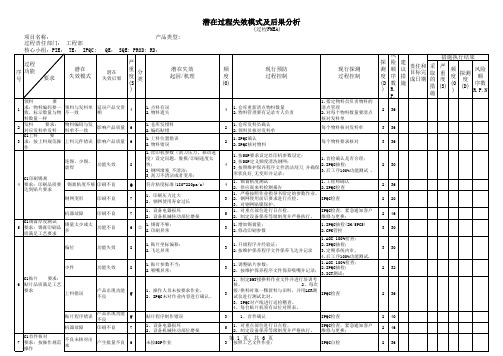
五金连续模PFMEA制程失效模式分析
PFMEA 过程失效模式与后果分析
发展背景
FMEA 于1960年首次应用于航空工业中的阿波罗任务(Apollo),并于80年代被美国军方确认为军方规范(MILSTD-1629A),是一种系统化之工程设计辅助工具,主要是利用表格方式协助工程师进行工程分析。其目的在 于改善产品和制造的可靠性,指出在设计阶段就可提升设计的可靠性,从而提升产品质量,降低成本损失。
(O)及不易探测度数(D)三项数字之乘积。
顾客:一般指“最终使用者”,但也可以是随后或
下游的制造或装配工序,维修工序或政府法规
2021/10/10
5
为什么要进行PFEMA?
“早知道………就不会”
早知道增加工装就不会造成排线被拉扯 早知道早期检验所有项目就不会出现不良流出 早知道提前对物料进行全面可靠性验证就不会造成批量性问题 早知道计算合理的UPH就不会造成员工因时间来不及漏操作 。。。。。。
2021/10/10
7
PFEMA的用法-PFEMA范例
2021/10/10
8
PFEMA的用法-关键参数的评定标准
2021/10/10
9
PFEMA的用法-关键参数的评定标准
2021/10/10
10
Q&A
2021/10/10
11
2021/10/10
12
2021/10/10
3
FMEA的分类
FMEA又根据产品故障可能产生的环节:设计、 制造过程、使用、承包商(供应商)以及服务可 细分为: 1.DFMEA: 设计FMEA
2.PFMFA: 过程FMEA
3.MFMEA:设备FMEA
4.SFMEA: 体系 FEMA
针对系统 及子系统
SFMEA 系统FMEA
探测度(D) 找出失效起因的评价指标, 是否容易被发现失效原因
pfmea过程失效模式与后果分析报告

通过深入分析,我们确定了导致这些失效的潜在原因,包 括设备老化、操作规程不完善、员工培训不足、原材料质 量控制不严格以及工艺参数设置不合理等。
对未来工作的建议和展望
改进措施建议
持续改进计划
未来研究方向
基于PFMEA的结果,我们提出了一系 列改进措施,包括更新设备、优化操 作规程、加强员工培训、严格控制原 材料质量以及调整工艺参数等。这些 措施旨在减少失效发生的风险,提高 生产过程的可靠性和稳定性。
为了确保改进措施的有效实施,我们 制定了持续改进计划。该计划包括定 期评估改进效果、监测潜在问题的出 现以及调整改进措施等。通过持续改 进,我们期望能够不断优化生产过程 ,提高产品质量和客户满意度。
在报告的最后,我们提出了一些未来 可能的研究方向。这些方向包括进一 步探索失效模式与潜在原因之间的关 系、研究新的失效分析方法以及开发 更加智能化的失效预测模型等。通过 深入研究,我们期望能够为企业的持 续改进提供更有力的支持。
失效模式
汽车发动机性能下降
后果
影响汽车动力性能,可能导致油耗增加、排放超标
潜在原因
制造过程中材料、工艺、设备等方面的问题
风险评估
高风险,需采取措施进行改进
案例二:电子产品制造过程的PFMEA分析
失效模式
电子元件短路
潜在原因
制造过程中元件组装、焊 接等环节出现问题
后果
产品功能失效,可能引发 安全事故
提前发现和预防问
题
PFMEA是一种预防性的质量工具 ,它通过提前发现和预防潜在的 问题,减少后期修改和返工的成 本。
优化设计和过程
PFMEA分析结果可以为设计和过 程的改进提供指导,帮助企业优 化产品和过程的性能、可靠性和 安全性。
PFMEA_失效模式分析

PFMEA_失效模式分析PFMEA(Process Failure Mode and Effects Analysis)是一种用于识别并评估过程中潜在失效模式及其影响的工具。
它是在设计阶段早期或产品推出前执行的一种质量工具,旨在识别和消除可能导致质量问题的潜在失效模式。
本文将详细介绍PFMEA的定义、目的、执行步骤以及其在改善和优化过程中的应用。
PFMEA在制造和生产领域被广泛使用,特别是在汽车、电子、航空等高风险行业。
它的目的是通过确定潜在失效模式和评估其潜在影响来减少生产过程中的错误。
它通过三个主要方面的分析来完成:失效模式(Failure Mode)、影响评估(Effect Analysis)和失效原因(Cause Analysis)。
首先,失效模式是指可能在过程中发生的失效或故障,例如零件破裂、接头松脱或设备停止工作等。
对于每个失效模式,需要确定其严重性、发生概率和检测性。
严重性是指失效对产品或过程的影响程度,包括安全风险、客户满意度和产品可靠性。
发生概率是指失效模式发生的频率,包括供应商质量、使用寿命和环境因素。
检测性是指在出现失效后,能够及时检测到并采取纠正措施的能力。
其次,影响评估是对每个失效模式的影响进行定量评估。
通过评估严重性、发生概率和检测性的分级来确定每个失效模式的风险优先级。
风险优先级可以帮助团队确定应该优先处理的失效模式,以便采取相应的预防和纠正措施。
最后,失效原因分析是为了确定导致各个失效模式的潜在原因。
这可以通过使用工程知识和经验、故障树分析、故障模式与影响分析等工具来实现。
确定失效原因有助于在改善和优化过程中提出有效的纠正和预防措施。
此外,执行PFMEA的步骤可以总结为以下六个步骤:1.确定分析对象:确定要进行PFMEA的流程或产品。
2.列出所有失效模式:与团队合作,列出所有可能的失效模式和潜在问题。
3.评估失效影响:评估每个失效模式的严重性、发生概率和检测性。
4.识别失效原因:确定每个失效模式可能的原因,并识别潜在风险。
PFMEA过程失效模式及后果分析

PFMEA过程失效模式及后果分析PFMEA(Process Failure Mode and Effects Analysis)过程失效模式及后果分析是一种常用的质量管理工具,用于评估和改进产品制造过程中的潜在问题和风险。
它旨在预测和预防可能导致产品失效的过程步骤。
1.确定过程步骤:首先,识别和定义产品制造过程中的每个关键步骤,包括原材料采购、加工、装配、测试等。
2.确定失效模式:对于每个过程步骤,识别可能导致失效的模式。
失效模式可以是设备故障、人为错误、材料质量问题等。
3.评估失效后果:对于每个失效模式,评估其可能导致的后果和影响。
后果可以涉及到产品质量问题、安全风险、客户满意度等。
4.定义风险优先级:根据失效模式的严重性、发生频率和检测能力,为每个失效模式分配一个风险优先级。
这可以帮助制定合理的风险控制策略。
5.制定改进计划:对于评估出的高优先级失效模式,制定相应的改进计划和控制措施。
这可能包括优化生产工艺、提供培训和教育、改进设备维护等。
6.实施和监控措施:执行改进计划,并监控其有效性。
定期对PFMEA进行更新,以反映过程改进和新的风险评估。
通过实施PFMEA,可以有效地识别和消除潜在的制造过程问题,并降低产品质量问题的风险。
下面以汽车制造业为例,具体分析PFMEA的应用。
在汽车制造过程中,每个制造步骤都可能存在潜在的失效模式。
例如,原材料采购环节可能存在材料质量问题的风险,加工环节可能存在操作错误或设备故障的风险,装配环节可能存在组装错误或安装不良的风险,测试环节可能存在测试不准确或设备故障的风险。
针对这些潜在问题,可以使用PFMEA来识别并评估其风险。
例如,在加工环节,识别可能的失效模式可能包括不正确的参数设置、设备故障、操作错误等。
然后,评估这些失效模式可能导致的后果和影响,如产品偏差、生产延误、设备故障等。
根据评估结果,确定失效模式的风险优先级,以便制定相应的改进计划和控制措施。
例如,对于评估为高风险的加工失效模式,可以采取以下改进措施:加强对操作员的培训和教育,确保他们正确操作设备和设置参数;增加设备维护和保养频率,以减少设备故障的风险;实施过程监控和自动化控制,以确保稳定的生产环境。
PFMEA-失效模式分析
02
失效模式分析
失效模式定义
失效模式定义
01
失效模式是指产品或过程中可能出现的不满足设计意图、技术
要求或操作规范的状或现象。
失效模式分类
02
根据失效的性质和影响程度,失效模式可以分为功能失效、性
能失效、安全失效、适应性失效等类型。
失效模式分析方法
03
失效模式分析方法包括故障树分析、事件树分析、故障模式与
制定改进措施和预防措施
01
根据分析结果,制定针对性的改进措施,以提高产品或过程的 性能、安全性和可靠性。
02
制定预防措施,降低失效模式的发生风险,包括设计优化、工
艺改进、环境控制和使用指导等。
跟踪改进措施和预防措施的实施效果,持续改进,确保产品质
03
量和过程稳定。
04
PFMEA案例分析
案例一:汽车刹车系统PFMEA分析
识别关键特性,确定分析的重点,确 保分析的准确性和有效性。
列出潜在的失效模式
通过头脑风暴、历史数据分析和经验总结等方法,列出可能的失效模式,确保覆盖全面。
对失效模式进行分类和整理,以便后续分析。
分析失效模式的后果
分析失效模式对产品或过程性能、安 全性、可靠性和符合性等方面的影响 。
评估失效模式对客户满意度和生产成 本的影响,以便制定有效的改进措施 。
主观性
在评估失效模式的严重程度、发生频率和检测难度时,可能存在 主观性,导致结果的不一致。
静态性
PFMEA通常在产品开发阶段进行,而后期的更改和改进可能未 被考虑。
PFMEA未来发展方向
人工智能与机器学习应用
利用人工智能和机器学习技术辅助PFMEA分析,提高识别失效模式 的准确性和效率。
制程失效模式与后果分析(PFMEA)》

来料外观不良或者运输
7 和作业过程中发生划伤
和和作业过程中不良。
来料已经有移动颗粒污
7 染,在镜头内部,空间
狭小无法彻底清洁。
8 操作不当
1.25% 0.25%
0.05%
0.25% 0.25% 1.25% 0.05%
马达组装
盖镜头 烘烤 马达焊接 分板 PCBA测试
镜头顶面有划痕、破损
影响产品外观 高
清洁
芯片上有划伤、污点
影响成像质量 高
马达内部较深,无法彻底清 洁,盖镜头后,有移动可见颗 粒。
导致不良,返 工
高
漏粘胶
马达组件脱落 很高
电子千分尺未及时矫
8 正,测量精度误差过大
。
8
来料运输过程中发生污 染
螺纹破损,lens螺牙无 8 法匹配,下旋阻力过
大,无法组装。
设计失效模式与影响分析(PFMEA)
项目 Item
核心团队 Team
项目/功能 Item/Function
手机摄像头 制程 PFMEA
潜在失效模式 Potential Extinct Mode
失效影响 Extinct Affection
严重度(S) Severity
失效原因 Extinct Cause
发生率(O) Occurrence
FMEA编制日期
FMEA Organization Date 关键日期
Key Date 审核
Approve
现行控制方法 Present Control
Method
难检度(D) Detection
风险 Risk RPN
2013/12/9 2014/2/21
建议的措施 Suggestion Action
PFMEA-失效模式分析案例

Co.,Ltd.(PROCESS FMEA)Item 项目名称:Page no.页码:共19页Model Year/Vehicle:Responsibility责任部门:Prepared by 制作:Core Team 核心小组:Key Date 关键日期:过程项目潜在的潜在的严S级潜在的频O现行制程预防控制现行制程侦测措施难DR 建议的措施责任与目标效果确认Action Results&功能要求失效模式失效结果重E失效原因与机理度CCurrent ControlCurrent Control检eP Recommended 完成日期S O D R Process Descpription Potential Potential度V别Potential 数CPreventionDetection度tNAction(s)Res.&Tar.采取的措施e c e P &Process Purpose Failure ModeEffect(s) of FailureCause(s) of FailureCompletion DateAction TakenvctNParts incoming 部品受入过程1. Receiving parts poor appearance function error 7handling carelessly by 2None 1 visual check by warehouseman & IQA 2None 1.接收部品on carton or packing NG operator or due to delivery 无1 由仓管员及IQA 目视检查无纸箱的有形损坏功能或装置不良操作或运输过程中的过失操作2 visual check by PK01 station 72 包装工位目视检查actual qty unmatched with can't complete this lot 7handling carelessly by 2None check by warehouseman & IQA 4None supplier's invoice 无法完成该批量的产品operator or due to delivery 无由仓管员及IQA 核对发票上的数量6无部品数量与供应商操作或运输过程中的过失操作的发票不符2.Incoming inspection oversight on inspection NG parts released to 6incoming part released to 2rule of incoming inspection 1 check by part using station 2None 2.