺中,通常采用硫化氢/二氧化硫比值分析仪对制硫尾气中的H2S与SO2浓度进行分析,参与制硫炉酸性气/空气配比控制,精确控制制硫炉的配风量,提高制硫装置硫回收率,同时防止尾气部分发生SO2穿透,因此提高硫比值分析仪的精确度、缩短分析时间和降低故障率,对于硫磺回收及尾气处理装置的操作至关重要。
本装置采用了AMETEK880NSL型硫比值分析仪,为了提高比值仪分析的准确性,将比值仪安装在制硫装置尾气分液罐出口水平段管线上,此段位置介质具有压力稳定、流速均匀的特点,同时为了缩短比值仪采样时间,降低分析结果的滞后性,将比值仪整体设备直接安装在管道上,尽量降低采样管长度。
AMETEK880NSL型硫比值分析仪具有自动化程度高的特点,分析仪控制系统自动执行所有的正常运行步骤,包括启动样品流动、分析、在线校准、量程选择、错误检测、区域温度控制及出错自动反吹等步骤,维护人员可由设备自带显示屏得知设备的运行状态和错误信息。
硫磺回收装置工艺操作规程
3万吨/年硫磺回收装置工艺操作规程1.岗位任务本岗位负责处理炼油厂干气、液化气脱硫装置和酸性水汽提装置产生含高浓度硫化氢的酸性气,酸性气经克劳斯工段回收大部分硫,尾气经焚烧炉完全燃烧,使装置既回收了资源又保护了环境,达到了化害为利的目的。
2.岗位管辖范围本岗位管辖范围为:酸性气预处理、克劳斯制硫、尾气焚烧、液硫脱气和输送、以及公用工程系统的所有工艺设备和仪表的操作和维护工作。
3. 工艺操作指标3.1克劳斯工段1、脱硫酸性气入装置压力:30~50KPa,酸性气脱液罐D-8101液位30-80%,脱硫酸性气流量160~1823Kg/h,空气/脱硫酸性气重量比例:1.45-1.85,污水汽提酸性气流量50~334Kg/h,空气/污水酸性气重量比例:1.85~2.05。
2、反应炉F-8101微调空气流量:350-850Kg/h,主空气流量:505~2862 Kg/h。
反映炉前空气压力:不大于0.035MPa。
3、反应炉F-8101燃料气流量16~48 Kg/h,燃料气压力:0.27~0.33MPa,空气/燃料气重量配比:12.0~14.0,燃料气脱液罐D-8102液位30~80%。
4、反应炉F-8101炉膛温度:1100~1250℃。
5、反应炉废热锅炉ER-8101液位:40~70%。
6、第一级克劳斯反应器R-8101入口温度:225~250℃,床层温度:不大于350℃。
7、硫磺冷凝器E-8101/8102/8103 液位:40~70%。
8、第二级克劳斯反应器R-8102入口温度205~220℃,床层温度:不大于350℃。
9、克劳斯尾气浓度:H2S-2S02:-1~1%(V)。
10、液硫池T-8101空气流量75~160Kg/h,废气总流量105~200Kg/h。
液硫温度130~155℃,气相温度:不大于170℃。
11、低压蒸汽压力:0.33~0.42MPa,低压蒸汽温度:152-165℃。
12、焚烧炉F-8102第一空气流量:284~2026Kg/h,瓦斯压力:0.25~0.33MPa,空气/瓦斯重量比例15~25,瓦斯流量:14.0~140Kg/h,炉膛温度675~725℃,烟道气氧含量:1%~5%(v)。
硫磺回收装置操作规程
硫磺回收装置操作规程一.介质特性硫化氢(H2S)相对密度1.189(气体),爆炸极限4.3-46%,自燃点;260°C, H2S 在空气中最高允许浓度10mg/m3,毒性。
强烈神经毒物对粘膜有明显刺激作用,浓度越高全身作用明显表现为中枢神精系统症状和窒息症状。
H2S是一种恶臭性很大的无色气体,H2S浓度达到是一定时会引起火灾爆炸。
硫磺熔点为119°C,沸点444.6°C饱和蒸汽压:0.13kpa,临界温度;1040°C,淡黄色不溶于水,燃烧时火焰温度1800°C.爆炸下限35mg/m3,引燃温度;232°C最大爆炸压力0.415mpa,遇高温及明火能引起燃烧。
二.开工规程开工检查1.系统试压气密合格,酸性气管道系统各点均无泄露。
2.管道上所有阀门仪表检查是否灵活启闭,仪表是否能正常工作。
3.水、电、气、风、燃料气正常4.废热锅炉及三级冷凝器是否正常在液位。
5.dcs是否显示工作正常。
6.风机试起,压力是否正常在45-55kpa。
