总泵缸体工艺过程卡
(完整版)机械加工工艺过程卡片及工序卡片模板

设备名称
卧式车床
夹具编号
设备型号
设备编号
夹具名称
三爪卡盘
工位器具编号
工位器具名称
同时加工件数 切削液
工序工时 (分)
准终
单件
工步号 工
Ⅰ Ⅱ Ⅲ Ⅳ
步
内
粗车Φ 155 的端面
粗车Φ 155 的外圆
粗车Φ 100 的外圆
粗车Φ 75 的外圆
主轴转速 切削速度 进给量 切削深度 进给
工步工时
容
工艺装备
进给 次数
工步工时
基本
0.287
辅助
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
会 签(日期)
机械加工工序卡片
产品型号 产品名称
填料箱盖
车间
毛坯种类
零件图号
零件名称 工序号
填料箱盖
共8
工序名称
Ⅱ
粗镗Φ 60 的内孔
毛坯外形尺寸 每毛坯可制件数
页第 2 页 材 料 牌号
每 台 件数
设备名称
卧式车床
夹具编号
设备型号
设备编号
麻花钻 卡尺 0-50,0.05
0.762 0.501 1.35
0.145 0.988 0.649 1.75
立式钻床 麻花钻,丝锥 卡尺 0-50,0.05
1.716 2.224
Ⅷ
精车大端
卧式车床
1.818 2.356
Ⅸ
精镗大端孔
卧式车床
0.835 1.082
齿轮泵体工艺过程、工序卡卡片
机电职业技术学院齿轮泵体加工工艺过程及工序卡片编制审核批准共2页第2页机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称齿轮泵体共页第页车间工序号工序名称材料牌号机加铸HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件Φ130mm*130mm 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01 铸造设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕徐志浩标记处数更改文件号签字日期标记处数更改文件号签字日期机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称齿轮泵体共页第页车间工序号工序名称材料牌号机加热处理HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件Φ130mm*130mm 1 1设备名称设备型号设备编号同时加工件数车间工序号工序名称材料牌号机加铣HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件Φ130mm*130mm 1 1设备名称设备型号设备编号同时加工件数铣床X5012 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01 铣前端面至总长为130±0.05mm端铣刀500 4 2.2 3 2 3.6min02 粗铣上盖结合面面铣刀500 4 2.2 3 2 3.6min设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕徐志浩标记处数更改文件号签字日期标记处数更改文件号签字日期机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称齿轮泵体共页第页车间工序号工序名称材料牌号机加钻HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件Φ130mm*130mm 1 1设备名称设备型号设备编号同时加工件数钻床立式钻床Z515 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01 钻上盖结合面上的4个∅9的孔钻头直径9 500 4 2 20 1 2min设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕徐志浩标记处数更改文件号签字日期标记处数更改文件号签字日期机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称齿轮泵体共页第页车间工序号工序名称材料牌号机加镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件Φ130mm*130mm 1 1设备名称设备型号设备编号同时加工件数钻床立式钻床Z515 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01 钻上盖结合面上的4个螺纹底孔钻头直径14 500 46.8 2 6 1 5min设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕徐志浩标记处数更改文件号签字日期标记处数更改文件号签字日期机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称齿轮泵体共页第页车间工序号工序名称材料牌号机加攻HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件Φ130mm*130mm 1 1设备名称设备型号设备编号同时加工件数钻床立式钻床Z515 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01 攻上盖结合面上4个螺纹细柄机用丝锥设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕徐志浩标记处数更改文件号签字日期标记处数更改文件号签字日期机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称齿轮泵体共页第页车间工序号工序名称材料牌号机加铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件Φ130mm*130mm 1 1设备名称设备型号设备编号同时加工件数加工中心TH6380加工中心1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01 