受入检查漏检product line 4warehouse without release 受入检查规定1 部品使用工位来料检查7无(IQC)错误或不良品stamp of IQA2 cosmetic check 100%流到生产线无受入检查印章部品入了库2 100%进行外观检查NG parts released to 6 1 miss operating 2qualification training on 4None product line4 1 操作失误inspection 3无检查员资格培训2 don't point out inspection item in inspection document 2 检验指导书没有明确的指出检测点21 add inspection items in document1 追加检验指导书中没有的检验点2 IQC re-inspect all parts in warehouse 2 在库品IQC 全部重检3 refer detail in report SCAR07-OM-005 and SCAR 07-OM-0033 详见编号为SCAR 07-OM-005 and SCAR 07-OM-003中的报告100% fuction check 后段工位多重100%进行功能测试3None 无3 tester failure 23None 3 测定器失效4无3. Part storage Part Shortage can't complete this lot 7mistake input by warehouseman 2None check parts list by warehouse 4None 3.部品入库/储藏缺少部品无法完成该批量的产品1仓管员输入错误无仓库核对入库清单6无check parts list by materiel people 物料员核对入库清单part rustiness function error 7temperature/humidity out of 2 1.temperature/humidity control 2None /ESD destroy 功能不良standard 1.温湿度管理规定4无部品生锈/ESD 破坏温湿度超标2.ESD control作业准备时点检温湿度表2.静电管理规定4. Part supplyed to part supplyed wrongly product line stop 7mistake parts by warehouseman 2mark part location and making check part list and BOM 4None product line 发错料生产线停产1or part list wrong special control on similar parts 检查发料清单,核对BOM 表无4.发料到生产线发料员在仓库拿错料对部品放置区域作相关标识发料单制作错误对类似品作特殊管理part'surface scrape in transport process 部品刮伤poor appearance外观不良(面板,旋钮表面刮伤)641 rub between parts and packing materiel1 部品在运输过程中与自身的包装材料摩擦21 requset vender improve packing materiel1 要求供应商修改部件的包装材料2 refer detail in report PR-07-082 详见PR-07-08报告1 inspect parts before assemble 1 部品组装前检验2 cosmetic check 100%2 外观100%检验47None 无100% fuction check 后段工位多重100%进行功能测试check temperature/humidity at the begin of workoverview NG未检出不良错误或不良品流到生产线96285656365696244828有限公司工 程 潜 在 的 失 效 模 式 与 效 果 分 析CLASS风险优先率FMEA date 日期(编制):emendation on equipments yearly 仪器校正每年一次equipments maintain monthly 设备的月度保养check equipments at the begin of work作业准备时测量66Co.,Ltd.(PROCESS FMEA)Item 项目名称:Page no.页码:共19页Model Year/Vehicle:Responsibility 责任部门:Prepared by 制作:Core Team 核心小组:Key Date 关键日期:过程项目潜在的潜在的严S级潜在的频O现行制程预防控制现行制程侦测措施难DR建议的措施责任与目标效果确认Action Results&功能要求失效模式失效结果重E失效原因与机理度CCurrent ControlCurrent Control检ePRecommended 完成日期SO D R Process Descpription Potential Potential度V别Potential 数CPreventionDetection度tN Action(s)Res.&Tar.采取的措施e c e P &Process Purpose Failure ModeEffect(s) of Failure Cause(s) of Failure Completion DateAction TakenvctN有限公司工 程 潜 在 的 失 效 模 式 与 效 果 分 析C LA S S风险优先率FMEA date 日期(编制):bel print print badness difficult to trace 4operating NG 2training operator label scan.条码扫描比对2None 5.标签打印打印不良批量不易追溯1作业不良培训作业员无equipment NG 2check and maintain equipment daily check 2None 设备故障点检,保养日常点检无label scan.条码扫描比对CDR MECHA 准备工程PCB's surface scrape 主基板表面划伤function error 功能不良87PCB scrape by hardness in process作业过程中硬物刮伤2forbid operator wear ring or other hardness作业员禁止带戒指等硬物作业1 100% visual check 1 100%目视检查2 next station 100% function check 2 后续多层工位100%功能视检查43none 无ESD destroy electrical function7operator not wearing 2use ESD cleaner to get rid of ESD1.daily check before line start 2None ESD 破坏failuredESD band使用离子风机消除静电1.每天开始生产前检查4无电器性能破坏作业员没有佩带静电带2.check ESD of operating areas 2.作业区域静电检查oversight on inspection 漏检NG parts released to product line,result inproduction function fail as can't workable or instability不良品流到生产线,造成产品功能不良87parts put into next station without inspection because of miss operating of operator作业员失误,部件没有检查就流到下个工位2dispart the checked parts and without check parts检查过和未检查的部品分开放置if parts have checked ,will make a mark on it在已经检查过的部品上打点确认100% fuction check后续多层功能测试工位100%检查100% visual check on parts using station在部件的使用工位100%检验有无该标识43none 无`NG parts released to 6 1 miss operating 2qualification training on 4None product line4 1 操作失误inspection 3无检查员资格培训2 tester failure 2emendation on equipments emendation list of equipments 3None 2 测定器失效仪器校正仪器校正清单无100% fuction check 后段100%进行功能测试FT 测试搜索敏感性的参数设置不正确产品误判(搜索不停台)2参数设置过严,造成产品在正常的状态下无法实现搜索停台的功能2搜索停台的控制规格设定为35.3dbuvemffuction check后续工位功能检查4搜索停台的控制规格更改设定为36.7dbuvemf生技日期: 2007/06/20完成负载盒上开关位置拨错产品误判(搜索不停台)2作业员误操作将负载盒上的"TNS"开关由"on"拨到"OFF"造成产品在正常的状态下无法实现搜索停台的功能2生技设备月度保养工作准备时作业员的点检41 负载盒上追加开关位置标识2 将负载盒上的ACC 开关移到治具上,避免作业员在负载盒上作业生技日期: 2007/06/11完成7. fix main PCB to chassis module chassis isNG assembly 7handling carelessly by 2None 2None &screwing out of shape 错误装配4operator or due to delivery 无7无( ST:A-01)模块变形操作或运输过程中的过失操作由仓管员及IQA 目视检查7.组装主基板至五金支架check by hisself &打螺丝对来料进行自检查NG assembly fixing NG 7pressure not enough 2use cylinder jig check pressure daily and when 4None 错误装配组装不到位4压力不够用气缸治具model changed无每天或换机种时检查气压fixing to wrong location 2training operator 100% visual double check 4None 放入位置不正确培训作业员100%双重目视检查7无screw loose/tighten rattle noise heard when 6screw driver torque too small 2use torque meter to control check torque daily and when 4None 螺丝松动或过紧shaking due to loose 4螺丝刀扭力过小torquemodel changed无松动,摇晃时有杂音用扭力计控制扭力每天或换机种时检查扭力slide occurred due to 6screw driver torque too big 2use torque meter to control check torque daily and when 4None tighten 4螺丝刀扭力过大torquemodel changed无过紧,滑牙用扭力计控制扭力每天或换机种时检查扭力stick sheet to wrong can't load CD 7miss operating 2 1.training operator 100% visual double check 4None location不能进碟操作错误1.培训作业员100%双重目视检查7无碟仓绒布贴附位置不正确2.process sheet 2.作业指导书100% fuction check 后段多层工位100%进行功能测试visual check by warehouseman & IQA 1616286456566456283616564848错误或不良品流到生产线,486. inspect main PCB (ST:PT01)6. main PCB 部件检验overview NG 未检出不良6Co.,Ltd.(PROCESS FMEA)Item 项目名称:Page no.页码:共19页Model Year/Vehicle:Responsibility责任部门:Prepared by 制作:Core Team 核心小组:Key Date 关键日期:过程项目潜在的潜在的严S级潜在的频O现行制程预防控制现行制程侦测措施难DR建议的措施责任与目标效果确认Action Results&功能要求失效模式失效结果重E失效原因与机理度CCurrent ControlCurrent Control检ePRecommended 完成日期SO D R Process Descpription Potential Potential度V别Potential 数CPreventionDetection度tNAction(s)Res.&Tar.采取的措施e c e P &Process PurposeFailure ModeEffect(s) of Failure Cause(s) of Failure Completion DateAction TakenvctN有限公司工 程 潜 在 的 失 效 模 式 与 效 果 分 析C LASS 风险优先率FMEA date 日期(编制):PCB crack/scratch function error 7miss operating 21.training operator 100% visual check 4None PCB 断裂/ 划伤功能不良操作失误1.