立式加工中心机床的螺距误差补偿(精)
华中8型数控系统的数控机床螺距误差补偿

测量光束 厂 ]
l 1
厂
一 .
I
,
绪 l
l
1
图 1 激光干涉仪误差测量系统 学 组件沿线 性轴移动 。通过 监测测量 光束 和参考光束 之 间的
光 路差异 的变化 , 产生定位 精度测量值 。 它是两个 光学组件 之
个两个补偿参 量设 置了专 门的参数 , 供坐标轴的误差补偿之用 。
件在工作时不能达 到预定 的位置而产生误差 。通常称此误差为 螺距误差。螺距误差 的补偿分为实时动态补偿 与静态补偿两种 方式。
通 常, 将反射镜设定为移动光学部件 , 将干涉镜设定为静止
部件 。 二者可以反过来 , 但是最大测量距离将缩短 。 因此 , 在长轴 测量 时 , 通常线性 干涉镜静止不动 , 而另一个反射镜移动。在短 轴测量 时, 为了方便 可以反置 。
相应 增加 。
8 1 8 B 数控 系统立式加工 中心 X轴为例 , 介绍螺距误差的测量与
补偿 。
静态均化补偿控制方法 ,是事先将螺距误差 的补偿值存 储
在数控 系统参数表 中, 待补偿值生效后 , 数控系统 自 动将 目 标 位 置的补偿值叠加到插补指令上 , 实现螺距误差的补偿 。
、
螺 距 误 差 与 补 偿
一
方面 ,由于滚珠丝杠螺母副受加工设备精度及加工条件
间的差异测 量值 , 与X L激光头 的位 置无关 。此测 量值 可以与 被 测机床坐 标轴定位 系统上 的读数 比较 ,获得坐标 轴 的精 度
误差。
变化的影响 , 滚 珠丝杠都存在螺距误差 ; 另一 方面 , 由于数控机 床安装时 , 丝杠和螺母未能预紧到理想状态 , 也会使机床运动部
有关加工中心螺距补偿的方法
第一种安装FANUC系统的设备的螺距补偿首先,我们要确认需要设备螺距补偿的轴的间距值,相关的参数有:#3620、#3621、#3622、#3623、#3624我们从#3624中读到轴的间距数值,也就是说我们要检测的分段距离。
其次,我们需要确认整个轴的长度,相关的参数有:#1320、#1321,这两个参数之间的差值就是轴的长度。
第三,我们需要编辑程序,开始检测了。
O0001 G00G91 X0.;M98 P120002G4X4;M98 P120003;M30;O0002 G00 G91 X-40.;G4X4;M99;O0003 G00 G91 X40.;G4X4;M99;上述程序中P12中的12是次数,12*40=X轴的全程长度,X40中的40是X轴的螺距间距值。
第四,我们检测完了的数据经过分析以后要补偿给系统,需要注意的是,如果从机械零点走到轴的最远端,则需要将正向机进方向的数值倒补偿,反之,需要顺补偿。
第二种安装三菱系统的设备的螺距补偿开始的两个步骤都一致,我们只要确认了轴的全长和间距值就可以了。
第三,编辑程序O0000 G91G28X0.;G90G0X0.5;G4X1;G00X0.;G4X6;M98 P11L20;G90G0X-800.5;G4X1;G00X-800.;G4X6;M98 P12L20;M99;O0011 G91G0X0.;X-40.;G4X4;M99;O0022 G91G0X0.;X40.;G4X4;M99;第四,我们选择从机械0到-800处的检测顺序。
检测出来的数据分为两页,正向20点,负向20点,第一页中补偿负向的数值,并且从#127开始倒序补入,补偿的数值需要乘2。
第二页中补偿正向的数值,并且从#256开始倒序补入,补偿的数值需要乘2。
螺距误差补偿

一、螺距误差产生原因
①滚珠丝杆副处在进给系统传动链的末级,丝杆和螺母存在各种误差,如螺距累积误差、螺纹滚道型面误差、直径尺寸误差等,其中丝杆的螺距累积误差会造成机床目标值偏差。
②滚珠丝杆在装配过程中,由于采用了双支承结构,使丝杆轴向拉长,造成丝杆螺距误差增加,产生机床目标值偏差。
③在机床装配过程中,丝杆轴线与机床导轨平行度的误差会引起机床目标值偏差。
二、螺距误差补偿的作用
螺距误差补偿通过调整数控系统的参数增减指令值的脉冲数,实现机床实际距离与指令移动距离相接近,以提高机床的定位精度。
螺距误差补偿只对机床补偿段起作用,在数控系统允许的范围内起到补偿作用。
9.1 螺距误差补偿[共2页]
![9.1 螺距误差补偿[共2页]](https://img.taocdn.com/s3/m/9edc6295a8956bec0975e3f8.png)
第9章系统补偿功能与SIMODRIVE611D驱动优化
机床在对工件进行加工的过程中,由于测量系统、力的传递过程中产生的误差、机床自身磨损或装配工艺问题的影响,加工工件的轮廓会偏离理想的几何曲线,导致加工工件产品质量的下降。
特别是在加工大型的工件时,由于温度和机械力的影响,加工精度损失更为严重。
因而在机床出厂前,需要进行一定的误差补偿。
螺距误差补偿和反向间隙补偿是两种最常见的补偿方式,还有温度补偿、垂直度补偿、跟随误差补偿以及摩擦补偿也比较常见。
另外,在机械传动结构良好的情况下,要使机械系统与电气系统达到更加良好的匹配,需要通过驱动优化来实现。
9.1 螺距误差补偿
螺距误差的补偿是按坐标轴来进行的,轴的补偿曲线如图9-1所示。
图9-1 轴的补偿曲线
激活误差补偿需设定以下相关机床参数。