铣右端面至图样要求面铣刀500 4 2.2 67 1 3min设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕徐志浩标记处数更改文件号签字日期标记处数更改文件号签字日期机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称齿轮泵体共页第页车间工序号工序名称材料牌号机加车HT200产品名称零件名称齿轮泵体共页第页车间工序号工序名称材料牌号机加车HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件Φ130mm*130mm 1 1设备名称设备型号设备编号同时加工件数车床CA6140车床 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01 掉头,车腔∅50,深18±0.05mm 高速圆柱铣刀500 4 2.2 18.2 1 3min设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕徐志浩标记处数更改文件号签字日期标记处数更改文件号签字日期机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称齿轮泵体共页第页车间工序号工序名称材料牌号机加钻HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件Φ130mm*130mm 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01 钻∅35的孔,至图样要求键槽铣刀500 4 2.2 13 1 3min设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕徐志浩标记处数更改文件号签字日期标记处数更改文件号签字日期机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称齿轮泵体共页第页车间工序号工序名称材料牌号机加攻HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件Φ130mm*130mm 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01 攻∅35孔的螺纹至加工要求螺纹刀500 15 10 15 1 1min设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕徐志浩标记处数更改文件号签字日期标记处数更改文件号签字日期机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称齿轮泵体共页第页车间工序号工序名称材料牌号机加钳HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件Φ130mm*130mm 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01 去毛刺,倒角锉刀、刮刀设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕徐志浩标记处数更改文件号签字日期标记处数更改文件号签字日期机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称齿轮泵体共页第页车间工序号工序名称材料牌号机加HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件Φ130mm*130mm 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)。
总泵缸体零件的加工工艺及夹具设计

学科门类:单位代码:毕业设计说明书(论文)总泵缸体零件的加工工艺及夹具设计学生姓名所学专业班级学号指导教师XXXXXXXXX系二○**年X X月摘要这次设计的是总泵缸体。
包括零件图、毛坯图、装配图各一张,根据零件的性质和零件图上各端面的粗糙度确定毛坯的尺寸和机械加工余量。
最后制定该工件的夹紧方案,画出夹具装配图。
此次机械制造工艺学设计是我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的.这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位。
就我个人而言,我希望能通过这次设计对自己未来将从事的工作进行一次实际的训练,从中锻炼自己分析问题、解决问题的能力。
由于能力所限,设计尚有许多不足之处,恳请各位老师给予指导。
AbstractThe master cylinder is designed. Including spare parts map, blank map, an assembly of all, machining processes and process the card and a card each. According to the nature of parts and components map to determine the roughness of the rough end of the size and allowances. Finalization of the cap and push-rod technology road map, the development of the clamping of the workpiece program, draw fixture assembly.Machinery Manufacturing Technology curriculum design is that we learn all over the University of basic courses, technical courses in basic subjects, as well