单板机说明书
BAE Systems 6U CompactPCI单板计算机说明书

RAD750®6U CompactPCI single-board computerThe 6U CompactPCI singleboard computer ,available in seven configurations, employs the PowerPC RAD750® microprocessor, the radiationhardened version of the IBM PowerPC750 microprocessor. The companion Power PCI Bridge ASIC provides access to the memory and the PCI version 2.2 backplane bus. Key features• E xample startup ROM and VxWorks boardsupport package provided for all hardware configurations• G reen Hills Software’s INTEGRITY real-time operating system can serve as an alternate board support package• Hardware reference manuals and software user guide provided • S oftware developed for the RAD6000® processor is easily ported to RAD750® computers• A ll compilers currently available for the commercial PowerPC 750 microprocessor are fully compatible with the RAD750®• O perating systems for PowerPC 750-based computers are easily ported to RAD750® computers- VXWorks and INTEGRITY operating systems available• Virtutech offers a RAD750® simulatorSupports variable memory configurations:• S RAM:– 16-MB standard– Options from 4 MB to 48 MB and ECC – Device-sparing• S UROM:– 64 kB and ECC– EEPROM for engineering units (256 kB to 1 MB) – PROM for flight units (64 kB to 256 kB)• E EPROM:–4 MB and ECCSpecifications Form factor CompactPCI 6U (233 mm x 160 mm) CompactPCI 6U-220 (233mm x 220mm)Weight: 1000 to 1220 grams, varies with memory Memory SRAM: 4 to 48 MBEEPROM: 4 MBRadiation-hardness Total dose: >100 Krad (Si)SEU: 1.9 E-4 errors/card-day (90 percent W. C. GEO) varies with orbit Latchup-immunePerformance >260 Dhrystone 2.1 MIPS at 132 MHz4.3 SPECint95 4.6 SPECfp95 at 132 MHzPower supply – 5 volts ± 10 percent and 3.3 volts ± 5 percent (2.5 volts generated via onboard regulator)Power dissipation 11 to 14 wattsRail temperature range-28 degrees celsius to +70 degrees celsiusFor more information contact:BAE Systems9300 Wellington RoadManassas, Virginia 20110-4122 T: 571 364 7777W: /spaceproducts Cleared for open publication on 07/08Disclaimer and copyrightBAE Systems reserves the right to restrict component sales based on application and volume. Please contact the factory for more information.This document gives only a general description of the product(s) and service(s) and, except where expressly provided otherwise, shall not form any part of any contract. From time to time, changes may be made in the products or the conditions of supply.BAE Systems reserves the right to restrict component sales based on application and volume. Please contact the factory for more information. BAE SYSTEMS is a registered trademark of BAE Systems plc.©2018 BAE Systems. All rights reserved.CS-16-F77BAE Systems | RAD750® 6U CompactPCI single-board computerRAD750 6U flexible architectureRAD750® family of productsRAD750® radiation-hardened PowerPC microprocessor RAD750® 6U CompactPCI single-board computerRAD750® 6U CompactPCI extended single-board computerRAD750® 3U CompactPCI single-board computerRAD750® space computers Virtutech Simics virtual platform RAD750® custom single-board computers。
线切割单板机的使用
线切割单板机的使用发布时间:2008-11-25 11:27:58 访问人数:4293BKDE电火花线切割机床控制机一注意事项1. “断丝保护”开关由于本机有断丝停机功能,开机前须将操作面板上断丝保护保护开关置于“0”(关闭)状态,只有将丝上好之后可打开。
2. “自动关机总电源”开关2.1 此开关位于控制机后上方;2.2 当开关置于“ON”位置时,加工结束或断丝时,控制机将自动关断运丝、水泵及脉冲电源,并关断总电源。