7.酸性气引至炉前,压力是否在0.04-0.06mpa。
8.压缩空气备压引至启动球阀前0.4-0.6mpa。
9. 催化剂装剂高度在850-900mm,上部瓷球50mm下部瓷球100mm。
三.开工准备1.准备开工器具硫化氢报警仪消防设施完好备用:消防栓、灭火器。
安全防护用具齐全:隔热板、空气呼吸器、过滤器式防毒面具、便携式硫化氢报警仪、对讲机等。
2.打开风机吹扫炉膛。
同时给蒸汽煮炉,煮炉蒸汽压力为0.3-0.45mpa,(之前打开冷凝器及其三级冷凝器煮炉放空阀(开至1/3),关闭蒸汽出口阀门,然后开启两炉底部煮炉阀门。
)并打开蒸汽出口所有阀门(冷凝器及其三级冷凝器除外)。
进行预热管道及其冷凝器。
时炉内压力保持在0.3mpa左右。
伴热时间30分钟左右关闭蒸汽煮炉管道阀门,及其放空阀。
3.伴热关闭后引瓦斯气升温,调整配风量。
硫磺回收装置开工系列问题分析

硫磺回收装置开工系列问题分析摘要:本文针对某国外炼油升级项目硫磺回收装置开工时遇到的难点问题进行分析,提出有效的解决办法,并对硫磺装置开工要点进行总结。
关键词:硫磺回收;低负荷;开工问题;联锁;急冷水带硫;热负荷不足1、装置概况某国外炼厂升级项目硫磺回收装置设计规模为1.1万吨/年,该装置由制硫单元、尾气还原净化单元、液硫脱气以及硫磺成型单元组成。
该硫磺回收装置的工艺特点为制硫单元一级转化器入口温度采用高温掺和控制技术;二级转化器入口温度采用气气耦合换热器控制方案;尾气处理单元加氢转化器采用低温催化剂,入口温度由尾气焚烧炉后加热器通过分程控制来实现。
2、装置开工中遇到的问题由于上游柴油加氢装置开工期间负荷低并且运行不稳定,导致溶剂再生装置处理的富胺液中硫化氢含量低,硫磺回收装置处于低负荷状态。
在这种状况下,装置首次开工初期出现了一系列问题如下:(1)公用工程系统不稳定,包括锅炉水出现中断一次;燃料气压力波动频繁,多次出现压力大幅下降情况;电力不稳定,多次出现晃电、短时停电情况;上游氢气中断一次;低压蒸汽多次出现压力大幅下降情况;循环冷水结垢严重。
(2)设计问题,包括尾气焚烧炉废热锅炉热量恒算存在问题;硫冷凝器无破沫网;捕集器设计操作温度160摄氏度,温度较高。
(3)预硫化循环风机因设计原因导致在预硫化期间轴封系统存在泄漏硫化氢介质的隐患。
(4)电气、仪表问题,包括UPS跳电;仪表专业进行在线系统下装,导致下装的燃料气控制阀全关,酸性气燃烧炉熄火后联锁停炉;尾气焚烧炉燃料气控制阀阀芯卡入杂物,尾气焚烧炉断燃料气熄火后联锁停车;酸性气燃烧炉风量、燃料气量不准,烘炉低温段配风难;风机断路器故障,使风机突然失电后联锁停机。
针对以上问题结合装置实际情况,采取了切实可行的措施,以保证装置顺利开工。
3、开工问题分析及解决措施3.1公用工程问题分析及解决措施3.1.1锅炉水中断开工中期出现一次锅炉水短时中断,尾气焚烧炉汽包液位下降至35%,如长时间中断,将直接导致汽包液位低低联锁停炉;高温掺和阀需要锅炉水对阀芯进行降温,水量不小于300L/h,高温段不允许中断,短时中断也可能对掺和阀造成损伤,影响使用寿命。
硫回收装置操作规程
生产维护操作法1. 制硫燃烧炉F-9101及其相关操作1.1 制硫燃烧炉F-9101配风控制酸性气缓冲罐D-9101脱液后的酸性气经流量计FT-9101、9103和调节阀FV-9101分配流量约1/3的酸性气进入F-9101燃烧,其余2/3跨接至F-9101后部。
进炉空气由制硫炉鼓风机K-9101/1.2供给。
其配风量由比值调节阀FSV9104进行调节,同时由尾气分液罐D-9104出口过程气线上H2S/SO2在线分析仪AIC9101实时跟踪过程气变化,并通过FIC9105进行反馈微调进炉风量,从而保持最佳的反应状态。
当酸性气流量表FfIC9101、FIQ9103或FfIC9104中任一失灵,F-9101配风量都不能实现比值调节,此时应摘除自动比值控制,将FSV9104改成单回路自动或手动控制,主要依靠FSV9105调节进炉风量。
若在线分析仪AIC9101出现故障,应调节FSV9104重新设定比值进行比值调节,由于比值调节器毕竟是靠经验比例值来配风,不能准确及时地反映酸性气组分的变化,故此时应加强现场采样分析,及时调整气风比。