培训作业员100%目视检查3无2.jig for avoiding missing 2.防呆治具incoming part NG 2PCB cosmetic check incoming inspection 2None 来料不良PCB 板外观检查受入检查3无100% check fuction repeatedly 后段多层工位100%进行功能测试forget to stick heatNG assembly 7miss operating 21.manage by quantity 100% visual check by hisself 4None sink sheet to PCB 错误装配4操作错误1 数量管理100%目视自检8无漏贴散热胶布至PCB2.process sheet 2.作业指导书ESD destroy electrical function7operator not wearing 2use ESD cleaner to get rid of ESD1.daily check before line start 2None ESD 破坏failuredESD band使用离子风机消除静电1.每天开始生产前检查4无电器性能破坏作业员没有佩带静电带 2.check ESD of operating areas 2.作业区域静电检查space between panel fixing NG 3block of fixing jig shifted 2 1.check this item when monthly 1 visual check by hisself after 3None bottom and chassis 组装不到位面板底盖定位块的位置发生偏移maintenanceassemble 7无is too big when 1.治工具月度维护时重点检查此项目1 组装后自检assembly2 next station check 组装时面板底盖与五金支架 2 后工位检查之间间隙过大screw of jig loosed NG assembly 3the screw is used to fix the 21.check this item when monthly 1 visual check by hisself after 3None 治具螺丝松动错误装配pillar of cylinder and pillar maintenanceassemble 7无of press,it's easy to become 1.治工具月度维护时重点检查此项目1 组装后自检loose when using2 next station check 该螺丝用于连接汽缸杆与受力杆, 2 后工位检查使用中易松动post beside sheet leather NG assembly 3this item is not treated as2None 1.IQC added this item to inspection 4None plate of bottom panel 错误装配important item when inspection 无process sheet无is anamorphicIQC 检查时未将此项列入重点检查 1.IQC 将此项列入受入检查的重点检查项目面板底盖贴附碟仓绒布处项目2.100% visual inspection 支柱变形2.100%目视检查螺丝刀碰伤主基板回路功能不良(AM 无反应)7治具上有多余的孔,作业员锁螺丝时打错位置,将主基板上的回路钻断2治具上的螺丝孔位有标识100% function check 100% 功能检查4治具改造,将治具上多余的孔位去除生技日期:2007/08/07完成100% check fuction repeatedly 后段多层工位100%进行功能测试56181824562828563Co.,Ltd.(PROCESS FMEA)Item 项目名称:Page no.页码:共19页Model Year/Vehicle:Responsibility责任部门:Prepared by 制作:Core Team 核心小组:Key Date 关键日期:过程项目潜在的潜在的严S级潜在的频O现行制程预防控制现行制程侦测措施难DR建议的措施责任与目标效果确认Action Results&功能要求失效模式失效结果重E失效原因与机理度CCurrent ControlCurrent Control检eP Recommended 完成日期SO D R Process Descpription Potential Potential度V别Potential 数CPreventionDetection度tNAction(s)Res.&Tar.采取的措施e c e P &Process Purpose Failure ModeEffect(s) of FailureCause(s) of Failure Completion DateAction TakenvctN有限公司工 程 潜 在 的 失 效 模 式 与 效 果 分 析CLASS风险优先率FMEA date 日期(编制):1 shock top cover by operator's mistake and make distortion of CD module1 作业动作过失磨擦上盖导致机芯变形4can not superpose CD module in check process 检测过程中不能叠放1 100% function check2 100% visual check 1 100% 功能检查2 100% 目视检查23None 无2 Test CD dirty 2 碟片赃污4check and maintain Test CD before operation作业员作业前先进行光盘点检function check 功能检查23None 无CD module'axes lock CD 机芯前轴卡住CD 碟function errer(CD is not workable and feedback)功能不良(无法读碟)87shock parts and make distortion of CD module 部品碰撞变形4check appearance 检查确认外观100% function check 功能检查23None 无oversight on inspection 漏检NG parts released to product line,result inproduction function fail as can't workable or instability不良品流到生产线,87parts put into next station without inspection because of miss operating of operator作业员失误,部件没有检查就流到下个工位2dispart the checked parts andwithout check parts检查过和未检查的部品分开放置if parts have checked ,will make a mark on it在已经检查过的部品上打点确认100% fuction check后续功能测试工位100%检查100% visual check on parts using station在部件的使用工位100%检验有无该标识3none 无NG parts released to 6 1 miss operating 2qualification training on 4None product line41 作业员失误,inspection 3无错误或不良品流到生产线,检查员资格培训22 tester failure 23None 2 测定器失效4无not fix FFC steady function error8miss operating 21.make jig to insert FFC 3None 功能不良(FR,RR 声道无输出)7作业员过失1.制做FFC 排线插入治具6无insert FFC flatly function error7miss operating 21.training operator 100% visual check 4None FFC 未水平插入功能不良作业员过失1.培训作业员100%目视检查并打点确认6无2.process sheet 2.作业指导书治具排线端子与机芯接触不良产品误判(按出碟键无反应)7治具上的FFC 排线多次使用后磨损,造成与机芯接触不良2将FFC 排线列为易损件,每月进行更换fuction check后续工位功能检查3治具改造,在治具上追加FFC 排线快速夹子生技日期: 2007/06/18完成1.training operator 9.insert FFC&SCD module spring of mecha fall off function error 7miss operating 2 1.培训作业员100% visual inspection 4None preparation&bracket screwing 机芯弹簧脱落功能不良操作错误100%目视检查3无(ST: A-02)fuction check 9.FFC 排线插入&机芯准备&后续工位功能检查 机芯支架打螺丝incoming part NG 2None incoming inspection 2None 来料不良无受入检查无100% fuction check 后续工位功能检查ESD destroy electrical function8Operator not wearing 2use ESD cleaner to get rid of ESD2None ESD 破坏failured7ESD band使用离子风机消除静电4无电器性能破坏作业员没有佩带静电带作业前检查静电screw loose/tighten rattle noise heard when 6screw driver torque too small 2use torque meter to control check torque daily and when 4None 螺丝松动/过紧shaking due to loose 4螺丝刀扭力过小torquemodel changed无松动,摇晃时有杂音用扭力计控制扭力每天或换机种时检查扭力2.add correct method to carry CD module process sheet2.作业指导书追加机芯的正确握取方法2.add the correct method of insertting FFC into process sheet2.在作业指导书内追加FFC 排线的正确插入方法1.100% visual inspection after FFC was inserted, and add mark on FFC cable,1.FFC 插入后100%目视检查,检查ok 后在FFC 排线上打点做标识,2 check mark 100% next station 2 后工位在100%目测检查标识56100% fuction check后续功能测试工位100%检查check ESD of operating areas befor line start646464485664test CD can not insert into SCD module CD 机芯不入碟function errer 功能不良874828FFC 未固定(没有扣上 固定FFC 排线的固定扣)8. inspect SCD module (ST:PT-02)8. CD 机芯部件的检查overview NG 未检出不良325636emendation on equipments yearly 仪器校正每年一次equipments maintain monthly 设备的月度保养check equipments at the begin of work 始业点检64Co.,Ltd.(PROCESS FMEA)Item 项目名称:Page no.页码:共19页Model Year/Vehicle:Responsibility责任部门:Prepared by 制作:Core Team 核心小组:Key Date 关键日期:过程项目潜在的潜在的严S级潜在的频O现行制程预防控制现行制程侦测措施难DR 建议的措施责任与目标效果确认Action Results&功能要求失效模式失效结果重E失效原因与机理度CCurrent ControlCurrent Control检eP Recommended 完成日期SO D R Process Descpription Potential Potential度V别Potential 数CPreventionDetection度tNAction(s)Res.&Tar.采取的措施e c e P &Process PurposeFailure ModeEffect(s) of Failure Cause(s) of Failure Completion DateAction TakenvctN有限公司工 程 潜 在 的 失 效 模 式 与 效 果 分 析C LASS风险优先率FMEA date 日期(编制):slide occurred due to6screw driver torque too big 2use torque meter to control check torque daily and when 4None tighten 4螺丝刀扭力过大torquemodel changed无过紧,滑牙用扭力计控制扭力每天或换机种时检查扭力can not fix screw to fixing NG 7torque is to small(5±2kgf)3increase torque to 6.75±1.25 1.check torque daily and when 2None bracket组装不到位4螺丝刀设定力矩规格过小kgf base on technical spc and model changed3无机芯防尘支架螺丝打不进test result,and revised CP and 1.