2.3 当开关打在“OFF”位置时,加工结束或断丝时,控制机将自动关断运丝、水泵及脉冲电源。
3. 加工过程中断丝的处理如加工过程中断丝,并且“自动关总电源”开关打在“ON”状态,则须有断丝关机后,将控制机后部“自动关总电源”开关打在“OFF 启动总电源,并执行断丝回退(见4.6.9)后再进行其他操作。
4. 跳步模加工跳步模时,请在抽丝前关闭“断丝保护”开关,重新穿丝后再打开,否则控制机将认为断丝。
5. 自动定中心使用定中、定边功能时,请务必关闭乳化液泵、运丝电机和机床操作面板上的脉冲电源开关。
二控制柜主要功能a. 直线、圆弧插补控制b. 键盘、纸带及自动编程联机输入c. 短路自动回退d. 短丝自动保护(短丝回退,断丝停水、停丝、切断脉冲电源、断丝记忆等)e. 程序快速回零校验f. 加工过程中暂停,加工结束自动停机或关机g. 自动定中心,定端面h. 反向切割i. 分时控制(切割时,控制机可继续输入程序)j. 单脉冲k. 坐标变换l. 电极丝自动偏移m. 锥度加工(d、f型机床无此功能)n. 任意角度旋转o. 清角功能p. 图形的程序平移q. 齿隙补偿三控制柜的操作及使用方法1. 引言——关于断电保护功能由于本机具有停点保护功能,所以输入的坐标变换、缩放、齿补等初始化内容不会因关机、停电或者按了复位键而改变,仍保存在内存里。
因此本控制机送电后进入的状态,取决于断电前的工作状态(切割状态或者监控命令状态)N注1):段号为准备读入后存放的起始的段号。
单板机说明书
第一部分:使用和操作说明HX-Z5(HX-A5)型控制器是HX-Z(HX-ZA)型控制器的升级版。
HX-Z(HX-ZA)型控制器的操作可参照HX-Z5(HX-A5)型控制器使用说明。
HX-A5(HX-ZA)型是直线控制器,阅读使用说明时可省略锥度部分。
第一章概述HX-Z5(HX-A5)线切割电脑控制器采用MSC-52系列单片机为主机,性能稳定,工作可靠,体积小,价格低。
是目前国内性能价格最理想的电火花线切割控制器。
一、主要功能与技术指标1、并行工作:加工控制同时可输入编辑程序和进行快速校零工作。
2、程序容量:2158条加工指令。
3、输入方式:键盘,纸带和直接与编程机通信。
4、最大控制长度和圆弧半径:最大长度为10米,最大圆弧半径为100米。
5、间隙补偿:3B直接间隙补偿:补偿量为0-9999um。
6、齿隙补偿:用于提高旧机床的侍传动精度,补偿量为0-49um。
7、数据保护:在切割加工过程中,对被加工程序段和参数数据进行保护,不能进行修改,插入,删除等编辑操作。
8、运行方式:任意角度旋转,平移;指令倒走;比例缩放;快速校零瞬间完成。
9、回退功能:短路自动回退,消除短路后自动转为切割,也可按键手动回退;自动回退等待时间在1-99秒内任意设定。
10、断丝功能:按键控制XYUV四轴返回起始点。
11、清棱功能:段末高频延时消除钼丝滞后,可加工出清棱角工件,高频延时时间在0.1-9.9秒内任意设定。
12、锥度控制:具有一般等锥体加工控制功能和上下异型面加工控制功能。
13、停机控制:加工结束报警并输出机床停机信号。
14、断电保护:断电保存加工程序和加工状态,来电后从掉电处继续往下切割。
15、驱动方式:三相六拍,五相十拍(锥度)任选。
16、电脑传输:应答传输和同步传输兼容使用。
同步传输可根据电脑的速度来快速传输程序。
(此功能只有(HX-Z5,HX-A5)控制器具有)17、坐标自动清零:新工件加工时控制器内部坐标自动回零位,这样便与客户在加工过程的回原点操作。
SBC8600B 单板机 用户手册说明书

SBC8600B单板机用户手册版本1.1 – 2014年5月1日英蓓特科技有限公司 ii2014英蓓特科技有限公司版权所有© SBC8600B 用户手册版权声明:● SBC8600B 开发套件及其相关知识产权由深圳市英蓓特科技有限公司所有。
● 本文档由深圳市英蓓特科技有限公司版权所有,并保留一切权利。
在未经英蓓特公司书面许可的情况下,不得以任何方式或形式来修改、分发或复制本文档的任何部分。
● Microsoft, MS-DOS, Windows, Windows95, Windows98, Windows2000,Windows xp, Windows Embedded Compact 7 由微软公司授权使用。
版本更新记录:版本更新日期 描述 1.02012-12-21 初始版本 1.12014-5-1 文档修订英蓓特科技有限公司目录第1章概述 (1)1.1产品介绍 (1)1.2硬件特性 (1)1.2.1Mini8600B (1)1.2.2扩展板 (3)1.3硬件尺寸 (5)1.4配套模块支持情况 (7)第2章硬件系统 (8)2.1CPU (8)2.1.1CPU 介绍 (8)2.1.2CPU特性 (8)2.2 2.2外围芯片介绍 (9)2.2.1NAND Flash H27U4G8F2DTR-BC (9)2.2.2DDR H5TQ2G83CFR-H9C (10)2.2.3Ethernet AR8035 (10)2.2.4MAX3232 (10)2.3硬件接口 (11)2.3.1Mini8600B (11)2.3.2扩展板 (17)第3章LINUX操作系统 (25)3.1软件资源 (25)3.1.1软件资源的位置 (25)3.1.2BSP软件包 (26)3.2嵌入式L INUX的组成 (27)3.3开发环境搭建 (27)英蓓特科技有限公司3.3.1交叉编译工具安装 (27)3.3.2复制更多工具 (28)3.3.3添加环境变量 (28)3.4准备源代码 (28)3.4.1从产品光盘获取源代码 (29)3.4.2用git和repo工具获取源代码 (1)3.5编译 (3)3.5.1针对Linux系统 (3)3.5.2针对Android系统 (4)3.6系统定制 (5)3.6.1进入内核配置菜单 (5)3.6.2内核配置 (5)3.6.3编译内核 (6)3.7驱动介绍 (7)3.7.1BSP的所有驱动源码路径: (7)3.7.2NAND (8)3.7.3SD/MMC (9)3.7.4LCDC (10)3.7.5Audio in/out (10)3.8驱动开发 (11)3.8.1GPIO_keys驱动 (11)3.8.2GPIO_leds驱动 (16)3.9系统更新 (19)3.9.1TF卡系统映像更新 (19)3.9.2NAND Flash更新/恢复 (23)3.10显示模式配置 (25)3.11测试和演示 (26)英蓓特科技有限公司3.11.1LED测试 (26)3.11.2KEYPAD测试 (27)3.11.3触摸屏测试 (28)3.11.4背光测试 (28)3.11.5RTC测试 (28)3.11.6TF卡测试 (29)3.11.7USB DEVICE测试 (30)3.11.8USB HOST测试 (32)3.11.9AUDIO测试 (33)3.11.10网络测试 (34)3.11.11CAN测试 (36)3.11.12RS485测试 (37)3.11.13串口测试 (38)3.11.14蜂鸣器测试 (39)3.11.15CDMA8000-U模块 (39)3.11.16WCDMA8000-U模块 (39)3.11.17Android系统演示 (40)3.11.18TISDK系统演示 (41)3.12上层开发 (45)3.12.1LED应用程序开发示例 (45)3.12.2CAN应用程序开发示例 (46)3.12.3串行接口应用程序开发 (54)第4章WINDOWS EMBEDDED COMPACT 7 操作系统 (1)4.1软件资源 (1)4.1.1软件资源的位置 (1)4.1.2预编译映像和BSP (1)4.2系统开发 (3)英蓓特科技有限公司4.2.1集成开发环境安装 (3)4.2.2提取BSP及样例工程文件到集成开发环境 (3)4.2.3Sysgen & BSP编译 (4)4.2.4驱动介绍 (4)4.3系统映像更新 (5)4.3.1TF卡映像更新 (5)4.3.2NAND Flash映像更新 (10)4.4使用说明 (11)4.5应用开发 (11)4.5.1如何使用openGL ES demo (11)4.5.2应用程序接口与示例 (12)4.5.3GPIO应用程序接口与示例 (12)附录 (14)附录一安装U BUNTU L INUX系统 (14)附录二安装L INUX USB E THERNET/RNDIS G ADGET驱动 (26)附录三制作L INUX启动盘 (28)附录四搭建TFTP服务器 (34)附录五FAQ总结 (36)技术支持和保修服务 (37)英蓓特科技有限公司第1章概述1.1 产品介绍SBC8600B是英蓓特推出的一款基于AM335x的嵌入式单板机,它采用核心板Mini8600B加底板的分离式结构进行设计。