① MD 38000 轴最大误差补偿点数。
根据该机床的特点,X轴螺距误差参数补偿点数为50,即MD 38000 [0 AX1] =50;Z轴螺距误差补偿点数为100,即MD 38000 [0 AX2] =100。
参数设定好后,系统自动产生相应轴的补偿文件,补偿文件存放在目录/NC-ACTIVE-DATA/Meas-System-err-comp下。
可以修改每轴的补偿点数。
如果改变MD38000,系统会在下一次上电时重新对内存进行分配。
建议在修改该参数之前,备份已存在的零件加工程序、R 参数和刀具参数的驱动数据。
② MD32700螺距误差补偿使能。
MD32700=0 螺距补偿不生效,允许修改补偿文件。
数控机床螺距误差补偿_杨永

机床经长时间使用后 , 由于磨损 , 精度可能下降 。 通过 该项功能定期测量与补偿 , 可在保持精度的前提下 , 延 长机床使用寿命 。 其补偿原理即将数控机床某轴的指令位置 , 与高 精度测量系统所测得的实际位置相比较 , 计算出在全 行程上的误差 , 并分别绘制出其误差曲线 , 再将该误差 曲线数值化并以表格的形式输入数控系统中 。 1. 2 螺距误差补偿 1. 2. 1 螺距误差补偿步骤 1) 安装高精度位移测量装置 ; 2) 编制简单 程序 , 在整个行程上 , 顺序定位 在一些位置点上 ; 3) 记录运 行到这些点的 实际精确 位置 ; 4) 将 各点处 的误差 标 出 , 形成在不同的指令位 置处的误差表 ; 5) 将该表输 入数控系统 , 按此表进行补偿 。 1. 2. 2 螺距误差补偿举例 图 1 为 X 轴七个点的误差补偿曲线 , 表 1 为输入 数控系统的螺距误差补偿表 。 误差补偿过程中应注意 以下事项 : 1) 对重复定位精度较差的轴 , 因无法准确 确定其误差曲线 , 螺距误差补偿功能无法使用 。 2) 只 有建立机床坐标系后 , 螺距误差补偿才有意义 。 3) 由 31
补偿 点 [ 0] 补偿 点 [ 1] 补偿 点 [ 2] 补偿 点 [ 3] 补偿 点 [ 4] 补偿 点 [ 5]
现代制造工程 2005(11)
数控加工技术
挤出机捏合块数控磨削方法研究
姚海滨 ( 扬州职业大学机械工程系 , 扬州 225009)
摘要 传统的挤出机捏 合块的数学模型在实际运用过程中存在 一些问题 , 不能很 好地保证加 工质量 。 在 分析和 研究捏 合块的磨削机理的基础 上 , 根据在磨削过程中要保证升程曲线连续光滑变化 及相对磨削线速度基本保持不变的要 求 , 从 理论上提出了新的捏合 块磨削控制算法 , 并在实际的加工中得到验证 。 关键词 : 捏合块 数控磨削 软件设计 中图分类号 : TH 16 文献标识码 : A 文章编号 : 1671— 3133(2005)11— 0033— 04
FANUC螺距补偿方法(优质严制)

螺距误差补偿方法:FANUC SERIES 数控系统都采用这种方法。
1.按下[OFFSET SETTING]键,再按[SETING]键,出现补偿界面如下:
2.[程式保护开关]在“编辑”位置,[模式选择开关]在“手动输入”位置,
3.将0改为1
为0时,不可写入,为1时,可写入。
4.屏幕上出现红色字“100 可写入参数”
5.按下[SYSTEM]键,出现补偿参数界面如下:
输入3620,按[NO检索],就找到3620、3621、3622、3623、3624等参数:
3620为参考点的位置
3621为最小补偿点的位置
3622为最大补偿点的位置
3623为补偿误差值的放大比例
3624为补偿点与补偿点之间的间距,以微米为单位。
如:间距为20毫米,则写入20000
例:VMC-850S 协鸿立式加工中心各参数设定如下:
3620:X 50 Y 100 Z 150 A 200
3621:X 1 Y70 Z 120 A 170
3622:X 51 Y 101 Z151 A
3623:X 1 Y 1 Z 1 A
6.按下[SYSTEM]键,再按[间距]出现补偿参数界面如下:
例:0085是某机床X轴的参数点的位置,同样可以找到Y、Z、A各轴的位置。
7.将激光干涉仪测量的误差值写到表中所对应的位置,误差值为“正”时写入“正”值,误差值为“负”时写入“负”值,所有的值都采用增量值的补偿方法,也就是说补了一个数,在它后面所有的点位都会相应的增加或减少一个数。
【豆丁-免费】-》数控机床螺距误差补偿与分析

文章编号:1001-2265(2010)02-0098-04收稿日期:2009-09-29;修回日期:2009-10-26作者简介:李继中(1963—),男,湖南人,深圳职业技术学院高级工程师,副处长,从事数控技术研究,(E -mail )ljizhong@szp t .edu .cn 。
数控机床螺距误差补偿与分析李继中(深圳职业技术学院,深圳 518055)摘要:文章通过实例介绍数控机床滚珠丝杆传动机构的螺距误差的测量、补偿依据、补偿方法与操作要点,以及补偿效果的验证与分析。
通过利用英国REN I SHAW 公司的ML10激光干涉仪对F ANUC 0i 系统数控铣床X 轴的螺距误差进行测量、补偿及验证,结果说明,对滚珠丝杆传动机构的反向偏差与螺距误差进行补偿是提高机床精度的一种重要手段。