每天或换机种时检查扭力process sheet2.operator confirms screwing well 根据设计规格和实际打螺丝测试结after fixing结果,将力矩调至.75±1.25 kgf,并 2.作业员组装完毕后100%目视检查螺丝修订控制计划和作业指导书打入良好10. bracket-m screwing &fix螺丝松动/过紧shaking due to loose 6螺丝刀扭力过小torquemodel changed4None shield case&fix FFC holder&松动,摇晃时有杂音4用扭力计控制扭力每天或换机种时检查扭力无stick cushion dustproof (ST: A-03)slide occurred due to 6screw driver torque too big2use torque meter to control check torque daily and when 4None 10.机芯支架打螺丝&防护盖组装&tighten 4螺丝刀扭力过大torquemodel changed无FFC 支架组装&防尘胶布贴附过紧,滑牙用扭力计控制扭力每天或换机种时检查扭力ESD destroyelectrical function 8operator not wearing 2use ESD cleaner to get rid of ESD1.daily check before line start 2None ESD 破坏failured7ESD band使用离子风机消除静电1.每天开始生产前检查4无电器性能破坏作业员没有佩带静电带 2.check ESD of operating areas 2.作业环境静电检查forget to fix FFC holder NG assembly 7miss operating 2 1.training operator 100% visual double check 4None FFC 支架漏装错误装配4操作错误1.培训作业员100%双重目视检查7无2.process sheet2.作业指导书forget to stick cushion NG assembly 7miss operating 2 1.training operator 100% visual check 4None dustproof to bracket错误装配4操作错误1.培训作业员100%目视检查8无漏贴防尘胶布至机芯支架2.process sheet 2.作业指导书not combine two ofNG assembly 7miss operating21.training operator 100% visual check 4None dustproof completely 错误装配4操作错误,操作后未做压紧动作1.培训作业员100%目视检查8无防尘胶布接合处不紧密 2.process sheet update2.修改作业指导书(追加NG 和OK 品FFC fixing NG function error 7miss operating 2None 4None 排线组装不到位功能不良操作错误无2无not fix FFC steady function error 7miss operating 2 1.training operator 4None FFC 未固定功能不良操作错误1.培训作业员6无2.process sheet2.作业指导书check by fixture 用治具检查FFC holderNG fixing 7miss operating 21.培训作业员100%目视检查4None 排线未放入排线支架错误装配4操作错误2.process sheet 8无2.作业指导书3 using fixture3 应用治具进行固定sheet which is used tofunction error8miss operating2training operator 100% visual inspection 4none connect FFC and main PCB 功能不良(机芯不动作)7操作错误,操作后未做压紧动作培训作业员100%目视检查8无is not sticked firmly add this item as notice point FFC 与基板连接胶布未贴紧into process sheet将此项目作为作业注意点追加至作业指导书100% double visual check and make a mark on ok product双重目视检查和打点确认check by fixture 用治具检查100% double visual check and make a mark on ok product双重目视检查和打点确认4256485648325664565656255Co.,Ltd.(PROCESS FMEA)Item 项目名称:Page no.页码:共19页Model Year/Vehicle:Responsibility责任部门:Prepared by 制作:Core Team 核心小组:Key Date 关键日期:过程项目潜在的潜在的严S级潜在的频O现行制程预防控制现行制程侦测措施难DR 建议的措施责任与目标效果确认Action Results&功能要求失效模式失效结果重E失效原因与机理度CCurrent ControlCurrent Control检eP Recommended 完成日期SO D R Process Descpription Potential Potential度V别Potential 数CPreventionDetection度tNAction(s)Res.&Tar.采取的措施e c e P &Process PurposeFailure ModeEffect(s) of Failure Cause(s) of Failure Completion DateAction TakenvctN有限公司工 程 潜 在 的 失 效 模 式 与 效 果 分 析C LASS风险优先率 FMEA date 日期(编制):11. fix assy module to chassisESD destroy electrical function8operator not wearing 2use ESD cleaner to get rid of ESD1.daily check before line start 2None &heat sink preparation ESD 破坏failured7ESD band使用离子风机消除静电1.每天开始生产前检查4无11.机芯模块组装至底盖&电器性能破坏作业员没有佩带静电带 2.operation condition ESD check 散热板准备 2.作业环境静电检查(ST:A-04)screw loose/tighten rattle noise heard when 6screw driver torque too small 2use torque meter to control check torque daily and when 4None 螺丝松动/过紧shaking due to loose 4螺丝刀扭力过小torquemodel changed无松动,摇晃时有杂音用扭力计控制扭力每天或换机种时检查扭力slide occurred due to 6screw driver torque too big 2use torque meter to control check torque daily and when 4None tighten 4螺丝刀扭力过大torquemodel changed无过紧,滑牙用扭力计控制扭力每天或换机种时检查扭力12.panel rear & heat sink screw loose/tighten rattle noise heard when 6screw driver torque too small 2use torque meter to control check torque daily and when 4None screwing 螺丝松动/过紧shaking due to loose 4螺丝刀扭力过小torquemodel changed无12.后盖&散热板打螺丝松动,摇晃时有杂音用扭力计控制扭力每天或换机种时检查扭力(ST:A-05)slide occurred due to 6screw driver torque too big 2use torque meter to control check torque daily and when 4Nonetighten 4螺丝刀扭力过大torquemodel changed无过紧,滑牙用扭力计控制扭力每天或换机种时检查扭力skid of screw 螺丝打滑rattle noise heard when shaking due to loose机台摇晃时有杂音,螺丝不紧易掉落641 oprator isn't upright to lock screw1 作业员没有垂直打螺丝2 strength of screw is 8.0+-1kgf.cm which is excess2 螺丝刀扭力8.0+-1kgf.cm 规格过大21 use torque meter to control torque1 用扭力计控制扭力2 defind the method of using screwdriver2 电动螺丝刀使用方法定义3 defind the strength of screw detail as 5±1kgf.cm 3 重新定义螺丝扭力为:5±1kgf.cm1 voice/cosmetic station 100% check 1 外观工位100%异音/目视检查47None 无48484848324856Co.,Ltd.(PROCESS FMEA)Item 项目名称:Page no.页码:共19页Model Year/Vehicle:Responsibility责任部门:Prepared by 制作:Core Team 核心小组:Key Date 关键日期:过程项目潜在的潜在的严S级潜在的频O现行制程预防控制现行制程侦测措施难DR 建议的措施责任与目标效果确认Action Results&功能要求失效模式失效结果重E失效原因与机理度CCurrent ControlCurrent Control检eP Recommended 完成日期SO D R Process Descpription PotentialPotential度V别Potential数CPreventionDetection度tNAction(s)Res.&Tar.采取的措施e c e P &Process Purpose Failure ModeEffect(s) of FailureCause(s) of Failure Completion DateAction TakenvctN有限公司工 程 潜 在 的 失 效 模 式 与 效 果 分 析C LASS风险优先率FMEA date 日期(编制):13.panel top screwing and screw loose/tighten rattle noise heard when 6screw driver torque too small 2use torque meter to control check torque daily and when 4None labeling&Visual Inspection 螺丝松动/过紧shaking due to loose 4螺丝刀扭力过小torquemodel changed无13.上盖打螺丝&贴标签&外观检查松动,摇晃时有杂音用扭力计控制扭力每天或换机种时检查扭力(ST:A-06)slide occurred due to 6screw driver torque too big 2use torque meter to control check torque daily and when 4None tighten4螺丝刀扭力过大torquemodel changed无过紧,滑牙用扭力计控制扭力每天或换机种时检查扭力assembly NG NG fixing 7miss operating 2operate by fixture 100% visual check 4None 组装不到位错误装配4操作错误用治具按压100%目视检查8无pressure not enough2use cylinder jig 100% visual check 4None 压力不够用气缸治具100%目视检查8无forget to stick label poor appearance 6operator carelessness 2training operator 100% double visual check 4None 标签漏贴外观不良4操作员过失培训作业员100%双重目视检查7无rear screw of cd-ch looseparts fall off 7incoming parts NG 2none 100% double visual check 2None 机芯尾部螺丝松动部品脱落来料不良无100%多重目视检查7无screw high-up poor appearance 6operator oversight 2none 100% double visual check 4None 螺丝未完全打入外观不良4作业员漏检无100%多重目视检查5无FA02工位100%进行螺丝紧固确认14. SPRING CLEAN less than clean time corrode plastic knob 6operating NG 2none use timer to control clear time 2None 14.