线切割单板机操作方法【图解】
一、操作方法:1、送多组数(如送数:1—12—18—28)首先按复位→清零→存贮→8→送数→再按复位→起条(显示12)→终条(显示1500)→存贮→8→送数→再按复位→起条(显示18)→终条(显示1500)→存贮→8→送数→再按复位→起条(显示28)→终条(显示1500),这样即可。
2、送一组数首先按复位→清零→存贮→8→送数→送完数理后按复位→清零→校零→NETS(7次)(检查所送的数是否正确)→复位→起条→终条→输入→2→进给→变频。
3、删除送错的数假如已送数(1→20→25),其中要删除(20→25)首先按复位→起条→20→终条1500→存贮→8→接着送数即可。
(也就是用后面的数覆盖前面的数)。
二、调节原则1、工件高度为50mm左右,钼丝直径在0.16mm时。
2、切割加工时,一般置“电压调整”旋钮2档,“脉冲幅度”开关接通1+2+2级。
3、“脉宽选择”旋钮3档,“间隔微调”旋钮中间位置,切割电流稳定在2.0A左右(不同高度工件详见“切割参数选择表”)。
4、新换钼丝刚开始切割时,加工电流选择正常切割电流的三分之一至三分之二,经十来分钟切割后,调至正常值,以延长钼丝使用时间。
扩展资料:线切割保养要点及注意事项1、操作者必须熟悉线床的操作技术,开机前应按设备润滑要求,对机床有关部位注油润滑(润滑油必须符合机床说明书的要求)。
2、操作者必须熟悉线切割加工工艺,恰当的选取加工参数,按元宝操作顺序操作,防止造成断丝等故障。
3、用手摇柄作储丝筒后,应及时摇柄拔出,防止储丝筒转动时将摇柄甩出伤人。
装卸电极丝时,注意防止电极线扎手。
换下来的废丝要放在元宝的窗口内,防止混入电路和走丝系统中造成电器短路、触电和断丝等事故。
注意防止因丝筒惯性造成断丝及传动件碰撞。
为此,停机时,要在储丝筒刚换向后再尽快按下停止按钮。
4、正式加工工件之前,应确认工件位置已安装正确,防止碰撞线架和因超程撞坏丝杆、螺母等传动部件。
5、尽量消除工件的残余应力,防止切割过程中工件爆炸伤人。
第四章SC-1单板机及其使用

第四章SC-1单板机及其使⽤第四章 SCB-1单板机及其使⽤主要内容:SCB-1单板机是本课程使⽤的基本实验设备。
单板机本⾝也是⼀种单⽚机系统扩展的典型实例,其硬件结构与系统软件的设计对初学者有很⾼的参考价值。
本章主要介绍SCB-1单板机的↓硬件结构↓监控系统↓基本操作。
(⼀)S CB-1单板机结构简介1.基本配置1)8031单⽚机2)系统时钟 8MHz3)⽚内数据存储器128 byte4)外部程序存储器8K (2764)5)外部数据存储器16K(6264×2),前8K可以通过切换S1开关与程序存储器交换地址。
6)⽚内两个16位定时/计数器。
7)⼀个全双⼯异步串⾏通信⼝,RS-232标准,三线⽅式。
8)外接8255A可编程I/O芯⽚,扩展三个8位并⾏⼝。
9)⼀路8位D/A (DAC0832)10)8路8位A/D (ADC0809)11)5×5键盘(内部结构为3×8),16个数字键,8个命令键,⼀个复位键。
12)6位LED显⽰器。
13)2个20针外接插座,引接INT0、INT1、T0、T1,8255的PA、PB、PC⼝,8路A/D信号输⼊,1路D/A输出以及电源和地。
14)配有监控程序,便于开发应⽤与实验教学。
15)辅助电路:↓时钟电路↓复位电路↓总线扩展与地址译码电路2.SCB-1单⽚单板机结构框图图4-1 SCB-1单⽚单板机结构框图3.SCB-1单⽚单板机的元件布局CZ2 CZ3 02 ADC0809S28255A 06 06 WRI 0 1 2 32764 6264 626408I II [ F ] 4 5 6 702S1 P8031 AH MOV89A BCK SCB-1MC MC LM DAC 138 USE C D E F1488 1489 324 0832 373 373 373CZ1RST MON EXE RDS EXA图4-2 SCB-1单⽚单板机元件布局图4.SCB-1的接插端⼝与开关1)CZ1:五芯电源插座,⾃下⽽上依次为①电源地,② +5V,③-5V,④ +12V,⑤-12V。
线切割单板机的使用
线切割单板机的使用发布时间:2008-11-25 11:27:58 访问人数:4293BKDE电火花线切割机床控制机一注意事项1. “断丝保护”开关由于本机有断丝停机功能,开机前须将操作面板上断丝保护保护开关置于“0”(关闭)状态,只有将丝上好之后可打开。
2. “自动关机总电源”开关2.1 此开关位于控制机后上方;2.2 当开关置于“ON”位置时,加工结束或断丝时,控制机将自动关断运丝、水泵及脉冲电源,并关断总电源。
2.3 当开关打在“OFF”位置时,加工结束或断丝时,控制机将自动关断运丝、水泵及脉冲电源。
3. 加工过程中断丝的处理如加工过程中断丝,并且“自动关总电源”开关打在“ON”状态,则须有断丝关机后,将控制机后部“自动关总电源”开关打在“OFF 启动总电源,并执行断丝回退(见4.6.9)后再进行其他操作。
4. 跳步模加工跳步模时,请在抽丝前关闭“断丝保护”开关,重新穿丝后再打开,否则控制机将认为断丝。
5. 自动定中心使用定中、定边功能时,请务必关闭乳化液泵、运丝电机和机床操作面板上的脉冲电源开关。
二控制柜主要功能a. 直线、圆弧插补控制b. 键盘、纸带及自动编程联机输入c. 短路自动回退d. 短丝自动保护(短丝回退,断丝停水、停丝、切断脉冲电源、断丝记忆等)e. 程序快速回零校验f. 加工过程中暂停,加工结束自动停机或关机g. 自动定中心,定端面h. 反向切割i. 分时控制(切割时,控制机可继续输入程序)j. 单脉冲k. 坐标变换l. 电极丝自动偏移m. 锥度加工(d、f型机床无此功能)n. 任意角度旋转o. 清角功能p. 图形的程序平移q. 齿隙补偿三控制柜的操作及使用方法1. 引言——关于断电保护功能由于本机具有停点保护功能,所以输入的坐标变换、缩放、齿补等初始化内容不会因关机、停电或者按了复位键而改变,仍保存在内存里。
因此本控制机送电后进入的状态,取决于断电前的工作状态(切割状态或者监控命令状态)N注1):段号为准备读入后存放的起始的段号。
英蓓特 SBC8140 单板机 用户手册说明书

SBC8140单板机用户手册版本1.0 –2013年3月20日i 版权声明:●SBC8140开发套件及其相关知识产权由深圳市英蓓特科技有限公司所有。
●本文档由深圳市英蓓特科技有限公司版权所有,并保留一切权利。
在未经英蓓特公司书面许可的情况下,不得以任何方式或形式来修改、分发或复制本文档的任何部分。
