毛衫管理的简单流程图演示教学
毛衫设计与上机工艺课件(PPT 70页)
宽
深 深 罗纹 罗纹 罗纹
37 41.5 31 17.5 10.5 31 14 6 2.5 3 4 3
32
二、羊毛衫规格设计的原则
适合消费对象的生活地域、生活方式 适合消费对象的年龄、性别、用途、生活习惯和
喜好 舒适实用、美观大方 顺应流行趋势,照顾特殊要求
33
三、羊毛衫成品规格设计的依据 客供标准 行业标准 地区或企业标准 实测尺寸
后领阔则是指领口的宽度 (樽领领阔在领中横量)。 如图a中的10
⑩门襟宽 :门襟边至门襟连 接缝处。 如图a中11
37
常见上衣款式尺寸测量方法(工厂资料)
38
39
40
41
测量说明:
胸 宽-- 袖笼下2.5CM量
身 长-- 肩最高点量至下摆底
肩 宽-- 普通袖: 缝-缝
暖色易产牛紧张、 激动、兴奋等情绪, 并具有积极、热情、 活力、外向特征;
23
配色的实例: 主色 宜配颜色 大红——黑、银、金、白色 酱红——橙黄、淡酱红、金色 桃红——深红、藏青、浅蓝色 粉红——红、黑、白、银、金色 深玫瑰红——白、银、米色 棕色——桔红、橙黄、姜黄色 黄色——银、黑、白、深黄色 淡黄——金、银、黑、深黄、棕色 桔黄——金、棕、橙黄、黑色 橙色——棕、红色 米色——青、红、深黄、棕色 青色——黑、白、银、米色 蓝色——红、淡黄、白色 淡蓝——银、深黄、白色 青莲——深青莲、桃红、天蓝、银色 翠绿——深绿、蓝、黄、金色
互补色的配合
12
无彩色搭配 (1)黑与白:对比
强烈、分明、眩 目、刺激,具有 阴阳互补的配色 效果。
13
(2)黑与灰: 深沉、模糊, 具有神秘感。
毛衫QA流程
毛衫QA流程一. 打毛.1. 到打毛车间后,QA要检查打毛车间及打毛机是否整齐,清洁,每个毛筒有否标明缸号纸及不同缸之毛有否混错,打毛驳结是否有正确,同时注意深色,浅色之毛料不可以同是隔离机位打毛,并留意有无飞毛之现象.2. QA在检查打毛过程中,若发现毛料有乱毛,黏缸毛,花毛,粗幼毛,线仔毛或是毛料受潮,霉变,强度不足,拉力欠佳,毛料难打等问题的要立即通知停打停织此毛料,并应立即通知部门主管及公司负责人,同时带此毛料之样本及相关报告数据以便处理.3. 由于毛料条子有粗幼,QA应监督检查开机织大货时,要同时开数机试织其它缸号或颜色,以便能够及时知道重量,颜色上存在的问题,及早做好质量控制工作;若是几条毛混毛一齐织的,QA要检查是否混得均匀,确保混毛均匀才可开织大货.二织机1. QA要了解清楚自已所要检查的该批货是否已经覆办OK.如果没有覆办便开织大货的,要了解清楚原因,同时在查货报告中需注明此点及原因.2. 了解该批货的各种生产配料如橡根,膊带等是否已经跟齐.如有未齐之现象应立即通知生产部门.3. QA要亲自到织机车间抽查织出的衫片,检查字码是否均匀,是否有走字码,字码起横及扯旗之现象并核对织法,开针,加针,排针,收针,转数,剩针等是否正确按照下数纸生产,检查是否有色差等毛料问题.4. 要留意脚高,袖咀高之下数及尺寸是否照足要求.5. 有花款的衫片,如拨花,挑孔,搬揽,扭绳,间色等款式还要仔细检查有无错毛,挑错孔,搬错针,扭错绳及间错色的现象.6. QA要特别检查若有坑条或扭绳之边位的衫片,不得让工场擅自加减针或作任何更改,一定要照本公司的指示织法,同时留意若是12针驳毛结头要拉边位,不能织到衫片中间,夹边,花位及针数小都不能挂重蛇,以免松针及起蛇,凡是转款或转颜色要检查否清洁每台机台.7. QA要检查下槛的字码,针数,转数是否准确,领贴之开针是开斜角或是包针一定要按下数纸,若领贴是要分开两条织的,字码同转数一定要相同.如发现有错,要实时厂方改善.留意下栏之尺寸及阔度是否符合要求.8. 织机适用检货标准AQL10.0三. 查补1. QA要到查补车间检查已查补好的衫片及察看补衣工人的技术是否熟练与正确,有否补衣欠佳之现象.检查数量看货量而定,一般按照颜色,缸号,码数等,每打衫(分前后幅及袖)抽查5至6幅即可,不必整打抽查.2. QA在检查衫片时,若发现有漏针,崩边,扯旗,花针,较剪,口单纱,污渍,绣迹及油针,爆孔,散口,收错花,机头不到边,飞毛等疵点问题的,要即刻通知厂方改善好.且每打衫疵点问题不能超过15%以上,否则QA 将不会接受而要求重新返工.3. 在检查织片过程中,QA若发现有花毛,粗幼毛,死棉,线仔毛,缸差,易爆孔,断毛,衫片超重或偏轻等现象的,应立刻通知部门主管或公司负责人,同时亦要填写于质量检定报告表内并附上数据分析,说明其重要性.4. 查补好之衫片,要检查有否绑上本公司供给的条形码,有否按批号缸号颜色缸号码数工号件数作好分类.四. 缝盘1. QA到缝盘车间检查缝盘时,一定要对准本公司的缝挑规格表,检查缝法是否正确,尺寸是否准确,缝线松紧要适当,若太松会起耳仔,太紧则会没有弹力,会埋堆等.(如果做需要件染的衫,注意检查缝毛不能用错,还需留意布片,烟纸等要用不上色配料;如果是缝羊仔毛或兔毛的毛衫,还需要用纯羊毛做缝毛,而原身毛料不能作为缝毛,因为很易断.)2. 锁眼不能漏眼,刮边要直,不能有黐边之现象,上袖,埋夹要对花位,夹底不能疏孔.3. 缝元领一定要分清直位,中间及斜位,领形要圆及顺,后领斜位不能缝有直位,缝线不能起蛇,斜位要斜得均匀,不能埋缩在一位置斜.4. 缝杏领时,上领要度尺划位上缝盘,缝起领咀要尖直,两边分位要相称.5. 缝开胸V领衫时要检查两边分位是否相同,缝胸贴要直及尽位,埋夹,上袖不能拉手落盘.以免导致飞机袖及衫身起蛇等.6. 缝间色衫要每一格度一个位.缝线要比一般缝凈色衫拉紧些,以免将不同颜色的缝线露面.7. 如下槛是元筒包缝的,子口不可包得太多,领内杂线要一定清凈.8. 缝打花珠地之毛衫,要检查左右幅是否相称,不能缝正花位及大珠,以防起孔等.9. 如发现有跳,线缸差,漏眼,手势不平均,单纱,断毛,夹底有孔,大细膊,高低,爆缝线,爆夹等情形的,QA要马上通知厂方改善.10. 缝盘适用标准为AQL6.5.五. 裁钑1. QA要检查裁后尺码是否与尺码表相称,注意领形,夹位,袖位及膊位是否完美.2. 钑骨时是否跟裁口,直位要直,弯位要圆滑,否则影响缝盘.3. 检查钑骨时有否把衫片用力拉着钑骨而导致骨口长度加长,缝合后钑骨子口起蛇之现象.4. 检查钑骨缝线松紧度要适中且钑骨线要配色.注意线步不能太疏,否则裁口会散开,但亦不能太密否则会出现蛇形现象.5. 如果某些款式无需再经缝盘,QA须检查在上袖后要在线尾倒钑少许,防止埋夹时把线尾钑断而做成很容易在夹底位置烂开.6. 如果发现有用错钑骨线,钑骨缝线松,断钑骨线,钑骨线露面,钑骨起蛇,钑骨散口,钑骨起狗牙等现象的,QA一定要通知厂方改善好.六拆纱,挑撞1. QA要严格检查车间挑撞是否用正确之缝毛,是否按照下数或复办指示去做.2. QA要注意检查拆纱时不可把毛尾拉至抽筋,拆纱后必须要拉(猛)眼,线头要收好,所有杂纱一定要执清.3. 挑撞V领咀要拉正中,且要尖直,两边要对称,挑撞线不可过松或过紧.4. 叉位,袋贴顶两边.卷边领后领两边骨卷边位置都须要加针.5. QA要检查若是拨花及挂毛之打结,不能太多毛一齐打,且打结头要实.6. QA要留意检查领口,领咀,袋贴口及胸贴等是否挑撞妥当,注意袖咀,脚底,袋口,夹底及膊位等处线头有没收妥好.七前整收发1. QA要到收发部检查外机是否按照本公司的生产单,毛料单及发织单内之比例进行生产,不得随意增多或减少其中任何一个色码(否则就会导致后整工场的大量改码而影响到烫衣及装箱的麻烦等问题),一定要外机按照比例均色均码生产.2. QA同时亦要认真核实每打衫之重量,检查工场是否在每打衫上都写有各个色码之正确重量,若发现重量相差太远,有超重或过轻等情况或需要补毛时,就立即通知本公司负责人,以便能够及时改进.八. 前整外发包装1. 每打衫中的色码数一定要相同,不能混错有其它的色码,例如:一打白色M码衫或衫片中,就不能混落有S码或L码之衫或衫片.2. 同时注意不能有落错烟纸之现象,比如:一打S码衫中不能落有M码或L码的烟纸.若发现有此类问题,QA将会不接受而要求厂方返工.3. 检查外机是否在每打衫上都绑有本厂所印发的牌仔或条形码,并且要在牌仔或条形码上数据清楚.4. 检查外机是否把每件衫都整齐折好,并视乎粗幼针,每六件或是十二件一扎,用白色绳仔或白色尼龙绳(近十字结)捆好,装入本公司供给的保洁胶袋.一切正确以后才可交货.成品(后整)质量控制及查货标准一. 此标准作为本厂QC查货标准,适用于后整及所有工序.严重的质量问题称”大鸡”或”不接受”;不明显或是较轻微的疵点称”细鸡”或”小疵点’.同一种轻微疵点数超过四个将被视为一个严重疵点,即四件小鸡相等到于一件大鸡.二. 若一件衫中存在有两个或以上严重疵点问题的,则可作为一次严重次品计算;但无论轻微或严重疵点,若在查货中连续不断地出现或疵点问题超过数量之15%(百件计)以上的,QC 将不会接受此批货.1. 用毛:凡不按照吓数或指示用毛条数织衫或缝盘的,都不接受.2. 毛质:花毛,变色属大鸡;粗鴢毛,死棉(毛粒),褪色,受潮,线仔毛,杂质,飞毛等较为严重属大鸡,不接受,.轻微则为细鸡.3. 毛头:在衫面,较明显且超过1/2寸或以上的属大鸡,不明显或在1/2寸以下的则为细鸡.4. 断毛:断毛超过1/2寸或以上的为大鸡.5. 松紧珠:一般情况下属细鸡,严重者为大鸡.6. 走字码:走字码明显不接受,属大鸡.7. 扯旗:衫片左右两边相差超过1/2寸以上属大鸡,不接受.8. 绣花:绣错毛,用错绣花毛不接受,断绣花线或绣花纸托,绣花线头未清好的,严重为大鸡,轻微属细鸡.9. 单纱,漏针,珠路不均,纱口脱散:严重属大鸡.10.针路: 不接受,属大鸡.11. 单毛: 单毛不超过1/2以上的属大鸡,1/2以下的属细鸡.12. 松针:严重则不接受,一般情况属细鸡.13. 烂边,含边,爆孔,跳花,打花不起花,不起珠:不接受,属大鸡.14. 扭绳爆绳,扭绳漏针:属大鸡.15. 字码疏(结):1分或以上属大鸡,一分以下属细鸡(但要从经验对其款式而判断是否接受.16. 开错针,排错针,错扭绳,错转数,错间色,收错花,错领位:属大鸡,不接受.17. 爆孔,漏扭绳,挑错孔,搬错针,机头不到边,油针等属大鸡,不接受.18.抽筋:超过一寸以上属大鸡,一寸以下属细鸡.19.字码不均匀,字码起横:严重属大鸡,不明显属细鸡.20.错花款:不接受,大鸡.21. 橡根,膊带不配色:不接受.22.袖与衫身,领同衫身,前后幅(前后袖不同缸):不接受,属大鸡.23. 打钮不平均,爆钮门:属大鸡,不接受.24. 稀密路:不接受,属大鸡.25. 清洁:锈迹,油渍,枪渍,果渍,泥渍等在清洁上有困难,需要用助刘清理,不能洗脱的则为大鸡,泥尘,脚印等在洗水后可自行脱去的为细鸡.26.跳线,散口,断缝线,断锁眼,甩锁眼线:属大鸡.27.起蛇,起耳仔:轻微属细鸡,严重属大鸡.28. 领形:领形不正或不圆顺,打风属大鸡..29. 领阔:一定要能过头,且尺寸偏差超过1/2均为不接受.30. 元同包领内子口大(细),有杂纱:属大鸡,.31. 夹底疏孔,夹底缝线松:严重属大鸡,轻微属细鸡.32. 缝骨线露面,缝骨起狗牙,缝骨起蛇,缝骨散口:不接受.33. 膊大(细):单膊度超过1/2以上属大鸡.34. 膊带不留子口:属大鸡.35. 黏边:除夹下地方黏半支属细鸡外,其余地方明显全属大鸡.36. 高低夹,高低脚,高低袋:若缝相差2分内细鸡,超过2分全属大鸡.37.不对坑,不对间,不对花位:超过1分不接受,1分以下属细鸡.38. 吊筒,长短贴:2分内属细鸡,超过2分以上则不接受.39.漏眼:如漏眼全属大鸡,漏半支眼毛少属细鸡,毛多属大鸡.40.用错缝毛,笠错横行,领贴笠高低行,缝线不规则,对位,对花不合:属大鸡,不接受.41. 