没药、醋没药生产工艺规程
007醋莪术(煮制)生产工艺规程
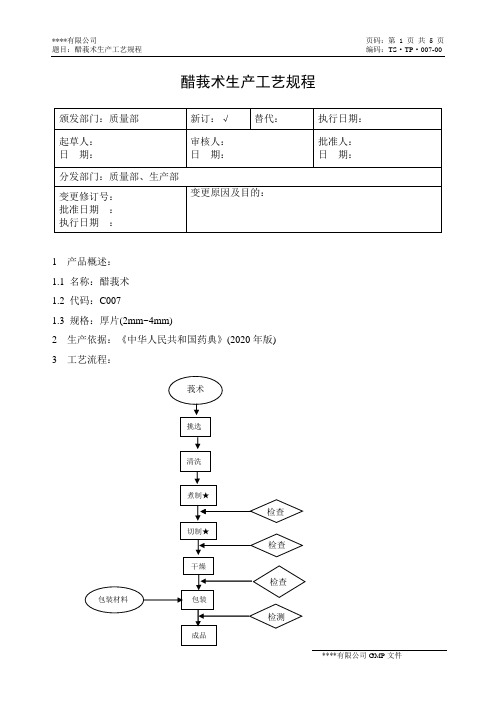
醋莪术生产工艺规程1 产品概述: 1.1 名称:醋莪术 1.2 代码:C0071.3 规格:厚片(2mm~4mm)2 生产依据:《中华人民共和国药典》(2020年版)3 工艺流程:注:★为关键工序4炮制工艺过程4.1 挑选:挑去莪术药材中的杂质、非药用部位及霉变品等。
药屑杂质不得过3.0%4.2 清洗:在洗药池里清洗附在药材上的泥土;洗净后装进物料框,沥干水。
4.3 醋煮:将清洗干净的莪术放入蒸煮锅中,加入食醋。
按WS·EM·001-00《ZYG-90中药蒸煮锅操作规程》操作,待食醋沸腾后开始计时,煮2~3小时,煮至透心,取出,稍凉。
每莪术100kg,用食醋20~30kg。
ZYG-90型中药蒸煮锅核定装载量:每锅煮制莪术不超过150kg。
4.3 切制:切厚片,片厚2~4mm。
4.3.1 将煮好的莪术药材,WS·EM·003-00《QWL-150型离心式切药机操作规程》操作。
将莪术切制成2mm~4mm的片,结束后将切制好的莪术,经QA检查合格后,及时转入干燥岗位进行干燥处理。
操作结束后,及时填写生产记录。
4.3.2 “异型片”的监控:在按规定调节好离心式切药机后,切制岗位操作工先选取约0.5kg药材试切,由质量监督员QA挑出连刀、碎片及片厚度不在2mm~4mm范围内等异型片,称定重量,计算异型片率。
异型片率(%)=异型片量/样品量×100% 标准规定:异型片率不得过10.0%在正式切制过程中,质量监督员QA随时观察切制片型、片厚等,并对切制情况进行评价,一旦发现切制异常,立即停机。
4.4 干燥4.4 .1烘干:将莪术片摊开平铺于烘盘中,摊铺厚度均匀,厚度不超过烘盘高度为宜。
按WS·EM·008-00《CT-C-1型热风循环烘箱操作规程》操作,设定烘干温度为70℃温度,设定5分钟时间间隔排湿3分钟。
到达70℃开始计时,温度恒定在70±5℃烘2~3小时,至水分不得过14.0%,关闭热风循环烘箱。
醋莪术生产工艺规程
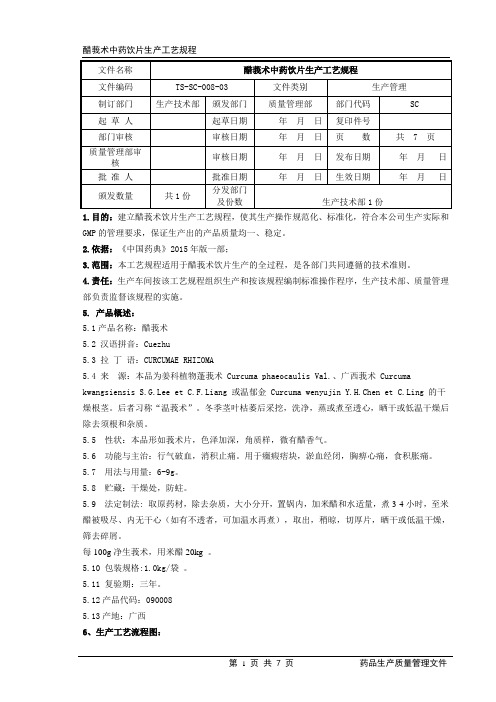
1.目的:建立醋莪术饮片生产工艺规程,使其生产操作规范化、标准化,符合本公司生产实际和GMP的管理要求,保证生产出的产品质量均一、稳定。
2.依据:《中国药典》2015年版一部;3.范围:本工艺规程适用于醋莪术饮片生产的全过程,是各部门共同遵循的技术准则。
4.责任:生产车间按该工艺规程组织生产和按该规程编制标准操作程序,生产技术部、质量管理部负责监督该规程的实施。
5. 产品概述:5.1产品名称:醋莪术5.2 汉语拼音:Cuezhu5.3 拉丁语:CURCUMAE RHIZOMA5.4 来源:本品为姜科植物蓬莪术 Curcuma phaeocaulis Val.、广西莪术 Curcuma kwangsiensis S.G.Lee et C.F.Liang 或温郁金 Curcuma wenyujin Y.H.Chen et C.Ling 的干燥根茎。
后者习称“温莪术”。
冬季茎叶枯萎后采挖,洗净,蒸或煮至透心,晒干或低温干燥后除去须根和杂质。
5.5 性状:本品形如莪术片,色泽加深,角质样,微有醋香气。
5.6 功能与主治:行气破血,消积止痛。
用于癥瘕痞块,淤血经闭,胸痹心痛,食积胀痛。
5.7 用法与用量:6-9g。
5.8 贮藏:干燥处,防蛀。
5.9 法定制法:取原药材,除去杂质,大小分开,置锅内,加米醋和水适量,煮3-4小时,至米醋被吸尽、内无干心(如有不透者,可加温水再煮),取出,稍晾,切厚片,晒干或低温干燥,筛去碎屑。
每100g净生莪术,用米醋20kg 。
5.10 包装规格:1.0kg/袋。
5.11 复验期:三年。
5.12产品代码:0900085.13产地:广西6、生产工艺流程图:工艺流程线★---关键工艺控制点主要质量控制点7、操作过程及工艺条件7.1 批量及投料量:按实际生产确定批量和投料量7.2操作过程及工艺条件7.2.1炮制过程7.2.1.1领料:由净选工序的操作员按批生产指令领取规定的数量,填写领料单,核对原料物料编码,确保使用的莪术原料为一批。