关键词:滚珠丝杆;螺距误差;反向偏差;补偿;定位精度;激光干涉仪中图分类号:TH16;TG65 文献标识码:AThe Com pen s a ti on and Ana lysis of P itch Error for NC M ach i n i n g ToolsL I J i 2zhong(Shenzhen Polytechnic,Shenzhen 518055,China )Abstract:22、’2Key words:0 引言目前,机床的传动机构一般均为滚珠丝杆副。
当机床几何精度得到保证后,机床轴线的反向偏差与滚珠丝杆的螺距误差是影响机床定位精度与重复定位精度的主要因素,对机床轴线的反向偏差、滚珠丝杆的螺距误差进行补偿能极大地提高机床精度,机床控制系统也对这个两个补偿参量设置了专门的参数,供轴线误差补偿之用,并将其补偿功能作为控制系统的基本控制功能。
1 螺距误差的补偿方式由于加工设备的精度及加工条件的变化影响,滚珠丝杆都存在螺距误差。
螺距误差补偿对开环控制系统和半闭环控制系统具有显著的效果,可明显提高系统的定位精度和重复定位精度;对于全闭环控制系统,由于其控制精度高,螺距误差补偿效果不突出,但也可以进行螺距误差补偿,以便提高控制系统的动态特性,缩短机床的调试时间。
13、螺距误差补偿及反向间隙补偿
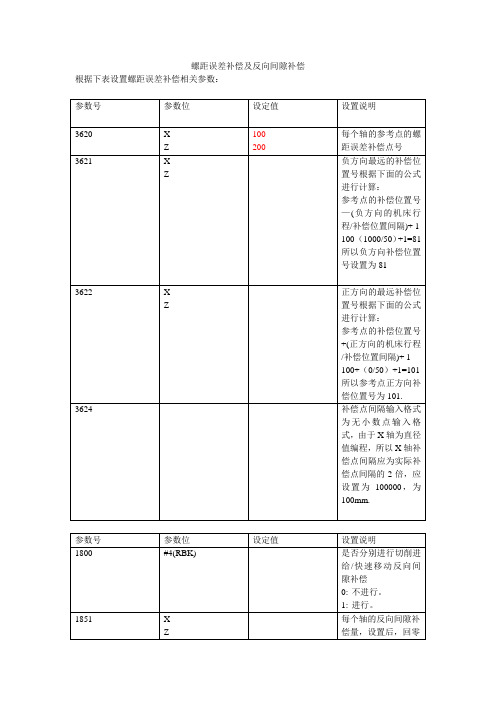
螺距误差补偿及反向间隙补偿根据下表设置螺距误差补偿相关参数:参数号参数位设定值设置说明3620 XZ 100200每个轴的参考点的螺距误差补偿点号3621 XZ 负方向最远的补偿位置号根据下面的公式进行计算:参考点的补偿位置号—(负方向的机床行程/补偿位置间隔)+ 1 100-(1000/50)+1=81 所以负方向补偿位置号设置为813622 XZ 正方向的最远补偿位置号根据下面的公式进行计算:参考点的补偿位置号+(正方向的机床行程/补偿位置间隔)+ 1 100+(0/50)+1=101 所以参考点正方向补偿位置号为101.3624 补偿点间隔输入格式为无小数点输入格式,由于X轴为直径值编程,所以X轴补偿点间隔应为实际补偿点间隔的2倍,应设置为100000,为100mm.参数号参数位设定值设置说明1800 #4(RBK) 是否分别进行切削进给/快速移动反向间隙补偿0: 不进行。
1: 进行。
1851 XZ 每个轴的反向间隙补偿量,设置后,回零生效1852 XZ 每个轴的快速移动时的反向间隙补偿量,回零生效由于FANUC系统螺距误差补偿采用增量式的补偿方式,所以在进行螺距误差补偿时,需根据补偿数据进行补偿数据的设定个。
下表为螺距误差补偿表由于每个补偿点的最大补偿值只能到7,在上表中可以看到,在-400mm测量位置处出现了一次22的值,此点是所有补偿点误差的最大值,所以补偿倍率按此点进行计算,而且考虑其它点的误差值,将补偿倍率设置为3倍。
补偿倍率设置为3倍,所有的补偿值都放大了三倍,所以在补偿数据处看到的是计算值的1/3,如果测量人员给出的是补偿值,那么补偿数据就按上图中的数据进行输入,如果给出的是误差值,则需将上图中的补偿数据取反。
螺距误差补偿在回零后即可生效。
数控机床的螺距误差检测及补偿

包括导轨副、滚珠丝杠副、联轴节、台面
等精度,只有这些基础精度保证质量,重
复定位精度达到要求后才能谈及误差补偿 的问题,否则会造成紊乱。
图 3 数控机床定位误差曲线
表 1 实验数据记录与数据处理结果
机床型号
测试坐标
机床编号 实
目标点
98021101
0
测试温度
1
2
目标位置(mm)
0
10
20
验
趋近方向
↑↓↑↓↑↓
记 目标 位置
录 偏差 μm
数
1 10 5 8 5 10 7
2
827296
3
524277
4
6 4 6 3 10 5
5
625266
据 平均位置偏差
处
μm
7
3
6 2.8 8.4 6.2
理
X 25℃
…… …… …… …… …… …… …… ……
…
…
测试员
王春海
测试日期
2005.5.22
98
99
100
980
位置偏差反向叠加到数控系统的插补指令上,如 图 1 所示;指令要求该坐标轴运动到目标位置 Pi,目标实际的运动位置是 Pij,由于该点的实际
平均位置偏差为 xi ↑和 xi ↓;将该值填入数控系
统的螺距误差补偿表中,则数控系统在计算时会
图 1 螺距误差补偿原理
自动将目标位置的平均位置偏差叠加到插补指令上,实际的位置是:Pij↑=Pi+ xi ↑和 Pij↓
数控机床的螺距误差检测及补偿
王春海 张增良
(北华航天工业学院机械工程系,河北 廊坊 065000)
摘要 关键词
机床螺距误差补偿知多点

机床螺距误差补偿知多点1.什么是螺距误差开环和半闭环数控机床的定位精度主要取决于高精度的滚珠丝杠。
但丝杠总有一定螺距误差,因此在加工过程中会造成零件的外形轮廓偏差。
螺距误差是指由螺距累积误差引起的常值系统性定位误差。
2.螺距误差补偿的原理螺距误差补偿的基本原理就是将数控机床某轴上的指令位置与高精度位置测量系统所测得的实际位置相比较,计算出在数控加工全行程上的误差分布曲线,再将误差以表格的形式输入数控系统中。
这样数控系统在控制该轴的运动时,会自动考虑到误差值,并加以补偿。