as after the majority. This is our graduation project in the school prior to the course of an in-depth and comprehensive review of the total, is also a theory with practice and training, therefore, its four years of university life, we occupy an important position.For me personally, I hope that through the curriculum design of their future work to conduct a practical training, to exercise their own analysis, problem-solving abilities. As a result of capacity constraints, the design there are many deficiencies, I urge you to give guidance to teachers.目录一、零件的分析 (5)1.1 零件工作原理 (5)1.2 零件工艺分析 (6)二、工艺规程设计 (6)2.1 确定毛坯制造形式 (6)2.2基面选择 (6)2.3工艺路线 (6)三、机械加工余量,工序尺寸及毛坯尺寸的确定。
总泵缸的机械加工工艺设计

目录0 前言 (1)1总泵缸加工 (1)1.1总泵缸的毛坯和工艺分析 (1)1.1.1 分析总泵缸零件图 (1)1.1.2缸体的材料、毛坯及热处理 (2)1.1.3总泵缸加工定位基准的选择 (3)1.2总泵缸的加工工艺过程 (4)1.2.4确定切削用量及基本工时(机动时间) (8)1.2.5时间定额计算及生产安排 (24)2.夹具设计 (28)2.1车外圆夹具设计 (29)2.1.1、定位基准的选择 (29)2.1.2、夹具配重设计 (29)2.1.3、夹紧装置的设计 (29)2.1.4、夹具精度分析与计算 (29)2.1.5、夹具设计及操作的简要说明 (30)2.2钻回油孔和缓冲孔夹具设计 (30)2.2.1定位基准的选择 (30)2.2.2夹具结构类型的设计 (30)2.2.3钻套的选择 (30)2.2.4钻套安装尺寸链计算 (30)2.2.5切削力及夹紧力计算 (32)2.2.6夹具设计及操作的简要说明 (33)3 结束语 (33)4 致谢 (34)参考文献: (34)附件零件图、夹具图及工艺卡片汽车总泵缸的机械加工工艺设计崔杰(河北科技师范学院机械电子系)摘要:本设计对总泵缸的加工工艺以及在车床上加工外圆和端面,在钻床上加工孔系时的专用夹具进行设计,其零件毛坯采用铸造,毛坯结构较复杂,在制定工艺规程时,采用先面后孔的原则。
并将孔与平面的加工明确划分成粗加工和精加工阶段以保证加工精度。
设计时考虑到工厂的现有条件,尽量做到机械加工工艺过程投入最小,物力消耗最低,更好的保证加工精度。
关键词:工艺过程;毛坯;机械加工;夹具设计;定位基准0 前言当今世界的经济发展极为迅速,其中一个重要原因就是制造业的蓬勃发展。
汽车制造业就是衡量一个国家经济发展水平的重要标志。
汽车是一个复杂的现代化交通工具,其中融合了机械、电气、电子等多种领域的专业知识[1-7]。
从汽车诞生时起,车辆制动系统在车辆的安全方面就扮演着至关重要的角色。
工艺系统简易操作流程操作卡模板

停反洗泵
停反洗泵→关反洗进水阀
9
空气擦洗
排水
开正排阀+开排气阀→360s
10
启风机
启动风机→5s→开进气阀
11
空气擦洗
关闭风机启动阀→300s→打开风机启动阀
12
擦洗完成
关进气阀→停风机→关排气阀
13
反洗
启泵
开反洗进水阀→启动反洗泵→900s
14
停泵
停反洗泵→关反洗进排水阀→180s
15
正洗
启泵
开进水阀+开排气阀→启原水泵→5s
系统启动操作
点击启动按键
自动步序
1
多介质投运
排气
开进水阀+开排气阀→启动原水泵→启动加药泵→15s
2
正洗
开正排阀→关排气阀→60s
3
投运
开产水阀→关正排阀
4
反渗透投运
冲洗
开进水阀+开产排阀+开浓排阀→开加药泵→60s
5
启动
关浓排阀→启高压泵→200s
6
投运
开产水阀→关产排阀
系统停机操作
点击停机按键
自动步序
16
正洗
开正排阀→关排气阀→300s→停泵
1
系统停运
停反渗透
停高压泵→50s
2
停双介质
停原水泵→关多介质进出水阀+停加药泵
3水阀+开产排阀+开浓排阀+开冲洗阀
4
低压冲洗
启动冲洗泵→180s
5
冲高压泵
启动高压泵→20s→停高压泵
6
冲洗完成
停冲洗泵
过滤器反洗操作
点击反洗启动按键
机械加工工艺过程卡片 泵壳 毕设教学内容
毛坯种类
硅铝合金
毛坯外形尺寸
每毛坯可制件数
1
每台件数
备注
工序号
工序名称
工序内容
设备
刀具
15
钻
(3)进出水法兰頂端钻攻2-G1/2管牙,锪平Ø40,底孔穿
(4)钻进水法兰,出水法兰,20-Ø36孔背面锪平Ø83,16-Ø33孔背面锪平Ø70.
(5)进出水法兰端钻攻2-G3/4管牙深16底孔钻穿,锪平Ø50.
1
每台件数
备注
工序号
工序名称
工序内容
设备
刀具
11
铣
贴平中心面,校正脚板平面加工余量线压紧,粗精铣脚板平面及导向凸台底平面,宽35两侧。车刀校正854平面(两处)
龙门铣
铣刀
12
ห้องสมุดไป่ตู้划线
划脚板上4- Ø46钻孔线及2- Ø12锥销孔线,1-G1/2管牙线(两处)
13
钻
(1)钻2- Ø 12锥销孔放余量
(2)钻4- Ø46孔,背面刮平Ø75。
机械加工工艺过程卡片 泵壳 毕设
机械加工工艺过程卡片
机械加工工艺过程卡片
产品型号
零(部件)图号
产品名称
泵体
零(部件)名称
泵体
共( 4 )页
第( 1 )页
材料牌号
毛坯种类
硅铝合金
毛坯外形尺寸
每毛坯可制件数
1
每台件数
备注
工序号
工序名称
工序内容
设备
刀具
1
铸造
铸造
2
热处理
热处理:淬火,回火,人工时效,消除内应力
(6)钻攻2-G1/4管牙螺孔深20Ø6孔穿锪平Ø30.