缝线太松(太紧),缝骨太粗(太鴢),刮边不清,缝位太早(太迟):严重为则大鸡,不接受.42. 缝线不配色,缝骨线不配色:不接受.43.拆线:纱线拉至抽筋属大鸡.拆纱不清,线头不收好属细鸡.44. 收口欠佳,补衣欠佳,漏加针,加针错位属大鸡.45. 挑贴,挑领有高低,不对支或不对间,影响观感属大鸡.46. 挑撞散口,挑撞欠佳,夹底有疏孔,骨位或夹位爆缝线:属大鸡.47.染色不均匀,染污,印错色,阴阳色,色纱,不必要的水痕:属大鸡.48. 谷拉链,错拉链色,拉链尺寸不对码,拉链贴挑撞反缝不合要求:属大鸡.49. 袋高低超过1/4”,歪斜,,大小偏差超1/4”,袋缝欠牢固:全属大鸡.50. 烂钮门,钮疵烂钮,用错钮,漏钉钮,钉钮不合要求,钮门不对位或间距不合要求超1/8”:全属大鸡.51. 发霉,有异味,衫未干透,过水不清,搭色掉色:全属大鸡.52. 收腰高低,扭骨,缝骨烫开(疵牙):属大鸡.53. 唛头(吊牌)位置错误,错漏唛头(吊牌),钉唛(吊牌)不合要求:属大鸡.54. 绣花钉珠线太松,太紧,欠弹力,收口欠牢或未打死结,横连珠未分段收口,收口线太长超1.5cm以上:属大鸡.55. 绣花车花图案位置不合要求,高低左右偏差超1/2”以上,歪斜超1/4”,属大鸡.56. 园领套头衫必须查领拉,成人领拉最少12”.六岁以下儿童衫领拉9-1/2”.专业的毛衫英语用词结头Knots粗纱Rough yarn针洞Needle hole色差Color shade色纱Color yarn单毛Single yarn毛头Yarn end线头Thread end线仔毛Yarn thinness粗细毛Uneven yarn杂毛Mixed yarn花毛Shade yarn织机knitting错花Wrong pattern花针Tuck stitch走字码Uneven tension起横Uneven course字码不均Uneven knitting tension混毛不均Uneven twist yarn混毛不均,起横纹Uneven yarn and show horizontal stripe缝盘linking挑撞Hand stching错缝线Wrong linking thread夹缝线起蛇Puckering at armhole seam胸贴不平均Placket not balance笠错横行Incorrect course粘边Selvage not straight缝骨不对齐Seam not match脚边起豆角Hem wringing缝线太紧Linking tension too tight缝线太松Linking tension too loose侧骨手挑太紧,欠水平Hand stitch too tight at side seam not level锁眼起蛇Interline zig-zaging断锁眼线Broken interline铡骨起蛇Over locking line zig-zaging缝法埋堆Linking peaking缝线松紧Uneven linking tension挑撞欠佳Poor hand stitching领子口不均匀Uneven seam of collar落坑Run off锄歪眼Wrong position of needle and point领内子囗不均匀Uneven seam allowance inside neck珠路不均Uneven stitch density铡骨散囗Over- locking seam open起耳仔Pull loop领起耳仔Loose loop at neck拆纱不清Unclear finishing yarn断毛Broken yarn袖囗脚收囗欠佳Poor stitching on cuff or bottom食针Overlapped stitch甩间纱Loose finishing yarn铡骨线露面Wrong tension of over- locking领口不能过头Narrow neck opening单缝线Mis-linking yarn夹花不对称Unmatch armhole fashion mark挑贴跳线Stitching placket skipped stitch膊骨止口太厚Too much seam allowance in shoulderV 领嘴挑线太松Hand stitching tension too loose inside V neck point 侧骨图案不匹配Pattern not match at side seam膊骨和侧骨止口太厚Shoulder seam and side seam too bulky膊带不留子囗No shoulder tape allowance不对坑 (支)Unmatched rib挑贴Stitching placket挑脚线不牢Insecure blind stitches挑脚线漏挑Blind stitches not securely caught inside断缝线Linking yarn breakage驳线欠佳Poor overlapping stitches坼纱后没拉眼Loops on collar stitch out of trimmingV 领不对支Rib collar of "V" point not match领内包止口厚Thick seam inside on neck领谷起Bulky at neck哈须 flat lock夹缝线色不对衫身色Armhole linking thread color off body color缝毛与衫身色不对Used wrong sewing color空边.边缘缺棉Empty hem棉絮不均Padded cotton is uneven夹位露缝线Linking seam at armhole is too much visible缝线松紧不均匀Uneven yarn tension锄高Stitch on the higher position崩边Broken selvedge边不直Selvage not straight对位不符Poor matching on cuff or bottom锄歪眼Wrong position of needle and point上领扭纹Twist collar缝线起蛇Puckering at seam漏鈒骨线Missing over-locking爆口Open seam针数不对Stitch not as specified线色不配身色Mismatch of thread领边缝线松紧不均匀Uneven linking at neckline挑错针数Incorrect hand stitch countv领尖不对支Rib collar of v-point not match拆纱不良导至抽筋Poor trimming拆纱线没拉眼Loose on collar stitch out of trimming收漏线头Absence trimming粉笔痕Chalk mark洗水效果不均匀Uneven washing effect色差/缸差Different lots of shade洗水痕Water streak / Streak mark颜色斑点Color stain油污Oil stain污渍Dirty mark枪水印Cleaning mark霉味Mildew有气味Odor smell灰尘Dusty手感太硬Handfeel too harsh太软Too soft洗水过度Excessive wash洗水不够软Handfeel not soft enough手感太软Handfeel too soft手感比批办稍软Handfeel slightly softer than approved sample染色横痕Uneven dying stripe染色不均 / 有染色印Uneven dye color marks臭味Bad smell阴阳色Shaded parts去污痕Stain removing mark起毛不够Poor hairy effect霉点Mildew stops手感不够软The handfeel not too soft手感比较鞋Handfeel is slightly harsh手惑太削Thinness handfeel起毛粒Pilling起毡Felting手感不够滑Handfeel not smoothly什么色手感太鞋Handfeel not too harsh of ….color前后幅不同缸Shade lot at front panel and back panel前幅阴阳色Found shade with in front panel袖与衫身不同缸Color shading between body and sleeve洗水后脱色Staining after washing同一件衫内有色差Color shading within one garment配件与衫身之间有色差Color shading between trims and body颜色与批核办不同Shade differs from approved standard纸朴颜色不配合,引起色差Shading caused by poor color interlining matching 锈渍Rust mark甩色color fading颜色太哑/闪color too dull/bright渗色Bleeding错缸wrong dye-lot件染Piece dye吊染Dip dye脱色Poor color fastness外观 appearance领尖高低 Asymmetric collar point领面松 Wrinkles at top collar领面紧 Top collar appears tight领面起泡 Crumples at top collar领外口松 Collar edge appears loose领外口紧 Collar edge appears tight底领伸出 Collar band is longer than collar底领缩进 Collar band is shorter than collar底领里起皱 Wrinkles at collar band facing底领外露 Collar band lean out of collar倘领偏斜 Collar deviates from front center line领窝不平 Creases below neckline后领窝起涌 Bunches below back neckline领卡脖 Tight neckline领离脖 Collar stand away from neck歪领 uneven collar领不平衡 Unbalance collar领位不对称 Asymmetric collar左右领活不一致 Uneven collar width领尖不对称 Uneven collar point左右前领嘴形状不一样 Uneven lapel shapes前领囗溶位太多 Too much easing at C.F. neckline后颔中太紧 Collar too tight at CB领座扭曲不平顺 Collar band is twisting领及前领咀不平顺 Fullness at front collar and lapel领圈不元顺 Neckline is not smooth领子装得不平顺 Neck setting not smooth后领圈有高低 High /low back neck领尖长短不一 