1.2 制硫风机K-9101/1.2的开停及切换操作1.2.1 风机的启动1.2.1.1 检查风机的润滑油情况,各压力表、温度表指示正常。
1.2.1.2 风机入口、出口关闭,风机放空开。
1.2.1.3等电机电流指示降低后,缓慢打开风机入口阀,同时调整放空阀。
调整好风压。
1.2.2 风机的日常维护1.2.2.1 在日常操作中应密切注意风机电流、轴承温度等各项参数。
1.2.2.2 制硫风机出口阀FV9104、FV9105是连锁阀,即当风机停机时,连锁阀自动关闭,防止压缩空气或酸气倒串。
因此风机出口阀在开机后一定要处于气动位置。
1.2.2.3 当F-9101需要风量较大时,需启用两台风机,且投用风机出口连锁阀,用风机入口阀,放空阀及FIC9104、FIC9105调节风量,并应保持两台风机电流、出口压力基本平衡。
硫酸装置低温热回收(DWRHS)系统检测仪表的选型及安装调试

2 检测仪表的选型及安装要求
2 1 就地显 示仪表 .
送器。现场接管时要注意 , 双室平衡容器 的正负压
室在接 到变送 器上去 时不能接 反 。
3 流 量 、
就地仪 表主要 为压力表 和温度 计 。压 力表在 一 般 的空气 、 及 蒸 汽管 道 上 统一 使用 D 1 焊 式 水 N 5对
锈钢 衬 F 其 直 径 主要 按 需 测 量 流 量 大小 来 选 E, 定 。 电磁流 量计 可安装 在水平 管也 可安 装在垂 直 管 道上, 但应 按 规定确 保直 管段有 一定 长度 , 并要 保 证 在 运行 时是满 管 的 。阿牛 巴流量 计采用 耐 高温浓 硫
金 属环 即是环 形 电导 率 传 感 器 的两 个 工 作线 圈 , 同 时也 与工 艺 介 质 接 触 , 接 片起 连 通 线 圈 的作 用 。 短
2、 位 液
推广 , 测仪表 在硫 酸 生产 装 置 中也 得 到 了广 泛 的 检 应 用 。尤 其在低 温热 回收 ( WR ) D HS 系统 不 仅 为生
产厂节 约 了大量 的人力 、 物力 , 更重要 的是可 以及 时
对工艺参 数进行 调整 , 装置可 全 自动运 行 , 大减轻 大 了操作 负荷 , 降低 了操 作难度 , 提高 了装置 的抗 风 险 能力 。现以 山东淄博博 丰复合 肥有 限公 司硫 酸装置 的低温热 回收 系 统 为 例 , 绍 检 测 仪 表 在 D H 介 WR S
观地显 示 出来 , 供结 果 。这 三个 部 分 有机 地 结合 提
0 r8 i T 不 锈钢 、 N 0套 管 。温 度计 保 护 管 统 Cl Nl i 0 D4
气体分析仪在硫磺回收装置中的应用

1 工艺 及控 制简 述 硫 磺 回收 装 置 主要 是 由硫 磺 回收 部 分 和尾 气 处理 部 分 组 成 。硫 磺 回收 采 用 部 分 燃 烧 法 、 掺 外 合、 两级 转化 克 劳斯 硫 磺 回收 工艺 , 气处 理 采 用 尾 加 氢还 原尾气 处理 工艺 。 酸 性气流 量 与 空气 流 量 的 比值 控 制 及尾 气 与
比 值 分 析 仪 , 据 尾 气 H S S 线 分 析 与 计 根 /O 在
色谱 分 析 方 法 是一 种 将 多 组分 的气 态 混 合物 通过 色谱 柱或 色谱 薄膜 层 , 分离成 为 单一 的组 分从 而测 定各 组分 含量 的方 法 。
气相 色谱 分 析仪 由 以下 7个 部 分 组 成 。其 结
H S及 烃类 的含 量 。按 烃 类 完 全燃 烧 和 三分 之 一 H S生成 S 来 调 节 进 燃 烧 炉 空 气 配 比量 , O 即酸 性 气 流量 与主管 线 上 空 气 流 量组 成 比值 控 制 使 烃 类 组 分完全 燃 烧 , 以保 证 过程 气 中 H S和 S O 的
b )采样 处 理 系 统 。从 工 艺 管 道 或 设 备 上 连 续 地
采 集 样 品 , 过处 理 成 为 干 净 的 样 品送 到 仪 器 分 经
析 。c )内部 采样 阀系 统 。常 用 的 有 两 种 :一 种 6 通式采样阀; 另一 种 是 柱塞 式 。d )分 离 系统 。主 要 由色 谱柱 、 色谱 柱 阀组组 成 。e )控 制 系 统 。 由 程 控 系 统 和温 控 系统 两 部 分 组 成 。f )检 测 系统 。
