盲孔制作方式简介课件
全面盲孔之填孔技术.ppt

课件
光剂分解物对填孔的影响
在生产过程中,光泽剂分解后会在槽液中不断 的累积,使得填孔能力不断的下降;
停机过程中产生的化学分解; 操作过程中产生的电化学的分解; 通常有机副产物多半呈钝态,不影响镀铜的效
果;但是某些光泽剂的副产物(BPU)却会在电 化反应中展现活性,影响填充电镀效果。
课件
光剂分解物对填孔的影响
课件
D/C与PPR区别
DC填孔
优点:
☺传统整流 ☺操作方便
缺点:
厚板通孔之分布力不 足
板面图形分布力差
PPR填孔
优点:
☺厚板深孔之分布较佳 ☺板面图形之分布与外 形较好 ☺经由波形调整的协助 而有较好的填孔能力
缺点:
控制参数增多 须使用PPR专用之供
电设备
课件
结论
现行填孔镀铜无论是采用DC或PPR,均已获得可 靠又稳定的效果;各种添加剂系统亦可按照客户的 需求而适当调整,使得量产的伸缩空间很大;
A
B
课件
填孔的原理
以直流方式加速盲孔内镀铜而使之填平, 其主要机理是得自有机添加剂的参与;
电镀过程中,刻意让孔内的光泽剂(加速镀 铜者)浓度增加,让板面之光泽剂浓度减少, 如此将使得孔内铜厚超过面铜,凹陷区域 得以填平;
课件
填孔的原理
运载剂: 主要是聚氧烷基式大分子量式化合
物,协同氯离子一起吸附在阴极表 面高电流区,降低镀铜速率. 光泽剂: 主要是含硫的小分子量化合物,吸附 在阴极表面低电流区,可排挤掉已 附着的运载剂,而加速镀层的沉积. 整平剂: 主要是含氮的杂环类或非杂环类芳 香族化学品,可在突出点高电流区赶 走已着落的光泽剂粒子,从而压抑该 区之快速镀铜,使得全板面铜厚更为 均匀.
盲孔之填孔技术流程 PPT

化学铜对填孔的影响
化学铜面氧化也会对填孔不利,为了清楚明了 此种影响起见,刻意将完成化铜的盲孔板,先 放在120℃的烤箱里烘烤5H,之后进行填孔镀铜 到0.2mil时,取出试镀板检查盲孔底部镀铜层 向上填起的效果,结果全无填镀的出现;
填孔前的板子存放时间与环境也对填孔能力有 很大的影响,研究者刻意将待填孔板存放在未 做温湿度管控的环境下3周,发现此种老化板 比完全相同的全新板,在填孔能力方面的确相 差很多。
困难度也随之增加;
填孔填孔最佳参数
D/C填孔参数
Normal镀铜参数
光剂分解物对填孔的影响
在生产过程中,光泽剂分解后会在槽液中不断 的累积,使得填孔能力不断的下降;
停机过程中产生的化学分解;
操作过程中产生的电化学的分解; 通常有机副产物多半呈钝态,不影响镀铜的效
基材对填孔的影响
无玻纤补强者其填孔 能力优于有玻纤者, 且当玻纤已经突出孔 壁者,更会对填镀造 成负面影响。
玻纤突出在化铜时同 样会产生不良,导致 填孔整体填满度上受 影响。
填孔可靠度测试
实心填满之镀铜其导通可靠度自然绝佳,以下为 互连用途的通孔及盲孔在三种不同信赖度测试结 果:
D/C与PPR区别
果;但是某些光泽剂的副产物(BPU)却会在电 化反应中展现活性,影响填充电镀效果。
光剂分解物对填孔的影响
有活性光泽剂副产物(BPU),刻意以不同浓度的 方式加入全新的镀铜液中,发现当副产物浓度越 高时,填孔能力越差;
待镀板的影响
盲孔是否能够完整又可靠的填平,除了盲孔孔径 与孔深影响以外,还有以下会影响:
大家学习辛苦了,还是要坚持
继续保持安静
制程化学参数
镀铜液中无机物成份: 硫酸铜 硫酸 氯化物(HCL)
10盲孔零件的加工—车削直孔和台阶孔