Uneven length of collar point领尖太钝 / 不平滑 Collar point too blunt / not smooth领尖距太活 / 太窄 Collar spread too wide / narrow高低领尖 Hi-low collar point领歪/领扭曲 Crooked / twisted collar领面布浮 Fullness of top collar领内藏杂物 Some residues inside collar领甩毛 The wool of neck fall down樽领领贻扭曲 Turtle neck collar twisted错领尺寸 Collar size incorrect反领不对称 Collar points not uniform反领谷起 Collar fullness or puckering高低领 High/low collar ends领尖高低 collar points high/low领形差 Poor neck shape领形差 Poor collarV领边左右不对称 Uneven "V"-neck sides领卷边大细不均 Uneven rolled edge of neck hole领形不平服 Neck shape not smoothV领底挑囗欠佳 Poor hand stitching at "V" point of neck 领口起波浪 Neck hole linking is wavy领形欠元顺 Neck hole opening are slant领边内卷 Edge of neck is rolled inV 领不够V "V" neck point is not "V"enough领底分针不均 Uneven linking at bottom of neck左右领边有大细 Neck R/L is not same length领垃力太紧 Neck stretch is too narrow后领缝起皱 Puckering at back neck seam领下有疏吼 Loose knitting under neck领卷边缝止口太厚 Neck seam knots is too big领两边起角 The neck opening sides is stick out领拉必须超30cm Neck hole stretch M/B over 30cmV 领咀不够尖 Maze nice sharp finishing of V neck shape 卷边不好 poor bowing领贴过松 collar too loose领贴过紧 collar too tight领顶过紧(无弹性) Collar edge is not too inelastic膊位扭骨 Twist shoulder seam膊位太平.膊斜不够 Shoulder seam too flat膊带太紧- Shoulder tapes are too tight导致膊位起啄 pulls upward and create a point angle膊骨缝线太松 Shoulder seam linking thread is too loose 后膊缝线起蛇 Back part linking is wavy膊骨走前 Shoulder seam forward膊骨大细 Shoulder head magnitude大细膊 Uneven shoulder width膊位起啄 Puckering at shoulder point高低膊 Misaligned shoulder高低肩位High/low yoke膊骨太平Too flat at shoulder seam膊骨太斜Too slant of shoulder seam膊线弯曲不直Shoulder seam not smooth膊头拱起shoulder head not smooth膊骨起蛇Shoulder seam wavy膊两边不对称Shoulder yoke not balance膊头缝线不平直Shoulder seam should be straight膊骨左右不对称Unbalanced R/L shoulders飞机袖Sleeve raise up袖骨走前Underarm seam shown at front袖走后Sleeve running to back袖走前Sleeve running to front前袖骨拉松Too loose at front sleeve seam后袖骨过紧Too tight at back sleeve seam卡夫装得不好Poor cuff setting袖叉装得不好Sleeve placket is not set well袖底缝被拉松Underarm seam was stretched袖缝骨扭Twisted sleeve seam袖扭纹Ribs of sleeve is twist长短袖Uneven sleeve length袖子偏前Sleeve leans to front袖子偏后Sleeve leans to back前袖缝外翻Inseam leans to front袖口起皱Wrinkles at sleeve opening袖里拧 Diagonal wrinkles at sleeve lining扭袖底骨Twisted underarm seam袖肚太大Enlarge sleeve袖咀卷边不均Uneven rolled edge at sleeve袖顶起啄Top sleeve cap pulled inward袖位起镜Pressing mark on sleeve高低袖咀Misaligned at sleeve bottom袖骨哨牙Open seam at sleeve seam袖咀囗挑线太松Loose stitching at sleeve cuff袖咀囗挑线太紧Tight stitching at sleeve cuff袖咀扭曲Knit sleeve cuff twist袖起波浪The sleeve shape is wavy袖尾凹入Sleeve tail concave into袖尾起啄Puckering at sleeve end袖褶距离不平均Uneven distance of sleeve pleat袖囗没埋口Cuff assembles to sleeve not closed袖摺Pleated seam on sleeve袖错位Sleeve misplaced扭袖Twisted sleeve袖摺Pleated at sleeve joining袖山起皱Diagonal wrinkles at sleeve cap袖口边不平齐Cuff edge not level袖底骨扭骨Twisted underarm袖(膊头位)啄起Sharp point in sleeve head袖扭骨Twisting sleeve夹边过紧Tighten armhole tension高低夹Unmatched armhole seam夹位有疏吼Hole at armhole夹底有疏吼Hole at underarm夹位爆缝Open seam at armhole夹位不直Armhole not straight夹位要顺直Pls keep straight on armhole夹缝不可拉开烫Avoid pressing out of armhole seam夹形两边要对称Keep symmetrical straight on both side of armhole夹顶起啄Pulling cut stitch on top armhole夹位两边不对称Both side of armhole asymmetrical夹圈太紧Tight armhole夹骨起蛇Zigzag seaming at armhole夹骨弯曲起蛇Wavy armhole seam左右夹圈不对称Uneven left / right armhole左右夹圈有溶位不平服Puckering at left / right armhole袖孔不圆顺Armhole setting not smooth夹圈起皱Puckering at armhole夹缝线哨牙Armhole seam is stretched out by ironing夹顶起啄Top of armhole seam creates a point angle夹圈底的布太多.不平均Uneven fullness at armhole夹圈起皱armhole pucker夹底缝线松Loose linking threads at under armhole夹位起蛇Puckering at armhole夹圈散口Armhole fraying夹底松Loose stitch at underarm袖夹太拱Armhole seam runs arched夹骨起皱缩埋Puckering at armhole linking骨位没有完全熨开Seam not fully pressed open缝骨起皱Puckered seam前幅横骨不对称Front horizontal seam not leveled底骨露面Under seam visible骨位起波浪Wavy on seams扭骨Twisted seams侧骨扭Twisting at side seam骨位结尾不平均Seam closures uneven骨位太谷,不平服Fullness on seams骨位末完全拔开间纱线Seam not fully opened before stitching公主骨拉松起泡Too loose at princess seam后公主骨起皱Puckering at back princess seam侧骨车线太紧或太松Too tight or too loose at side seam前中/后中骨太松Too loose at CF/CB seam侧骨起蛇Side seam is wavy侧骨缝线太松Side seam threads is too loose侧骨烫得太开,请补烫Side seam is stretched out by ironing and stick out please re-ironing 侧骨扭骨Side seam twist侧骨不顺Uneven side seam侧骨位要顺直Straight at side seam哨牙Bare linking yarn不对骨位Seam parts at seam not match骨位谷起Seam pucker骨位不对称Mismatched seam骨位外露Raw edge shows处骨走位Out seam run off stitch嵌骨Cover-locking嵌骨不均匀Uneven cover-locking嵌骨线太松loose stitch tension嵌骨线不配色Cover-locking thread not match嵌骨线不直Cover-locking not straight缝骨露线Seam grin下裆十字骨错位Unmatched crotch cross骨位打摺Pleated seam水平缝骨(左右)不对称Horizontal seam not leveled脚弯位不圆顺The bottom curve is not smooth左右开又长短不一Vent length uneven长短脚Uneven leg length衫脚不平均,不对称Uneven hem line脚边不平.