机油泵传动轴支架全套工序卡.doc

1
1
1
φ11钻头
机械加工工序卡片
机械加工工序卡片
产品型号
零(部)件图号
54.05.19
产品名称
机油泵
零(部)件名称
机油泵传动轴支架
共12页
第10页
车间
工序号
工序名称
材料牌号
10
钻
HT15-33
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
250*98.33*55
1
1
设备名称
Z525
同时加工件数
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
16.6
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给次数
工步工时
机动
辅助
10
钻孔φ7mm
φ7mm钻
229
15.3
0.25
12
1
1
1
扩孔:φ7.7mm
φ7.7mm专用扩孔钻
68
7.9
0.57
mm/r
切削深度
mm
进给次数
工步工时
机动
辅助
7
铣φ32mmC向端面
专用夹具
190
5.3
0.32
12
1
1
1
φ45端面铣刀
锪孔1.5×45°
90°锪钻
68
8.26
0.72
1.5
1
(完整版)机械加工工艺过程卡片及工序卡片模板
工序号
工序名称
Ⅰ
粗车端面和外圆
Ⅱ
粗镗内孔
机械加工工艺过程卡片
产品型号 产品名称
HT200
毛坯种 类
铸造
毛坯外形尺寸
填料箱盖
零件图号 零件名称 每毛坯件数
填料箱盖
每 台件数
工
序
内
容
车间
粗车Φ 155 的端面 粗车Φ 155 的外圆 粗车Φ 100 的外圆 粗车Φ 75 的外圆
粗镗Φ 60 的内孔
同时加工件数 切削液
工序工时 (分 )
准终
单件
工步号 工
Ⅰ
步
内
切槽
容
工艺 装备
成形刀具
主轴转速
r/min
90
切削速度
m/min
44.93
进给量
mm/r
0.65
切削深度
mm
5.25
进给 次数
工步工时
基本
辅助
0.124
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
填料箱盖
车间
毛坯种类
零件图号
零件名称 工序号
填料箱盖
共8
工序名称
Ⅴ
镗孔
毛坯外形尺寸 每毛坯可制件数
页第 6 页 材 料 牌号
每 台 件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时 (分 )
准终
单件
工步号 工
Ⅰ Ⅱ Ⅲ
泵体机械加工工艺过程卡片

铣削
底面,Ø7孔定位、半精铣Ø33椭圆槽
机加工
铣工
立式铣床X51
Y8硬质合金面铣刀、游标卡尺
5min
铣削
底面,Ø7孔定位、精铣Ø33椭圆槽
机加工
铣工
立式铣床X51
Y8硬质合金面铣刀、游标卡尺
5.8min
12
钻孔
前端面定位、钻M6螺纹底孔为 、倒角
机加工
铣工
立式钻床Z3025
高速钢钻、卡尺
2.75min
会签(日期)
李传勇
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
2013年06月19
描图
描校
底图号
装订号
描图
描校
底图号
装订号
(厂名)
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
泵体
共2页
第2页
材料牌号
QT40-10
毛坯种类
毛坯外型尺寸
每毛坯可制作件数
1
每台件数
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
11
铣削
底面,Ø7孔定位、粗铣Ø33椭圆槽
机加工
铣工
立式铣床X51
Y8硬质合金面铣刀、游标卡尺
高速钢钻、卡尺
2.5min
10
钻孔
前后端面、底面钻M24螺纹底孔为Ø22.8、倒角
机加工
铣工
立式钻床Z3025
高速钢钻、卡尺
1min
总泵缸体机械加工工艺过程卡片

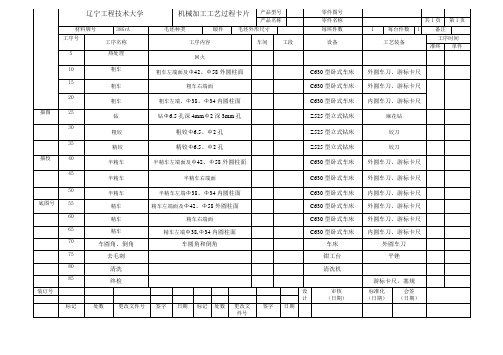