1、刀具磨损 2、主轴轴线歪斜 3、刀杆过粗,与工件内壁碰撞 4、刀杆刚性差,产生“让刀”现象 5、床身存在水平误差,使床身导轨与主轴轴线不平行 6、床身导轨磨损不均匀,使进给轨迹与工件轴线不平行
信息资讯
信息资讯
信息资讯
一、孔的类型 机械零件上的孔。从精度的角度可分为一般精度的孔、较高精度的孔和高 精度的配合孔。一般精度的孔,如螺纹联接的孔,可通过钻孔或扩孔完成; 较高精度的孔,如与轴类工件配合的齿轮和带轮的内孔,除了钻孔、扩孔外 ,还必须在车床上进行镗孔;高精度的配合孔,如精密缸套或与柱塞配合的 阀体孔,还必须进行铰孔、研磨孔等。从结构特征的角度,孔可分为直孔、 阶梯孔和圆锥孔等。从是否贯穿的角度,孔可分为通孔和不通孔。 二、钻孔 1、钻孔是指在机床上使用钻头在实心材料上加工出孔的方法。钻孔一般 适用于低精度连接孔的加工或孔的粗加工。其加工尺寸的标准公差等级可达I T11~IT12,表面粗糙度值可达Ra12.5μm。
零件的自检与互检
任务检查
任务评价
任务小结
问题 孔的尺寸不正确
内孔不圆
产生原因
1、镗孔时没有仔细测量 2、车刀安装得不对,刀柄与孔壁相碰 3、刀尖产生积屑瘤,使孔偏大 3、工件的热胀冷缩
1、主轴承间隙过大,主轴轴颈呈椭圆形 2、加工余量不均,没有分粗、精镗 3、薄壁零件夹紧变形
内孔有锥度
内孔的表面粗糙度 值大
信息资讯
5、镗削台阶孔的方法 (1)镗削直径较小的台阶孔时,由于观察困难,尺寸精度不易控制,所 以常采用先粗、精镗小孔,再粗、精镗大孔的顺序进行加工。 (2)镗削直径较大的台阶孔时,在便于测量小孔尺寸且视线不受影响的 情况下,一般先粗镗大孔和小孔,再精镗大孔和小孔。 (3)镗削大、小孔孔径相差较小的台阶孔时,可直接用主偏角等于90°的 盲孔镗刀进行镗削。 (4)镗削大、小孔孔径相差较大的台阶孔时,最好先用主偏角略小于90° 的镗刀进行粗镗,然后用主偏角等于90°的盲孔镗刀精镗至要求。
盲孔板制作工艺培训

盲埋孔的制作流程有以下几种: 1.机械式控深钻 1.机械式控深钻 2.逐次压合式 2.逐次压合式
1.机械式控深钻 1.机械式控深钻
传统多层板制程,即压合后,利用钻控机设定Z 传统多层板制程,即压合后,利用钻控机设定Z轴 的钻深,但此方法存在以下问题: 1.每次仅能钻一片,产出非常低; 1.每次仅能钻一片,产出非常低; 2.钻孔机台面平整度要求严格,每个spindle的钻深 2.钻孔机台面平整度要求严格,每个spindle的钻深 设定要一致否则很难控制每个孔的深度; 3.孔内电镀困难,尤其深镀若大于孔径,那几乎不 3.孔内电镀困难,尤其深镀若大于孔径,那几乎不 可能做好孔内电镀;
激光钻孔制作流程
举例:4层板,L1- 层有盲孔(孔径≤ 举例:4层板,L1-2层有盲孔(孔径≤4mil) 流程:开料→内层线路→内层蚀刻→ 流程:开料→内层线路→内层蚀刻→AOI →压合→去黑化膜 →压合→ →内层线路(开激光钻孔的铜窗) →内层蚀刻→激光钻孔→ 内层蚀刻→激光钻孔→ 钻通孔→沉铜板电→外层线路→ 钻通孔→沉铜板电→外层线路→正常流程至出货
2.逐次压合法 2.逐次压合法
以八层板为例,逐次压合法可同时制作盲 埋孔线路及PTH做出(也可有其它组合: 六层板+双面板、上下两双面板+内四层 板)再将四片一并压合成四层板后,再进 行全通孔的制作。此法流程长,成本更比 其它做法要高,因此并不普遍。
目前盲孔板制作流程( 目前盲孔板制作流程(逐次压合式)
举例:4层板,L1举例:4层板,L1-2层有盲孔 制作流程:
L1-2层:开料→钻孔(L1-2盲孔钻带)→除胶→沉铜板电→内层一次图形转移(镀孔菲林)→镀孔→打磨→ L1:开料→钻孔(L1- 盲孔钻带)→除胶→沉铜板电→内层一次图形转移(镀孔菲林)→镀孔→打磨→ 内层二次图形转移→ 内层二次图形转移→图形电镀(只电锡) →内层蚀刻→退锡→蚀刻QC 内层蚀刻→退锡→蚀刻QC L3-4层:开料→内层图形转移→内层蚀刻→AOI L3:开料→内层图形转移→内层蚀刻→ L1-4层:压合→去黑化膜→钻通孔(L1-4) →沉铜板电→图形转移→外层蚀刻→蚀刻QC →阻焊→表面处理 L1:压合→去黑化膜→钻通孔(L1沉铜板电→图形转移→外层蚀刻→蚀刻QC →阻焊→ →成型→测试→FQC →FQA →包装出货 成型→测试→ →包装出货
盲孔制作方式简介

鐳射直接打孔
開小打大 (開窗小,鐳射大)
開大打小 (開窗大,鐳射小)
節省底片和乾膜費用, 消耗底片和乾膜,良率低, 消耗底片和乾膜,良率低, 成本低。 成本高。 成本高。 黑化后直接鐳射, 流程時間短。 先開銅窗再鐳射, 流程時間長。 開銅窗/鐳射/外層 對準度要求最高 先開銅窗再鐳射, 流程時間長。 開銅窗/鐳射/外層 對準度要求中等
黑化線別
黑化處理 OK 板
DLD詳細介紹—鐳射(CO2 激光鑽孔)
原理:1. CO2 氣體在增加功率與持續放電前提下,產生介於 9400~10600nm 之間可實用的脈衝式紅外激光。 2. 大多有機物具有能夠強烈吸收紅外線波長的特點。 綜合上述,有機物分子吸收紅外線波長,提高自己的能量,表現出“熱效 應”,對樹脂進行灼燒,形成連通型的盲孔。
盲孔三種製作方式流程
DLD
壓合 黑化 鐳射
電鍍
孔底AOI
鑽通孔
微蝕
Desmear
Conformal / Large Window
壓合
開銅窗
外層AOI
鐳射
電鍍
孔底AOI 鑽通孔
Desmear
DLD詳細介紹—黑化
目的:通過藥水作用,黑氧化銅皮面(生成氧化銅),使其吸收鐳 射機紅外光線產生的能量,為鐳射鑽孔做準備。
鐳射成孔原理
脈衝能量 鐳射成孔是用斷續式(Q-switch)光束進行加工的,每一段光束以 Pulse(俗稱為一發/槍)能量打擊板材,每發所擁有的能量又有多種模 式(Mode)。
單束光點的能量較易聚焦集中 故多用於鑽孔。 多束光點不但需均勻化且不易 集中成為小光點,一般常用於 鐳射直接成像技術(LDI)或密 貼光罩(Contact Mask)等製程。
10盲孔零件的加工—车削直孔和台阶孔
5、用塞规测量孔径时,应保持孔壁清洁,否则会影响塞规测量。
6、当孔径温度较高时,不能立即用塞规测量,以防工件冷缩把塞规“咬死”
在孔内。
7、在孔内取出塞规时,应注意安全,防止与镗孔刀碰撞。
8、精镗内孔时,车刀要保持锋利,否则容易产生让刀现象。
9、要合理选择转速和进给量。
10、正确使用切削液。
任务实施
信息资讯
用金属直尺量尾座套筒的伸出长度,钻孔时用尾座套筒伸出的长度加上孔 深来控制尾座套筒的伸出量,如图10-6所示。
图10-6 用金属直尺控制孔深
信息资讯
4、钻孔时注意事项: (1)钻深孔时,要及时退出排屑和冷却。防止因切屑堵塞而使钻头被 “咬死”或折断。 (2)起钻时,进给量要小,待钻头切削部分全部进入工件后才可正常钻 削。 (3)钻削钢料件时,必须浇注充分的冷却液。 三、镗直孔和台阶孔 1、镗孔的概念
图10-16 内径千分尺的使用方法 a)径向位置 b)轴向位置
信息资讯