弹簧片清洗(2 minutes)腐蚀塑胶旋钮作业不良无用计时器控制清洗时间无(ST-S1)少于清洗规定时间(2分钟)PCB's surface scrapePCB 表面划伤function error基板功能不良7PCB scrape by hardness in process作业过程中硬物刮伤2forbid operator wear ring or other hardness作业员禁止带戒指等硬物作业function double check 后续工位功能检查3ESD destroy electrical function 7operator not wearing 2use ESD cleaner to get rid of ESD1.daily check before line start 2NoneESD 破坏failuredESD band使用离子风机消除静电1.每天开始生产前检查无电器性能破坏作业员没有佩带静电带2.check ESD of operating areas 2.作业区域静电检查oversight on inspection 漏检NG parts released to product line,result inproduction function fail as can't workable or instability不良品流到生产线,造成产品功能不良84parts put into next station without inspection because of miss operating of operator作业员失误,部件没有检查就流到下个工位2dispart the checked parts and without check parts检查过和未检查的部品分开放置if parts have checked ,will make a mark on it在已经检查过的部品上打点确认100% fuction check后续功能测试工位100%检查100% visual check on parts using station在部件的使用工位100%检验有无该标识43none 无NG parts released to 6 1 miss operating 2qualification training on 4None product line41 操作失误inspection 3无错误或不良品流到生产线,检查员资格培训2 tester failure 23None 2 测定器失效4无开关基板按键损坏功能不良(FM 按键无反应)7进行按键检查时用力太大将基板上的FM 按键压坏2无100% fuction check后续功能测试工位100%检查4SW 检查治具改造,采用机械按压测试代替人手直接按压按键测试生技完成日期:2007/08/31进行中stick to wrong location assembly NG 7miss operating 2sample control 100% double visual check 4None 贴附位置不正确错误装配4操作错误样品管理100%多重目视检查7无forget to stick cushion Poor appearance 6miss operating 2 1.sample control 100% double visual check 4None 胶布漏贴外观不良4作业员疏忽1.样品管理100%多重目视检查7无2.qty control 2.数量管理screw loose button ineffective 7screw driver torque too small 2use torque meter to control check torque daily and when 4None 螺丝松动按键无效螺丝刀扭力过小torquemodel changed无用扭力计控制扭力每天或换机种时检查扭力screw missing button rattle noise heard 6miss operating 3indicate screwing order on bezel use screw counter to control 3None 漏打螺丝按键的晃动声操作错误screwing jig螺丝计数器数量管理2无在前咀治具上注明打螺丝的顺序486448100% fuction check后续功能测试工位100%检查565648283648422415. inspect SW-BD (ST-PT03)15. SW-基板部件检验5654overview NG未检出不良(引脚连锡,电子元件损坏)check equipments at the begin of work 始业点检4828564856emendation on equipments yearly仪器校正每年一次equipments maintain monthly 设备的月度保养6Co.,Ltd.(PROCESS FMEA)Item 项目名称:Page no.页码:共19页Model Year/Vehicle:Responsibility 责任部门:Prepared by 制作:Core Team 核心小组:Key Date 关键日期:过程项目潜在的潜在的严S级潜在的频O现行制程预防控制现行制程侦测措施难DR建议的措施责任与目标效果确认Action Results &功能要求失效模式失效结果重E失效原因与机理度CCurrent ControlCurrent Control检ePRecommended 完成日期S O D R Process Descpription Potential Potential度V别Potential 数CPreventionDetection度tNAction(s)Res.&Tar.采取的措施e c e P &Process Purpose Failure ModeEffect(s) of Failure Cause(s) of Failure Completion DateAction TakenvctN有限公司工 程 潜 在 的 失 效 模 式 与 效 果 分 析C L A S S风险优先率 FMEA date 日期(编制):16.HARMAL&SHEET FIXING stick to wrong location button function failured 7miss operating 2jig with hole openned to avoid 100% visual check 4None 16.润滑及胶布贴附涂油位置错误按键性能不良操作错误missing100%目视检查8无(ST-B1)防呆治具以预防stick to wrong location assembly NG 7miss operating 2sample control 100% visual check 4None 贴附位置不正确错误装配4操作错误样品管理100%目视检查8无sheet leakage poor appearance 6operator carelessness 2 1.sample control 100% visual check 4None 胶布漏贴外观不良4作业员疏忽1.样品管理100%目视检查8无2.qty control 2.数量管理17.BEZEL ASSY-1bezel scratch poor appearance 6handling carelessly 2use plastic cover to protect 100% double visual check 4None (SCREWING PROCESS)前咀有擦伤外观不良4不小心掉落 用塑料盖保护前咀100%双重目视检查7无17.开关基板打螺丝(ST-B2)screw drops into bezel foreign material 6handling carelessly 2fix cover used to cover unit 100% rattle noise check at 4assy during screwing (rattle noise)4during screwing on screwing jigFPA station 3None 打螺丝时,螺丝掉进前咀有异物(卡嗒声)打螺丝时过失操作在螺丝治具上安装防护盖FPA 工程100%检查无screw loose button ineffective 7screw driver torque too small 2use torque meter to control check torque daily and when 4None 螺丝松动按键无效螺丝刀扭力过小torquemodel changed无用扭力计控制扭力每天或换机种时检查扭力screw missing button rattle noise heard 6miss operating 3indicate screwing order on bezel use screw counter to control 3None 漏打螺丝按键的晃动声4操作错误screwing jig螺丝计数器数量管理2无在前咀治具上注明打螺丝的顺序ESD destroy electrical function8operator not wearing 2use ESD cleaner to get rid of ESD1.daily check before line start 2None ESD 破坏failures 7ESD band使用离子风机消除静电1.每天开始生产前检查4无电器性能破坏作业员没有佩带静电带2.check ESD of operating areas 2.作业区域静电检查SW PCB scratch NG product accured 7incoming part NG 2None 1 100% function double check 4None 开关基板划伤功能不良来料不良无1 后续工位多重100%功能检查3无screwing hole for avoiding 1improve screwing hole of jig 1 100% function double check 4None missing too big打螺丝治具的螺丝孔的改善 1 后续工位多重100%功能检查3无打螺丝治具的防呆孔偏大SW PCB crack VOL button not response 821 100% function check 4开关基板断裂音量旋钮无反应71 后续工位100%功能检查34856484854563228SW BD and bezel poorassemble, extrusion happening when lock screw result in the crack of SW BD开关基板于面板没有完成组合,开关基板上的螺丝孔位和面板上的螺丝孔位没有对准,打螺丝时挤压造成开关基板断裂None 无6456561 add this item as important in into process sheet1 在作业指导书追加该动作none2 add press action after assemble SW-BD and panel2 在开关基板和面板组合后确认是否对准35。
PFMEA失效模式与效应分析
PFMEA失效模式与效应分析PFMEA (Process Failure Mode and Effects Analysis) 是一种系统化的方法,旨在识别和评估过程中的失效模式和效应,以及实施预防措施以消除或减轻其影响。
它是一种以预防为导向的质量管理工具,可以减少产品和过程的风险,并提高生产效率。
在本文中,我们将详细介绍PFMEA 的概念、步骤和应用。
1.选择需要进行PFMEA的过程:选择一个关键的、影响重要产品质量的生产过程进行分析。
2.确定过程流程:绘制出该过程的流程图,以全面了解该过程的每个步骤和环节。
3.确定潜在失效模式:通过对每个步骤进行讨论和分析,确定可能出现的失效模式和失效效应。
4.确定失效原因:确定每个失效模式的潜在原因,例如原材料质量不合格、操作不当或设备故障等。
5.评估失效的严重程度:对每个失效效应进行评估,根据其对产品质量和客户满意度的影响,确定失效的严重程度。
6.评估失效的可能性:对每个失效原因进行评估,确定其发生的可能性。
这可以通过过去的经验、数据分析和专家意见来判断。
7.评估当前预防控制措施:评估当前过程中已采取的预防控制措施和探测控制措施的有效性和可靠性。
8.确定潜在预防措施:根据失效的严重程度和可能性,确定实施新的预防措施或改进现有控制措施的关键点。
9.优先级排序和实施措施:根据失效的严重程度、可能性和控制可靠性,对预防措施进行优先级排序,并制定实施计划。
10.跟踪和监测措施的实施效果:实施预防措施后,跟踪和监测结果,确保措施的有效性和可持续性。
1.产品设计阶段:在产品设计和开发阶段使用PFMEA可以识别潜在的设计缺陷,提前采取措施来确保产品质量和可靠性。
2.工艺优化和改进:通过对生产过程进行PFMEA,可以发现可改进的环节和潜在的问题,从而优化生产效率和质量。
3.新生产线的引入:在引入新的生产线或设备时,使用PFMEA可以帮助识别潜在的问题和风险,确保新工艺的稳定性和可靠性。
PFMEA过程失效模式及后果分析
第 1 页,共 6 页
3 按照工艺文件作业;
IPQC检查,紧急通知客户 维修与更换;
IPQC自检
风
措施执行结果
探 测 度 (D )
险 顺 序 数 R. P.