起皱Puckering at hem linking衫脚拉得太紧Bottom hem stretch a bit tight衫脚起波浪Bottom hem is wavy衫脚卷边欠平均Uneven rolled edge of bottom hem脚叉不平齐Slit are extremely gaping脚边啄出Hem edge stick out脚纹不顺Wavy hem rib前后脚叉长短Front /back slits is not same length衫脚套针线太紧The hem stretch have a bit tight衫脚套针线起耳仔The hem edge show the yarn loops is linking衫脚罗纹边线太松The hem edge knitting tension is too loose脚罗纹太紧.没有弹性Hem ribs tension is too tight and not elastic enough 衫脚不直Bottom not straight脚边不齐Uneven bottom hem衫脚戚起Bottom stretch up下摆丝带太紧,Seam binding stitch tension is too tight使下摆不平顺Causing bottom not smooth折车1/2"脚围活窄Uneven folded width at bottom sweep 1/2" hemming衫脚扭Twisted bottom高低脚Uneven edge on cuff or bottom挑脚线露面Bhnd stitching visible严重长短脚Misaligned conspicuous下脚不够直Bottom hem is not straight下脚扭纹起豆角Twisting hem puckering at hem高低脚Uneven hem横条起波浪Wavy stripes不对格/不对条Mismatched stripe check间条/格仔未对好Pattern matching is not well条纹必须保持同一宽度Little ring stripe must always be of same breadth 前幅间色不对称R/L stripe is unmatched at front part间色不平均Uneven stripe侧骨间色不对称Stripe not match at side seam间色两边不对称Unbalance stripe直条不对齐Mismatched plaids横间不对齐Mismatched stripe前后幅间色不对齐Front body stripe not match back body stripe对格不良checks not match间色/格子不对称Stripes / flailS misaligned颜色组合错误Wrong combo烫衣pressing烫工差Poor pressing湿气Wet衣服烫过头以致起光痕GMT press too hard cause shiny mark摺痕印Crease mark烧焦印Burn mark水斑点Water spot烫痕Over pressing mark烫衣欠佳,引致有拉链痕,钮痕Zip/button mark made by improper pressing烫朴/压朴效果不佳Poor pressing /fusing of interlining烫斗印Iron mark衫身起镜Mirror effect on body起镜Glaze mark起镜Pressing mark后幅起镜Pressing mark on back part尺寸偏差太大Measurement out of tolerance前中吊起Hiking up at central front后中吊起The back part is pulls upward at center衫身坑条不够直Ribs of body is not straight enough衫纹不直Run of meshes is uneven前幅吊起Hiking at front前中太短CF facing too short后幅吊起Hiking at back前幅左石不对称Uneven R/L side of front part前中戚起Front is pulls upwards at front center左右前长不一致Front length uneven罗纹要有弹性Ribs must stay stretch大Larger小Small长Long短ShortDeviation 偏差.误差前中拉链弯曲Curve at CF zip前中拉链溶位太多Too much fullness at CF zipper拉链插位方向错误Wrong way insertion of zipper拉链顶高低Unmatched zipper top露拉链Zipper show out露拉链牙Zipper teeth appeared胸贴露拉链Visible zipper at placker车拉链跳线Skipped stitches at zipper of placket拉链谷起Wavy at zipper拉链不顺Zipper not smooth错拉链Wrongly used zipper拉链贴摺Pleated seam on zipper facing拉链错码Wrong size zipper拉链车不到顶Zipper cannot reach at top拉链车线不直Zipper stitching thread not straight拉链顶/尾有洞Hole at zip top/end拉链装得扭曲Zipper setting is twisting拉链拉不动Zipper not movable拉链尾处吊起End of zipper is pulls upward拉链尾处扯开End of zipper is stick out面布车得太贴近拉链fabric too close to zipper双头拉链Two way zipper次品Defective不配色Mismatch拉链不露牙Hidden zipper拉链头Zipper puller隐形拉链Conceal zipper烂钮门Damaged buttonhole工字钮生绣Rusted stud工字钮颜色脱落Paint peel off on stud钮及钮门位置不配合.引致谷起Button and buttonhole not aligned cause bulge钮门太细,钮不能顺利通过 Bottonhole too small to allow button to pass through 钮门未开Uncut buttonhole钮门未开尽Partially cut buttonhole钮门纱线不清Ragged edges at buttonhole钮门断线Broken buttonhole stitches钉钮线容易拉脱Button thread easily pulled out吸钮容易拉脱Snap easily pulled off撞钮容易拉脱Rivet easily pulled off钮冂与钮大小不相配Buttonhole is not match button size钮门位置不对Buttonhole misplaced钮扣未钉牢Button is not sewing security钮扣钉得太紧Button is sew too tight钮门有毛囗Buttonhole is fray凤眼钮门线太疏Key buttonhole density is too loose凤眼钮门位置不对Key buttonhole is misplaced揿钮位置不对Snap misplaced揿钮扁带安装不好Snap tape setting not well钮洞周围有气泡There is bubble on buttonhole area漏钮Missing button钮门开得太小Buttonholes are little bit too small钮门线必须配线Buttonhole yarn must be tone in tone to the knit坏钮Defective button欠钮A button is missing错钮位Button misplaced欠钮门Buttonhole omitted or uncut钉钮位置有偏差Improper button position setting钮同钮门位置有偏差Misplaced button / buttonhole钮线松Button stitch is too loose钮门线松Buttonhole stitch is too loose线钮要配色Color matching of thread /button甩钮Insecure button钮距不均Distance between buttons钮门散口Open edge buttonhole鸡眼Eyelets漏打早Missing bar-tack钮位不成直线Button out of line筒边钮门位不顺直Bump at placket edge钮与钮门位置欠配合Button position not well match buttonhole钮的底面倒置Button inside out点钮笔痕没有清除Button marking not removed烂钮Damaged button筒边钮门位凸起bump at placket edge线不配钮色Thread not match不配色Poor matching colorhook 蝴蝶扣前幅底幅细.面幅松(内里) Front panel is bigger than under panel里布太大,短,小,长Lining too big,too short ,too small, too long.前后幅布纹不相称Grain lines are not match at front and back panel底松,面松,向外反Too loose at shell,Too loose at back,/ Lining, Turn insider out 里布太短Lining too short里布太松Lining too full里布太紧Lining too tight袋不平服Pocket not smooth袋不正方Pocket not squared袋盖不正中Pocket flap not centered over pocket左右囗袋形状不一致Both pocket shapes are uneven囗袋下部下垂Bottom part of pocket is sagging囗袋位置不对Pocket is misplaced袋囗开得不吻合Pocket is smiling囗袋变形Pocket shape distorted囗袋尺寸及形状未按实样做Pocket size and shape is not follow sample exactly上下袋唇不均匀Pocket welt is uneven囗袋装得不好Poor pocket setting大细袋Uneven pocket袋口斜Slanting pocket mouth袋盖线露Pocket marker not covered错袋贴位置Wrong placement of pocket flap袋长不对称Uneven pocket length袋布太短Too short pocket bag袋盖反翘Top flap appears tight袋盖反吐Flap lining leans out of edge袋盖不直Flap edge is uneven袋口角起皱Creases on two ends of pocket mouth高低袋High-low pocket左右囗袋高低不一Both pocket set uneven袋“笑口”Smiling pocket歪袋Slanting pocket.袋盖反翘Flap stricking up.口袋外露Pocketing show out斜袋slanted welt pocket无盖暗袋piped pocket插袋side pocket小口袋tiny pocket帽顶缝线起蛇Top of hood linking is wavy帽顶缝线起皱Puckering at hood linking (top)帽弯位不元顺The hood curve is not smooth帽面骨位起皱Puckered seam at hood facinghat 有帽沿的帽hood 兜帽筒脚张开Placket bottom spread open筒顶起皱Neck drop pucker前筒吊脚Hiking at bottom of placket。