没药炮制工艺的研究

没药炮制工艺的研究作者:陈卫红,蒋晓煌,蒋孟良来源:《中国医药导报》2010年第07期[摘要] 目的:筛选出没药的最佳炮制方法与炮制工艺。
方法:以收率、出粉率、挥发油、外观为评价指标,先筛选没药的4种不同炮制方法(蒸法、煮法、烘法、醋炙),再用正交设计对最佳方法进行最佳炮制工艺的优选。
结果:炮制没药以烘制法最好,其最佳炮制工艺为125℃烘2.5 h,药物直径为0.5 cm。
结论:烘制法为没药的最佳炮制方法。
[关键词] 没药;炮制方法;炮制工艺;挥发油[中图分类号] R943.1[文献标识码]A [文章编号]1673-7210(2010)03(a)-045-03Study on processing technique of MyrrhaCHEN Weihong1, JIANG Xiaohuang2, JIANG Mengliang2(1.The Second Affiliated Hospital of Hu'nan University of TCM, Changsha 410005, China;2.Pharmaceutical College of Hu'nan University of TCM, Changsha 410208, China)[Abstract] Objective: To optimize the best processing method and processing technique of Myrrha. Methods: The control indexes were selected as follows, yielding rate, extraction rate, oils and appearance, and selected four processing methods (steaming processing, decocting method, baking, stir fly with vinegar). The best processing technique of best processing method was optimized by orthogonal design. Results: The best processing method of Myrrha was baking, and the best processing technique was suggested as follows, baked 2.5 hours at 125℃, drug diameter was 0.5 centimeter. Conclusion: The best processing method of Myrrha is baking.[Key words] Myrrha; Processing method; Processing technique; Oils没药来源于橄榄科植物没药树(Commiphora myrrha Engl.)或爱伦堡没药树(Balsamodendron ehrenbergianun Berg.)皮部渗出的或经刀割渗出的胶树脂。
醋没药工艺规程
目录2、生产工艺流程4、质量监控:见“SCGL540201 醋没药生产关键工序质量监控要点”。
5、原辅料、半成品、成品质量标准5.1 没药原料质量标准:见“ZLJS100101 原药材质量标准”。
5.2 醋没药中间产品质量标准:见“ZLJS400101 饮片中间产品质量标准”。
5.3 醋没药成品质量标准:见“ZLJS500101 饮片成品质量标准”。
6、包材质量标准和文字说明6.1 包材质量标准:见“ZLJS300101~ZLJS300601包装材料质量标准”6.2 包装说明文字:品名:醋没药规格:产地:重量:产品批号:生产日期:贮藏:置干燥处生产企业:7、生产区的工艺卫生要求7.1 生产区卫生要求:执行“CSGL001401一般生产区环境卫生管理规程”, 7.2 生产区清洁工作要求:执行“CSSOP000301一般生产区厂房清洁规程”, 7.3 生产区人员卫生要求:执行“SCGL000101一般生产区个人卫生规程”, 7.4 生产区工作服管理要求:执行“SCGL005701一般生产区工作服管理规程”9、技术经济指标核算9.2包装材料物料平衡使用量+残损量+剩余量塑料袋物料平衡= ×100%(99.0-101.0%) 本批领用量使用数+残损数+剩余数标签物料平衡= ×100%(99.0-101.0%) 本批领用数10、技术安全及劳动保护10.1 员工转岗或新工上岗前均要进行安全操作培训,熟悉本岗位的操作要点、质控要点及注意事项。