●Microsoft, MS-DOS, Windows, Windows95, Windows98, Windows2000,Windows xp, Windows Embedded Compact 7 由微软公司授权使用。
免责声明:●产品附带光盘所提供的程序源代码、软件、资料文档等,深圳市英蓓特有限公司不提供任何类型的担保;不论是明确的,还是隐含的,包括但不限于合适特定用途的保证,全部的风险,由使用者来承担;如果程序出现缺陷,使用者承担所有必要的服务、修改和改正的费用。
版本更新记录:版本更新日期描述1.0 2013-3-20 初始版本目录第1章产品概述 (1)1.1 产品介绍 (1)1.2 包装内容 (1)1.3 产品特性 (2)1.3.1 Mini8510核心板 (2)1.3.2 扩展板 (4)1.4 接口分布 (5)1.5 系统框图 (6)1.6 硬件尺寸(毫米) (7)1.6.1 Mini8510核心板 (7)1.6.2 SBC8140的扩展板 (8)1.7 SBC8140支持的模块 (8)第2章硬件系统介绍 (10)2.1 CPU简介 (10)2.1.1 时钟 (10)2.1.2 复位信号 (10)2.1.3 通用接口 (10)2.1.4 显示子系统 (11)2.1.5 3D图形加速系统 (11)2.2 CPU周边芯片 (12)2.2.1 TPS65930电源管理芯片 (12)2.2.2 H9DA4GH2GJAMCR存储器 (13)2.2.3 DM9000以太网控制器 (13)2.2.4 FE1.1 USB集线器 (13)2.2.5 TFP410平板显示芯片 (13)2.2.6 MAX3232收发器 (13)2.3 Mini8510硬件接口和LED指示灯 (14)2.3.1 CN1 90pin DIP连接器(右列管脚) (14)2.3.2 CN2 90pin DIP连接器(左列管脚) (17)2.3.3 CN3 JTAG接口 (20)2.3.4 CN4摄像头接口 (20)2.3.5 LED指示灯 (21)2.4 扩展板接口 (22)2.4.1 电源接口 (22)2.4.2 TFT_LCD接口 (22)2.4.3 音频输出接口 (23)2.4.4 音频输入接口 (24)2.4.5 串行接口 (24)2.4.6 以太网接口 (24)2.4.7 USB OTG接口 (25)2.4.8 USB HOST接口 (25)2.4.9 SD卡接口 (25)2.4.10 LED指示灯 (26)2.4.11 按钮 (26)第3章Linux操作系统 (27)3.1 嵌入式Linux系统结构 (27)3.2 软件特性 (28)3.3 系统开发流程 (28)3.3.1 搭建开发环境 (28)3.3.2 系统编译 (29)3.3.3 系统定制 (32)3.4 驱动介绍 (33)3.4.1 NAND Flash驱动 (35)3.4.2 SD/MMC驱动 (36)3.4.3 显示子系统驱动 (37)3.4.4 视频采集驱动 (38)3.4.5 音频输入输出驱动 (39)3.5 驱动开发 (40)3.5.1 GPIO_Keys驱动 (40)3.5.2 GPIO_LEDs驱动 (45)3.6 系统更新 (49)3.6.1 SD卡系统更新 (49)3.6.2 NAND Flash系统更新 (57)3.7 显示模式配置 (59)3.8 测试和演示 (61)3.8.1 LED测试 (61)3.8.2 触摸屏测试 (62)3.8.3 RTC测试 (62)3.8.4 SD卡测试 (63)3.8.5 USB Device测试 (64)3.8.6 USB HOST测试 (65)3.8.7 音频测试 (66)3.8.8 网络测试 (68)3.8.9 摄像头测试 (69)3.8.10 CDMA8000-U模块测试 (69)3.8.11 WCDMA8000-U模块测试 (70)3.8.12 Android系统演示 (70)3.8.13 DVSDK系统演示 (72)3.9 应用程序开发 (74)第4章WinCE操作系统 (76)4.1 软件资源 (76)4.2 BSP软件包信息 (76)4.3 系统开发流程 (78)4.3.1 安装集成开发环境 (78)4.3.2 解压/复制BSP和例子工程 (78)4.3.3 Sysgen和BSP编译 (79)4.4 驱动介绍 (79)4.5 系统更新 (81)4.5.1 SD卡系统更新 (82)4.5.2 NAND Flash系统更新 (85)4.6 其他操作说明 (86)4.6.1 使用S-Video ................................................................... 错误!未定义书签。
单板机说明书
单板机说明书第一部分:使用和操作说明HX-Z5 (HX-A5 )型控制器是HX-Z (HX-ZA )型控制器的升级版。
HX-Z (HX-ZA )型控制器的操作可参照HX-Z5 (HX-A5 )型控制器使用说明。
HX-A5 (HX-ZA )型是直线控制器,阅读使用说明时可省略锥度部分。
第一章概述H X- Z 5 (HX-A5 )线切割电脑控制器采用MSC - 5 2系列单片机为主机,性能稳定,工作可靠,体积小,价格低。
是目前国内性能价格最理想的电火花线切割控制器。
一、主要功能与技术指标1、并行工作:加工控制同时可输入编辑程序和进行快速校零工作。
2、程序容量:2158条加工指令。
3、输入方式:键盘,纸带和直接与编程机通信。
4、最大控制长度和圆弧半径:最大长度为10米,最大圆弧半径为10 0米。
5、间隙补偿:3E直接间隙补偿:补偿量为0-9999um。
6、齿隙补偿:用于提高旧机床的侍传动精度,补偿量为0-49um。
7、数据保护:在切割加工过程中,对被加工程序段和参数数据进行保护,不能进行修改,插入,删除等编辑操作。
8、运行方式:任意角度旋转,平移;指令倒走;比例缩放;快速校零瞬间完成。
9、回退功能:短路自动回退,消除短路后自动转为切割,也可按键手动回退;自动回退等待时间在1-99 秒内任意设定。
10、断丝功能:按键控制XYUV 四轴返回起始点。
11、清棱功能:段末高频延时消除钼丝滞后,可加工出清棱角工件,高频延时时间在0.1-9.9 秒内任意设定。
12、锥度控制:具有一般等锥体加工控制功能和上下异型面加工控制功能。
13、停机控制:加工结束报警并输出机床停机信号。
14 、断电保护:断电保存加工程序和加工状态,来电后从掉电处继续往下切割。
15、驱动方式:三相六拍,五相十拍(锥度)任选。
16、电脑传输:应答传输和同步传输兼容使用。
同步传输可根据电脑的速度来快速传输程序。
(此功能只有(HX-Z5 ,HX-A5 )控制器具有)17、坐标自动清零:新工件加工时控制器内部坐标自动回零位,这样便与客户在加工过程的回原点操作。
线切割单板机操作顺序

快丝单板机操作顺序
(以杭州华方机为例)
1.单板控制器接收程序:待命—上档——起始地址(即起始条数)——B电脑送数控程序到单板机用应答传送送数
2.单板控制器程序校零:待命——上档——程序起始地址(即起始条数)——校零——校零,出现的数字应为起割点到只止割点的距离。
若是封闭的切割路线出现的数字应为零。
3.单板控制器坐标清零:待命——上档——D
4.单板控制器提取程序加工:待命——程序起始地址——执行——执行
5.单板控制器暂停加工:待命——换挡+D
6.单板控制器恢复加工:待命——换挡+D
7.单板控制器锥度加工:
先导入程序,引入线要加起始符‘L’,每段封闭程序后要加停止符‘DD’。