毛衫生产流程

t毛衫生产流程一、毛衫的生产流程与运作程序如下:接单——来办——复办——来毛——织片——查片——缝盘——挑撞——前查——洗水——烫衣——度尺——车位——查衫——包装——QC——出货二、1当营业部接到单后,向客户要原办复办。
2.1复办(蓝咭办)2.1.a按白咭办指示用货毛复齐码开机办2.1.b洗烫后所有尺寸做工OK交予营业批核后方可机织大货2.1.c若全件衫完成后不合格应更改吓数后再复办,直至OK为止2.2来毛2.2.a复办OK之后,客户应来毛开大货。
2.2.b毛仓收到毛料后,先做毛料测试,OK后分批、分缸号打毛同过腊。
2.3织片2.3.a排货/发货2.3.a.1生产部及织机厂长安排好生产单做货后,织机收发按照生产单数量码数、颜色、缸号在收发本编好2.3.a.2发货时,对准缸号、码数、吓数纸防止错缸、错码2.3.b首片检查2.3.b.1织机员工在排好机位后,让师傅调机,拉好字码,才准开织2.3.b.2织出来的第一块衫片一定要经过师傅拉过字码、全长,检查是否织对,如字码不符,下一块再拉直至OK为止2.3.c交(收)货2.4.c.1织完一打衫片后,交回收发部过磅,检查重量是否相符2.4.c.2如OK的将记录入收发本及工卡2.4.c.3如不符即通知织机厂长及生产部,等候处理2.4查片2.4.a收完货之后移交查片部,检查衫片及核对图纸2.4.b查片部按衫片的码数用码数线分码2.4.c查片部收发按衫片的批号及码数发放吓数纸2.4.d查片员工对照吓数纸100%检货2.4.d.1查看衫片清洁2.4.d.1.1是否有油渍2.4.d.1.2是否有锈渍2.4.d.2查看衫片上的牌仔2.4.d.2.1批号2.4.d.2.2颜色2.4.d.2.3缸号2.4.d.2.4码数2.4.d.2.5件数2.4.d.3查看衫片的毛料问题(粗细毛/花毛)2.4.d.4查看衫片是否漏针2.4.d.5查看衫片是否曝吼2.4.d.6查看衫片是否单毛2.4.d.7查看衫片是否单拉架2.4.d.8查看衫片是否打花2.4.d.9查看衫片是否走字码2.4.d.10查看衫片是否长短、长短脚2.4.d.11查看衫片是否收错夹2.4.d.12查看衫片夹边是否松行2.4.d.13查看衫片挑吼钮位是否拉错专数2.4.d.14查看衫片是否有钮骨2.4.d.15查看衫片的针路是否正确2.4.d.16单边前后袖:对脚开针,数剩针、收夹花、收腰、加腰几支边是否对图纸,有无漏针、花针、掉边、抽筋2.4.d.17坑条前后袖:脚开针、边针要对图纸,前后膊要对坑、收夹坑条几支边要对,留意上梳松、紧、断线、坑条排针2.4.d.18间色前后袖:间色要对图纸,如:A、B、C、D排色,全长、夹下、间色要一致,驳线不可超过第2支,留意间色错,收夹错2.5缝盘2.5.a排货/发货2.5.a.1当收到织机移交来的衫片时,首先要分批分色分码的点数2.5.a.2统计完数后,缝盘部厂长、主管根据近期货源的数量、针种、货期合理分派到各缝盘小组,同时把每批货的生产单交由该组收发,并注明货期。
毛衫制作过程简介
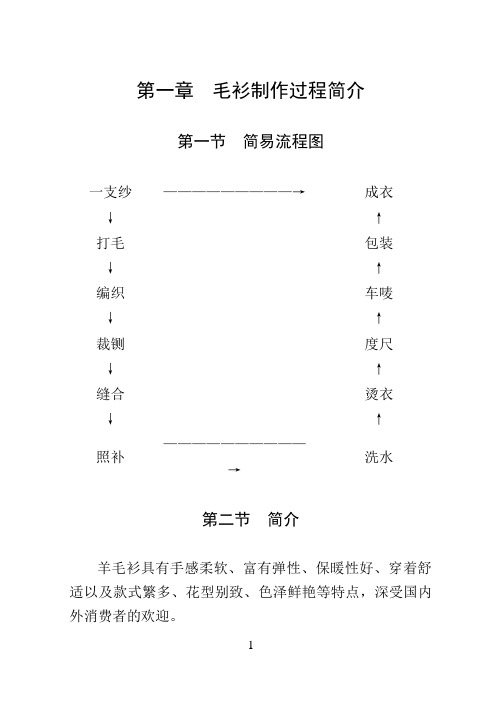
第一章毛衫制作过程简介第一节简易流程图一支纱—————————→成衣↓↑打毛包装↓↑编织车唛↓↑裁铡度尺↓↑缝合烫衣↓↑照补——————————→洗水第二节简介羊毛衫具有手感柔软、富有弹性、保暖性好、穿着舒适以及款式繁多、花型别致、色泽鲜艳等特点,深受国内外消费者的欢迎。
羊毛衫不完全指由羊毛织成的衣服,而是各种动物植物、化纤及矿物纤维等经由手机、花机、电动横机及圆机等编织而成的针织服装的统称。
毛衫制作可分为五大步骤:打毛、编织、缝合、洗烫、后整。
一、打毛常用制作毛衫的原料为棉、羊毛、人造毛、麻及其混纺毛纱。
1、毛纱的包装通常分为三大类:札装、筒子(俗称公装)及筒管(俗称老绿仔)。
如是札装毛,必需将毛纱连接地打在一个纸筒上,每CONE毛通常卷绕成2—2.5磅,以便于以后的编织工作,可使用打毛机完成此工序,称为打毛。
2、利用打毛球的装置如结头刀,以除去纱表面上的杂质尘屑,过大的结头及在适合张力下除去粗细不均匀的毛纱。
3、打毛过程中要同时上蜡,使毛纱具有光滑的表面和比较柔软,减低磨擦,以利编织。
二、编织可供编织的机器有手摇横机(简称手机)、提花机(简称花机)、电动横机(简称电机)及电动无筒机。
各种织机可根据针床上1英寸内所具有的针数表示其机号(用G)表示。
通常手机可织的花款有单边、间色、壤条、柳条、珠地、扭绳、搬针、菠萝花、打鸡、三平及四平等成形衣片。
花机可织单边、间色、拔花、铲鸡、挂毛等,并籍此形成各花型图案的成形衣片。
毛衫也可以全件手织或手钩,还可以绣上各色花卉及其它精美图案。
三、缝合缝合主要用缝盘机,机号有6G、8G、10G、16G等,也是机号越高,一英寸内的针数越多,可缝合的衫片密度但并非绝对如此,要视所织物组织及毛料等。
例如:衫身用3G机织、上5G领,则选用6G缝盘机。
如是做防缩的幼支羊仔毛,则7G织片可用10G盘缝。
四、洗烫洗水的作用是去除毛物本身的油渍、污渍、灰尘,赋予衣物较满意的手感,并可通过洗水改变衣物的尺寸及达到某此特定的效果,如羊毛的起毛、缩绒等。
毛衫企业靠这样管理就有“救”啦!老板必看

毛衫企业靠这样管理就有“救”啦!老板必看毛织生产因工序繁多,前一道工序出现质量问题,必将影响下一道工序的生产进度,因此,必须建立起每一位员工的质量责任意识与工序质量检验制度相结合的质量管理体系。
同时由于毛织厂生产管理是基于员工的管理为主,那么构建合理的管理架构也很必要,要让每一位工厂中层管理者明白权责,每一位员工明白质量要求,避免因沟通失误造成质量问题,从而导致生产延误。
首先,毛织厂管理因工序不同,人们习惯的将生产分为:跟单部、样品部、织造部、缝合部、手缝部、洗水与整烫部、成检部、修补、辅料、包装部等部门(采购,仓库等由于是辅助生产的,暂时不提),各部门相互单一但又相辅相承,任何一个环节出现质量问题,必将影响整个链条的运转。
每个部门交接时的数量需要清晰,不能等到最后一道工序时才发现生产数量与发单数量不符。
因此合理的工序流程,明确的权责,是生产管理的根本。
1、跟单部是直接与客户沟通的纽带与桥梁作用,客户的要求会第一时间传到跟单部,同时货品生产中的问题与难度也要由跟单与客户沟通协商。
2、样品部是整个生产链中的中枢,承担着样品制造,品质控制,成本控制与核样报价的作用,样品完成的快慢和报价的准确直接影响着接单,样品做工的难易又直接影响着大货生产的进度与品质。
工艺单制作时就应考虑到后序工序的质量控制,样衣的做工方法就是大货的质量控制依据,因此相应的要求与做法需要有个完整的记录(档案、做工、要求等资料的留存管理),需要贯穿整个生产过程,同时样衣生产中的预见的不可控制的质量问题,比如毛纱斜片,毛纱易破洞,织造困难等需要提前发现并让跟单与客户沟通协商解决,以方便适应生产为主导。
样品生产出来后,需要将相应的质量问题及尺寸记录下来(样衣织片重量,全长,织片时间,成衣尺寸,重量等),作为下次生产样衣或大货的依据,也是报价的依据。
最后的封样作为生产大货的依据,成品尺寸重量等都要通过最终大货工艺解决,如果成品尺寸有问题,必须通过改成工艺单来解决,绝不能等到整烫去解决。
2019特步-服装中心针织管理中心业务流程讲解 38页PPT文档

《生产采购单》
6
1、成衣厂递交预付款申请到运营中心物流计划部,财务 成衣厂
《预付款申请单》
面料大货 生产
成衣大货 生产
目录
第二部分 摘要
针织开发部
流程概述 流程要点详解
第二部分:针织开发部
流程概述
齐色图纸 下发
单色样制 作
单色样评 审、销样 图纸下发
销样制作 及报价
销样评审
销样确认 后送商品
中心
第二次单 色样制作
单色样评 审、销样 图纸下发
销样制作 及报价
销样评审
销样确认后 送商品中心
合作供应商。
针织材料检测标准与要求
1、现我司已建立了自己的检测标准体系;
2、材料开发时需供应商-特步分别检测物性;
3、我司大货针织材料需分别寄我司和第三方检测机构检测(广州纤维检测院)(内检参照 我司内部标准;广检标准为GB18401、GB/T22853-2009);
4、我司内部检测标准高于国标,所以我司材料需同时达到两个标准要求。
第三部分:材料供应部
材料开发流程
面辅料规划案
开始
提供选材
下发面料开 发通知书
核可开发样
开发样核可通 知书
整理资料
NY
开发检测报告 供应商开发期评估表
材料开发明细
备案开发 价格
材料价格明细
依据开发要 求实行开发
提供开发 资料
内部检测表 码布
开发送核联络函
提供吊卡 吊卡6份
结束
第三部分:材料供应部
1、我司向供应商下发《特步面料开发通知书》上有要求、 相应布样,供应商据此开发(7~15天单期回样); 对样开发:(30~35天)(特例除外) 第一期:15天(包含其中快递时间,前后4天(我处寄2 天寄,供应商寄出2天)(核对开发通知书上时间,快递 超过时间往后顺延); 第二期:10天(包含供应商寄出2天); 第三期:10天(包供应商寄出2天);
毛衣生产各部门工作流程图

营销业务工作流程
跟单工作流程
辅料采购工作流程
备注:供应商每年评估一次,评级分ABC 级,C
级供应商给予淘汰,报告交回总经办.
板房工作流程
前整外发工作流程
毛仓工作流程
备注:扫描收货时留意重量与下数纸重量的对比,超出或偏轻立即通知前整主管.
备注:关于缝工的更改,必须由跟单确认才可更改,开缝大货过程中若出现异常,立即通知前整主管.
备注:大货转出及回收时留意大货衫污渍/包装方法问题,立即通知后整主管.
后整洗水工作流程
备注:洗水前所需的准备,是为了大货手感/条子/尺寸等(例如先熨后洗/入网袋/加洗水带之类).
后整熨房工作流程
备注:为了大货开洗后尺寸稳定,在大货试洗板试熨后,必须特别提醒洗水师傅尺寸情况.
后整车唛工作流程
备注:在做样板时,车工可改善生产的车法,必须与跟单沟通,避免大货生产困难.
后整补衣工作流程
备注:在大货生产时,特别的工序必须提前报案,记录补衣工时,异常报告在生产后立即报给总经办.
后整复查工作流程
备注:在大货生产时,特别的工序必须提前报案,记录查衫工时,异常报告在生产后立即报给总经办.
后整总查工作流程
备注:在大货生产时,特别的工序必须提前报案,记录查衫工时,异常报告在生产后立即报给总经办.
品控部QC工作流程
备注:加工厂每年评估一次,评出ABC 级,C 级加工厂给予淘汰,报告交回总经办.