10.2 严格按工艺规程和岗位标准操作程序操作,切忌擅改工艺和岗位操作方法,工作应严肃认真。
10.3 电机设备严禁用水直接冲洗,清洁时亦不可用湿布擦拭。
在确保一切准备工作就绪后方可开机,以防轧手等事故发生。
10.4 设备定期保养,严格按设备维护保养管理制度操作使用。
10.5 拣选、切药、干燥、筛分等产尘、产湿岗位应有除尘排湿装置。
11、劳动组织和岗位定员11.1 劳动组织11.1.1 由生产制造部下达生产指令,车间依此组织生产。
没药炮制方法与标准中药饮片炮制
没药炮制方法与标准中药饮片炮制没药炮制方法与标准【药材来源】没药为橄榄科植物地丁树Commiphora myrrha Engl.或哈地丁树Commi-phoramolmol Engl.的干燥胶树脂,多系野生。
11月至次年2月间,将树刺伤,树脂由创口流出,在空气中渐渐变成红棕色硬块。
采后拣去杂质。
【古代炮制方法】唐代有“研为末”(《产宝》)。
宋代有“童便制”(《苏沈》);还有蒸制:锉如皂子大,用生绢袋盛,黄米内蒸如胶,候冷别研(《总录》);酒制(《传信》)。
明代有“以灯心同研或以糯米数粒同研,或以人指甲二三片研,或以乳钵坐热水中乳之,云皆易细”(《大法》)的记载,还有药汁制:用黄连水飞过(《普济方》);炒制:入丸散竹叶上微炒杀毒不黏(《原始》);“制霜法”(《普济方》)等法。
清代有灯心炒:每斤用灯心四两同炒,炒至圆脆可为粉为度、扇去灯心磨粉用(《全生集》),还有“童便制法”(《金鉴》)等。
【现代炮制方法】1、没药:取原药材,除去杂质,捣碎或剁碎。
2、醋没药:取净没药大小分开,置锅内用文火加热,炒至冒烟、表面微熔,喷淋米醋,再炒至表面显油亮光泽时,取出放凉。
没药每100千克用醋10千克。
3、炒没药:取净没药大小分开,置锅内用文火加热,炒至冒烟,表面呈油亮光泽时,取出放凉。
4、灯心制没药:取净没药碎块,置锅内,用文火炒至出油时,加入灯心同炒,至油被灯心吸尽,没药鼓胀呈球状为度,取出簸去灯心,放凉。
没药每100千克用灯心3千克。
5、煮没药:取没药,加水浸1日,连水倒人锅内,煮至熔化,滤过,残渣加适量水再煮,滤过,弃去残渣,合并滤液,浓缩成膏状,继续加热至冒黑烟尽转冒青烟时,取出,摊放在平面板上,趁热切成块,晾凉。
【饮片性状】没药呈颗粒状或不规则碎块状,红棕色或黄棕色,表面粗糙,附有灰尘,质坚脆,气特殊,味苦而微辛。
醋没药呈小碎块状或圆颗粒状,表面黑褐色或棕褐色,油亮,略有醋气。
炒没药呈小碎块或圆颗粒状,表面黑褐色或棕黑色,有光泽,气微香。
红没药醇的工艺
红没药醇的工艺
红没药醇是一种常用的中药材,其工艺主要包括以下几个步骤:
1. 原料采集:选择无病虫害的没药植株作为原料,并进行清洗和晾干。
2. 粉碎:将晾干的没药进行粉碎,一般采用研磨机或者研磨砂轮进行粉碎。
3. 提取:取一定比例的没药粉末,加入适量的溶剂如乙醇,进行浸泡提取。
温度和时间可以根据需要进行调控,一般采用回流提取法。
4. 过滤:提取后的溶液通过滤纸或者过滤器进行过滤,去除杂质。
5. 精制:将过滤后的溶液进行蒸发浓缩,去除大部分溶剂。
6. 结晶:将蒸发浓缩后的溶液进行冷却结晶,得到结晶物。
7. 干燥:将结晶物进行干燥,通常使用低温干燥的方法,以保留药物的有效成分。
8. 粉碎和包装:将干燥后的产品进行粉碎和包装,以供使用。
需要注意的是,每个步骤的具体条件和方法可能会根据实际工艺的差异而有所不
同。
在整个工艺过程中,应注意遵循卫生要求和生产规范,以确保产品的质量和安全性。
同时,工艺中的各种设备、仪器和溶剂的选择也需要符合相关的规定和标准。
河北省中药饮片没药炮制规范-V1