3)内径百分表。内径百分表利用对比法测量孔径,测量前先校正百分 表零位。测量时,活动测量头应在径向摆动并找出最大值,在轴向摆动 找出最小值,如图10-17所示。所得值为孔径公称尺寸的偏差值,由此 计算出孔径的实际尺寸。内径百分表的分度值为0.01mm,测量范围有 0 ~3mm、 0 ~5mm、 0 ~10mm等规格。内径百分表主要用于测 量精度较高而且较深的孔。
图10-17 内径百分表的使用方法
信息资讯
2、孔深的测量 (1)对于精度要求一般的孔,可使用深度游标卡尺进行测量,如图1018所示。 (2)对于精度要求较高的孔,可使用深度千分尺进行测量,测量方法 如图10-19所示。
图10-18 深度游标卡尺
图10-19 用深度千分尺测量孔深的方法
有关盲孔埋孔制作工艺
有关盲孔埋孔制作工艺有关盲孔,埋孔板制作工艺一, 概述 :盲孔,埋孔板主要用于高密度,小微孔板制作 ,目的在于节省线路空间 , 从而达到减少PCB体积的目的,如手机板 ,二 , 分类:一).激光钻孔,1.用激光钻孔的原因 :a .客户资料要求用激光钻孔;b 因盲孔孔径很小<=6MIL ,需用激光才能钻孔.c , 特殊盲埋孔 ,如L1到L2有盲孔,L2到L3有埋孔,就必须用激光钻孔.2. 激光钻孔的原理:激光钻孔是利用板材吸收激光热量将板材气化或溶掉成孔,因此板材必需有吸光性 ,故一般RCC材料 ,因为RCC中无玻璃纤维布 ,不会反光 .3.RCC料简介:RCC材料即涂树脂铜箔:通过在电解铜箔粗糙面上涂覆一层具有独特性能树脂构成 . 目前我们公司关于RCC料有三个供应商: 生益公司 , 三井公司 ,LG公司材料: 树脂厚度 50 65 70 75 80 (um) 等铜箔厚度 12 18 (um)等RCC料有高TG及低TG料, 介电常数比正常的FR4小 ,例如广东生益公司的S6018介电常数为3.8 ,所以当有阻抗控制时要注意.其它具体参考材料可问PE及RD部门.4. 激光钻孔的工具制作要求:A).激光很难烧穿铜皮,故在激光钻孔前要在盲孔位蚀出跟完成孔径等大的Cu Clearance .B). 激光钻孔的定位标记加在L2/LN-1层,要在MI菲林修改页注明。
C).蚀盲孔点菲林必须用LDI制作,开料要用LDI板材尺寸。
5.生产流程特点:A). 当线路总层数为N , L2—Ln-1 层先按正常板流程制作完毕, B). 压完板,锣完外围后流程改为:--->钻LDI定位孔--->干膜--->蚀盲孔点--->激光钻孔--->钻通孔 --->沉铜----(正常工序)。
6.其他注意事项:A).由于RCC料都未通过UL认证,故此类板暂不加UL标记. B).关于MI上的排板结构, 为避免把此类含RCC料排板当假层板排板(因为菲林房制做菲林假层板和正常板有别) ,我们在画排板结构时,要注意RCC料与L2或Ln-1层分开,例如SR2711/01排板:C).IPC-6016是HDI板标准:激光盲孔孔壁铜厚:0.4mil(min).焊锡圈要求 :允许相切如果PAD尺寸比孔径大5mil以下,要建议加TEARDROPD).板边>=0.8”二).机械钻盲/埋孔:1.适用范围:钻嘴尺寸>=0.20mm时可考虑用机械钻孔;2.关于盲埋孔的电镀方法(参照RD通告TSFMRD-113): A).正常情况下,任何层线路铜面只可1次板电镀+1次图形电镀; B). 正常情况下,全压板流程完成后,板厚>=80MIL ,通孔需板电镀+图形电镀,因此, 盲孔电镀时外层板面不能板电镀.C).满足上述两条件后,盲孔的电镀按如下方法进行:I).