后整包装工作流程
了解客户质量要求/标准
备注:收到生产单第一时间订纸箱/卡板等,提前到辅料仓取挂牌等辅料做好,避免大货生产时间不足.。
毛衫管理的简单流程图范文
毛衫管理的简单流程简洁管理在模式上是简约和集约的集成,除了毛衫技术因素,生产流程也一样要改造。
流程是企业管理机制的基础。
我所提倡的简单管理也要求我们为企业做一个框架时,不要忘记改造已有的复杂的流程,包括组织流程、业务流程、生产流程、销售流程、质量控制流程等等。
自然秩序的形成和运转必须有一定的环境,需要一定的规则游戏。
有一个简洁的流程图,员工们明确自己在流程中的定位,能履行流程中明确的指引职责,“简单管理”的核心工作;有如一座航标,也有如高速公路上指示灯。
做好一个流程表,等于点亮一盏明灯,也记录下企业运作的过程,不是摸黑在行走。
所谓流程,有“流”行的行业标准做法,也要有规范化的“程”式操作,它必须适合本身公司的运作模式,不能强求得来的。
作业实现流程化,并用文字形式固定下来,并培训工人使用标准的操作方法,是一个企业或公司迈向成功管理之路的第一步。
在工作中要更加注重短期性的或更有针对性的流程作业,比如说针对某个款式的特别做法或特殊工艺要求来做出一套流程图。
流程的制作是在生产实践经验中得来的,不能凭空捏造。
虽然说毛衫企业或公司的生产流程大同小异,但由于每一个企业或公司的技术能力或工艺标准不同,进而流程也是不同的。
有高技术能力〈工艺水平或各工序专业员工比较好的企业或公司〉的当然会减少许多环节需加派监督员的工作;相反技术能力比较差的企业或公司更应该在监督方面加强些项目。
制作方法也因不同企业或公司的人力资源的不同而没有必要统一。
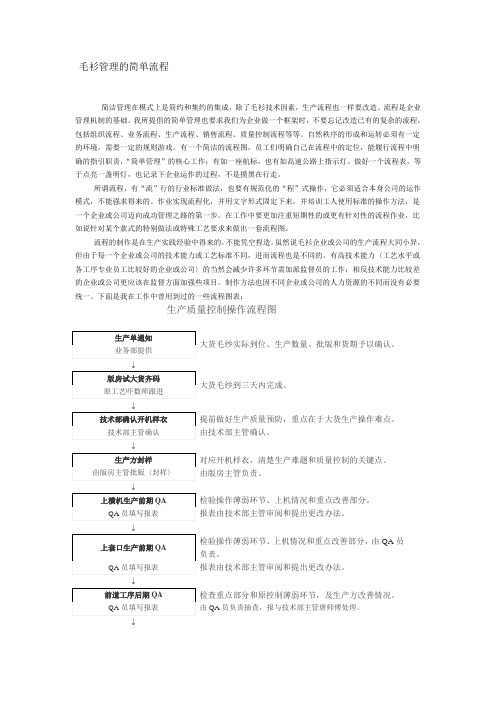
下面是我在工作中曾用到过的一些流程图表:生产质量控制操作流程图生产单通知大货毛纱实际到位、生产数量、批版和货期予以确认。
业务部提供↓版房试大货齐码大货毛纱到三天内完成。
原工艺吓数师跟进↓技术部确认开机样衣提前做好生产质量预防,重点在于大货生产操作难点。
技术部主管确认由技术部主管确认。
↓生产方封样对应开机样衣,清楚生产难题和质量控制的关键点。
由版房主管批版〈封样〉由版房主管负责。
↓上横机生产前期QA检验操作薄弱环节、上机情况和重点改善部分。
服饰公司内部管理流程流程图与作业指导

服饰公司内部管理流程流程图与作业指导Newly compiled on November 23, 2020XXX服饰有限公司内部管理流程1、会议管理流程编号:行政-01-步骤表/流程图编制日期:2012-09-08此处会议性质为:客户答谢会等大型会议。
办公会议流程在“另注”中。
另注:公司内部办公会议流程:具体会议管理工作流程图如下:流程图:相关部门行政部相关领导2、固定资产管理流程编号:行政-02-步骤表/流程图编制日期:2012-09-08流程图:申请部门行政部相关领导3、客户招待管理工作流程编号:行政-03-步骤表/流程图编制日期:2012-09-08流程图:接待部门财务部门相关领导4、 办公用品/物料管理流程编号:行政-04-步骤表/流程图 编制日期:2012-09-08流程图:申请部门行政部 相关领导5、 办公设备管理流程编号:行政-05-步骤表/流程图 编制日期:2012-09-08流程图:行政部 总经理6、 文书档案管理流程编号:行政-06-步骤表/流程图 编制日期:2012-09-08汇总人:行政人员 审核人:行政部经理 审批人:总经理流程图: 相关部门 行政部 相关领导7、编号:行政-07-步骤表/流程图 编制日期:2012-09-08查阅人:各部门申请人 审批人:行政部经理、总经理 保管人:行政人员流程图: 申请部门 行政部 相关领导编号:行政-08-流程图 编制日期:2012-09-08 流程图: 相关部门行政部 相关领导编号:行政-09-流程图编制日期:2012-09-08 流程图:相关部门行政部相关领导10、组织结构设计工作流程编号:人事-01-步骤表/流程图编制日期:2012-09-08流程图:相关部门实施行政部公司管理层规划11、人力资源规划工作流程编号:人事-02-步骤表/流程图编制日期:2012-09-08流程图:人力资源现状人力资源规划结果和反馈12、人事档案管理工作流程编号:人事-03-步骤表/流程图编制日期:2012-09-08流程图:员工资料收集建立员工档案档案保管13、考勤管理工作流程编号:人事-04-步骤表/流程图编制日期:2012-09-08流程图:相关部门行政部相关领导14、培训计划管理工作流程编号:人事-05-步骤表/流程图编制日期:2012-09-08流程图:申请部门行政部相关领导15、员工招聘管理工作流程编号:人事-06-步骤表/流程图编制日期:2012-09-08流程图:用人部门行政部相关领导16、员工录用管理工作流程编号:人事-07-步骤表/流程图编制日期:2012-09-0817、员工绩效考核管理工作流程编号:人事-08-步骤表/流程图编制日期:2012-09-0818、劳动合同管理工作流程编号:人事-09-步骤表/流程图编制日期:2012-09-08流程图:用人部门行政部相关领导19、员工出差管理工作流程编号:人事-10-步骤表/流程图编制日期:2012-09-08流程图:出差部门行政部财务部门相关领导20、订单流程图21、提前入库流程图23、车辆维修流程图修理厂物流部行政部财务部相关领导驾驶员总监。
毛衫跟单教程课件资料
毛衫跟单教程目录●跟单指引( 2—5 )●跟单客户跟进一览表( 6 )●跟单流程表( 7 )●毛织英文简介( 8-19 )●毛衫的流程( 20 )●毛料( 21-23 )●常用毛料与机种容量参考指引( 24 )●辅料简介( 25-26 )●颜色( 27 )●毛料基本成份代码表( 28 )●一般缝毛提议( 29 )●织工时间分析( 30 )●组织及重量分析( 31 )●查办一) 毛织跟单指引会与许多部门联系;例如经常性的有香港营业部,办房,生产控制部,毛仓,辅料部,织机部,缝盘部,挑撞部,洗水部,烫部,裁剪,打钮,车唛,初查,复查,包装,QC部,船务部,报关部,部分情况还会与毛厂,线厂,膊棉厂,拉縺厂,染厂等供货商以及毛织厂,钉珠厂,绣花厂等加工厂及客人QC等联系。
要熟悉整个公司及工厂的运作程序,通常是公司营业员接见客人---客提供初办数据(原件)---营业员转交跟单---由跟单翻译办单(翻译过程如有不明白可通过营业员与客商讨)---交办单营业员审阅---收集做办所需资料,例如办毛,辅料等---办单及其它物料交办房---办房做办---跟单收办查办---办及吓数成本资料送营业员---营业员打价连同办交客---客接受后做复办---做大办或直接做批办---客批后供大货尺码及细数---计货毛订毛---收毛后做出缸片给客批---做批办客确认OK 后同时生产部开机---生产完成后通知客人QC或公正行验货---交资料到船务部做单---报关员报关及出货---出货后凭单收款现在就每个程序中应留意的问题作简单介绍:1/ 开单方面翻译办单时除了准确译出客人的原意之外还应留意以下方面:-首先留意此办是用什么机织,什么织法并注意办单中所用的毛料支数是否与针数及条数相适应,例如1/1.5的毛料就不可用9针织-翻译办单时还要留意各个尺寸是否合理-遇到任何不清之处必须积极与人客沟通,切忌自以为是,乱作主张2/ 做办及与办房沟通方面-要清楚毛料及辅料的来源及大致时间。
服装商品管理流程图
服装商品管理流程图商品管理流程图编号.名称.地址.经营范围.资金信誉度等商品基本属性商品建档进价,零售价,会员价,批发价,促销价等申请通过运输在途管理供应商送\自运\第三方物流,生成费用凭证厂商基本资料商品清单,经营方式,结算事项,促销支持,库存.折损处理方式合同条款约束条码.名称.规格.包装.税率.保质期等商品货类明细定义.所对应工作组划分店内码.批次码.配送码.附属码(一品多码)货区明细定义,经营方式,管理项目设置商品分类属性商品编码信息商品管理属性编码信息商品定价信息供应商推荐,原品补货,顾客订购补货原因订购数量到货期限.到货地点及付款事项等以销售预估和周转量.周转期确定物流要求产生预付款或借支凭证,到财务取款货款预付验数量.质量.保质期.与订单误差等,产生成本财务凭证门店直接验收仓库收货验收厂商建档采购申请执行采购到货验收调往卖场调拨源地.目的地,产生账务凭证价格管理存货管理商品调价.促销单据处理,标签.条码打印上架销售报损.退货.返厂.回仓单据处理,盘点核算分收款员.货类.货区.供应商.单品销售额及排行等零售日报财务登账销售日结批发日报客户日报,应收.毛利额等应收应付账款信息中心汇总处理成本核算.决策分析采购订单流程:采购申请单采购申请单商品审核手工汇总录入,订购量.时间.存放点.回报预估根据库存下限和销售预警产生的信息,缺货量.时间,建议订量.时间缺货汇总单补货汇总单商品.补货量,预计断货期,补货位置.时间供应商是否满足要求账务管理系统根据采购仓传送验收信息和再途商品信息及供应商订单进销存信息系统商品清单.数量.到货期限及其他要求生成采购订单安排物流任务支付预付款项传送对应单据存放地,自运\送货\第三方否单据原路驳回,返回修改再审核或作废是是否满足是登录在途商品账,产生预付款凭证,可调运输管理根据供应商来产生对应订单如果不满足则转入等待满足。