建 议 措 施
责任和 采 目标完 取 成日期 的
措 施
严 重 度 (S)
频 度 (O )
探测 度 (D)
风险 顺 序数 R.P.N
2 36
3 36 3 36
领料
要
1
求:物料编码要一 领料与发料单 致,标示数量与物 不一致
延误产品交货 期
4
料数量一样
2
发料 要求: 对应发料单发料
物料编码与发 料单不一致
影响产品质量
6
C1上料 要
3 求:按上料规范操 上料元件错误 影响产品质量 6
作
连锡、少锡、 虚焊
功能失效
8
C1印刷锡膏
4 要求:印刷品质要 锡膏粘度不够 印刷不良
钢网变形
印刷不良
7
使用前未点检
1.接插件未防护; 2.作业操作失误;
1.摆放不按要求 2.重叠
1.上料位置错误 2.物料错误 1.丝印机参数(刮刀压力,移动速 度)设定问题,脱模/印刷速度太 快; 2,钢网堵塞,不清洁; 3,刮刀不清洁或者变形; 符合粘度标准(180-220pa/s)
1、印刷压力过大 2、钢网使用寿命过长
炉温设定错误
板未放到位 1、板与板叠放产生撞件 2、取放板时板跌落地面引起 3、PCB摆放错误 现场管理不到位 1、现场“5S”未做好 2.物品未标示 未执行工艺要求。 不良位置没有标识。
现场管理不到位 修理技术欠孰练 不按作业规范操作
五金加工PFMEA潜在失效模式及分析
五金加工PFMEA潜在失效模式及分析在五金加工过程中,可能存在以下潜在失效模式:1.尺寸不符合要求:五金产品的尺寸可能与设计要求不符,导致产品无法正常使用。
这可能是由于加工过程中的尺寸测量不准确、机器故障或人工操作不当导致。
2.表面质量不良:加工后的五金产品表面可能存在划痕、凹陷、氧化等质量问题,影响产品的美观度和耐用性。
这可能是由于加工过程中的磨削不当、清洗不充分或涂装不均匀等原因导致。
3.机械性能不符合要求:五金产品的机械性能可能与设计要求不符,无法达到所需的强度、硬度或韧性等要求。
这可能是由于材料选择不合适、热处理不当或加工参数设置错误等原因导致。
4.几何形状不符合要求:五金产品的几何形状可能与设计要求不符,导致产品不能与其他零件组装或使用。
这可能是由于加工过程中的定位不准确、切割不规范或冲压问题导致。
5.组装困难或不合适:五金产品的组件在组装过程中可能出现困难或不合适,导致组装完成的产品不能正常工作。
这可能是由于设计不可靠、零件配合不合理或组装操作失误等原因导致。
对于以上这些潜在失效模式,可以进行以下分析和评估:1.风险评估:根据潜在失效模式的重要性和概率等指标,对潜在失效模式进行风险评估。
重要性可以根据产品的功能要求和对用户的影响程度来评估,概率可以根据过程的稳定性和操作人员的技能水平来评估。
2.具体失效模式分析:对每个潜在失效模式进行具体的分析,确定导致失效的主要原因和可能的影响。
例如,对于尺寸不符合要求的失效模式,可以分析加工过程中尺寸测量的准确性和机器设备的可靠性等因素。
3.排序和优先级确定:根据风险评估结果对潜在失效模式进行排序,并确定优先解决的失效模式。
将重要性和概率较高的失效模式作为优先处理对象,以确保产品的质量。
4.风险控制措施制定:对于每个潜在失效模式,制定相应的风险控制措施。
例如,对于表面质量不良的失效模式,可以加强加工过程中的磨削和清洗操作,确保产品表面的质量。
5.控制计划编制:根据潜在失效模式和风险控制措施,编制相应的控制计划。
PFMEA制程潜在失效模式及后果分析

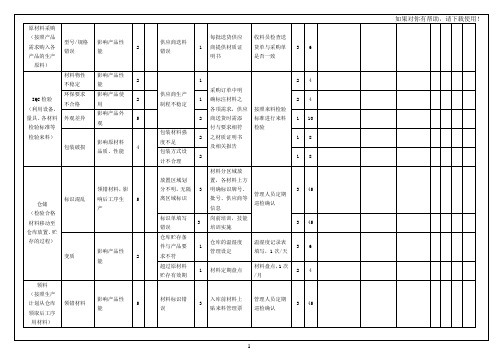
分析项目名称:D型胶塞产品编号:203002 制作部门:技术部PFMEA编号:PFMEA203002-01核心小组成员:钟道平、管巧智、丁佩文、朱华星、刘照伦、罗熠、鲜其辉、安斌强、江功志功能要求潜在失效模式潜在失效后果严重度S级别潜在失效原因/机理频度O现行控制措施现行控制探测探测度DRPN需要采取预防措施责任人及目标完成日期措施结果采取措施S O DRPN原材料采购(按照产品需求购入各产品的生产原料)型号/规格错误影响产品性能2供应商送料错误1每批送货供应商提供材质证明书收料员检查送货单与采购单是否一致3 6IQC检验(利用设备,量具、各材料检验标准等检验来料)材料物性不稳定影响产品性能2供应商生产制程不稳定1采购订单中明确标注材料之各项需求,供应商送货时需添付与要求相符之材质证明书及相关报告按照来料检验标准进行来料检验2 4 环保要求不合格影响产品使用2 1 2 4 外观差异影响产品外观5 2 1 10 包装破损影响原材料品质、性能4包装材料强度不足2 1 8包装方式设计不合理2 1 8仓储(检验合格材料移动至仓库放置、贮存的过程)标识混乱领错材料,影响后工序生产5放置区域划分不明,无隔离区域标识3材料分区域放置,各材料上方明确标识牌号、批号、供应商等信息管理人员定期巡检确认3 45标识单填写错误3岗前培训,技能培训实施3 45分析项目名称:D型胶塞产品编号:203002 制作部门:技术部PFMEA编号:PFMEA203002-01核心小组成员:钟道平、管巧智、丁佩文、朱华星、刘照伦、罗熠、鲜其辉、安斌强、江功志功能要求潜在失效模式潜在失效后果严重度S级别潜在失效原因/机理频度O现行控制措施现行控制探测探测度DRPN需要采取预防措施责任人及目标完成日期措施结果采取措施S O DRPN 变质影响产品性能2仓库贮存条件与产品要求不符1仓库的温湿度管理设定温湿度记录表填写,1次/天3 6超过原材料贮存有效期1 材料定期盘点材料盘点,1次/月2 4领料(按照生产计划从仓库领取后工序用材料)领错材料影响产品性能5材料标识错误3入库前材料上贴来料管理票管理人员定期巡检确认3 45配料(将领取材料按一定配方比例称重、分类的过程)配料时各组分比例错误影响产品性能5称量器具失准2量具的定期点检定期点检:1次/天,定期校正:1次/半年3 30员工配错重量3员工岗前培训,技能培训实施管理人员监控实施3 45炼胶(将配好粉状材料通过设备,工艺转化为一定尺寸的块状体)色差影响产品外观3材料配比错误3按照《配方表》作业每批次对比标准样板2 18材料混合不均匀3按照《混炼操作工艺卡》作业2 18 硬度不稳定影响产品性能5材料配比错误3按照《配方表》作业每批次进行硬度测试2 30分析项目名称:D型胶塞产品编号:203002 制作部门:技术部PFMEA编号:PFMEA203002-01核心小组成员:钟道平、管巧智、丁佩文、朱华星、刘照伦、罗熠、鲜其辉、安斌强、江功志功能要求潜在失效模式潜在失效后果严重度S级别潜在失效原因/机理频度O现行控制措施现行控制探测探测度DRPN需要采取预防措施责任人及目标完成日期措施结果采取措施S O DRPN 胶料存放时间过长硫化成型不良增加4放置时间记录错误3员工岗前培训,技能培训实施管理人员监控实施3 36分散不均影响产品性能5搅拌时间不足或薄通次数不够3按照.《混炼操作工艺卡》作业每批次按快检标准检测3 45裁切(通过设备,在一定的工艺参数条件下转化为各规格的胶条)长、宽、厚度不符合要求影响硫化成型生产3裁切刻度未调试精准2按照胶料裁切标准作业按照裁切标准QC检验记录2 12硫化成型(将备好的胶料,通过设备、摸具,在一定的工艺参数条件下转化为各形状的产品)尺寸不合格影响产品装配使用5成型压力、温度过高或不足3按照《成型操作工艺卡》工艺参数生产1.QC首件检验实施2.生产过程中自检实施3 45模具老化,模腔受损2生产前模具自检生产前模具自检3 30材料收缩率不稳定3收缩率检测/每手料收缩率检测/每手料3 45 外观缺陷影响产品外观5生产工艺条件设定错误3按照《成型操作工艺卡》工艺参数生产1.QC首件检验2.生产过程中自检实施2 30分析项目名称:D型胶塞产品编号:203002 制作部门:技术部PFMEA编号:PFMEA203002-01核心小组成员:钟道平、管巧智、丁佩文、朱华星、刘照伦、罗熠、鲜其辉、安斌强、江功志功能要求潜在失效模式潜在失效后果严重度S级别潜在失效原因/机理频度O现行控制措施现行控制探测探测度DRPN需要采取预防措施责任人及目标完成日期措施结果采取措施S O DRPN 生产操作不规范3岗前培训,技能培训实施管理人员监控实施2 30模具老化,模腔受损2生产前模具自检生产前模具自检2 20机器动作异常3机器设备的定期点检,保养及测评1.机器点检:1次/天2.QC定期监察机器设备点检、保养及维护记录2 30生产环境不符合要求产品有污染或交叉污染5非指定机器,场所生产21.生产计划指定FCM车间生产生产计划,管理人员监控实施3 30现场5S管理不足32.严格按照《GMP操作规范》实施2 30IPQC检验(利用量具,检验标准等误判导致不合格品流出4质量判定标准不明确31.按《QC工程表》作业2.签发标准生QC抽样检验 3 36分析项目名称:D型胶塞产品编号:203002 制作部门:技术部PFMEA编号:PFMEA203002-01核心小组成员:钟道平、管巧智、丁佩文、朱华星、刘照伦、罗熠、鲜其辉、安斌强、江功志功能要求潜在失效模式潜在失效后果严重度S级别潜在失效原因/机理频度O现行控制措施现行控制探测探测度DRPN需要采取预防措施责任人及目标完成日期措施结果采取措施S O DRPN检验产品)测量误差 3 产样板和限度样板参照比对3.检测设备的定期鉴定/校准/维护/保养4 48修边(将成型后产品飞边清理干净的过程)外观缺陷影响产品外观3冲切治具刀口损伤31.按《后加工作业指导书》作业2.岗前培训,技能培训实施3.参照标准样本自检QC,管理人员巡查指导2 18 漏修 2人为作业失误4 3 24二次硫化(通过设备,在一定工艺条件下烘烤产品的过程)硫化不足不能满足环保和食品安全要求。
PFMEA 螺丝 过程失效模式分析 参考

電 子 五 金 配 件 有 限 公 司Failure Mode and Effects Analysis
缺陷可能性和影响因素分析设计-FMEA 过程-FMEA