3.螺距误差补偿方法硬件方法提高机床部件的加工装配精度,此方法不仅受到加工机床精度等级的制约,而且随着加工精度的提高,加工成本呈指数级增加,效益不高;软件方法通过SJ6000激光干涉仪采集数控机床的定位精度,再利用数控机床的可编程、智能性,对机床误差进行补偿从而达到提高机床精度的要求。
采用这种方法,无需对数控机床的硬件进行改造遍可较大幅度的提高数控机床的加工精度。
4. SJ6000激光干涉仪基本参数稳频精度:0.05ppm动态采集频率:50 kHz预热时间:约8分钟工作温度范围:(0~40)℃存储温度范围:(-20~70)℃环境湿度:(0~95)%RH空气温度传感器:±0.1℃(0~40)℃,分辨力0.01℃材料温度传感器:±0.1℃(0~55)℃,分辨力0.01℃空气湿度传感器:±5%RH (0~95)%RH大气压力传感器:±0.1kPa (65~115)kPa测量距离:(0~80)m (无需远距离线性附件)测量精度:0.5ppm (0~40)℃测量分辨力:1nm测量最大速度:4m/s。
6.1反向间隙与螺距误差的补偿

坐标显示值为准),记录下百分表或千分表表盘读数(注意,移
动期间不能换向)。 第7步:用手脉正向移动X轴,直至NC显示器X轴相对坐标显示值为 0止,记录下百分表或千分表的读数。 第8步:计算出负向移动向正向移动换向时的反向偏差值(表盘读 数的相对变化值),这是第1次测量的X轴中点位置正向反向偏差
RS-232接口,自动对两轴线性误差分别进行补偿。
6)数控机床动态性能检测——利用RENISHAW动态特性测量与评 估软件,可用激光干涉仪进行机床振动测试与分析(FFT)、滚珠丝
杠的动态特性分析、伺服驱动系统的响应特性分析、导轨的动态特
性(低速爬行)分析等。
(2)激光干涉仪的安装 激光干涉仪的安装 (3)位置误差补偿操作 1)准备工作
三、检测结果
1.反向间隙-负值 (机床误差)
(1)图样
反向间隙-负值
(2)诊断值
(3)可能起因
1)在机床的导轨中可能存在间隙,导致当机床在被驱动换向 时出现在运动中跳跃。
2)用于弥补原有反向间隙而对机床进行的反向间隙补偿的数
值过大,导致原来具有正值反向间隙问题的机床出现负值反向间 隙。
3)机床可能受到编码器滞后现象的影响。
4)目标点定义
测量轴目标点定义界面(图中箭头表示操作顺序,后续图类同)
5)根据所选测量轴,建立满足测量要求的激光光路
线性测量镜组及其组合
光路调节示意图
反射光强度条
光路调节及反射光强度检查图
6)生成测量程序
①程序号或程序名。
②轴名: ③运行次数:
④选择方向:
⑤暂停周期: ⑥越程值:
⑦进给量:
⑧数据采集方式/零件程 序类型:
机床的螺距误差补偿方法
1 . 发那科 ( 以F A N UC 0 i — MD 为 例 )
1 . 1 基本概念 1 . 1 . 1 补偿点 的指定 各轴 的补偿点 的指定 , 可通过夹着参考点 的补偿点编号指定( + ) 侧、 f - 1 侧来进行 机 械的行程超过 ( + ) 侧、 ( 一 ) 侧 所指定 的范 围时 , 有关 超出 的范围 , 不进行螺距误差补偿 ( 补偿量全都成为 0 ) 1 . 1 . 2补 偿 点 号 补偿点数 . 在螺距误差设定画面上提供有共计 1 0 2 4 点. 从 0到 1 0 2 3 。通过参数将该编号任意分配给各轴 。 ’ 另外 , 螺距误差设定 画面 中. 在最靠近负侧 的补偿 号前 . 显示该轴 的名称 1 . 1 . 3补偿点 的间隔 螺距误差补偿 的补偿点为等间隔 . 在参数中为每个轴设定该间隔。 螺距误差补偿点 的间隔有最小值限制 . 通过下式确定 。 螺距误差补偿 间隔的昂 小值墁 大进给速度( 快速移动速度 ) + 7 5 0 0 。 1 . 2 相关参数 ( 1 ) 1 8 5 1 每个轴的反向间隙补偿 量
2 . 西门子 ( 以 SI ME N S 8 2 8 D 为例 )
2 . 1 相关参数 ( 1 ) 3 2 4 5 0反 向间隙补偿值 ( 2 ) 3 2 7 0 0 螺距误差补偿生效 注: 以上参数修改后需要复位才可 以生效 2 . 2 操作方法 ( 以V M C 8 5 0 E的 x轴为例 , x轴行程 为 8 5 0 m m, 全 长采集 1 0个数据 ) ( 1 ) 连接激光干涉仪 。 ( 2 ) 1 8 5 2每个轴的快速移动时的反向间隙补偿 量。 ( 2 ) t确设置参数 。 ( 3 ) 3 6 2 0每个轴的参考点的螺距误差补偿点号。 1 ) 将3 2 4 5 0 设置为 O , 确保第一次数据采集时反 向间隙为 0 。 ( 4 ) 3 6 2 1 每个轴的最靠近负侧的螺距误 差补偿 点号 。 2 ) 将3 2 7 0 0设置为 O . 并按下复位键 。 ( 5 ) 3 6 2 2每个轴的最靠近正侧的螺距误 差补偿 点号 3 ) 编辑 补偿文件 , 补偿文件 的存 储位置为 : 菜单选择一 调试一系 ( 6 ) 3 6 2 3每个轴的螺距误差补偿倍率 统数据一N c 数据一N c生效数据一测量 系统误差补偿 编辑后补偿文 ( 7 ) 3 6 2 4每个轴的螺距误差补偿 点间隔 注: 以上参数 中 3 6 2 0 , 3 6 2 1 , 3 6 2 2 , 3 6 2 4 修 改后需要切 断电源并重 件 内容如下 : 新上 电才生效 , 其余参数修改后复位 即可生效 ¥ A A— . E N C — . C O MP [ 0 , 0 , A X1 ] = 0 . 