仓库调拨单调出订单,审查实物数量.质量打印验收单,生成成本.应付款.往来账凭证供财务引入增加往来账款核算商品成本核对采购订单商品到货验收审查商品实物库存是否有误差分析商品带来的效应.周转期限供价.账期.促销.利润来选厂商排比选择厂商分析预计利润审核商品库存供应商推荐商品市场调研商品决策指使采购库存满足要货时间,取货方式.地点等,商品,订购量,预付款,需求紧急等级等顾客订购单库存不足仓库验收流程:若不需要退回采购订单变动在途商品,冲减预付款,核算费用相关业务处理核对订单误差核对订单时间.要货仓,供应商,商品入库验收单录入商品明细.供应商,经销方式,结算要求是否需要是回仓原因.地点,商品.数量.批次,发生费用及凭证获赠原因,商品.数量,是否核算成本,是否冲减相关批次成本退货原因.金额,商品.数量.是否发生折损,费用额及凭证查找原始单据,找到对应批次成本进价或售价,以便核算成本和冲算批次库存无定单入库商品退货卖场回仓赠品入库审核通过符合商品入仓要求入库验收单记帐审核入库清单记录入库单据历史审核是否符合商品入仓要求是否生成凭证填写商品库存帐簿库存量变化,批次码.一品多码核对登记批次台帐表是产生成本变化明细台帐冲算批次台帐,记录新的批次价格.保质期登录供应商应付帐核对定单时间.要货仓,供应商,商品财务帐务处理能计算单品费用的凭证录入生成财务凭证产生销售批次码变动在途商品,冲减预付款,核算费用批次遍号.销售批次码,单品核算内码成本核算分析进销存管理出货流程:采购申请单采购申请单商品审核手工汇总录入,订购量.时间.存放点.回报预估调出仓.入货位置.商品.出货量.时间.调拨人库区调拨单内用出库单商品.出货量.领用人.出货位置.时间供应商是否满足要求账务管理系统根据采购仓传送验收信息和再途商品信息及供应商订单进销存信息系统商品清单.数量.到货期限及其他要求生成采购订单安排物流任务支付预付款项传送对应单据存放地,自运\送货\第三方否单据原路驳回,返回修改再审核或作废是是否满足是登录在途商品账,产生预付款凭证,可调运输管理根据供应商来产生对应订单如果不满足则转入等待满足。
羊绒、羊毛衫后道工序处理

羊绒、羊毛衫后道工序处理我们生产中难免会出现问题,是因为羊绒、羊毛衫从一开始制作就存在毛料与生产设备间的磨耗关系,也由于人员操作时存在速度快慢因素.于是我们只有将希望寄托于最尾工序--后整工序的质量控制上.我们必须把产品存在的质量问题一次性处理好,并做到产品完全符合消费者的消费标准.因此,后整工序是整理和完善的过程,是质量管理中重中之重.我相信大多数都明白这一点,只要后整工序做好了,也许前整工序的某些质量问题可以得到解决,我自己也深信这一点.为了让您更好地掌握和发挥管理水平,我特从后整工序的细节方面作些阐述,和大家分享.一、缩绒问题:1、首先要明白毛料的成分和特性,做到针对性的处理工作.毛料的复杂性人所共知,掌握好各种毛料的洗水方法是件很不容易的事.虽然我们在做工艺前做过布片试验,但一旦生产却要面临这样那样的困难.不但要顾及柔软度和固色度问题,而且要考虑平整度和尺寸等问题.加上织片组织的不同,更是要求作业员一定要掌握毛料的成分和特性,这样才能对症下药;2、严格控制缩绒所用的化工原料的份量,并依其化学反应的特点来安排前后作业的次序;3、严格注意水质变化,过滤或氯化多矿物质的水,软化偏碱性的水(用PH值试纸测试),不随意使用未加工处理的水源;4、定性确定缩绒时间长短和烘干时的温度及干湿度;不可掉以轻心地认为只要衣服烘干了就可以达到其效果,未必如此.因为好多毛料在烘得太干时会变得脆性或增加硬度.特别注意的是易起毛或起球的毛料要掌握好缩绒时间,尽量减少在洗机里的搅拌速度和搅拌时间;5、用来运转的工具(推车、胶篮、胶质袋等类似工具)要保持清洁;6、坚决不能因为下班了就让、缩绒、中的毛衫等到第二天才继续洗水或烘干;7、缩绒效果确认:表面毛感度、膨松度、柔软度、组织平面纹路清晰度、光泽度、清洁程度、表面平滑度等;二、整烫工序问题:1、严格按照尺寸标准进行整烫,确认整烫过程中需要拉长的幅度,并试制适当的烫板,不随便采用烫板来应付.2、认真考虑毛料在整烫时所呈现出的特点,用气量要因毛料要求不同作大小测验,尽量减免压斗现象;3、注重衫形效果,特别是领位和夹位的形状,及衫脚和袖口的平直度;4、整烫好的衫尽量不要叠加得太高太多,以免影响毛衫的膨松度;5、留意蒸气中水分程度,不能让成品有水分;6、整烫效果确认:尺寸的准确度、侧骨或膊骨的顺直和粗细度、夹形的弧度、领型的圆顺度、衫脚或袖口的平直度、起镜、因压斗产生的平面紧密度、水分湿度、袖顶的平直度、膊位斜度等;三、查衫或补衣工序前面提到缩绒和整烫工序的质量检验细节,当然重要的是作业中更为细致地按操作规程来做.很多企业的后整管理人员因为怕耽误货期,就不再督促工人抓好质量关,只是埋头苦干地赶货;也由于前整生产时间的延误等某种原因,令到后整没时间去细致地做.所以说做好质量关是每一道工序间相互配合相互合作的结果.在查衫或补衣工序时,似乎只是查找漏缺和修补工作,但其重要性被大多数管理人员确认.要做好查衫和补衣工序的质量管理也不是一件简单的事情,由于作业时属于太多的眼视作业,其作业方法一致性也让人头疼.现就所涉及的作业面做一个归纳,并略加评估式的作业方法.1、线头和杂物杂毛.为彻底清除,必须翻底衫查验.不论是何种颜色的毛衫都要做到用粘毛纸进行清理.2、污渍和不明显的油针路,在去污时注意用喷枪要及时烘干,避免变色;3、注意不同缸现象,及毛料变色等现象;4、查出的次点衫要分门别类地进行处理;5、不可将毛衫堆放太高;6、爆吼和烂衫注意修补时所用补衣毛要与毛衫一致.留意补痕的明显程度;1名复查--1名补衣为一个小组,四个管理办法可采用分组式:2名初查--小组为一个大组,由1名组长负责,并配置1名总查做最后抽查工作.包装工序还有一些不可忽视的工作要做.注意如下方面:1、清除烟纸和工号纸;2、再次清除毛衫外的"飞毛";3、不可挂错码别吊牌,认真核对所用吊牌上尺码\颜色是否与该衫吻合;4、特别留意折叠毛衫时的大小均匀和内层平整;5、入袋后检查四角的整齐程度,并核对正反面是否符合要求;6、装箱前要分清楚尺码\颜色,按要求数量装箱,并明晰填写装箱单;做好毛衫生产质量主要的是靠生产第一线的员工,但良好的管理体系是监督和完善质量管理的前提条件.我建议羊绒、羊毛衫企业还要做好以下几个方面的工作.1、人事组织架构模式,不重复管理和越级管理(一个员工只服从一位上司);2、良好的企业文化氛围;3、事无巨细的跟踪表格;4、清洁优美的工作环境,重要的是灯光照明;5、合理的作息时间;当我们做到最毛衫后整工序的质量管理可以完美体现整个工序的运作效果.后一道工序时,不合格产品交与客户会让我们有一种提心吊胆的心里压力,害怕客户退货或罚款.合格的成品率才会让我们松口气,才放心地让产品装成箱送与客户其实只有做好每一个细节,出货的时候才会心中有数、心安理得。
羊毛衫生产工序责任及品质管理
羊毛衫生产工序责任及品质管理连载一谈到做毛衫,相信大家都觉得越来越难做,市场上款式,毛料变化多端,竞争日渐剧烈,品质要求提高的环境,相信这是无可否认的事实,所谓优胜劣汰,适者生存.因此我们大家必须要在各方面检讨一下,是否在开始时,每个工序有订下步骤,责任和标准,然后去严格执行呢?做毛衫的通病在于各部门之间互相推卸,前道工序依赖下一道工序去补救.如:织机依赖查补,缝盘依赖挑撞等等.再加上管理人员的松散,不求质只求量地移交后道工序,以为依赖查补,洗烫以及人情关系等,可以令到不合理要求的货起死回生.须知这种观念是绝对要不行的.但后整也应清楚毛衫质量标准,才会有效益.只有紧密及有效的管理,严格地执行质量要求标准,明白堵不如疏的道理,才能为大家减少浪费,节省时间及做好质量,也只有优良的产品及有效率的生产,才会有竞争的条件.这不是纸上谈兵,事实上大家是可以做到的.只有把问题的原因提前及彻底解决,总比所有问题留到产品完成织缝挑交到后整后,才想办法补救为佳.希望大家本着唇齿相依的精神,共同为制造优质的产品而努力.也许有部门会说:制造优良品质与我部门无关,靠其它部门就好了.但事实上不是这样的,每个部门它都不是独立的.如毛仓,假若搞错拉架而言,后面的工序就是白做.收发亦是如此.所以各部门应本着唇齿相依的精神,严格地要求自己部门的责任及标准.共同为制造优质的产品,提高公司的竞争力而努力.以下就生产各部门的工作分配及要求标准与大家作一下探讨,也许大家会认为这是1+1=2的问题,简单的问题不必再提,但我在这里要重申的是:大家日常所犯的错误大部分正是这所谓的1+1=2的简单问题.事实上,能够将简单的问题的原因提前及彻底解决并不是一般人能够做到的,所以即使是简单的问题也务必使自己强记于心并时刻提醒自己,加以发挥,这样就增强了自己的品质意识.一:毛仓管理:1)毛仓要有清洁及整齐之处理宗旨,要有清楚之储存簿作出入记录.2)按毛料单,点条数或箱数,如有条数不够重,要点算扎数是否够数量,如重量或扎数不符合,要即日通知有关人士.3)打毛前先要清洁打毛机及打毛车间,每天亦要清理多次.4)为避免有飞毛问题,深浅色毛料不可以同时或隔离机位打毛.5)每个毛必须落缸号纸,打完一缸毛后要过磅,并核对清楚,不可混错其它缸号之毛料.6)打毛要有正确的驳毛方法(结头要细小,一般用十字结)打结后毛尾不能留得太长,不可超过1/4寸.7)如果发现花毛或难打的毛,首先要停打此缸毛,已打开之毛料要包好,不可搞乱,并即时通知办公室,等候通知.8)毛料存放,一定要分清客户,毛料及成份,支数.二:收发部管理:1)收发部应有足够的地方,清楚存放毛料.2)收发有齐发织通知单,生产单,及毛料单,并须按照发织通知单之缸号,各码数,件数做好收发簿.3)每缸毛在发织前,先按照均码留10%的毛料不发织,为避免不够毛而发生断码或拆衫之现象.4)要按发织单重量到毛仓取毛,并要验收重量.5)每打牌仔要写齐资料,亦要钉上同码之烟治.一齐发织.6)要查清楚每一批货是否上齐齐色毛料,橡巾,膊带等前整物料.7)先把每色及每缸缝毛及吓栏毛要预留好8)要抽取每一个缸号的毛料给予织机办复办及记试准每缸重量.9)为避免有飞毛问题产生,面对机位要发织同色的毛料.10)收发簿要写上各码正确重量,以作核对收回每打衫之重量.如发现重量相差超重或偏轻情况,立即通知各师付处理11)收花要提早按实际用毛计算,如需发补毛即通知办公室.12)若有货毛剩,需请示办公室及生产部,如有通知尽织尽交,应要按照制单码数比例发毛.13)为保持清洁,发毛时必须有本公司发给之保洁袋(每打衫一个)用作完成每打衫片后保洁之用.14)收发应有责任把收回之衫片,查核重量,绑扎方法,片仔及烟治是否无误,一定要符合标准才能收货.