桂林航专机械加工工艺过程卡片产品型号CA6140 零件图号5-43产品名称车床零件名称总泵缸体共一页第一页材料牌号 HT200毛坯种类铸造毛坯外形尺寸 139x56x91 每毛坯件数 1 每台件数 1 备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件1 铰孔粗扩、半精扩、绞Φ21mm孔金工Z5252 铣削粗铣缸体底端面、12mm处端面金工X6042 XZ01-13 扩孔粗扩、攻螺纹M22 金工Z5254 铣削铣削外圆Φ32的端面和外圆柱面,及M22的孔、倒圆、倒角金工X6042 XZ01-15 钻孔钻Φ3.5mm透孔与不透孔金工Z5256 车削粗车圆柱凸台端面、缸体顶端面金工CA61407 钻孔钻、攻螺纹M12 金工Z525 ZZ01-18 铰孔钻4XΦ10.5孔、锪孔1X90o金工Z525 ZZ01-19 珩磨珩磨Φ21mm孔金工M7130 MZ101-110 去毛刺去掉毛刺钳工钳工台11 清洗和涂漆洗刷清洗后涂漆金工清洗机12 检验终检检验室2011-6-14 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期桂林航专机械加工工序卡片产品型号CA6140 零件图号5-43产品名称车床零件名称总泵缸体共一页第一页车间工序号工序名称材料牌号金工 4 铣削HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造设备名称设备型号设备编号同时加工件数X6042夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 铣削Φ32的端面和外圆柱面X6042XZ01-1卡规1183 180 0.40.8522 M22的孔,及倒圆,倒角X6042XZ01-1卡规1183 180 0.40.8522011-6-14设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
机械加工工艺过程卡片
材料牌号 工序号
38GrA 工序名称
机械加工工艺过程卡片 产品型号
产品名称
毛坯种类
锻件
毛坯外形尺寸
工序内容
车间
工段
零件图号 零件名称 每坏件数
设备
5
热处理
回火
Hale Waihona Puke 10粗车粗车左端面及Φ42、Φ58 外圆柱面
15
粗车
粗车右端面
20
粗车
粗车左端,Φ38、Φ34 内圆柱面
C630 型卧式车床 C630 型卧式车床 C630 型卧式车床
描图
25
钻
钻Φ6.5 孔深 4mmΦ2 深 3mm 孔
Z525 型立式钻床
30 粗铰
粗铰Φ6.5、Φ2 孔
Z525 型立式钻床
35
描校
40
45
精铰 半精车 半精车
精铰Φ6.5、Φ2 孔 半精车左端面及Φ42、Φ58 外圆柱面
半精车右端面
Z525 型立式钻床 C630 型卧式车床 C630 型卧式车床
50 底图号 55
60 65 70 75 80 85 装订号
标记
半精车 精车 精车 精车
车圆角、倒角 去毛刺 清洗 终检
半精车左端Φ38、Φ34 内圆柱面 精车左端面及Φ42、Φ58 外圆柱面
精车右端面 精车左端Φ38,Φ34 内圆柱面
车圆角和倒角
处数
更改文件号
签字
日期 标记 处数 更改文 件号
C630 型卧式车床 C630 型卧式车床 C630 型卧式车床 C630 型卧式车床
外圆车刀 平锉
游标卡尺,塞规
标准化 (日期)
会签 (日期)
机油泵传动轴支架工序卡讲述

机械加工工序卡片
机械加工工序卡片
机械加工工序卡片
机械加工工序卡片
机械加工工序卡片
机械加工工序卡片
机械加工工序卡片
机械加工工序卡片
机械加工工序卡片
机械加工工序卡片
机械加工工序卡片
机械加工工序卡片
检验工序卡
检验工序卡
古今名言
敏而好学,不耻下问——孔子
业精于勤,荒于嬉;行成于思,毁于随——韩愈
兴于《诗》,立于礼,成于乐——孔子
己所不欲,勿施于人——孔子
读书破万卷,下笔如有神——杜甫
读书有三到,谓心到,眼到,口到——朱熹
立身以立学为先,立学以读书为本——欧阳修
读万卷书,行万里路——刘彝
黑发不知勤学早,白首方悔读书迟——颜真卿
书卷多情似故人,晨昏忧乐每相亲——于谦
书犹药也,善读之可以医愚——刘向