应得到有关图纸日期:部门和供应日期:厂的确认
修改日期:
项目 设计缺陷
风险特编号缺陷缺陷缺陷检验发生严重发现风险负责改进后的状况性指数
系统 工艺人员已落实
发生严重发现 工序
的措施
率
率
率
牙徑偏大牙板過舊牙徑偏大巡检首件檢驗
巡检首件檢驗與每次巡检首件檢驗與每次開機
1
牙紋斷層
操作工操作
影响螺絲外观與每次開機後
開機後检驗32PCS
巡檢
後检驗32PCS
不当
检驗32PCS
实施日期:06.11.22電鍍藥液濃度形響外觀與防分析藥液
每星期分析藥液並調整
不在范圍內
銹能力
糾正操作
工件名称:螺絲
FMEA 编号:FMEA-GG-CAR061121-001
推荐的改进措施姓名/部门/电话:
工件图号:90168-40038
30
32
1
2
54
電鍍組
6
4
性指数
4975率
13度
757
5率
1
形式
電鍍
搓牙
制表者:
可能的缺陷
每星期分析藥液並調
整,嚴格按作業書操
電鍍不良原因
后果
措施
電 子 五 金 配 件 有 限 公 司
Failure Mode and Effects Analysis
型号:T+A4X12/C18/C3AB
2
4電鍍組
475
3551電鍍電鍍不良。
PFMEA过程失效模式及后果分析

PFMEA过程失效模式及后果分析PFMEA(Process Failure Mode and Effects Analysis)是一种通过系统地识别和评估潜在的失效模式及其后果来预防产品和过程问题的方法。
它有助于组织在设计和开发阶段就发现并解决潜在的问题,从而提高产品质量和生产效率。
在这篇文章中,我们将重点讨论PFMEA过程中的失效模式及其后果分析。
失效模式是指导致产品或过程失效的特定原因或机制。
它可以是由于设计缺陷、材料问题、加工误差、操作失误等引起的。
失效模式常常以不同的方式出现,在不同的环境下可能会有不同的后果。
在进行PFMEA过程中,首先需要识别潜在的失效模式。
这可能涉及到对产品、过程和相关文档的仔细研究,以了解可能存在的问题。
接下来,需要对每个失效模式的影响进行评估,这也就是后果分析。
后果分析可以帮助确定失效对产品质量、生产效率和安全性等方面造成的影响,从而决定需要采取的预防措施。
在进行PFMEA过程失效模式及后果分析时,以下是一些常见的失效模式和其可能的后果:1.设计缺陷:-可能的后果:产品性能不达标、产品寿命缩短、安全隐患、产品被召回等-预防措施:加强设计评审、使用可靠的设计工具、进行模拟测试等2.材料问题:-可能的后果:产品强度不足、耐腐蚀性差、产品寿命缩短等-预防措施:严格选择、测试和审查材料供应商、加强入库检查等3.加工误差:-可能的后果:产品尺寸偏差、表面质量不良、装配困难等-预防措施:加强生产工艺控制、使用先进的制造设备、严格执行质量标准等4.操作失误:-可能的后果:生产过程中出现错误、设备损坏、人员伤亡等-预防措施:提供员工培训、实施作业规程、设立安全警示标志等除了上述提到的失效模式和后果,还有许多其他可能的情况需要被考虑和分析。
在进行PFMEA过程中,团队成员需要全面了解产品和过程,积极参与讨论和决策,以确保有效识别和评估潜在的问题。
此外,通过对失效模式及后果进行分析,团队还可以确定应对措施的优先级和实施计划。
五金产品pfmea过程潜在失效模式分析

FMEA编号Number:准备人Prepared By:过程潜在失效模式分析项目名称 Item: 过程责任部门Process Responsibility:车型年/车辆类关键日期Key Date:主要参加人Core Team: QA部QA Dept./模具部Tooling. Dept.; /工程部Eng.Dept.FMEA日期Data(编制(ori工FMEA编号Number:准备人Prepared By:过程潜在失效模式分析项目名称 Item: 过程责任部门Process Responsibility:车型年/车辆类关键日期Key Date:主要参加人Core Team: QA部QA Dept./模具部Tooling. Dept.; /工程部Eng.Dept.FMEA日期Data(编制(ori工FMEA编号Number:准备人Prepared By:过程潜在失效模式分析项目名称 Item: 过程责任部门Process Responsibility:车型年/车辆类关键日期Key Date:主要参加人Core Team: QA部QA Dept./模具部Tooling. Dept.; /工程部Eng.Dept.FMEA日期Data(编制(ori工FMEA编号Number:准备人Prepared By:过程潜在失效模式分析项目名称 Item: 过程责任部门Process Responsibility:车型年/车辆类关键日期Key Date:主要参加人Core Team: QA部QA Dept./模具部Tooling. Dept.; /工程部Eng.Dept.FMEA日期Data(编制(ori工FMEA编号Number:准备人Prepared By:过程潜在失效模式分析项目名称 Item: 过程责任部门Process Responsibility:车型年/车辆类关键日期Key Date:主要参加人Core Team: QA部QA Dept./模具部Tooling. Dept.; /工程部Eng.Dept.FMEA日期Data(编制(ori工FMEA编号Number:准备人Prepared By:过程潜在失效模式分析项目名称 Item: 过程责任部门Process Responsibility:车型年/车辆类关键日期Key Date:主要参加人Core Team: QA部QA Dept./模具部Tooling. Dept.; /工程部Eng.Dept.FMEA日期Data(编制(ori工FMEA编号Number:准备人Prepared By:过程潜在失效模式分析项目名称 Item: 过程责任部门Process Responsibility:车型年/车辆类关键日期Key Date:主要参加人Core Team: QA部QA Dept./模具部Tooling. Dept.; /工程部Eng.Dept.FMEA日期Data(编制(ori工FMEA编号Number:准备人Prepared By:过程潜在失效模式分析项目名称 Item: 过程责任部门Process Responsibility:车型年/车辆类关键日期Key Date:主要参加人Core Team: QA部QA Dept./模具部Tooling. Dept.; /工程部Eng.Dept.FMEA日期Data(编制(ori工FMEA编号Number:准备人Prepared By:过程潜在失效模式分析项目名称 Item: 过程责任部门Process Responsibility:车型年/车辆类关键日期Key Date:主要参加人Core Team: QA部QA Dept./模具部Tooling. Dept.; /工程部Eng.Dept.FMEA日期Data(编制(ori工FMEA编号Number:准备人Prepared By:过程潜在失效模式分析项目名称 Item: 过程责任部门Process Responsibility:车型年/车辆类关键日期Key Date:主要参加人Core Team: QA部QA Dept./模具部Tooling. Dept.; /工程部Eng.Dept.FMEA日期Data(编制(ori工页码Page:制(orig):(修订REV):页码Page:制(orig):(修订REV):页码Page:制(orig):(修订REV):页码Page:制(orig):(修订REV):页码Page:制(orig):(修订REV):页码Page:制(orig):(修订REV):页码Page:制(orig):(修订REV):页码Page:制(orig):(修订REV):页码Page:制(orig):(修订REV):页码Page:制(orig):(修订REV):。
PFMEA-制程潜在失效模式和影响分析
工序控制的型式 沒有檢測的辦法 間接或隨機的檢測 目視檢測 雙重的目視檢測 利用圖表方法.例如 SPC 等 工序後用量具/規測顯示問題 工序中/前已包括有檢測方法 分段式的檢測及驗証方法 自動停止錯誤裝置/機制 生產過程中已有防止失效方法
難檢度 10 9 8 7 6 5 4 3 2 1
23
24
FMEA表格
___ 次系統 __________________2
(PFMEA)
___ 零組件 __________________ 設計責任 ___________________________3
頁數 編制人
第 ______ 頁,共 ______ 頁 姓名 ______ 部門 ______ 職員編號 _________4__
后果 无警告的严重
效应 有警告的严重
效应 非常高
高 中等 低 非常低 轻微 非常轻微
无
评定准则:后果的严重度(对于制造/装配) 在没有警告的情况下,潜在失效模式可能危及操作者的安全。
在有警告的情况下,潜在失效模式可能危及操作者的安全。
可能导致产品全部(100%)作废或需要在维修部修理超过1小时 可能导致部份(少于100%)产品作废或需要在维修部修理0.5 – 1小时 可能导致部份(少于100%)产品作废或需要在维修部修理少于0.5小时 需要全部(100%)翻工或需要脱机但不需进入维修部修理 产品不用作废但一部份(少于100%)需要翻工 一部份(少于100%)产品需要在线但非原工位翻工 一部份(少于100%)产品需要在线及原工位翻工 无效应
1
PFMEA制程潜在失效模式和影响分析
2
PFMEA
• 制程(工序)FMEA是一种分析技术 • 制造工程师/小组将此技术用作分析潜在失效模式的原
PFMEA失败模态和效果分析

怎样才能做成一个好的FMEA ?