外层线路线宽度大于6MIL ,且通孔板厚小于80MIL时,在盲孔电镀中外层板面可整板电镀II).外层线路线宽大于6MIL , 但通孔板厚大于80MIL时,在盲孔电镀中外层板面需贴膜保护板面;III).外层线路线宽小于6MIL , 且通孔板厚>=80MIL时,在盲孔电镀中外层板面需贴膜保护板面;3. 贴膜的方式:1) 盲孔纵横比<=0.8 (L/D)时,外层板面贴干膜整板曝光,内层盲孔板面整板电镀 , 2) 盲孔纵横比>0.8时(L/D) 时,外层板面贴干膜盲孔曝光, 需制作电镀曝点菲林或LDI曝光 ,内层盲孔板面整板电镀.4. 盲孔曝点的方法:1) 盲孔<=0.4MM (16MIL)时,用LDI曝盲孔,2) 盲孔>0.4MM (16MIL)时,用菲林曝盲孔,5. 埋孔贴膜方式 :1) 当埋孔面的线宽<=4MIL时,埋孔板面需贴膜曝点,2) 当埋孔面的线宽>4MIL时 , 埋孔板面直接板电镀 ,6. 注意事项 :1) 纵横比中 L/D : L=介质厚+铜厚 , D=盲孔/埋孔直径 .2) 盲孔/埋孔电镀菲林 : * 曝光点的直径D=D-6 (MIL) .*曝光点菲林加对位点 , 其坐标与外围参考孔一致 . 3) 需贴膜的盲孔在电镀时一般使用脉冲电流 (AC) .三.盲孔板需注意的一些特别要求 :1.树脂塞盲孔: 当埋孔尺寸较大时并且孔数较多, 压板时, 填满埋孔需要很多树脂, 为防止其影响压板厚度, 经R&D要求时, 可在压板前用树脂将埋孔预先塞住, 塞孔方式应可参照绿油塞孔.2. 外层有盲孔时 ,a. 因压板时外层会有胶流出 ,所以在压板后需要有一除胶工序;b. 因外层干膜前会清洁板面,有一磨板工序,化学沉铜很薄,仅 0.05MIL 到0.1MI 故很容易在磨板时磨掉, 所以我们会加一板电镀工序,加厚铜.其相关工序如 : 压板除胶钻孔沉铜板电镀干膜图形电镀 .3. 另外在做层数高的盲孔板时可能会到用PIN-LAM压板,但要注意只有 CORE 的厚度小于30MIL时, 我们的机器才能打PIN-LAM孔 , 例如 : PR4726010 ,我们用的就是普通压板 .4. 关于盲孔板板边 ,考虑有多次压板 ,及工艺孔较多 ,所以尽量把板边留到0.8”以上.5. 在写LOT卡时 ,关于副流程 ,即要写单个副流程的排板结构 ,还要在特别要求里写上主流程的排板结构 ,为的是方便下面工序.6. 在写LOT卡时 , 在有盲孔干膜是放在内层做或外层做,举例说明一下 :L 1L 2A如CORE的A厚度大于12MIL(不含铜厚) , 就放到外层做 , 如CORE的A厚度小于12MIL(不含铜厚) , 就放到内层做 ,。
pcb盲孔工艺流程

pcb盲孔工艺流程
1. 准备材料和工具:PCB板、盲孔钻、钻孔机、钻头、探针、清洁剂等。
2. 设计盲孔布局:在PCB设计过程中,确定需要盲孔的位置
和尺寸。
3. 制作钻孔文件:根据盲孔设计要求,在PCB设计软件中生
成钻孔文件。
4. 选择合适的盲孔钻头:根据盲孔钻孔文件和设计要求,选择合适的盲孔钻头。
5. 准备钻孔机:根据盲孔钻头尺寸和PCB板厚度,调整钻孔
机的钻头速度和压力。
6. 定位和固定PCB板:将PCB板放置在钻孔机工作台上,使
用夹具或其他固定装置固定住PCB板。
7. 钻孔:根据钻孔文件指示,在PCB板上钻孔,确保盲孔的
位置和尺寸准确。
8. 清洁:使用清洁剂清洗钻孔处的碎屑和污渍,保持PCB板
的清洁。
9. 检查和修复:检查盲孔位置和尺寸是否符合要求,如有问题,及时修复。
10. 完成:完成盲孔工艺流程,PCB板可以继续下一步的生产