排放 。 2 气 体 过 程 分 析 仪 简 介
海 化 学 工 业 专 科 学 校 化 工 仪 表 及 自 动 化 专 业 , 在 中 国 石 油 集 团 现 华 东勘 察 设 计 研 究 院 , 要 从 事 自动控 制 工 程设 计 工 作 下 面 简 单介 绍 两 种气 体 过 程分 析仪 表 的基 本 特征 及结 构 。
Clinsulf-Do法硫磺回收装置的安全仪表系统设计特点

i t o c d:t s g h r c e itc a h c t oll op a e a a y e . Tha l he p US t k w h n r du e he de i n c a a t rs i sofe c on r o r n l z d t wil l o no t e a a a s o S i he Cln u fDo s f r r c ve i. dv nt ge fSI n t i s l_ ulu e o r un t Ke wo d y r s:Cln ul- r c s i s fDo p o e s;s lurr c e ;s f t ns r m e t d s s e ( S);s f t nt grt e l u f e ov r a e y i t u n e y t m SI a e y i e iy lve
The De i n Cha a t rs is o I n t e S lu c v r Uni t i u fDo M e ho sg ’ r ce itc fS S i h u f r Re o e twih Clns l- t d
M iCha o
独 特 的优点 , 合 处 理 硫 化 氢 体 积 分 数 2 % 以下 适 O 的含 硫 尾 气 ,Ki p ti r ar k颁 奖 委 员 会 评 选 其 为 k c
19 9 2年化 学工 业 推 广 的五 个 最 佳 工 艺 技 术 之 一 ,
内产 生 的 过 热 水 在 汽 包 中 分 离 出 蒸 汽 用 于 预 热 酸性 气 和 空气 , 足 部 分 由界 外 供 应 的 中压 蒸 汽 不 补 充 。开 车 时 , 酸性 气 及 空 气 采 用 界 外 供 应 的 中 压 蒸 汽 预 热 。从 反 应 器 出 来 的 气 体 进 入 硫 冷 凝 器 , 过加 热 硫 冷 凝 器 内 的 锅 炉 给 水 , 气 态 硫 通 将
70kt/a硫磺回收装置顺利通过环保验收

应达到 《 大气 污染物综合 排放标 准》 G 69 ( B 127— 1 6 规定的限值要求 。装置主要由 Cas 9 ) 9 l 制硫 、 u 尾 气净 化处 理 ( C T 、 气 焚烧 、 硫脱 气 和除 盐 水 SO )尾 液
脱 氧等 5个 系统组 成 , 理炼 油厂 的 酸性气 。 处
维普资讯
・
2 ・ 8
硫 磷设 计 与粉体 工程 SP&B H R L T DE GN E IG M E A E N IE RN
20 0 7年 第 3期
7 ta硫 磺 回收 装 置顺 利通 过 环保 验 收 0k/
侯 春 健
( 扬子 石化 股份 有限 公 司炼 油 厂 , 苏 南京 江
塔顶 的 酸性气 混合 后 进 分 液罐 , 装置 故 障时 酸性 气
直接 去 火炬 系统 。凝 液 经 加 压 罐 去 酸 性 水 汽提 装
中 的一 套 装置 , 中 国石 化 集 团 南京 设 计 院 和镇 海 由 炼化工 程公 司联 合设 计 , 中石化 第 五建设 公 司承建 。
该装置 于 2 0 0 3年 8月 开始 施工 ,0 4年 9月 3 日 20 0
含量 。
建成 中交 ,2月 9日投产 。 l 装 置设 计能 力为 回收 硫磺 7 ta配 套 的尾 气 0k , / 净 化单 元 的处 理 能 力 为 10k/ , 作 弹 性 范 围为 0 ta 操 2 % ~15 。硫 回收 率 在 9 . % 以 上 , 气 排 放 5 0% 98 尾
硫磺 产 品质量 合格 , 置开工 试 车一次 成功 。 装
上游 各炼 油装 置产 生 的故 障。
6 9 开 工时 间的安 排 .