0 0 1 - 3 操作方法 ( 以V M C 8 5 0 E的 x轴 为例 . x轴行程 为 8 5 0 m m. 全 ¥ A A— — E N C — — C O MP [ 0 , 1 , A X1 ] = 0 . 0 0 长采集 2 0个数据 ) ¥ A A— — E N C — — C O MP [ 0 , 2 , A X1 ] = O . O 0 ( 1 ) 连接激光干涉仪 ¥ A A— . E N C — . C O MP [ 0 , 2 9 , A X1 ] = 0 . 0 0 ( 2 ) 设置参数 。 ¥ A A ENC C O MP [ 0 , 3 0 , A XI ] = O . O 0 1 ) 1 8 5 1 , 1 8 5 2 都设置为 0 . 确保第一次数据采集时反 向间隙为 0 。 2 ) 3 6 2 0 设置为 1 . 表示 x轴 的补偿值 以补偿数据表 中的第 1 号为 ¥ A A— E N C — — C O MP _ S T E P [ 0 , A X1 ] = 8 5 参考 点。 ¥ A A— — E N C — — C O MP — — MI N[ 0 , A X1 ] = 0 ¥ A A ENC COMP MA 3 ) 3 6 2 1 设置 为 1 .表示 x轴 的补偿值从 补偿数据表 的第 1 号开 X [ 0 , AX1 ] = 8 5 0
螺距误差测定及补偿 电子教材

螺距误差测定及补偿任务内容螺距误差补偿原理VDF850加工中心螺距误差补偿数控机床以其高效高精度,正在机械制造企业中广泛应用。
目前数控机床的传动机构一般采用传动精度较高的滚珠丝杠,滚珠丝杠在生产制造时由于加工设备的精度和加工条件的变化,丝杠和螺母之间存在着误差,如螺距的轴向误差、螺纹滚道的形状误差、直径误差等。
滚珠丝杠在数控机床上进行装配时,由于采用双支撑结构,使丝杠工作载荷较大时轴向尺寸发生变化造成其螺距误差增大。
滚珠丝杠产生的传动误差在全闭环数控机床中由于检测原件(如光栅尺)检测的是机床运动部件的实际位移,将不会对机床加工精度造成影响;而对于工厂中大量使用的半闭环数控机床而言,丝杠、齿形带等机械传动造成的误差不在反馈原件检测范围内,因此若不对此类误差进行适当修正和补偿,势必影响数控机床的定位精度,造成加工质量的不稳定。
要得到高的运动精度和良好的加工质量,必须采用螺距误差补偿功能,精确测量出丝杠不同位置的误差值,利用数控系统对螺距误差进行自动补偿与修正[1]。
另外,数控机床经过长期使用,由于丝杠磨损,运动精度也会下降。
采用该功能定期检测与补偿,可以延长数控机床的使用寿命,保证加工精度。
一、螺距误差补偿原理螺距误差补偿的基本原理是在某进给轴上利用高精度位置检测仪器所测良出的位置(可作为理论位置用)与机床实际运动位置进行比较,计算出该轴全行程上的误差曲线,并将不同位置的误差值输入数控系统中。
机床在经过补偿的轴上运动时,数控系统会根据该位置的补偿数据,自动对该轴的不同位置进行误差补偿,从而减小或消除该轴该位置的定位误差。
螺距误差补偿分单向和双向补偿两种,单向补偿为补偿轴正反向移动时采用相同的数据补偿;而双向补偿为进给轴正反移动时采用不同的数据进行补偿。
由于数控机床丝杠装配时有多种反向间隙消减措施,而且大部分数控机床除了能够进行螺距误差补偿外,还可以进行反向间隙补偿,所以通常仅采用单向螺距误差补偿。
进行螺距误差补偿时应该注意的几个问题:(1)螺距误差补偿仅对定位精度进行补偿,而对重复定位精度无法补偿,而且对于重复定位精度较低的运动轴,由于无法准确确定某点位置误差,因此螺距误差补偿将不会起到预期目的。
常见数控系统的螺距补偿方法

从第127位开始输入对应的螺 补补偿,间距对应关系为127位, 永远为0值,四轴为0°;126位对 应间距40mm,四轴为5°;125 对应间距80mm,四轴为10°; 124对应间距120mm,四轴为 15°;123对应间距160mm,四 轴为20°,以此类推。
1.M A Z AT R O L系统螺距 补偿
螺距补偿需要点击“诊断” 页面,先按“版本”,翻页后, 输入密码1131,如图1所示。进 入补偿画面,进行螺距补偿时, M A Z AT R O L系统中,X轴定义为 1,如图2所示,Y轴定义为2,Z
轴定义为3,4轴定义为4。 P1参数标准设置为80 000,
螺距补偿针对不同系统机床有不同的方 法,但补偿原理基本一致,补偿过程中需要注 意的细节问题也比较多,因而,在我们平时工 作过程中,要注意积累经验,归纳总结各种补 偿方法,以便于调整恢复各类机床精度。
参考文献: [1] 俞鸿斌. 数控机床中螺距误差补偿原理及测量方
法研究 [J]. 组合机床与自动化加工技术,2008 (1):42-46. [2] 王元成. 两种数控系统螺距补偿方法 [J]. 一重技 术,2007(4):98-99. [3] 欧阳航空,陆林海,侯彦丽. 精密定位平台的系 统误差分析及螺距误差补偿方法的实现 [J]. 机 电工程,2005,22(1):22-26.