莫等闲,白了少年头,空悲切——岳飞
发奋识遍天下字,立志读尽人间书——苏轼
鸟欲高飞先振翅,人求上进先读书——李苦禅
立志宜思真品格,读书须尽苦功夫——阮元
非淡泊无以明志,非宁静无以致远——诸葛亮
熟读唐诗三百首,不会作诗也会吟——孙洙《唐诗三百首序》书到用时方恨少,事非经过不知难——陆游
问渠那得清如许,为有源头活水来——朱熹
旧书不厌百回读,熟读精思子自知——苏轼
书痴者文必工,艺痴者技必良——蒲松龄
声明
访问者可将本资料提供的内容用于个人学习、研究或欣赏,以及其他非商业性或非盈利性用途,但同时应遵守著作权法及其他相关法律的规定,不得侵犯本文档及相关权利人的合法权利。
谢谢合作!。
07机械加工工艺过程卡120

终检
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
车床用方刀架机械加工工艺过程卡(续)
企业名称
机械加工工艺过程卡
产品型号
零(部)件型号
产品名称
零(部)件名称
共页
第页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
备注
工
序
号
工序
名称
工序内容
车间
工段
设备
工艺装备
零件的机械加工工艺过程卡
企业名称
机械加工工艺过程卡
产品型号
零(部)件型号
产品名称
机油泵传动轴支架
零(部)件名称
共页
第页
材牌号
HT150
毛坯种类
模锻件
毛坯外形尺寸
每毛坯件数
每台件数
备注
工
序
号
工序
名称
工序内容
车间
工段
设备
工艺装备
1
下料
铸造
外协
2
热处理
正火调质处理硬度163~299HBW
外协
3
铣削
粗铣机油泵传动轴上表面
天工楼一楼
4
铣削
半精铣油泵传动轴上表面至尺寸
天工楼
5
铣削
粗铣两端面留余量
天工楼
6
铣削
半精铣两端面至图样尺寸
天工
7
钻削
钻、粗铰、精铰机油泵传动轴φ32孔至尺寸
天工楼
8
钻削
钻φ11孔
天工楼
工艺过程卡
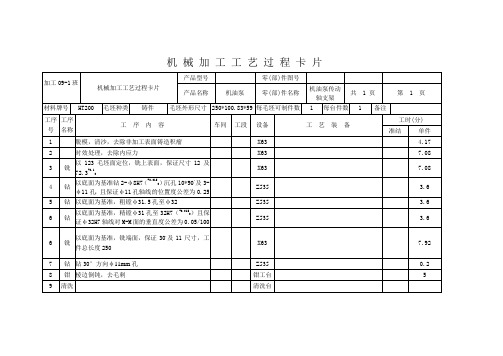
机械加工工艺过程卡片
加工09-1班
机械加工工艺过程卡片产品型号零(部)件图号
产品名称机油泵零(部)件名称
机油泵传动
轴支架
共 1 页第 1 页
材料牌号HT200 毛坯种类铸件毛坯外形尺寸250*100.83*59 每毛坯可制件数 1 每台件数 1 备注
工序号工序
名称
工序内容车间工段设备工艺装备
工时(分)
准结单件
1 脱模,清沙,去除非加工表面铸造积瘤X63 4.17
2 时效处理,去除内应力X6
3 7.08
3 铣以123毛坯面定位,铣上表面,保证尺寸12及
72.3+0.10
X63 7.08
4 钻以底面为基准钻2-φ8H7(+0.0150)沉孔10*90.及3-
φ11孔,且保证φ11孔轴线的位置度公差为0.25
Z535 3.6
5 钻以底面为基准,粗镗φ31.5孔至φ32 Z535 3.6
6 钻以底面为基准,精镗φ31孔至32H7(+0.0150)且保
证φ32H7轴线对M-M面的垂直度公差为0.05/100
Z535 3.6
6 铣以底面为基准,铣端面,保证30.及11尺寸,工
件总长度250
X63 7.92
7 钻钻30°方向φ11mm孔Z5350.2
8 钳棱边倒钝,去毛剌钳工台 5
9 清洗清洗台
10 检验检验检验台
11 入库。
机加工工艺卡片模板
九江学院
机械与材料工程学院
机械加工工艺过程卡片
零件图号
共 页
零件名称
第 页
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
工序号
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
05
10
15
附录二机械加工工序卡片
九江学院
机械与材料工程学院
机械加工工序卡片
零件图号
共 页
零件名称
推动架
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量1
铣φ16孔的端面
圆柱铣刀、游标卡尺
150
23.55
0.23mm/z
2.5mm
1
4.3min
第 页