2、 随着 环 保 的要 求 越来 越 高 , 装 置 的运 行要 对 求越 来越 严格 。所 以 , 置 的投 资 费用 应 确 保 工 艺 装 和环 保 正常运 行 的要求 , 不应 过度 节省 , 在设 计时 要
硫磺回收装置比值分析仪常见故障原因分析与处理
硫磺回收装置比值分析仪常见故障原因分析与处理摘要:本文以阿美特克公司880-NSL型比值分析仪为例,重点探讨在采用克劳斯反应炉的硫磺回收装置使用中常见故障的原因分析、判断与排除,并针对这些故障进行了归纳分析。
?中国关键词:硫磺回收;比值分析仪;长周期运行?引言:在采用采用克劳斯反应炉的硫磺回收装置中,对反应炉配风比要求很高,因为如果酸性气中的硫化氢全部燃烧将转化为二氧化硫,无法在后续反应器中生成单质硫并进行回收,只有部分硫化氢燃烧时尾气中将同时存在硫化氢和二氧化硫,若燃烧后 H2S 与 SO2 的比率适当(2:1), 则催化转炉能把绝大部分酸气生成S和H2O,为保证达到以上效果需要一种仪器能够实时对尾气中硫化氢和二氧化硫浓度进行分析,为制硫炉配风提供依据。
比值分析仪能够通过测量尾气中H2S 与 SO2 含量并计算出比值,为自动控制配风量提供依据,为硫磺装置必须的重要仪器之一。
1. 阿美特克公司880-NSL型比值分析仪简介AMETEK 880NSL 型尾气分析仪使用光度计分析,持续监视克劳斯尾气中的H2S 与 SO2 含量,分析仪由电脑控制箱,加热箱,光度计组成,包括标准组件的光学系统。
这些部件集成安装公共基板上,整体直接安装在管道上,测量原理主要以贝尔-兰贝特定律,根据H2S 与 SO2对特定波长紫外线的光学吸收来进行浓度检测。
2. 比值分析仪常见故障的原因分析、判断与排除比值分析仪常见故障有分析仪无法进入采样循环、测量值不准、测量滞后、测量的H2S 与 SO2浓度%示值均为零、分析仪标定错误报警、低透光度报警等。
2.1 分析仪无法进入采样循环??2.1.1?现场检查分析仪控制器时钟是否被人为终止,如果被终止将不能进入采样循环,可在CONFIG/TEST 菜单下,2级口令进入,选择TIMER 确认ENTER,启动时钟。
2.1.2?测量池温度没有达到设定温度范围,达到145度(默认设定)+-10度后才能进入采样循环。
TLG-837
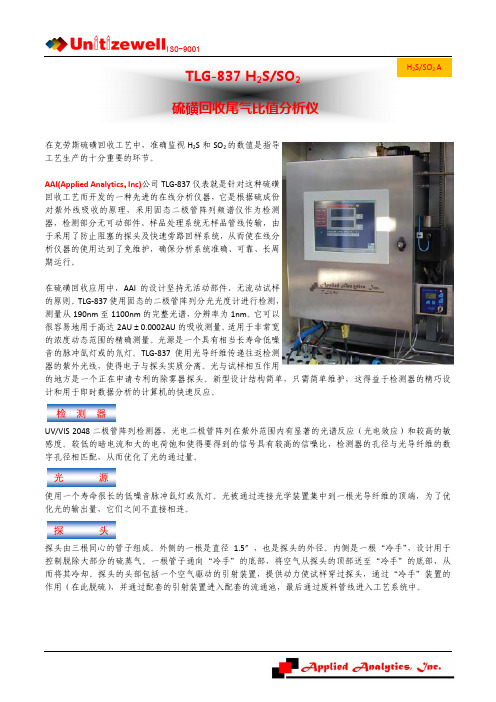
ISO-9001TLG-837 H2S/SO2 硫磺回收尾气比值分析仪 H2S/SO2A在克劳斯硫磺回收工艺中,准确监视 H2S 和 SO2 的数值是指导 工艺生产的十分重要的环节。
AAI(AppliedAnalytics, Inc)公司 TLG‐837 仪表就是针对这种硫磺 回收工艺而开发的一种先进的在线分析仪器,它是根据硫成份 对紫外线吸收的原理,采用固态二极管阵列频谱仪作为检测 器,检测部分无可动部件、样品处理系统无样品管线传输,由 于采用了防止阻塞的探头及快速旁路回样系统,从而使在线分 析仪器的使用达到了免维护,确保分析系统准确、可靠、长周 期运行。
在硫磺回收应用中,AAI 的设计坚持无活动部件、无流动试样 的原则。
TLG‐837 使用固态的二极管阵列分光光度计进行检测, 测量从 190nm 至 1100nm 的完整光谱, 分辨率为 1nm。
它可以 很容易地用于高达 2AU±0.0002AU 的吸收测量。
适用于非常宽 的浓度动态范围的精确测量。
光源是一个具有相当长寿命低噪 音的脉冲氙灯或的氘灯。
TLG‐837 使用光导纤维传递往返检测 器的紫外光线,使得电子与探头实质分离。
光与试样相互作用 的地方是一个正在申请专利的除雾器探头。
新型设计结构简单,只需简单维护,这得益于检测器的精巧设 计和用于即时数据分析的计算机的快速反应。
检 测 器 UV/VIS2048 二极管阵列检测器,光电二极管阵列在紫外范围内有显著的光谱反应(光电效应)和较高的敏 感度。
较低的暗电流和大的电荷饱和使得要得到的信号具有较高的信噪比,检测器的孔径与光导纤维的数 字孔径相匹配,从而优化了光的通过量。
光 源 使用一个寿命很长的低噪音脉冲氙灯或氘灯。
光被通过连接光学装置集中到一根光导纤维的顶端,为了优 化光的输出量,它们之间不直接相连。