河北省中药饮片没药炮制规范-V1中药饮片是我国传统的治疗方法,在世界范围内受到许多人的青睐。
河北省是中国传统中药材主产区之一,很多中药饮片生产企业也在这里。
本文将介绍河北省中药饮片没药的炮制规范,希望读者能对中药炮制有更深入的了解。
一、没药的概述没药是中药材之一,是龙胆科植物没药树干的树脂。
没药有舒筋活血、行气止痛、化瘀解毒的功效,可治疗跌打损伤、痈肿疮疡等症状。
河北省是生产没药的主要地区之一。
二、没药的炮制没药的炮制主要是提高其药效,炮制前的没药是淡黄色的油状物质,经过炮制后,颜色变成红色或暗红色,药效也有所提高。
没药的炮制方法有多种,以下是河北省中药饮片没药炮制规范的主要内容:1.原料选择:选用对没药生长环境和化学成分影响较小的没药树,选择未经贮藏的树干,尽量避免使用已经变质的没药。
2.炮制设备:应选用不锈钢炮制桶,避免使用生锈的铁桶。
3.炮制前处理:将没药树干洗净并晾干,去掉表面的杂质和树皮,剖开树干,取出没药树脂。
4.炮制过程:将没药放入炮制桶中,加入一定量的植物油,开始炮制。
炮制温度应控制在150-200度之间,时间不宜过长,一般控制在3-4小时。
5.炮制后处理:将炮制好的没药取出,晾晒或用风扇吹干,然后进行质量检验和包装。
三、没药饮片的生产标准没药饮片的生产需要符合一定的标准,以下是河北省中药饮片没药炮制规范的主要要求:1.投料标准:每100克没药饮片中应含没药树脂30克以上。
2.外观要求:没药饮片外观呈红棕色,质地细腻,无杂质。
3.鉴别要求:没药饮片应符合中华人民共和国药典的要求。
4.贮存要求:没药饮片应保存在干燥、阴凉、通风的环境中,避免阳光直射和高温。
总之,河北省中药饮片没药的炮制规范对于保证中药饮片的质量和药效有重要的作用。
制定和执行规范化的炮制流程、生产标准可以提高没药饮片的药效,也可以保证消费者的安全和权益。
醋莪术炮制生产工艺规程tspgy00100
云南俊港中药饮片药业目录1.目的、范围及责任 (2)2.产品概述 (2)3.法定制法和依据 (3)4.生产工艺流程图 (3)5.生产操作过程 (4)6.工艺卫生和环境卫生 (14)7.原辅料、半成品、包装材料、成品质量标准及贮存条件 (16)8.产品包装说明 (16)9.各工序收率及物料平衡计算 (16)10.物料消耗定额 (17)11.动力消耗 (17)12.主要生产设备一览表 (17)13.技术安全及劳动保护 (18)14.综合利用和环境保护 (18)1/ 161、目的、范围及责任1.1、目的:建立醋莪术饮片生产工艺规程,使其生产操作规范化、标准化,符合本公司生产实际和GMP 的管理要求,保证生产出的产品质量均一、稳定。
1.2、适用范围:本工艺规程适用于醋莪术炮制的全过程,是各部门共同遵循的技术准则。
1.3、责任:生产车间按该工艺规程组织生产和按该规程编制标准操作程序,生产部、质量管理部负责监督该规程的实施。
2、产品概述2.1药品名称品名:醋莪术汉语拼音:Cuezhu2.2药材来源“温莪术”。
冬季茎叶枯萎后采挖,洗净,蒸或煮至透心,晒干或低温干燥后除去须根和杂质。
2.3功能主治:行气破血,消积止痛。
用于癥瘕痞块,瘀血经闭,胸痹心痛,食积胀痛。
2.4性味与归经:辛、苦,温。
归肝、脾经。
2.5性状:本品呈类圆形或椭圆形的厚片,色泽较莪术片加深,角质样,微有醋香气。
2.6商品名:醋莪术2.7 等级/规格:统2.8 包装规格:聚乙烯袋装,250g/500g/袋。
2.9 复验期:暂定12个月。
2.10贮藏:置干燥处,防蛀。
3、法定制法和依据3.1法定制法:取净莪术,照醋煮法(附录ⅡD)煮至透心,取出,稍凉,切厚片,干燥。
3.2依据:《中国药典》2015年版。
3.3批量:50㎏3.4所用的原辅料清单和处方量:4、生产工艺流程图5、生产操作过程 5.1领料车间领料人根据生产指令开具领料单,经车间主任审批签字后,领料人凭领料单去仓库领料,领料时应同发料人一起复核所领物料的品名、批号、数量、质量,然后双方在领料单上签字。
醋没药工艺规程
目录2、生产工艺流程4、质量监控:见“SCGL540201 醋没药生产关键工序质量监控要点”。
5、原辅料、半成品、成品质量标准5.1 没药原料质量标准:见“ZLJS100101 原药材质量标准”。