(工序简图)
车间
工序号
工序名称
材料牌号
50
铣端面
HT200
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
铸件
173.5×73×50
1
设备名称
设备型号
设备编号
同时加工件数
卧式铣床
XA6132
夹具编号
夹具名称
切削液
专用铣夹具
工位器具编号
工位器具名
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
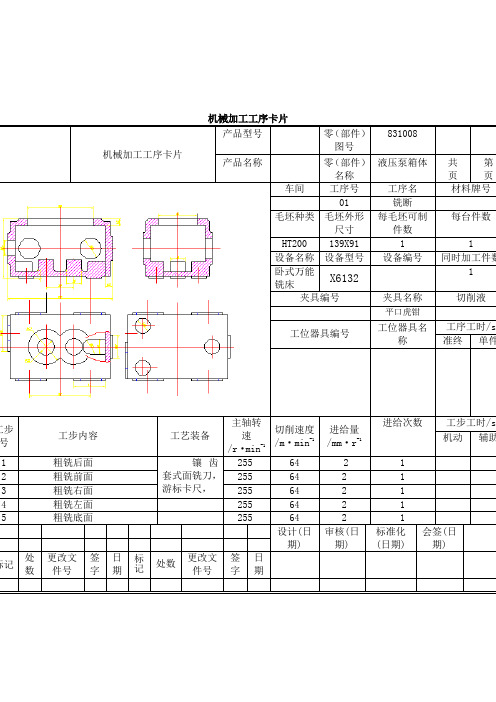
液压泵箱体机械加工工序卡
工序工时/s
准终
单件
工步号
工步内容
工艺装备
主轴转速
/r·min-1
切削速度
/m·min-1
进给量
/mm·r-1
进给次数
工步工时/s
机动
辅助
1
饺内表面凸台螺纹孔
铰刀,游标卡尺,
318
11
0.4
2
3
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零(部件)图号
产品名称
零(部件)名称
“8”型密封槽
共
页
第页
“
车间
工序号
工序名
材料牌号
06
铣钻
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
HT200
139X91
1
1
设备名称
设备型号
设备编号
同时加工件数
加工中心
4
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺装备
主轴转速
/r·min-1
切削速度
/m·min-1
进给量
/mm·r-1
进给次数
工步工时/s
机动
总泵缸体工序卡

华侨大学机电及自动化学院工艺附图1 零件图号01 工序号第1页零件名称总泵缸体02钻深孔及Φ18的孔共1页车间金工材料HT200机床名称钻床机床型号Z3040夹具名称通用夹具上工序清洗检查下工序精镗工序内容1、钻深孔至Φ202、钻Φ18的孔华侨大学机电及自动化学院工艺附图2 零件图号01 工序号第1页零件名称总泵缸体03精镗共1页车间金工材料HT200机床名称钻床机床型号Z3040夹具名称通用夹具上工序钻深孔及Φ18的孔下工序钻Φ12.5及Φ10.5的孔工序内容1、精镗Φ20至Φ21.8华侨大学机电及自动化学院工艺附图3 零件图号01 工序号第1页零件名称总泵缸体04钻Φ12.5及Φ10.5的孔共1页车间金工材料HT200机床名称钻床机床型号Z3040夹具名称专用夹具上工序精镗1、钻Φ10.5的孔;2、钻两Φ12.5的孔;华侨大学机电及自动化学院工艺附图4 零件图号01 工序号第1页零件名称总泵缸体05攻M12螺纹共1页车间金工材料HT200机床名称钻床机床型号Z3040夹具名称专用夹具钻Φ12.5及Φ10.5面,倒角工序内容1、攻M12螺纹。
华侨大学机电及自动化学院工艺附图5 零件图号01 工序号第1页零件名称总泵缸体06车右端面及肩胛共1页车间金工材料HT200机床名称车床夹具名称专用夹具上工序M12螺纹下工序车左端面工序内容1、车右端面2、肩胛面宽10距离右端面如图3、倒角1×45°华侨大学机电及自动化学院工艺附图6 零件图号01 工序号第1页零件名称总泵缸体07车左端面共1页车间金工材料HT200夹具名称专用夹具上工序车右端面及肩胛下工序钻肩胛面孔工序内容1、车左端面至长度为1332、车圆角R3华侨大学机电及自动化学院工艺附图7 零件图号01 工序号第1页零件名称总泵缸体08钻、锪肩胛面孔共1页车间金工材料HT200夹具名称通用夹具上工序车左端面下工序铣凸台面工序内容1、钻Φ10.5孔2、锪孔华侨大学机电及自动化学院工艺附图8 零件图号01 工序号第1页零件名称总泵缸体08铣凸台面共1页车间金工材料HT200夹具名称专用夹具上工序钻、锪肩胛面孔下工序钻凸台面工序内容1、铣图台面至高度14华侨大学机电及自动化学院工艺附图9 零件图号01 工序号第1页零件名称总泵缸体09钻凸台面共1页车间金工材料HT200夹具名称专用夹具上工序铣凸台面下工序倒角、攻M22螺纹工序内容1、钻Φ22孔华侨大学机电及自动化学院工艺附图10 零件图号01 