头 探 探头由三根同心的管子组成。
外侧的一根是直径 1.5″,也是探头的外径。
硫磺回收装置

随着我国国民经济持续、快速发展,能源需求量明显加大,原油进口数量逐年增加,尤其是含硫原油进口量大幅上升。
随着进口原油资源重质化和硫含量不断增高,加工深度和产品质量要求不断提高以及对环保要求日趋严格,硫磺回收装置的建设规模和设计技术水平也迅速上升。
硫在加工过程中存在极大的危害,如不及时将其脱除,将严重腐蚀设备,影响装置的长周期运行。
同时,硫的存在也严重影响产品质量,各国对油品中的硫含量均有日趋严格的标准。
因此,必须对炼油过程中的硫进行脱除,并加以回收。
硫磺回收装置的作用就是对炼油过程中产生的含有硫化氢的酸性气,采用适当的工艺方法回收硫磺,实现清洁生产,达到化害为利,变废为宝,降低污染,保护环境的目的,并同时满足产品质量要求,降低腐蚀,实现装置长周期安全生产等诸多方面要求。
另外,由于硫磺产品应用日益扩大和硫磺市场价格的快速提升,硫磺回收装置不仅仅是环保装置,也是产生巨大经济效益的生产装置。
一、我国炼油厂硫磺回收装置概况1.原油的硫含量硫是石油中除碳、氢外的第三个主要组分。
虽然在含量上远低于前二者,但是其含量仍然是很重要的一个指标。
常见的原油含硫量多在0.2%~5%之间,也有极个别含硫量高达7%。
原油按硫含量可分为低硫原油(硫含量<0.5%)、含硫原油(0.5%<硫含量<2%)和高硫原油(硫含量>2%)。
目前世界上低硫原油仅占17%,含硫原油占30.8%,高硫原油比例高达58%,并且这种趋势还将进一步扩大。
由于我国原油产量的增长速度明显低于原油加工量的增长速度,国内原油的供求关系越来越紧张,为了满足国民经济发展的需要,原油进口量逐年增加。
预测到2010年,我国进口中东含硫原油将达到6000~7000万吨,其中95%以上来自沙特阿拉伯、伊朗、伊拉克、阿联酋、科威特等国。
除科威特外,这些国家出口的原油均可划分为轻质、中质和重质三类。
除极少数外,如阿曼、也门和阿联酋部分原油,中东原油原油都是高硫原油。
近年来,我国和委内瑞拉在能源合作方面有了很大的进展,已经落实将进口委内瑞拉超重油几千万吨,都属高硫原油。
5000吨年硫磺回收装置技术协议

5000吨/年硫磺回收装置酸性气燃烧器技术协议买方:代表:日期:卖方:代表:日期:就 ________________ 公司硫磺回收联合装置项目5000吨/年改造硫磺回收装置酸性气燃烧器(文件编号PR-01/D4801)的设计、制造、供货范围、技术要求、检修与试验、性能保证、图纸资料交付等问题与北京林材天环保设备有限公司(以下简称“卖方”),经技术交流和友好协商,达成如下技术协议,本技术协议为硫需要量1000W磺回收联合装置项LI 5000吨/年改造硫磺回收装置酸性气燃烧器的设计•与制造 商务合同的组成部分,随商务合同一起生效。
2 .本技术文件山酸性气燃烧器技术规格书等文件构成。
卖方对酸性气燃烧器所 有设备的材料、制造、检验和验收负全部责任。
3. 本技术文件是根据丄程设计方编制的技术询价书的要求而编制的,卖方收到资 料如下:(1) _______________ (文件编号 PR-01/D4801)o(2) ____________________ 《 炉制造图总图》(文件编号PR-01/D4801)o 4. 酸性气燃烧器根据买方提供的询价文件进行、制造、检验和验收、当无版本说 明时,采用合同生效时期的最新版本。
5. 卖方的质量控制体系按IS09001-2000质量体系执行。
6. 设备在制造过程中接受买方的监督和检验。
二、现场自然情况和公用工程情况1. 安装地点自然条件:参照当地气候条件。
2. 公用工程条件和能耗指标 2. 1 供电 i380V 、220V : 50Hz 2.2仪表风-0. 7NTa(g);常温 2.3 氮气• --0. 7MPa (g);常温 2.4燃料气-0.4MPa(g);常温参考组成(哦):酸性气燃烧器数据表 三、技术要求及产品特点1. 安装条件 1. 1室外安装;1.2酸性气燃烧器安装位置:酸性气燃烧炉; 1.3安装方式:水平安装;2. 技术要求2. 1适用于5000吨硫磺回收装置技术改造。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 管190PG216