螺距误差补偿只对机床补偿 段起作用,根据机床所测轴长度 合理分段(分段越多,机床实际 移动距离检测越接近真实位移曲 线,所得误差数据分析经过补偿 后机床精度越高),编制被测轴 螺距补偿程序,然后对螺距补偿 相关参数进行设定。
数控机床定位精度的补偿方法

数控机床定位精度的补偿方法螺距误差补偿这项工作应该是在机床几何精度(床身水平、平行度、垂直度等)调整完成后进行的,这样可以尽量减少几何精度对定位精度的影响。
另外,进行螺距误差补偿时应使用高精度的检测仪器(如激光干涉仪),这样可以先测量再补偿,补偿后再测量,并按照相应的分析标准(如VDI3441、JIS6330、GB10931-89等)对测量数据进行分析,直到达到机床对定位精度的要求范围。
机床的螺距误差补偿功能包括线性轴和旋转轴两种方式,分别可以对直线轴和旋转工作台的定位精度进行补偿。
但有一点需要注意,就是在补偿旋转轴时应注意:在0°~360°之间各补偿点的补偿值总和应为0,以使0°和360°的绝对位置保持一致,否则旋转轴旋转角度每超过360°一次,就产生一次累积误差,从而影响机床的加工精度。
另外,螺距误差补偿功能的实现方法又有增量型和绝对型之分。
所谓补偿就是指通过特定方法对机床的控制参数进行调整,其参数调整方法也依各数控系统不同而各有差异。
所谓增量型是指以被补偿轴上相领两上补偿点间的误差差值为依据来进行补偿,而绝对型是指以被补偿轴上各个补偿点的绝对误差值为依据来进行补偿。
FANUC-0数控系统的螺距误差补偿功能是一种增量型补偿方法,FANUC-0数控系统与螺距误差补偿功能有关的参数如下:765432100011 PML2PML1765432107011 PML2SPML1SPML2和PML1的组合决定误差补偿倍率,它对X、Y、Z和第四轴有效。
PML2S和PML1S的含义与PML2和PML1相同,它对第5、第6轴有效。
设定的补偿值乘以此倍率即为应补偿的误差值。
PML2(S) PML1(S) 补偿倍率1 0 ×10 1 ×21 0 ×41 1 ×80535 BKLX0536 BKLY0537 BKLZ0538 BKL47535 BKL57536 BKL67537 BKL77538 BKL8BKLX、BKLY、BKLZ,BKL4~BKL8依次为X、Y、Z和第4~第8轴的反向间隙补偿量,其设定范围为0~2550(检测单位)0712 PRSX0713 PRSY0714 PRSZ0715 PRS47713 PRS57714 PRS6PRSX、PRSY、PRSZ和PRS4~PRS6依次为X、Y、Z和第4~第6轴的各螺距误差补偿点间的距离。
螺距误差补偿的实施步骤

螺距误差补偿的实施步骤1. 引言螺距是螺纹的一个重要参数,是指螺纹上单位长度内螺纹的紧密排列程度。
螺距误差是指螺纹的实际螺距与理论螺距之间的差异。
螺距误差会导致螺纹连接出现松动或紧固力不均匀的问题。
为了解决这一问题,螺距误差补偿被广泛应用于螺纹加工领域。
2. 螺距误差补偿的概述螺距误差补偿是一种通过调整加工工艺参数来减小螺距误差的技术。
它可以通过对螺纹加工机床的控制系统进行调整来实现。
螺距误差补偿可以提高螺纹连接的可靠性和稳定性,减少松动和紧固力不均的问题。
3. 螺距误差补偿的实施步骤螺距误差补偿的实施步骤包括以下几个方面:步骤1: 螺距误差测量首先需要对螺纹进行测量,以获取其实际螺距和误差。
可以使用测量工具,如螺距测量卡尺、螺纹测微计等进行测量。
测量时需要确保测量工具的准确性和稳定性。
步骤2: 确定补偿数值根据螺距误差测量结果,计算出螺距补偿数值。
补偿数值可以根据螺距误差的大小和方向来确定,一般情况下可以通过计算或查表获得。
补偿数值表示需要调整的修正量,可以为正或负数。
步骤3: 调整加工工艺参数根据螺距误差补偿数值,调整螺纹加工工艺参数。
具体调整内容包括:切削速度、进给速度、切削深度等。
调整后的加工工艺参数应能够使实际螺距接近理论螺距,并减小螺距误差。
步骤4: 再次测量螺距在调整加工工艺参数后,再次对螺纹进行测量,以确认螺距是否符合要求。
如果螺距误差仍然存在,可以继续调整工艺参数并重复此步骤,直至螺距误差满足要求。
步骤5: 检验螺纹质量在螺距误差满足要求后,进行螺纹质量的检验。
可以通过螺纹连接的紧固力测试、松动检查等方式对螺纹连接进行检验,以确保螺纹质量符合标准要求。
4. 结论螺距误差补偿是一种有效的技术手段,可以提高螺纹连接的可靠性和稳定性。
实施螺距误差补偿需要经过测量、确定补偿数值、调整加工工艺参数、再次测量和检验螺纹质量等步骤。
合理的螺距误差补偿可以减小螺距误差,提高螺纹连接的质量。
在实际应用中,需要根据具体情况选择合适的螺距误差补偿方法和参数,以确保螺纹加工质量的稳定性和一致性。
螺距误差补偿
一、螺距误差产生原因
①滚珠丝杆副处在进给系统传动链的末级,丝杆和螺母存在各种误差,如螺距累积误差、螺纹滚道型面误差、直径尺寸误差等,其中丝杆的螺距累积误差会造成机床目标值偏差。
②滚珠丝杆在装配过程中,由于采用了双支承结构,使丝杆轴向拉长,造成丝杆螺距误差增加,产生机床目标值偏差。
③在机床装配过程中,丝杆轴线与机床导轨平行度的误差会引起机床目标值偏差。
二、螺距误差补偿的作用