工序号第1页零件名称机油泵后盖10倒角、攻M22螺纹共1页车间金工材料HT200夹具名称专用夹具上工序钻凸台面下工序钻Φ0.7的透孔及Φ3.5不透孔工序内容1、倒角2、攻M22螺纹;华侨大学机电及自动化学院工艺附图11 零件图号01 工序号第1页零件名称机油泵后盖11钻Φ0.7的透孔及Φ3.5不透孔共1页车间金工材料HT200机床名称钻床机床型号CA6140夹具名称专用夹具上工序倒角、攻M22螺纹下工序钻Φ3.5孔工序内容1、钻Φ0.7的透孔2、钻Φ3.5不透孔华侨大学机电及自动化学院工艺附图12 零件图号01 工序号第1页零件名称机油泵后盖12钻Φ3.5孔共1页车间金工材料HT200机床名称钻床机床型号CA6140夹具名称磁力吸盘上工序钻Φ0.7的透孔及Φ3.5不透孔下工序珩磨深孔工序内容1、钻Φ3.5透孔2、与左孔距离 1403.0-华侨大学机电及自动化学院工艺附图12 零件图号01 工序号第1页零件名称机油泵后盖13珩磨深孔共1页车间金工材料HT200机床名称磨床机床型号 M7130夹具名称 磁力吸盘上工序 钻Φ3.5孔 下工序终检清洗工序内容1、珩磨深孔至Φ2223.000。
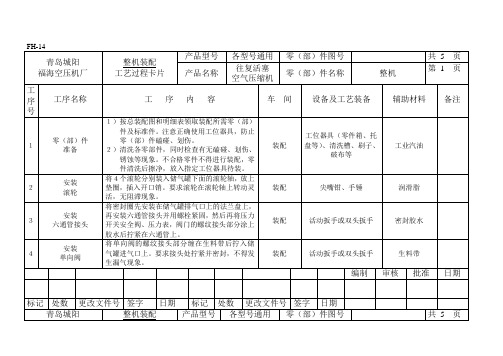
1401装配工艺过程卡片
剪刀、剥线钳、尖嘴钳、螺丝刀
6
安装
空压连通管
按实测长度截取细铜管并按实际需要弯曲后与压力开关、单向阀的旁通弯头相连接。要求密封性好并无松动现象。
装配
专用旋切刀、扳手、
尖嘴钳
7
安装
磁力启动器
在储气罐托板的侧面安装L形支板,用螺栓紧固,将磁力启动器用螺钉紧固在支板上。要求安装正确无歪斜、无松脱现象。
装配
双头扳手
编制
审核
批准
日期
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
青岛城阳
福海空压机厂
整机装配
工艺过程卡片
产品型号
各型号通用
零(部)件图号
共5页
产品名称
往复活塞
空气压缩机
零(部)件名称
整机
第3页
工序
号
工序名称
工序内容
车间
设备及工艺装备
辅助材料
备注
10
求锁紧无松动现象,方向垂直于储气罐长度方向,无歪斜现象。
手锤、钢印字模
21
铆铭牌
将铭牌铆订在空压机的规定位置。要求铆订牢固,无歪斜现象。
手电钻、手锤、铆钉冲子
铆钉
22
粘贴标贴
在空压机的规定位置粘贴商标、性能参数表、注意事项等标贴。要求粘贴工整牢固。
23
包装
擦干净空压机表面,将说明书及质量保证书放在规定位置,套上塑料袋。需要时,用纸箱或木箱包装。
塑料袋
编制ቤተ መጻሕፍቲ ባይዱ
1)运转平稳,无明显振动;
2)噪音低,无异常的尖叫声和轰鸣声;
3)压力表的指针达到标准位置;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
华侨大学机电学院机械加工工艺过程卡
产品型号零(部)件图号 1 共 1页
产品名称总缸体泵零(部)件名称总缸体泵第1页材料牌号HT200 毛坯种类铸件毛坯外形尺寸每毛坯可制件数 1 每台件数 1 备注
工序号工序名称工序内容车间工段设备工艺装备
工时
准终单件
01 清洗检查彻底清洗干净铸件内外非加工表面,检查铸件是否有缺陷
02 钻深孔及Φ18见工艺附图金Z3040通用夹具
03 精镗见工艺附图金CA6140通用夹具
04 钻Φ12.5及Φ见工艺附图金Z3040专用夹具
05 攻M12螺纹见工艺附图金Z3040专用夹具
06 车右端面及肩胛见工艺附图金Z3040专用夹具
07 车左端面见工艺附图金Z3040 专用夹具
08 钻、锪肩胛面孔见工艺附图金Z3040通用夹具
09 铣凸台面见工艺附图金卧式铣床X61专用夹具
10 钻凸台面见工艺附图金Z3040专用夹具11倒角、攻M22螺见工艺附图金Z3040专用夹具
12钻Φ0.7的透孔
及Φ3.5不透孔
见工艺附图金Z3040专用夹具
13钻Φ3.5孔见工艺附图金Z3040专用夹具
14 珩磨深孔见工艺附图金Z3040专用夹具
15 终检按图纸要求全部检验
编制(日期)审核(日期)标准化(日期)会签(日期)标记处数
更改文件
号
签字日期标记处数更改文件号签字日期。