8
1
109
L
190-00-PE-00DW0308
1 管190PG217
8
1
109
L
190-00-PE-00DW0309
1 管190PG219
8
1
113
1
114
L
190-00-PE-00DW0310
1 管190PC205
67
L
190-00-PE-00DW0309
1 管190PC201
热电偶 热电偶输入安全栅 DCS调节单元 模拟量输出安全栅 调节阀
28 190-TI-209 190-TE-209
热电偶
仪表
用途 R-201温度 R-201温度
尾气进E-202温度 尾气进E-202温度
尾气出E-202温度 尾气出E-202温度
尾气进T-202温度控制 尾气进T-202温度
尾气进T-202温控阀 T-201底抽出温度 T-201底抽出温度
1 管190LS101
7
1
109
L
190-00-PE-00DW0303
1 管190PG101
8
1
109
L
190-00-PE-00DW0304
1 管190PG103
8
1
113
1
114
L
1
63
L
190-00-PE-00DW0304
1 管190PG107
8
山东三维石化工程股份有限公 司
顺 序 仪表位号 号
仪表
用途 R-102温度 R-102温度
索引表
位置 信号 P&ID图号
数量
项目号 档案号 设计阶段 单元
第4页 共63页 70408001D 190-00-IN-00-ID01 详细工程设计
190
管道和设备号
规格书 布置图 页号 页号
备注
L
190-00-PE-00DW0304
1 190R102
10
3
1 管190PG102
8
1
109
蒸汽出二级冷凝冷却器温度
蒸汽出二级冷凝冷却器温度
L
190-00-PE-00DW0306
1 管190SLS110
8
1
109
山东三维石化工程股份有限公 司
顺 序 仪表位号 号
仪表名称
19 190-TI-118
190-TE-118
热电偶
190-TIB-118
热电偶输入安全栅
22 190-TI-203 190-TE-203 190-TIB-203 190-TI-203
热电偶 热电偶输入安全栅 DCS指示单元
23 190-TI-204A~C 190-TE-204A~C 190-TIB-204A~C 190-TI-204A~C
多点铠装热电偶 热电偶输入安全栅 DCS指示单元
8
山东三维石化工程股份有限公 司
顺 序 仪表位号 号
仪表名称
190-TIB-209
热电偶输入安全栅
190-TI-209
DCS指示单元
29 190-TI-210 190-TE-210 190-TIB-210 190-TI-210
热电偶 热电偶输入安全栅 DCS指示单元
30 190-TI-211 190-TE-211 190-TIB-211 190-TI-211
索引表
位置 信号 P&ID图号
数量
项目号 档案号 设计阶段 单元
第2页 共63页 70408001D 190-00-IN-00-ID01 详细工程设计
190
管道和设备号
规格书 布置图 页号 页号
备注
L
190-00-PE-00DW0301
1 190F101
12
1
110
L
190-00-PE-00DW0303
审核
山东三维石化工程股份有限公 司
顺 序 仪表位号 号
仪表名称
5 190-TI-104
190-TT-104
红外测温仪
190-TIB-104
模拟量输入安全栅
190-TI-104
DCS指示单元
6 190-TI-105 190-TE-105 190-TIB-105 190-TI-105
热电偶 热电偶输入安全栅 DCS指示单元
热电偶 热电偶输入安全栅 DCS调节单元 模拟量输出安全栅 调节阀
仪表
用途
急冷水进T-201温度 急冷水进T-201温度
T-202顶出口净化气温度 T-202顶出口净化气温度
T-202中部温度 T-202中部温度
F-201炉膛温度控制 F-201温度
F-201温控阀
索引表