工艺。
盲孔之填孔技术
可能是清洗不干净、填孔材料与盲孔内壁结合不牢或后处 理不当所致。解决方案是重新清洗盲孔、更换合适的填孔 材料或加强后处理措施。
盲孔变形或损坏
可能是填孔过程中用力过猛或操作不当所致。解决方案是 掌握正确的填孔技巧和力度,避免对盲孔造成损坏。
04
填孔材料选择与性能要求
Байду номын сангаас
常见填孔材料介绍
03
填孔工艺流程与操作要点
工艺流程简介
01
02
03
04
前处理
对盲孔进行清洗和干燥,去除 油污和杂质,确保填孔材料与
盲孔内壁的良好结合。
填孔材料选择
根据盲孔的尺寸、形状和用途 ,选择合适的填孔材料,如金
属、塑料、陶瓷等。
填孔操作
将选定的填孔材料填充至盲孔 中,确保填满并压实,同时避
免产生气泡和空隙。
发展阶段
随着电子技术的不断进步,填孔技术也得到了快速发展。出现了多种先进的填孔方法,如 电镀填孔、化学镀填孔等。这些方法具有填充效果好、导电性能优异等特点,逐渐在电子 制造领域得到广泛应用。
未来趋势
随着5G、物联网等新兴技术的快速发展,电子产品对高性能、高可靠性的需求不断提升 。未来填孔技术将继续向更高精度、更高效率的方向发展,同时还将探索新的填充材料和 工艺方法,以满足不断升级的市场需求。
不同填孔技术的比较与选择
加工精度
加工效率
机械填孔和化学填孔的加工精度较高,而 激光填孔的加工精度相对较低。
机械填孔和化学填孔的加工效率较低,而 激光填孔的加工效率较高。
适用材料
成本
机械填孔适用于各种材料,化学填孔适用 于导电材料和耐腐蚀材料,而激光填孔适 用于各种金属和非金属材料。
盲埋孔技术

d.L1-8层压板: - 加天那纸或Paco-via阻挡埋盲孔流胶,分 隔钢板与PCB. - 板面除胶磨板面. - PTH line除板面胶,然后磨干净板面.
(3).流程解析:
a.钻L1-2&L7-8盲孔: - L1-2&L7-8盲孔钻带须加补偿. - 板边须有层数标志.
b.L1-2&L7-8盲孔电镀: - 与正常图电要求可能不一样,须依lot卡 及MI要求做.
c.L2,L3,L6,L7内层制作: - L2,L3,L6,L7为内层菲林. - L1,L4,L5,L8为工具孔菲林. - 盲孔层之内层菲林补偿须与钻盲孔的补偿 一致. d.L1-4&L5-8压板: - 须加天那纸或Paco-via分隔钢板和PCB. e.测量L2,L3,L6,L7层x,y方向的x光点: - 所测数据为确定L1-4&L5-8盲孔钻带补偿数 及L4-5内层菲林补偿.
埋孔结构: L5-10埋孔
压板测L6,L8,L9x,y方向的X光点值冲SP孔 锣板边钻L5-10埋孔L5-10埋沉铜L5-10 埋孔电镀L2,L3,L4,L5,L10,L11,L12,L13内层 制作棕化L1-14层压板钻L1-14层通孔 正常流程
三.盲/埋孔板制作流程实例讲解:
1.一次盲孔板(SR2066):
(1).排板结构:
5mil H/H oz 1080 x 1 4mil H/H oz 1080 x1 5mil H/H oz
盲孔结构 L1-2 & L5-6盲孔
(2).制作流程: 界料 钻L1-2&L5-6盲孔 L1-2 & L5-6盲孔沉铜 L1-2&L5-6盲孔电镀 L2,L3,L4,L5内层制作 压板 锣板边 板面除胶磨板面胶 钻L1-6通孔正常流程 (3).流程分析: a.钻L1-2 & L5-6盲孔: - 盲孔钻带须加补偿. - 板边须有层数标记.