5.2 醋没药中间产品质量标准:见“ZLJS400101 饮片中间产品质量标准”。
5.3 醋没药成品质量标准:见“ZLJS500101 饮片成品质量标准”。
6、包材质量标准和文字说明6.1 包材质量标准:见“ZLJS300101~ZLJS300601包装材料质量标准”6.2 包装说明文字:品名:醋没药规格:产地:重量:产品批号:生产日期:贮藏:置干燥处生产企业:7、生产区的工艺卫生要求7.1 生产区卫生要求:执行“CSGL001401一般生产区环境卫生管理规程”, 7.2 生产区清洁工作要求:执行“CSSOP000301一般生产区厂房清洁规程”, 7.3 生产区人员卫生要求:执行“SCGL000101一般生产区个人卫生规程”, 7.4 生产区工作服管理要求:执行“SCGL005701一般生产区工作服管理规程”9、技术经济指标核算9.2包装材料物料平衡使用量+残损量+剩余量塑料袋物料平衡= ×100%(99.0-101.0%) 本批领用量使用数+残损数+剩余数标签物料平衡= ×100%(99.0-101.0%) 本批领用数10、技术安全及劳动保护10.1 员工转岗或新工上岗前均要进行安全操作培训,熟悉本岗位的操作要点、质控要点及注意事项。
10.2 严格按工艺规程和岗位标准操作程序操作,切忌擅改工艺和岗位操作方法,工作应严肃认真。
10.3 电机设备严禁用水直接冲洗,清洁时亦不可用湿布擦拭。
在确保一切准备工作就绪后方可开机,以防轧手等事故发生。
10.4 设备定期保养,严格按设备维护保养管理制度操作使用。
10.5 拣选、切药、干燥、筛分等产尘、产湿岗位应有除尘排湿装置。
11、劳动组织和岗位定员11.1 劳动组织11.1.1 由生产制造部下达生产指令,车间依此组织生产。
【中药加工工艺规程】醋五味子工艺规程标准管理

醋五味子工艺规程标准管理
4、五味子生产工艺流程图
标准管理规程
标准管理规程
标准管理规程
6.物料平衡的计算及其平衡限度。
7、成品收率
成品收率=×100%≥80.0%
9.原辅料、包装材料消耗定额
9.1原辅料消耗定额(按300kg计算)
9.2包装材料消耗定额(按300kg、30kg/件、1kg/袋规格包装)
9.2.2按300kg、30kg/件、2kg/袋规格包装
10.设备一览表主要设备生产能力、型号
11.劳动组织与岗位定员
标准管理规程
13.工艺卫生
执行的管理规程及清洁规程编号如下表(具体内容参见各项目下规程)
14.动力消耗定额、综合利用与“三废”处理
14.1动力消耗定额:
14.2综合利用与三废处理:
14.2.1严格执行厂订制度及各种标准作规定,保证生产用料得以充分利用。
14.2.2加强管理,降低物料及水电汽的消耗,减少损失率。
14.2.3对本车间的废料,及时进行处理。
15. 变更历史。
没药炮制工艺的研究

没药炮制工艺的研究目的:筛选出没药的最佳炮制方法与炮制工艺。
方法:以收率、出粉率、挥发油、外观为评价指标,先筛选没药的4种不同炮制方法(蒸法、煮法、烘法、醋炙),再用正交设计对最佳方法进行最佳炮制工艺的优选。
结果:炮制没药以烘制法最好,其最佳炮制工艺为125℃烘2.5 h,药物直径为0.5 cm。
结论:烘制法为没药的最佳炮制方法。
[Abstract] Objective: To optimize the best processing method and processing technique of Myrrha. Methods: The control indexes were selected as follows, yielding rate, extraction rate, oils and appearance, and selected four processing methods (steaming processing, decocting method, baking, stir fly with vinegar). The best processing technique of best processing method was optimized by orthogonal design. Results: The best processing method of Myrrha was baking, and the best processing technique was suggested as follows, baked 2.5 hours at 125℃, drug diameter was 0.5 centimeter. Conclusion: The best processing method of Myrrha is baking.