位置 信号 P&ID图号
9 190-TIC-108 190-TE-108
热电偶
仪表
用途 F-101温度 F-101温度
蒸汽出E-101汽包温度 蒸汽出E-101汽包温度
过程气出E-101温度 过程气出E-101温度
过程气进R-101温度控制 过程气进R-101温度
过程气进R-101温控阀 过程气进R-102温度控制 过程气进R-102温度
热电偶 热电偶输入安全栅 DCS指示单元
31 190-TI-213 190-TE-213 190-TIB-213 190-TI-213
热电偶 热电偶输入安全栅 DCS指示单元
32 190-TIC-214 190-TE-214 190-TIB-214 190-TIC-214 190-TOB-214 190-TV-214
仪表名称
190-TIB-108
热电偶输入安全栅
190-TIC-108
DCS调节单元
190-TOB-108
模拟量输出安全栅
190-TV-108
高性能蝶阀(调节型)
仪表
用途
过程气进R-102温控阀
10 190-TI-109 190-TE-109 190-TIB-109 190-TI-109
热电偶 热电偶输入安全栅 DCS指示单元
190
管道和设备号
规格书 布置图 页号 页号
备注
L
190-00-PE-00DW0301
1 管190OG102
5
1
109
L
190-00-PE-00DW0307
1 管190LS101
7
1
109
L
190-00-PE-00DW0307
1 管190SLS223
7
1
109
L
190-00-PE-00DW0307
1 管190PG226
1 190R101
10
3
109
12 190-TI-111A~C 190-TE-111A~C 190-TIB-111A~C 190-TI-111A~C
多点铠装热电偶 热电偶输入安全栅 DCS指示单元
R-101温度 R-101温度
L
190-00-PE-00DW0304
1 190R101
10
3
109
13 190-TI-112 190-TE-112 190-TIB-112 190-TI-112
L
190-00-PE-00DW0301
1 190F101
6
1
108
4 190-TI-103B 190-TE-103B 190-TT-103B 190-TI-103B
热电偶 温度变送器 DCS指示单元
F-101温度 F-101温度
L
190-00-PE-00DW0301
1 190F101
6
1
108
编制
校核
109
R-102温度 R-102温度
L
190-00-PE-00DW0304
1 190R102
10
1
109
蒸汽出冷凝冷却器温度
蒸汽出冷凝冷却器温度
L
190-00-PE-00DW0305
1 管190SLS106
8
1
109
E-102出口过程气温度
E-102出口过程气温度
L
190-00-PE-00DW0305
8
1
109
L
190-00-PE-00DW0308
1 190R201
10
3
109山东三ຫໍສະໝຸດ 石化工程股份有限公 司顺 序 仪表位号 号
仪表名称
24 190-TI-205A~C
190-TE-205A~C
多点铠装热电偶
190-TIB-205A~C 热电偶输入安全栅
190-TI-205A~C
DCS指示单元
25 190-TI-206 190-TE-206 190-TIB-206 190-TI-206
热电偶 热电偶输入安全栅 DCS指示单元
变换来酸性气温度 变换酸性气温度
L
190-00-PE-00DW0301
1 管190GA103
5
1
109
3 190-TI-103A 190-TE-103A 190-TT-103A 190-TI-103A
热电偶 温度变送器 DCS指示单元
F-101温度 F-101温度
第1页 共63页 70408001D
190-00-IN-00-ID01 详细工程设计 190 2009/1/6
用途
位置 信号
P&ID图号
数量
管道和设备号
规格书 布置图 页号 页号
备注
酸性气进F-101温度 酸性气进F-101温度
L
190-00-PE-00DW0301