通孔埋孔盲孔
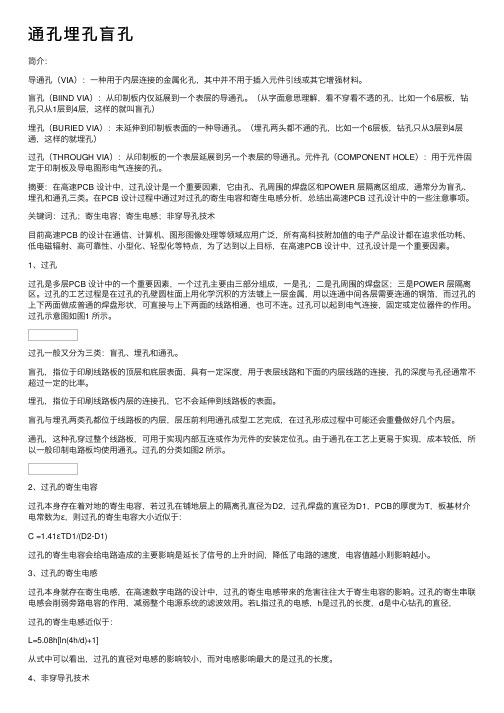
通孔埋孔盲孔简介:导通孔(VIA):⼀种⽤于内层连接的⾦属化孔,其中并不⽤于插⼊元件引线或其它增强材料。
盲孔(BIIND VIA):从印制板内仅延展到⼀个表层的导通孔。
(从字⾯意思理解,看不穿看不透的孔,⽐如⼀个6层板,钻孔只从1层到4层,这样的就叫盲孔)埋孔(BURIED VIA):未延伸到印制板表⾯的⼀种导通孔。
(埋孔两头都不通的孔,⽐如⼀个6层板,钻孔只从3层到4层通,这样的就埋孔)过孔(THROUGH VIA):从印制板的⼀个表层延展到另⼀个表层的导通孔。
元件孔(COMPONENT HOLE):⽤于元件固定于印制板及导电图形电⽓连接的孔。
摘要:在⾼速PCB 设计中,过孔设计是⼀个重要因素,它由孔、孔周围的焊盘区和POWER 层隔离区组成,通常分为盲孔、埋孔和通孔三类。
在PCB 设计过程中通过对过孔的寄⽣电容和寄⽣电感分析,总结出⾼速PCB 过孔设计中的⼀些注意事项。
关键词:过孔;寄⽣电容;寄⽣电感;⾮穿导孔技术⽬前⾼速PCB 的设计在通信、计算机、图形图像处理等领域应⽤⼴泛,所有⾼科技附加值的电⼦产品设计都在追求低功耗、低电磁辐射、⾼可靠性、⼩型化、轻型化等特点,为了达到以上⽬标,在⾼速PCB 设计中,过孔设计是⼀个重要因素。
1、过孔过孔是多层PCB 设计中的⼀个重要因素,⼀个过孔主要由三部分组成,⼀是孔;⼆是孔周围的焊盘区;三是POWER 层隔离区。
过孔的⼯艺过程是在过孔的孔壁圆柱⾯上⽤化学沉积的⽅法镀上⼀层⾦属,⽤以连通中间各层需要连通的铜箔,⽽过孔的上下两⾯做成普通的焊盘形状,可直接与上下两⾯的线路相通,也可不连。
过孔可以起到电⽓连接,固定或定位器件的作⽤。
过孔⽰意图如图1 所⽰。
过孔⼀般⼜分为三类:盲孔、埋孔和通孔。
盲孔,指位于印刷线路板的顶层和底层表⾯,具有⼀定深度,⽤于表层线路和下⾯的内层线路的连接,孔的深度与孔径通常不超过⼀定的⽐率。
埋孔,指位于印刷线路板内层的连接孔,它不会延伸到线路板的表⾯。
埋盲孔加工PPT文档17页

8、法律就是秩序,有好的法律才有好的秩序。——亚里士多德 9、上帝把法律和公平凑合在一起,可是人类却把它拆开。——查·科尔顿 10、一切法律都是无用的,因为好人用不着它们,而坏人又不会因为它们而变得规矩起来。——德谟耶克斯
埋盲孔加工ຫໍສະໝຸດ 1、最灵繁的人也看不见自己的背脊。——非洲 2、最困难的事情就是认识自己。——希腊 3、有勇气承担命运这才是英雄好汉。——黑塞 4、与肝胆人共事,无字句处读书。——周恩来 5、阅读使人充实,会谈使人敏捷,写作使人精确。——培根