输入高度参数:待命——上档——换挡+高度输入H1,(x为正表示以工件上表面为基准,y为负表示以工件下表面为基准)再按高度,输入H2,直到H5(H1表示上下导轮的中心距,H2表示加工工件的厚度,H3表示圆弧半径大小,H4表示下导轮到工作台面的距离,H5表示导轮半径)。
角度正负的判定:正锥(上小下大)逆时针切割角度为正,顺时针切割角度为负,倒锥则相反。
角度的输入:待命——上档——换挡+角度——输入整数部分——角度——输入小数部分。
起割前做好坐标清零、程序校零的工作。
程序加工结束后将xyuv 回零,待命——上档——L3(模拟状态)xy回零,待命——上档——L4(模拟状态)uv回零。
将角度删除:待命——上档——换挡+角度——D
(学习的目的是增长知识,提高能力,相信一分耕耘一分收获,努力就一定可以获得应有的回报)。
线切割单板控制器使用说明书[教学]
![线切割单板控制器使用说明书[教学]](https://img.taocdn.com/s3/m/fb64f58f43323968001c9254.png)
线切割单板控制器使用说明书[教学] 线切割单板控制器使用说明书1. 单板控制器接收程序:待命—上档—起始地址(即起始条数,下同)—B。
电脑送数控程序到单板机用“应答传送”送数。
注:所有操作前都需要按待命键,从而为后续命令的执行作准备~切记~2. 单板控制器程序校零:待命—上档—程序起始地址(即起始条数)—校零—校零,看X,Y出现的数字是否小于10而确定程序是否正确。
〈5号和8号机单板控制器则为,待命—程序起始地址(即起始条数)—校零—校零。
〉3. 单板控制器座标清零:待命—上档—X或者Y—D,〈5号和8号机单板控制器则为,待命—X或者Y—D。
(查看是否已经清零,待命—上档—X或者Y,看X,Y出现的数值是否为零,〈5号和8号机单板控制器则为,待命—X或者Y〉 4. 单板控制器提取程序出来加工:待命—程序起始地址(即起始条数)—执行—执行,即可开始加工。
5. 单板控制器中断,暂停或者退出加工:待命—(换档+D),〈5号和8号机单板控制器则为,待命—上档—暂停〉先暂停加工,再按:待命—退出—退出—退出〈5号和8号机单板控制器则为:待命—作废—作废—作废,3号和7号机单板控制器则为:打下加工开关即加工开关不在位再按退出键三次即可退出加工。
〉 6. 单板控制器手动回退:待命—上档—回退(执行或者逆向键),如要回退很多,则按住不动,即可一直回退到这条程序的起始位置。
7. 单板控制器恢复加工:待命—(换档+D),〈5号和8号机单板控制器则为:待命—恢复〉即可恢复加工。
8. 单板控制器断丝回零:(单板控制器座标清零就是为了单板控制器断丝回零而作的工作,如果单板控制器座标清零没有执行则单板控制器断丝回零就没有任何意义。
)首先退出加工,然后按:待命—上档—L3然后空走至加工起始点,如果有锥度加工,则还要使锥度头回零,待命—上档—L4,然后锥度头空走回零〈5号和8号机单板控制器则为:待命上档—XY回零,锥度则为待命—上档—UV回零〉— 9. 单板控制器逆切加工:待命—上档—程序起始地址(即起始条数)—(。
EMA2440单板机用户手册

EMA S3C2440单板机 用户手册V1.0产品型号:EMA-S3C2440-SBC-V1广州英码信息科技有限公司(EMA)是一家从事嵌入式系统以及相关产品设计、制造的专业公司。
公司秉承“为客户利益而努力创新”的理念,为电子产品生产商、开发商提供专业的嵌入式产品解决方案,并为厂家提供ODM和OEM服务。
公司的嵌入式产品涉及动漫游戏机平台、多媒体广告机系统、多媒体便携式产品等当今涉及IT 产业嵌入式领域的新技术、新产品。
公司的研发项目组成员大部分具有硕士学历,在嵌入式系统设计领域拥有多年的经验。
目前我公司已自主研发设计多个嵌入式应用平台方案,并在实际产品中得到应用,并已经具备批量生产能力。
通过EMA的技术与服务,您将获得:1.更低的研发成本针对具有新技术、新产品研发需求的合作伙伴,EMA将致力于新技术、新产品解决方案的研发、服务和技术升级,让合作伙伴更专注于其自身优势领域,从而帮助合作伙伴在节省大量研发成本、降低研发风险的前提下,实现产业升级和产品创新。
2.更高的品质保证EMA所拥有的资深嵌入式研发团队和完善的技术培训体系,将为合作伙伴提供专业级的、高标准的产品品质保证。
3.更优质的服务EMA以专家级的技术手段和服务诚信的敬业精神,为客户提供全方位的技术支持与产品服务,包括技术支持、技术培训、软件升级等增值服务。
4. 更快的市场响应能力EMA针对新的市场需求为客户提供新产品决策支持,并帮助客户进行快速的技术和产品实现,以更快的速度引领市场。
第一章EMA-S3C2440单板机介绍 (5)1.1 EMA-S3C2440单板机简介 (5)1.1.1 前言 (5)1.1.2 EMA-S3C2440单板机外观 (6)1.1.3产品规格 (6)1.1.3EMA-S3C2440板子的特点 (8)1.1.4用户光盘资源说明 (8)1.2 硬件资源分配 (10)1.2.1 地址空间分配和片选信号定义 (10)1.2.2接口资源及按键说明 (11)1.3 linux 特性 (12)1.4 WindowsCE 特性 (13)第二章 EMA-S3C2440单板机的使用 (13)2.1串口连接 (13)2.2 PC 端USB 驱动安装 (16)2.3 启动 LINUX 和WINCE (21)2.3.1 启动LINUX (21)2.3.2 启动 WINCE (22)2.4 嵌入式Linux的应用介绍 (23)2.4.1如何利用剩余的Flash空间 (23)2.4.2如何自动运行应用软件 (24)2.4.3如何升级文件系统 (24)2.4.4铁电功能(可选) (24)2.4.5加密功能(可选) (25)2.4.6 扩展GPIO口的使用 (26)2.4.7 U盘的使用 (28)2.5 非操作系统下的外围资源测试 (28)2.5.1 运行测试程序 (28)2.5.2 相关外围资源测试 (31)2.6 使用SJF烧写文件 (33)2.6.1 烧写BIOS到NOR Flash (34)2.6.2 烧写BIOS到NAND Flash (38)2.7 通过英码bootloader烧写文件 (42)2.7.1 NAND 启动下烧写BIOS 到NAND和NOR (43)2.7.2 NOR启动下烧写BIOS 到NAND和NOR (46)2.7.3 如何使用自己的bootloader (46)第三章烧写和启动Linux (47)3.1 烧写 LINUX 内核 (47)3.2 烧写根文件系统 (48)3.3 运行Linux (50)第四章烧写 WINCE 和启动 WINCE (52)4.1 下载WINCE (52)4.2 烧写Wince (53)4.3 启动运行WINCE (53)附录 (55)vga板扩展插槽与GPIO对照表 (55)第一章EMA-S3C2440单板机介绍1.1 EMA-S3C2440单板机简介1.1.1 前言EMA-S3C2440单板机采用核心板+底板的模式,核心板为6层板,底板为2层板;严格按照3C认证和EMC认证要求,合理的布线使核心板具有最佳的电气性能和抗干扰性能,符合工业级要求。
深圳市天漠 SBC8530 单板机 说明书

SBC8530单板机Overview深圳市天漠科技有限公司概述SBC8530单板机是深圳天漠科技有限公司基于Jorjin AP Module推出的一款体积小巧、接口形态与BeagleBoard-XM完全类似的ARM Cortex-A8硬件开发平台,其功能全面,接口丰富,完美展现了TI DM3730处理器的强大,以其独特的多功能模块组合,在一些体积要求小和处理能力有更高要求的嵌入式系统应用场合发挥着独特的优势。
Jorjin AP Module是POP封装的,即DM3730/AM3715背上一片MCP(DDR+NANDFlash),再加上TI的电源管理芯片TPS65950组成的一片体积仅为29.5*22*2.8mm的最小系统模块。