[Key words] Myrrha; Processing method; Processing technique; Oils沒药来源于橄榄科植物没药树(Commiphora myrrha Engl.)或爱伦堡没药树(Balsamodendron ehrenbergianun Berg.)皮部渗出的或经刀割渗出的胶树脂。
中药炮制—没药炮制
「来源」 本品为橄榄科植物没药树 Commiphora myrrha Engi.或爱伦堡没药树 Balsamodendron ehren bergianum bergianum Berg.的⼲燥胶树脂。
「炮制⽅法」 ⼀、净制拣净杂质(《云南》)。
⼆、炮炙 1.醋制取净没药,加醋拌匀,焖透,置锅内炒⾄表⾯光亮时,取出,放凉。
每没药100kg,⽤醋5kg(《药典85》)。
2.炒制取净没药置锅内,⽤⽂⽕炒⾄表⾯光亮时,取出,放凉(《药典85》)。
3.⾹附制取没药拣净杂质,打碎成⼩颗粒或粗粉末。
加⼊⾹附60%研成粉,先将⾹附粉放在锅内考,试⼤收集整理⽤⽂武⽕炒热后,⼜放⼊没药拌炒,炒⾄浓烟上升,呈灰褐⾊,发泡松脆,取出,晾凉(《云南》)。
4.麸制取净没药,⼤者砸成⼩块,置锅内炒⾄出油时,撒⼊麸⽪,继续拌炒⾄油被麸⽪吸尽,药体发虚呈珠状为度,取出,除去麸⽪,放凉。
每没药1kg,⽤麸⽪0.5kg(《河南》)。
5.灯⼼制取净没药,⼤者砸成⼩块,置锅内炒⾄出油时,加⼊灯⼼同炒,⾄油被灯⼼吸尽,没药膨胀呈球状为度,取出簸去灯⼼,放凉。
每没药1kg,⽤灯⼼30kg(《⼭东》)。
6.煨制取净没药⼤者砸成⼩块。
另取沙⼦置考试,⼤收集整理锅内加热⾄100℃以上,然后铺上纸2-3层,上摊没药块,继续加热⾄出油时,⽤筷⼦轻轻翻动,并换纸2-3次,⾄没药呈珠状,不粘⼿为度,取出,放凉(《河南》)。
7.煮制取没药,加⽔浸1⽇,连同⽔倒⼊锅内,煮⾄溶化,滤过,残渣加适量⽔再煮,滤过,弃去残渣,合并滤液,浓缩成膏状,继续加热⾄⿊烟冒尽转冒青烟时,取出,摊放在平⾯板上(预先涂有⾷油),趁热切成⽅块,晾凉(《集成》)。
「现代研究」 临床应⽤没药时,由于炮制不过性,患者服后有恶⼼、呕吐反应。
⽤狗试验证明,狗吃⽣没药7分钟即吐,服制没药安然⽆事。
事实说明,内服没药不炮制或炮制不过性,服后都有副作⽤反应(张有义:新医药学杂志,(4):33,1976)。
醋没药质量标准及检验操作规程
XXXXXXX有限公司成品质量标准及检验操作规程1 品名:1.1 中文名:醋没药1.2 汉语拼音:Cumoyao2 代码:醋没药C3 取样文件编号:4 检验方法文件编号:5 依据:《中国药典》(2015年版一部)。
6 质量标准:7 检验操作规程:7.1 试药与试剂:乙醚、硝酸、香草醛、环己烷、天然没药对照药材、硫酸、乙醇、盐酸、硝酸、硝酸银、氨试液、二氧化锰、硫酸、碘化钾淀粉试纸。
7.2 仪器与用具:电子天平、烘箱、显微镜、蒸发皿、水浴锅、马弗炉、硅胶G板、超声波清洗器、挥发油测定装置。
7.3 性状:取本品适量,自然光下目测色泽,嗅闻气味。
7.4 鉴别:7.4.1取本品制片置10×10显微镜下做显微观察。
7.4.2取本品粉末少量,加香草醛试液数滴,天然没药立即显红色,继而变为红紫色,胶质没药立即显紫红色,继而变为蓝紫色。
7.4.3取〔含量测定〕项下的挥发油适量,加环己烷制成每lml含天然没药10mg或胶质没药50mg的溶液,作为供试品溶液。
另取天然没药对照药材或胶质没药对照药材各2g照挥发油测定法(附录33)加环己烷2ml,缓缓加热至沸,并保持微沸约2.5小时,放置后,取环己烷溶液作为对照药材溶液。