CFT构成
工程流程图 做成
FMEA 做成
PFMEA
FMEA 根据需要改订
关联部门专家
组员一起完善
CFT一起做成
组长初步做成
工程追加或减少时
工程流程变更时
内部重大的不适合事 项或外部重大的顾客 不良发生时
顾客要求变更时
制定有用的 Process Map的方法
• 6 阶段 : X‘s虽是以下的一个,但分类为以上:
– 可以控制 (C): 工程稼动中调节并可以控制的输入. ( Controllable ) • 例:速度、移送率、气温、压力..
– 标准作业步骤 (SOP): 常识性的事项. 因为这个符合道理, 因此要求经常做. ( Standard Operation Procedure ) 参考: 并非包括在步骤内便时常是标准作业步骤. 步骤经常用于记录清除可以控制的工程的每个因素的规定项目. • 例: 清扫、安全对策、部品装置、设置 ...
不足
润滑油供应不充分
资材规格设计不符 使用不正确的资材
PFMEA用语
• 失效(故障)类型:
•品质(Q) •安全(S) •生产(P)
PFMEA
PFMEA用语
PFMEA
PFMEA
PFMEA用语
• 严重度(失效影响的,从1到10的等级) :
– 有关对顾客带来影响的业.
– 噪音 (N): 无法控制或不想控制的(投入的费用太高或实施太困难的) • 例:周围温度, 作业者... ( Noise )
• 7 阶段 : 记录对每个输入和输出的所有作业规格. • 8 阶段 : 明确工程资料收集的所有位置.
PFMEA制程潜在失效模式及后果分析
3
手料
每手料
3 45
2
如果对你有帮助,请下载使用!
影响产品外
外观缺陷
5
观
生产环境
产品有污染
不符合要
5
或交叉污染
求
IPQC 检验 (利用量具,
误判 检验标准等 检验产品)
导致不合格 4
品流出
修边
外观缺陷
3
(将成型后
影响产品外
产品飞边清
观
理干净的过
漏修
2
程)
生产工艺条 件设定错误
按照《成型操作 1.QC 首件检验
在本工序生产自检或自动化检测(辅助设备)都可以发现不可能流出不良品
2
6
几乎肯定
问题一以出现就肯定可以立即发现
●RPN=S×O×D (RPN 等于 S 乘 O 乘 D 的乘积)
编制/工程师
审核/生产经理
通过防错(防呆)措施确保不能发生
审核/品质经理
审核/工程经理
如果对你有帮助,请下载使用! 1
核准/技术经理
7
原材料采购
(按照产品
型号/规格 影响产品性
需求购入各
2
错误
能
产品的生产
原料)
材料物性 影响产品性
2
不稳定
能
环保要求 影响产品使
IQC 检验
2
不合格
用
(利用设备,
影响产品外
量具、各材料 外观差异
5
观
检验标准等
检验来料)
影响原材料
包装破损
4
品质、性能
仓储 (检验合格 材料移动至 仓库放置、贮 存的过程)
3 45
Байду номын сангаас
PFMEA过程失效模式及后果分析报告

科技股份有限公司作业文件文件编号:XXXX-XXXX.XX 版号:A/0(PFMEA)过程失效模式及后果分析作业指导书批准:审核:编制:受控状态:分发号:2016年01月15日发布2016年01月15日实施过程潜在失效模式及后果分析作业指导书(PFMEA)XXXX-XXXX.XX1目的过程潜在失效模式及后果分析,简称PFMEA。
是一种信赖度分析的工具,可以描述为一组系统化的活动,是对确定产品/过程必须做哪些事情才能使顾客满意这一过程的补充。
其目的是:(a)并评价产品/过程中的潜在失效以及该失效的后果;(b)确定能够消除或减少潜在失效发生机会的措施;(c)将全部过程形成文件。
2 范围:适用于公司用于零组件的所有新产品/过程的样品试制和批量生产。
适用于过程设计的风险性及后果的分析;适用于过程重复,周期性永不间断的改进分析。
3 术语和定义:1)PFMEA:指Process Failure Mode and Effects Analysis(过程失效模式及后果分析)的英文简称。
由负责制造/装配的工程师/小组主要采用的一种分析技术,用以最大限度地保证各种潜在的失效模式及其相关的起因/机理已得到充分的考虑和论述。
2)失效:在规定条件下(环境、操作、时间),不能完成既定功能或产品参数值和不能维持在规定的上下限之间,以及在工作范围内导致零组件的破裂卡死等损坏现象。
3)严重度(S):指一给定失效模式最严重的影响后果的级别,是单一的PFMEA范围内的相对定级结果。
严重度数值的降低只有通过设计更改或重新设计才能够实现。
4)频度(O):指某一特定的起因/机理发生的可能发生,描述出现的可能性的级别数具有相对意义,但不是绝对的。
5)探测度(D):指在零部件离开制造工序或装配之前,利用第二种现行过程控制方法找出失效起因/机理过程缺陷或后序发生的失效模式的可能性的评价指标;或者用第三种过程控制方法找出后序发生的失效模式的可能性的评价指标。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
外观不良
每日上班前当机台
机冲压工对模具进行
保养点检,并记录于
《设备点检表》,制
程中生产对模具每半
小时使用风枪清理一
次,IPQC严格按每15
分钟抽验一次,打包
好的产品拆包进行检
测,一个栈板重工完
后对其再抽验检测一
次,检测结果确认
OK,在制程管制卡上
签章.
制造14.11.30
4
制程折弯工序下模间隙
中有废料残留,折弯成
型后产生压伤现象
4
对折弯模具进行清理
保养,折弯成型后半
成品安排专人查检外
观,判定合格后转入
下一工序.
3OK
冲压课对模具的定期
点检方案已执行,管
制卡管制方案已寻入
42
7铆合段漏铆铆钉客户无法组装PCB
216 48
6连续模段及折弯
段
表面压伤
2
354
铆合工位指定专门
人员作业.
制造14.11.30
6
铆合工段时作业员漏放
螺柱,清洗线自检不到
位.
3
将漏铆螺柱的不良
品挂于机台,并要求
作业员做好自检.
产品在第三道工序折弯
成型时,模具内定位块
卡死过于偏紧,产品刮
到模具内,以致产品拉
伤挤压出毛刺.
3
此异常现象通报于模
具课模具师,模具师
进行检讨确定将模具
内定位块使用模床磨
掉0.05MM.
OK
铆合工段已安排专人
作业
6
72
定义入子的更换时间
(每50万冲次更换一
次)
模具/制造
14.11.30
4
224
8折弯段折弯边有毛刺客户组装后毛刺脱落影
响功能
624
2
2
9清洗段切断面生锈影响外观及功能5 清洗线清洗产品直接套
袋,白电油未完全挥
发,残留产品表面,造
成生锈状况.
3
严格按SOP作业,以
及由当线组长督促擦
试人员对产品表面水
份擦试干.
OK
2
230
将清冼时间已列入
SOP中并对作业员进
行倡导,采用具有防
锈功能之冲压油
制造部14.11.20
按规定定期更换入子6
核准: 审核:
220 OK
清冼线作业员按SOP作
业,防锈冲压油已经
导入
5。