三:织机部管理:1)凡转款或转颜色必须要清洁每台织机,每天下班前要清理一次.2)要控制每台织机织片挂铊重量(边位及针数小都不能挂重铊)3)织机员工要知道不能落油在毛刷中,亦不能在筒装毛上直接擦蜡.4)所有驳毛结头要拉出边位,反拆烂片时之结头亦要拉出,不能织到衫片中.5)开织大货前,必须复准生产办,每缸毛要事前试准重量,对啱手力字码后才可以生产.6)在生产时要留意花毛,粗细毛和死棉等毛料,如有上述情况,要立即通知办公室及立即停止此缸毛料,7)有坑条或扭绳之边位不得擅自加减针或作任何更改,要按照复办指示及工艺吓数去做8)织机师傅要定时到各织位检查衫片之品质,防止走字码,织机偷鸡.9)每打衫织前后袖衫身第一幅,必须交给师傅拉字码,全长,核对织法及磅重,同时亦要控制每幅片的间纱重量,符合标准才可生产.10)厂方要定标准给织机工人,每打衫片不能超过10个次点问题.(即漏针,烂边,烂吼,错花,油渍等)11)每打衫片完成后必须把牌子向面放置,再入保洁袋,12)要选择有经验的工人织吓栏,织吓栏的工人每10打或转色,转缸要给师傅检查字码,针数,转数等13)如果领贴分两条织,应注意字码和转数要相同,织通心元仝底面字码一定要一样.14)织领贴之开针,要按照吓数工艺指示开斜角或包针.15)每缸吓栏要有牌子并写上色号,缸号,码数再入保洁袋.16)现时多冚拉架的货,拉架是弹性物,字码及全长是检验不出拉架的松紧,每台机需要吊相同的机针看弹弓上落高度的幅度,或烫片看片的大小松紧同时看冚拉架的情况.17)身为织机部师傅,应放大自己的视野,不能局限于自己部门,多点考虑自己的货到其它部门是否能接受,如开针等,应多了解缝盘的做法.及洗烫后的衫片效果.三:查补管理:1):厂方要按生产而固定查衫和补衫的人数.2):查片要查对每批货吓数工艺,及生产单要求.前后幅各拉一幅字码及全长,不合标准的品质要退回返工.3)查补车间灯光要足够,查片要注意花毛,粗细毛,死棉及杂毛等4)每打衫片如超过烂衫标准(10个次点)要退回织机返工.5)注意每个补衣工人之技术是否合格或正确.6)管理人员要定时检查已补过的衫片是否合标准或有偷鸡情况出现.7)查每幅衫片要每一处位置都要查清楚,单边衫要拔开卷边位检查.8)查补完工后应要规定每扎衫片都应扎好(合符标准扎法),移交到下一个部门9)查衫查漏眼包元仝贴必须要底面检查,夹位,膊位要拔开查跳线和夹底有吼,如有上述问题,必须要补好才可交货未完待续四:拆吓栏管理1)要选择有经验和固定人选拆吓栏,以免剪口过短或有丈根缩入等情况.2)每批货之吓栏尺寸资料要给拆吓栏工友,要每隔大约10打度尺一次.3)在绑扎每打吓栏时,如发现有长短,烂边,漏针,油渍,错缸等不合格的吓栏要取出,并要通知厂方马上补织.4)拆吓栏应注意不能调乱缸号和调乱码数,并应以拆清一缸分装好胶袋后,才能拆第二缸毛.避免乱摆乱放而混乱5)剪开胸衫带子,由师傅指导,带子织出后要过汽回缩定才开剪,不可以拉长剪,然后放在水平台上按批示尺寸划位(用白色粉笔或褪色笔划位)才可以开剪.6)单层领和花机脚之上梳毛尾及丈根要剪剩3/4至1寸作收口用.7)吓栏和花机脚之上毛位在剪拆后不准留下杂纱.8)吓栏拆后要分缸号,码数方可入保洁袋存放并记录好. 五:缝盘部管理:1)开缝大货前,必须清楚是否有批办及清楚缝挑指示表,同时要复准生产办,才可以开缝大货.2)移交到缝盘部的衫片,必须证实已通过查片部处理完整才可开缝.3)必须委派有经验人员专职负责配吓栏,及发配正确缝毛.4)缝盘收发及负责人员必须详细记录收发数量,如发现码数不符合制单要求之分配,应立即检查原因,避免错码乱码数问题.5)负责人及小组组长,必须经常检查各缝位员工之产品规格,如领贴分位是否平均,缝线是否松紧正常等,同时缝位员工如发现有跳线,单纱断毛,衫片烂边,长短不配合等问题时,应即时通知组长切勿勉强缝合.6)缝盘机位必须保持清洁,应定期清理.7)移交挑撞拆纱前,缝盘负责人必须安排或亲自检查证实缝法正确,避免拆纱后,发现错漏而再补救之繁复工作.8)缝盘指导员指示缝盘规格时,一定要清楚明白办房提供之缝盘规格与尺寸:A:缝杏领.缝盘要特别留意领咀,缝起时要领咀尖,两边斜位要对称,要全个领位顺落.如果这条领要缩的,就要由头缩到尾,不可以有部分缩,有部分拉.不均匀.B:缝元领,前幅上领一定要分三份,斜位,平位,直位.如后幅有斜位,要如前幅一样分三份尺寸给缝盘工人.C:开胸衫特别注意:两边分位要完全相同,如脚位,直位,斜位都要清楚指导缝盘工人,同是指导人员要留意工人在落盘时与盘上的划位是否对准.以上各款衫,如果是间色就要每一间度一个位,缝线要比一般缝净色衫紧些,不免将不同颜色的缝线露面,大间一定要换线缝.同时如吓栏是元仝包缝的,止口不可包得太多,大约是2/8寸,如果吓栏与衫身撞色,包元仝时要留意不能露底色.可先将止口用吓栏色鈒骨后再包缝.子口杂毛一定要清理好,不可以有毛碎包在领内.9)复生产办一定要弄清楚生产办的洗烫后的结果和各方面的尺寸及衫型,留意缝线松紧对尺寸的影响以及落膊带对两边膊的尺寸差异,这是很重要的.六:拆纱挑撞管理:1)拆纱时切勿把毛尾拉到抽丝2)拆纱后必须要掹眼,一切杂碎纱要执清3)要保持车间和工作台清洁,拆出之纱线要工人放于废物箱内.4)挑撞要注意要用正确之毛料,所有要染色的衫必须要用原身毛,还要同衫身同缸号的毛,避免件染不上色及色差.5)每批货之挑撞要按照批办或复办指示做法.6)挑V咀领选择熟练工人,挑V领要直,两边要对针,挑撞线不可松或紧.7)凡*位或袋贴顶两边必须加针.8)袖咀,衫脚上梳之毛尾特别是丈根必须剪剩1寸收口,为避免松脱麻烦.9)拔花及挂毛之打结不能太多一齐打,要打十字结,打结头要实,结头毛尾要剪剩4/8至6/8寸,并要藏入衫身内.10)挑撞好的衫移交洗水,必须绑好牌子,并填写清楚各项事宜,必须有批号,款号,颜色,缸号,码数,件数等,这样才方便洗水分类以及做技术处理.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毛衫简单管理流程
简单管理在模式上是简约和集约的集成,除了毛衫技术因素,生产流程也一样要改造。
流程是企业管理机制的基础。
我所提倡的简单管理也要求我们为企业做一个框架时,不要忘记改造已有的复杂的流程,包括组织流程、业务流程、生产流程、质量控制流程等等。
自然秩序的形成和运转必须有一定的环境,需要一定的游戏规则。
有一个简洁的流程图,员工们明确自己在流程中的定位,能履行流程中明确的指引职责,“简单管理”的核心工作;有如一座航标,也有如高速公路上指示灯。
做好一个流程表,等于点亮一盏明灯,也记录下企业运作的过程,不是摸黑在行走。
所谓流程,有“流”行的行业标准做法,也要有规范化的“程”式操作,它必须适合本身公司的运作模式,不能强求得来的。
作业实现流程化,并用文字形式固定下来,并培训工人使用标准的操作方法,是一个企业或公司迈向成功管理之路的第一步。
在工作中要更加注重短期性的或更有针对性的流程作业,比如说针对某个款式的特别做法或特殊工艺要求来做出一套流程图。
流程的制作是在生产实践经验中得来的,不能凭空捏造。
虽然说毛衫企业或公司的生产流程大同小异,但由于每一个企业或公司的技术能力或工艺标准不同,进而流程也是不同的。
有高技术能力〈工艺水平或各工序专业员工比较好的企业或公司〉的当然会减少许多环节需加派监督员的工作;相反技术能力比较差的企业或公司更应该在监督方面加强些项目。
制作方法也因不同企业或公司的人力资源的不同而没有必要统一。
下面是我在这三个月工作获得一些经验中整合了一个简单的流程图表:
生产质量控制操作流程图
大货毛纱实际到位、生产数量、批版和货期予以确认。
↓
大货毛纱到3-5天内完成。
(技术部工艺/制版简单1天,复
杂2天内完成。
生产方试样1-2天内完成。
↓
提前做好生产质量预防,重点在于大货生产操作难点。
由技术部长确认。
↓
对应开机样衣,清楚生产难题和质量控制的关键点。
由横机组长负责。
↓
检验操作薄弱环节、上机情况和重点改善部分。
报表由技术部长审阅和提出更改办法。
↓
检验操作薄弱环节、上机情况和重点改善部分,由套口组
长、品管员负责。
报表由技术部长审阅和提出更改办法。
↓
检查重点部分和原控制薄弱环节,及生产方改善情况。
由跟单员负责抽查,报与品质部长处理。
↓
大小次点细-致检查,及时汇报质量问题和合格率。
由后道车间主管督促。
各组色的缩绒要求和确认手感、长短度及起毛情况。
由技术部长确认后方可生产,其后由后道车间主管跟进。
↓
主唛和侧唛位置及辅料情况,平车关键点 业务部担当确认首样,后道车间主管跟进。
修好不良区域和区分不良情况,分检合格品和次品。
↓
确认款式烫工关键点和收货标准,特别说明部位要求。
由技术部主管审批,后由烫衣组组长监督跟进质量。
↓
严格按收货标准收货,不可人情或放松标准收货。
依照技术部之提示评语收货。
↓
严格按要求去除污渍/异物/杂毛。
准确核对洗标/主标是
否异常
↓
↓
↓
↓
大货工艺单制作和存取流程图
样衣存放样衣间
可能修改用封样用安排生产
一、开机工艺单以盖有印章为准,且必须有最新时间。
二、工艺师做好工艺单以后分别复印二份与其他二位负责人。
三、开机时间以印章时间为准,凡提前开机需经过技术部长同意。
样版制作流程图
提供详细资料和毛纱,以及一些明确的样版做法。
确认毛纱成分、支数、颜色等。
特别注意小样片手感、厚薄,以及确认此做法是否适合大货生产。
清楚客户做法,对于一些较为难做或根本做不到的款式不可自作
主张。
依照”急版先做“的原则,力求”大货版先安排
“的原则。
依照“作业指导书”作业。
统一拉密和度量缩长或拉长。
依照“作业指导书”作业。
依照“作业指导书”作业。
审查和核对尺寸要求和衫形要求等。
主导衫形和查看是否适合大货生产,提前预防可能导致生产困难的因素。
包装前检验样片的不良现象,清除干净和做好成检工作。