SBC8530正是基于这样的一个"芯片"模块,配上Jorjin的WIFI+BT+FM三合一的WG7310-0A模块,在最小的体积上面实现最全的功能!产品示意图总体系统结构框图MMCUART440pin Extension ConnectorGPIO UART3DSSRJ45 ConnectorUART1MCBSP1SPI1I2C2SPI1 CameraUSB2HSTVS-Video LAN9514USB33204 Port USBFPC HeaderHDQMMC2 BT_URAT2TPS65950Jorjin AP Module系统框图硬件概述处理器z TI DM3730/AM3715z1GHz ARM Cortex™-A8 Corez800-MHz TMS320C64x+™ DSP Core (only for DM3730)z NEON™ SIMD Coprocessorz POWERVR SGX™ Graphics Accelerator存储器z512M 32位 DDR SDRAM 200MHZz512M 16位 NAND Flash音频/视频接口z S-VIDEO接口z HDMI(DVI-D)接口,默认支持分辨率1280*720,码率30fps的DVI-D高清信号z24位真彩色LCD接口(含4线触摸屏接口,分辨率支持最高可达2048x2048),支持天漠4.3寸、7寸LCD液晶屏z音频3.5mm输入接口z双声道音频3.5mm输出接口z串口:UART1,5线串口,TTL电平(蓝牙占用)UART2,5线串口,TTL电平(可扩展接口)UART3,5线串口,RS232电平(调试占用)UART4,3线串口,TTL电平(可扩展接口) z USB接口:1 x USB2.0 OTG, High-speed,480Mbps4 x USB2.0 HOST, High-speed,480/4Mbpsz TF卡接口z RJ45以太网网络接口,10/100Mbpsz无线WIFIz蓝牙z FM调频(暂未调通)z1路McSPI接口z1路McBSP接口z1路I2C接口z1路HDQ接口(单总线接口)输入接口z1路CAMERA接口(可外接CCD和CMOS摄像头)z3个按键(RESET、MENU、BACK)LED指示灯z1个电源指示灯z1个系统指示灯z1个用户自定义灯电气参数:z工作温度:-30 ~ 80℃z环境湿度:20% ~ 90% ,非冷凝z机械尺寸:86mm x 86mmz电气指标:+********PCB机械尺寸(86mm*86mm)软件概述Linuxz版本 linux 2.6.32z交叉编译工具版本:arm-eabi-gcc 4.4.0z启动方式:网络、TF卡或NAND中启动引导Linux系统z更新方式:网络或TF卡更新映象z文件系统格式:Ramdisk文件系统、UBI文件系统z设备管理支持:udev设备管理器z文件系统支持:ROM/CRAM/EXT2/EXT3/FAT/NFS/JFFS2/UBIFSz驱动支持:Serial、RTC、NAND、DVI、LCD、MMC、USB、LED、Camera、S-Video out、WIFI、Bluetooth、触摸屏、Key、音频、网络z电源管理:背光管理z源码:提供Linux板载接口驱动z测试例程:键盘测试,LED测试,摄像头测试Android2.2z内核版本:Linux 2.6.32z驱动支持:Serial port、RTC、Ethernet、Nand Flash、LCD、Touch screen、MMC/SD (支持 TF card 和 iNAND)、USB OTG、USB EHCI、Audio input/output、keypad、LED、WiFi(仅提供库文件)、Bluetooth(仅提供库文件)、2D/3D(仅提供库文件) z电源管理:背光管理z应用支持:音视频播放、录音、图片浏览、网页浏览、录音、camera拍照/录像、GPS定位及其他Android自带的功能Wincez版本:WinCE6.0z启动方式:TF卡或NAND中启动引导系统z更新方式:TF卡更新映象z文件系统格式:支持ROM文件系统(可读写),支持HIVE注册表z系统特性:支持.NET Compact Framework 3.5及KITL内核调试,支持微软的远程调试工具对目标板的文件、注册表、进程及线程的管理z电源管理:背光管理、电池管理、休眠\唤醒z驱动支持:Serial、RTC、NAND、LCD、MMC、USB、LED、Camera、S-Video、WIFI(仅提供库文件)、Bluetooth(仅提供库文件)、2D/3D、触摸屏、Key、音频、网络z交叉编译工具版本:VSS2005 + PB6.0-R3z源码:提供Wince6.0 BSP源码包(包含驱动源码)及SDK安装z测试例程:GPIO应用例程。
新世纪单板控制器说明书
△!警告 1. 开机状态:控制器开机,有下列三种显示状态。
1、 显示Good :此时控制器内部正常,停电保护可靠。
2、 显示原有加工状态(计数长度J ):此时开动机床即可继续进行切割加工。
若要退出先按“暂停”键,再连续按三次“作废”键,将退出原有加工状态。
3、 显示Error :表明控制器内部数据出错,不能按原有状态进行继续加工。
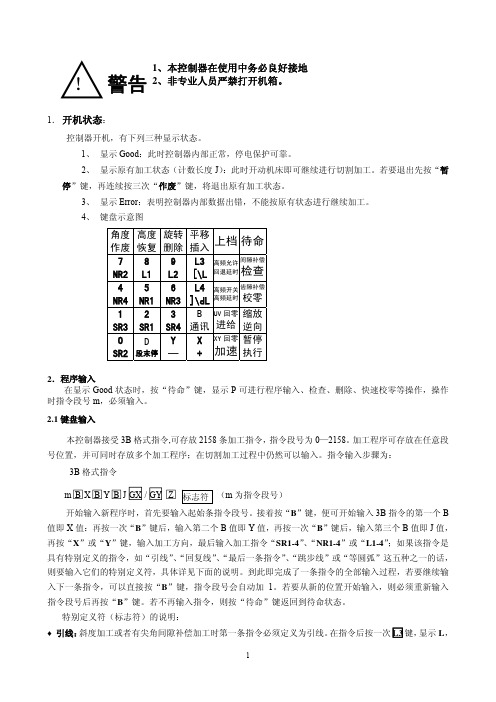
4、 键盘示意图 角度 作废 高度 恢复 旋转 删除 平移插入上档待命7 NR2 8 L1 9 L2 L3 [\L 高频允许回退延时间隙补偿检查4 NR45 NR16 NR3 L4 ]\dL 高频开关高频延时齿隙补偿校零1 SR32 SR13 SR4 B 通讯UV 回零进给缩放逆向O SR2 D段末停 Y — X + XY 回零加速暂停执行2.程序输入在显示Good 状态时,按“待命”键,显示P 可进行程序输入、检查、删除、快速校零等操作,操作时指令段号m ,必须输入。
2.1键盘输入本控制器接受3B 格式指令,可存放2158条加工指令,指令段号为0—2158。
加工程序可存放在任意段号位置,并可同时存放多个加工程序;在切割加工过程中仍然可以输入。
指令输入步骤为: 3B 格式指令m □B X □B Y □B J □GX /□GY □Z (m 为指令段号)开始输入新程序时,首先要输入起始条指令段号。
接着按“B ”键,便可开始输入3B 指令的第一个B 值即X 值:再按一次“B ”键后,输入第二个B 值即Y 值,再按一次“B ”键后,输入第三个B 值即J 值,再按“X ”或“Y ”键,输入加工方向,最后输入加工指令“SR1-4”、“NR1-4”或“L1-4”;如果该指令是具有特别定义的指令,如“引线”、“回复线”、“最后一条指令”、“跳步线”或“等圆弧”这五种之一的话,则要输入它们的特别定义符,具体详见下面的说明。
到此即完成了一条指令的全部输入过程,若要继续输入下一条指令,可以直接按“B ”键,指令段号会自动加1。
线切割单板控制器使用说明书
线切割单板控制器使用说明书1. 单板控制器接收程序:待命一上档一起始地址(即起始条数,下同)一B。
电脑送数控程序到单板机用“应答传送”送数。
注:所有操作前都需要按待命键,从而为后续命令的执行作准备!切记!2. 单板控制器程序校零:待命一上档一程序起始地址(即起始条数)一校零一校零,看X,Y 出现的数字是否小于10而确定程序是否正确。
〈5号和8号机单板控制器则为,待命一程序起始地址(即起始条数)一校零一校零。
〉3. 单板控制器座标清零:待命一上档一X或者丫一D,<5号和8号机单板控制器则为,待命一X或者丫一D。