照薄层色谱法(附录7)试验,吸取上述两种溶液各4µl,分别点于同一硅胶G薄层板上,以环己烷-乙醚(4 : 1)为展开剂,展开,取出,晾干,立即喷以10%硫酸乙醇溶液,在105°C加热至斑点显色清晰。
供试品色谱中,在与对照材色谱相应的位置上,显相同颜色的斑点。
7.5 检查:酸不溶性灰分:不得过8.0%(附录17)。
7.6 含量测定:取本品20g(除去杂质),照挥发油测定法(附录33)测定。
醋没药含挥发油不得少于2.0% (ml/g)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
XXXXXX有限公司生产工艺规程
1目的:建立没药、醋没药生产工艺规程,用于指导现场生产。
2 范围:没药、醋没药生产过程。
3 职责:生产部、生产车间、质保部。
4 制定依据:《药品生产质量管理规范》(2010修订版)
《中国药典》2020年版。
5 产品概述
5.1 产品基本信息
5.1.1 产品名称:没药、醋没药
5.1.2规格:统货
5.1.3性状:
醋没药:本品呈不规则小块状或类圆形顆粒状,表面棕褐色或黑褐色,有光泽。
具特异香气,略有醋香气,味苦而微辛。
5.1.4企业内部代码:
5.1 5性味与归经:辛、苦,平。
归心、肝、脾经。
5.1.6功能与主治:散瘀定痛,消肿生肌。
用于胸痹心痛,胃脘疼痛,痛经经闭,产后瘀阻,癥瘕腹痛,风湿痹痛,跌打损伤,痈肿疮疡。
5.1.7用法与用量:3~5g,炮制去油,多入丸散用。
5.1.8贮藏:置阴凉干燥处。
5.1.9 包装规格:3g/袋;5g/袋;10g/袋;60g/罐;80g/罐;100g/罐;0.5kg/
袋;1kg/袋;10kg/袋;15kg/袋;18kg/袋;20kg/袋;25kg/袋;30kg/袋;50kg/袋
5.1.10 贮存期限:36个月
5.2生产批量:5-10000kg
5.3辅料:米醋。
每100kg没药,用米醋20kg。
5.4生产环境:一般生产区
6 工艺流程图
6.1 没药生产工艺流程图:
6.2 醋没药生产工艺流程图:
注※为质量控制要点
6.3.1 领料
6.3.1.1饮片车间根据批准的批生产指令,按照“生产过程物料管理程序”,凭填写品名、编码、领料量、数量的指令单到原料库领取没药原料。
6.3.1.2领料过程中必须核对原料品名、编码、件数、数量、合格标志等内容。
6.3.2净制:
6.3.2.1取原料,置于不锈钢挑选台上,按照《净制岗位标准操作规程》手工挑选,除去毛须杂质。
将净没药置净料袋或周转箱。
6.3.2.2净制结束后,称量,标明品名、批号、总件数、总数量。
将净没药转
至中转站,及时清场并填写生产记录。
6.3.2.3填写请验单,通知质量检验人员取样检验,检验合格后方可流入下道工序
6.3.2.4 质量要求
6.3.2.4.1 生产操作过程中,药材不得直接接触地面。
6.3.2.4.2 生产操作过程中,物料必须每件有正确的标识,设备必须有运行标志。
6.3.2.5净制标准
(1)取样方法:随机取样3次,每次500g ,检查杂质数量。
(2)合格标准:照《杂质检查法》(检验操作规程附录12)测定,杂质不 得过3%。
6.3.2.6净药材物料平衡限度 (1)指标:95-100%。
(2)计算公式如下:
++=
100%
净药材量杂物量取样量
净制物料平衡指标(%)投料量
6.3.2.6偏差处理:如有偏差,应按《偏差处理管理规程》(GLSC08-023)的要求,启动生产过程的偏差,直到得出无潜在风险为至。
如有质量风险,则进行纠正和预防,按质量事故处理。
6.3.3醋炙:
6.3.3.1醋炙按照《饮片炮制岗位标准操作规程》及《炒药机标准操作及维护保养规程》:取没要,加醋拌匀,闷透,投入炒药机内,用文火(60-90℃),炒制10-15分钟,炒至表面黑褐色,取出,放凉。
6.3.4醋炙后称量,标明品名、批号、总件数、总数量,将没药转至中转间,及时填写清场记录并填写批生产记录。
6.3.4.1填写请验单,通知质量检验人员取样检验,检验合格后方可流入下道工序。
6.3.4.2 质量要求
6.3.4.2.1 生产操作过程中,药材不得直接接触地面。
6.3.4.2.2生产操作过程中,物料必须每件有正确的标识,设备必须有运行标志。