螺距误差补偿通过调整数控系统的参数增减指令值的脉冲数,实现机床实际距离与指令移动距离相接近,以提高机床的定位精度。
螺距误差补偿只对机床补偿段起作用,在数控系统允许的范围内起到补偿作用。
螺距误差补偿的方法
螺距误差补偿的方法
螺距误差是螺旋线上相邻螺纹之间距离的偏差,会影响螺纹的配合精度和传动精度。
因此,在螺旋线的制造和应用过程中,需要采取相应的螺距误差补偿方法。
螺距误差补偿的方法主要有以下几种:
1. 螺距误差补偿法:根据实际测量结果,通过调整螺纹加工工艺参数,如螺距、进给量等,来达到补偿螺距误差的目的。
2. 螺距差芯法:在螺旋线的加工过程中,采用螺距差芯的方式进行加工,即在加工过程中,将刀具轴线与工件轴线错开一定距离进行加工,从而达到补偿螺距误差的目的。
3. 螺距板法:利用螺距板进行螺旋线加工,该螺距板有多个孔,通过选择不同的孔来实现不同的螺距加工,从而达到补偿螺距误差的目的。
4. 数控加工补偿法:在数控加工中,通过设置补偿器,对螺距误差进行修正,实现精度的提高。
总之,正确选择和应用螺距误差补偿方法,可以有效提高螺旋线加工的精度和质量,提高螺纹的配合和传动性能。
- 1 -。
立式加工中心机床圆度误差的调整

立式加工中心机床圆度误差的调整【摘要】为了提高立式加工中心机床的精度,尤其是在高速高精加工过程中曲面加工的精度,在运用球杆仪检测机床的圆度误差时,对如何调整数控系统参数等相关的部分以提高圆度误差,来达到更好的加工效果,本文进行了简要的说明。
【关键词】加工中心机床;圆度误差;调整0.引言在立式加工中心机床的加工过程中,经常出现由于圆度误差偏大而导致加工零件的精度超差,表面光洁度粗糙等问题,为避免此种问题的反复出现,对在运用球杆仪对机床的圆度误差进行检测的过程中经常出现的问题,以及出现的原因、表现形式、需要采取的相应措施进行简要的说明。
1.问题概述在应用球杆仪对立式加工中心机床进行圆度误差检测时,以XY平面为例,球杆仪系统的安装方式如图1所示。
在检测的过程中,经常出现的问题大致有以下几种:反向越冲、反向间隙、伺服不匹配、比例不匹配、垂直度、周期误差等。
2.原因分析及采取措施2.1反向越冲反向越冲的产生,是由于当机床某一个轴向某一方向驱动,然后必须向相反方向反向移动时,该轴驱动电机施加的扭矩不够,造成在换向处由于摩擦力的方向发生改变而出现短时的粘性停顿。
反向越冲将使圆弧插补刀具轨迹出现一个小平台后再向原轨迹复位的台阶。
在图形上表现为:在某轴上有一小尖峰,尖峰大小随机床进给率的不同而变化。
出现反向越冲时,首先检查机床参数2003#5是否为1,然后调整参数2048,范围:0—2000,以原值为基础,以50为单位进行调整,通常设为600。
(按图中所测结果是正值,增加2048的值,负值则相反),也可以配合参数2071(作用时间)进行调整,范围:0—20,以原值为基础,以1为单位进行调整,通常设为8即可。
同时,在机床不产生震动和噪音的前提下,增大机床的速度环增益可以改善反向越冲和整体圆度值。
2.2反向间隙当机床某一轴出现丝杠磨损、螺母损坏或导轨磨损等情况时,会导致滚珠丝杠中扭曲过大而引起反向间隙。
反向间隙在球杆仪检测图形中表现为:在沿某轴线处有沿图形中心外凸(正值)或内凹(负值)的一个或数个台阶,其大小通常不受机床进给率的影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
立式加工中心机床的螺距误差补偿
随着我国制造业的飞速发展,数控机床制造技术也在不断地发展,同时对数控机床的各项性能提出了越来越高的要求。
机床的定位精度便成为了衡量机床性能的一项重要指标。
机械结构当中不可避免的摩擦、间隙,以及装配误差成为了制约机床定位精度的主要因素。
由此,数控系统的制造商开发出了螺距误差补偿功能,借此以消除或者削弱以上因素对机床定位精度的影响,从而达到更好的加工效果。
发那科与西门子两大公司在这个领域表现得尤为出色,以下将对这两种数控系统的螺距误差补偿方法进行详细介绍。
1.发那科数控系统机床的误差补偿(以FANUC 0i-MD为例)
1.1基本概念
1.1.1补偿点的指定
各轴的补偿点的指定,可通过夹着参考点的补偿点编号指定(+)侧、(-)侧来进行。
机械的行程超过(+)侧、(-)侧所指定的范围时,有关超出的范围,不进行螺距误差补偿(补偿量全都成为0)。
1.1.2补偿点号
补偿点数,在螺距误差设定画面上提供有共计1024 点,从0 到1023。
通过参数将该编号任意分配给各轴。
另外,螺距误差设定画面中,在最靠近负侧的补偿号前,显示该轴的名称。
1.1.3补偿点的间隔
螺距误差补偿的补偿点为等间隔,在参数中为每个轴设定该间隔。
螺距误差补偿点的间隔有最小值限制,通过下式确定。
螺距误差补偿点间隔的最小值=最大进给速度(快速移动速度)÷7500
1.2相关参数
(1)1851 每个轴的反向间隙补偿量。
(2)1852 每个轴的快速移动时的反向间隙补偿量。
(3)3620 每个轴的参考点的螺距误差补偿点号。
(4)3621 每个轴的最靠近负侧的螺距误差补偿点号。
(5)3622 每个轴的最靠近正侧的螺距误差补偿点号。
(6)3623 每个轴的螺距误差补偿倍率。
(7)3624 每个轴的螺距误差补偿点间隔。