(查看是否已经清零,待命一上档一X或者丫,看X,Y出现的数值是否为零,<5号和8号机单板控制器则为,待命一X或者丫〉4. 单板控制器提取程序出来加工:待命一程序起始地址(即起始条数)一执行一执行,即可开始加工。
5. 单板控制器中断,暂停或者退出加工:待命一(换档+D), <5号和8号机单板控制器则为,待命一上档一暂停〉先暂停加工,再按:待命一退出一退出一退出<5号和8号机单板控制器则为:待命一作废一作废一作废,3号和7号机单板控制器则为:打下加工开关即加工开关不在位再按退出键三次即可退出加工。
〉6. 单板控制器手动回退:待命一上档一回退(执行或者逆向键),如要回退很多,则按住不动,即可一直回退到这条程序的起始位置。
7. 单板控制器恢复加工:待命一(换档+D ),<5号和8号机单板控制器则为:待命一恢复〉即可恢复加工。
8. 单板控制器断丝回零:(单板控制器座标清零就是为了单板控制器断丝回零而作的工作,如果单板控制器座标清零没有执行则单板控制器断丝回零就没有任何意义。
)首先退出加工,然后按:待命一上档一L3然后空走至加工起始点,如果有锥度加工,则还要使锥度头回零,待命一上档一L4,然后锥度头空走回零〈5号和8号机单板控制器则为:待命—上档一XY回零,锥度则为待命一上档一UV回零〉9. 单板控制器逆切加工:待命一上档一程序起始地址(即起始条数)一(o 。
CodeGrip单板电路板设计手册说明书

QUICKSTA R T G U I D EU N I V E R SA LUNI CODEGRIP is a unified solution, designed to perform programming and debugging tasks on a range of different microcontroller devices (MCUs) based on both the ARM® Cortex®-M, RISC-V and PIC®, dsPIC, PIC32 and AVR architectures from Microchip. By bridging differences between various MCUs, it allows a huge number of MCUs from several different MCU vendors to be programmed and debugged. Although the number of supported MCUs is absolutely huge, more MCUs might be added in the future, along with some new functionalities.Thanks to some advanced and unique features such as wireless connectivity and US B-C connector, the task of programming of a huge number of microcontrollers becomes seamless and effortless, providing users with both the mobility and the complete control over the microcontroller programming and debugging process. The USB-C connector offers improved performance and reliability, compared to traditionally used US B Type A/B connectors. Wireless connectivity redefines the way the development board can be used.The graphical user interface (GUI) of the CODEGRIP S uite is clear, intuitive, and easy to learn, offering a very pleasant user experience. The embedded HELP system provides detailed guidelines for every aspect of the CODEGRIP Suite.C ODE G R I P Quick Start Guide P A G E 3Table of contentsInstalling CODEGRIP Suite4CODEGRIP Suite overview9Programming over USB-C10Programming over WiFi13Licensin g 16PAGE4C ODE G R I P Quick Start GuideInstalling CODEGRIP Suite The destination folder can be selected on this screen. Use the suggested destination folder or select a different folder by clicking the Browse button. Click Next to proceed, Back to return to the previous screen, or Cancel to abort the installation process.This is the welcome screen. Click Next to proceed or Quit to abort theinstallation. The installer will automatically check if there is a newerversion available, if there is an Internet access. If you use a proxy serverto access the internet, you can configure it by clicking the Settingsbutton.The installation process is easy and straightforward.Download CODEGRIP Suite software application from the link /setups/codegrip Then follow the steps below.1. Step – Start the installation process2. Step– Select the destination folderC ODE G R I P Quick Start Guide PA G E 5I N S T A L L A T I O N Carefully read the End User License Agreement (EULA). S elect the desired option and click Next to proceed. Note that if you do not agree with the license, you will not be able to proceed with the installation.On this screen, you can choose which options you want to install.Buttons above the list of available