6.3.4.2.3 醋炙标准:
(1)取样方法:随机取样3次,每次150g,检查炒制程度。
(2)合格标准:炒至表面黑褐色。
6.3.5偏差处理:如有偏差,应按《偏差处理管理规程》(GLSC08-023)的要求,启动生产过程的偏差,直到得出无潜在风险为至。
如有质量风险,则进行纠正和预防,按质量事故处理。
6.3.6 包装:
6.3.6.1 内包装
6.3.6.1.1包装工序按照《饮片包装岗位标准操作规程》根据批包装指令,填写领料单,填写品名、批号、领料量,注意核对合格标志。
6.3.6.1.2根据指令要求的规格,产量,计算所需包材的数量,标签的量,凭批包装指令单领取包材及标签。
6.3.6.1.3标签(合格证)领取:持《批包装指令》、《物料状态卡》向车间QA申请标签《合格证》,并进行复核,无误的签字领用。
6.3.6.1.4分装过程中,要求称量准确,封口严密,标签注明品名、批号、产地、规格、生产日期、生产厂家、执行标准、及合格标志。
6.3.6.1.5各种包装内包重量偏差应符合下表规定:
内包装装量偏差允许值表
6.3.6.1.6装量误差:应符合下表规定。
内包装装量偏差允许值表
6.3.6.1.7填写请验单,通知质量部取样,待检验合格后换绿色标识。
6.3.6.2内包装标准:
(1)抽样方法:随机取样5袋。
复核重量、检查标签和封口质量。
(2)合格标准:标签位置端正一致,内容准确;装量误差符合要求,封口严密。
6.3.6.3物料平衡限度: 6.3.6.3.1内包装物料平衡
(1) 标准:98-100% (2) 计算公式如下:
++%=
100%
⨯合格品数量废弃物量取样量
内包装工序物料平衡()投料量(半成品)
6.3.6.3.2合格证和包装袋物料平衡 (1)标准:100% (2)计算公式如下:
++%=
100%
⨯使用量损坏量剩余量
包装(标签、包装材料)物料平衡()领用量
6.3.6.4偏差处理:如有偏差,应按《偏差处理管理规程》(GLSC08-023)的要求,启动生产过程的偏差,直到得出无潜在风险为至。
如有质量风险,则进行纠正和预防,按质量事故处理。
6.3.7外包装:
6.3.
7.1按《批包装指令》单中规定的包装规格,进行领取外包材;
6.3.
7.2检查核对:对指定批号的没药饮片,逐件核对《物料状态卡》和数量应正确一致。
6.3.
7.3标签合格证领取:持《批包装指令》、《物料状态卡》向车间QA申请标签《合格证》,并进行复核,无误的签字领用。
6.3.
7.4装箱或装袋:按指定数量,整齐码放在纸箱或编织袋内,保证内包装(PE罐)之间松紧适宜。
6.3.
7.5封口:纸箱:胶带在纸箱开口处粘贴,要求平整牢固;编织袋用手提高速缝包机封口。
6.3.
7.6挂签:在编织袋的右上角位置缝上或在纸箱的右两侧空白位置贴上标签。
6.3.
7.7交料:经QA检查合格,将外包合格的饮片交仓库待验。
6.3.
7.8清场:包装结束,及时清场并填写批生产记录。
6.3.8包装完毕,及时填写饮片包装生产记录, 入成品库待验,贴黄色待验标识。
6.3.9外包装标准:
(1)抽样方法:随机取样3件。
复核数量、检查标签和封口质量。
(2)合格标准:标签位置端正一致,内容准确;装量误差符合要求,封口严密。
6.3.9.1 合格证和包装袋物料平衡 (1)标准:100% (2)计算公式:
%
100⨯++=
领用量剩余量
损耗量使用量包装材料物料平衡限度
6.3.9.2总收率
(1)控制标准: ≥70% (2)计算公式如下:
%100%⨯=
投料数量
成品量
)收率(
6.3.10 工艺环境卫生要求:
6.3.10.1 设备、容器、器具,生产场所,进入生产区的人员、物料必须按程序净化。
(详见第11条工艺操作过程中支持文件)
6.3.10.2 产品生产结束后按各岗位清场SOP 要求,严格清洁、清场,并由QA 监督检查合格后颁发清场合格证。
6.3.10.3生产全过程,由QA 质量管理员监督。
7 原料、中间体、成品、包装材料的质量标准详见第11条工艺操作过程中支持文件。
8 物料平衡:各工序的物料平衡标准值一年修订一次,修订依据为该岗位上一年生产物料平衡的平均值为下一年的标准值,除包装工序外。