注:以上参数中3620,3621,3622,3624修改后需要切断电源并重新上电才生效,其余参数修改后复位即可生效。
1.3操作方法(以X轴行程为850mm的丝杠为例,全长采集20个数据)
1.3.1连接激光干涉仪
1.3.2设置参数
(1)1851,1852都设置为0,确保第一次数据采集时反向间隙为0。
(2)3620设置为1,表示X轴的补偿值以补偿数据表中的第1号为参考点。
(3)3621设置为1,表示X轴的补偿值从补偿数据表的第1号开始。
(4)3622设置为21,由于全长一共补偿20个数据,且从螺补数据表中的第1号开始,所以此参数设置为21。
(5)3623设置为1,表示补偿值的倍率为1倍,实际补偿值=补偿值*补偿倍率。
(6)3624设置为42.500,全长为850mm,共补偿20个数据,850/20=42.5。
第 1 页共 1 页
(7)将螺距误差设定画面(进入方法:system键→扩展键→螺补)所有值都设置为0。
1.3.3运行螺距补偿程序并通过激光干涉仪采集数据,程序如下:
#3=0
N3 G0 G90 G54 X0
#1=0
#2=0
G4X4
N1 G0 G91 X85
#1=#1+1
G4 X6
IF [#1 LT 10] GOTO 1
N2 G0 G91 X-85
#2=#2+1
G4 X4
IF [#2 LT 10] GOTO 2
#3=#3+1
IF [#3 LT 5] GOTO 3 M30 1.3.4调试人员对激光干涉仪采集的数据进行分析得出补偿数据,并将补偿数据输入数控系统。
(1)将反向间隙输入参数1851与1852中,数值单位为1/1000mm。
(2)在螺距误差设定画面(进入方法:system键→扩展键→螺补)输入补偿值,每一点的补偿值为该点的实际偏差与前一点实际偏差的差值,注意:实际补偿值=输入补偿值*补偿倍率。
(3)将机床复位。
1.3.5再次运行螺补程序验证补偿结果是否合乎要求。
2.西门子数控系统机床的误差补偿(以SIMENS 828D为例)
2.1相关参数
(1)32450 反向间隙补偿值。
(2)32700 螺距误差补偿生效。
注:以上参数修改后需要复位才可以生效。
2.2操作方法(以X轴行程为850mm的丝杠为例,全长采集10个数据)
2.2.1连接激光干涉仪
2.2.2正确设置参数
(1)将32450设置为0,确保第一次数据采集时反向间隙为0。
(2)将32700设置为0,并按下复位键。
(3)编辑补偿文件,补偿文件的存储位置为:菜单选择→调试→系统数据→NC数据→NC生效数据→测量系统误差补偿。
编辑后补偿文件内容如下:
$AA_ENC_COMP[0,0,AX1]=0.00
$AA_ENC_COMP[0,1,AX1]=0.00
$AA_ENC_COMP[0,2,AX1]=0.00
…………
$AA_ENC_COMP[0,29,AX1]=0.00
$AA_ENC_COMP[0,30,AX1]=0.00
第 2 页共 2 页
$AA_ENC_COMP_STEP[0,AX1]=85
$AA_ENC_COMP_MIN[0,AX1]=0
$AA_ENC_COMP_MAX[0,AX1]=850
$AA_ENC_COMP_IS_MODULO[0,AX1]=0 M17 其中,
$AA_ENC_COMP_STEP[0,AX1]=85表示补偿间隔为85mm。
$AA_ENC_COMP_MIN[0,AX1]=0表述补偿数据的起始位置为X=0。
$AA_ENC_COMP_MAX[0,AX1]=850表示补偿数据的终止位置为X=850。
$AA_ENC_COMP_IS_MODULO[0,AX1]=0表示补(下转第70页)(上接第38页)偿轴为直线轴。
(4)将补偿文件复制到零件程序目录下,并在自动方式下运行AX1_EEC.MPF 程序。
(5)将将32700设置为1,然后重启系统,返回参考点后补偿值生效。
2.2.3运行螺距补偿程序并通过激光干涉仪采集数据,程序如下:
AA:R1=0
R2=0
R3=0
G54 G90 G0 X0
G4 F5
BB:G0 G91 X85
G4 F5
R1=R1+1
IF R1<10 GOTOB BB
G4F5
CC:G0 G91 X-85
G4 F5
R2=R2+1
IF R2<10 GOTOB CC
R3=R3+1
G4 F5
IF R3<5 GOTOB AA M02
2.2.4调试人员对激光干涉仪采集的数据进行分析得出补偿数据,并将补偿数据输入数控系统。
(1)将反向间隙输入参数32450中,数值单位为1/1000mm。
(2)将32700设置为0,并按下复位键。
(3)编辑补偿文件,将激光干涉仪采集的数据输入到相对应的补偿文件中。
(4)在自动方式下运行AX1_EEC.MPF 程序。
(5)将将32700设置为1,然后重启系统,返回参考点后补偿值生效。
2.2.5再次运行螺补程序验证补偿结果是否合乎要求。
3.总结
虽然数控系统的螺距误差补偿功能可以在一定程度下削弱装配误差对机床定位精度的影响,但先进的机械设计与合理的装配工艺才是影响机床加工精度的决定因素。
因此,当螺距误差较大的时候,还是首先要进行机械维修,将螺距误差控制在一个比较小的范围后在进行螺距误差补偿,以达到精益求精的效果。
第 3 页共 3 页。