options allow you to select or deselectall the options, or to select the default set of options. Currently, thereis only a single installation option available, but more may be added inthe future. Press Nextto continue.3. Step – Select the components to install4. Step– License agreementPAGE6C ODE G R I P Quick Start GuideAfter all the installation options are properly configured, the installation process can now be started by clicking the Install button.Windows Start Menu shortcuts folder can be selected on this screen.You can use the suggested name or use a custom folder name. PressNext to proceed, Back to return to the previous screen, or Cancel toquit the installation.5. Step – Select the start menu shortcuts6. Step – Start the installation processC ODE G R I P Quick Start Guide PA G E 7I N S T A L L A T I O N Click the Finish button to close the Setup Wizard. The installation of the CODEGRIP Suite is now complete.The installation progress is indicated by the progress bar on thisscreen. Click the S how Details button to monitor the installationprocess more closely.7. Step – Installation progress8. Step – Finish the installation processC ODE G R I P Quick Start GuideP A G E 9 O V E R V I E WCODEGRIP Suite overviewThe CODEGRIP Suite GUI is divided into several sections (areas), each containing a set of tools and options. By following a logical concept, each menu function is easily accessible, making the navigation through complex menu structures easy and simple.This document will guide you through a typical MCU programming scenario. You will get familiar with the basic concepts of the CODEGRIP Suite.If you require more detailed information about all the features provided by CODEGRIP, please refer to the corresponding manual on the following link/manual/codegrip1. Menu section2. Menu Item section3. Shortcut bar4. Status barPAGE1C ODE G R I P Quick Start Guide Programming over USB-CConnect the CODEGRIP with a PC using the USB-C cable. If everything was connected properly, POWER, ACTIVE and USB LINK LED indicators on the CODEGRIP device should be ON. When the ACTIVE LED indicator stops blinking, the CODEGRIP is ready to be used.Open the CODEGRIP menu (1) and select the newly unfolded Scanning menu item (2). SCAN DEVICES (3) to get a list of available CODEGRIP devices. To connect with your CODEGRIP over USB cable click the USB Link button (4). If more then one CODEGRIP is available, identify yours by it's serial number printed on the bottom side.The USB Link indicator (5) will turn yellow upon successful connection.1. Connect to CODEGRIP over USBP A G E 11Open TARGET menu (1) and select the Options menu item (2). Set up target MCU either by selecting vendor first (3) or by directly entering MCU name in the MCU drop-down list (4). To narrow down thelist of available MCUs, start typing the name of the MCU manually (4). The list will be dynamically filtered while typing.Then select the programming protocol (5) to match your hardware setup.Confirm the communication with the target MCU by clicking the Detect button located on the Shortcuts bar (6). A small pop-up window will display the confirmation message.2. Programming setupP R O G R A M M I N GP A G E 12Load the .bin or .hex file by using the Browse button (1).Click the WRITE button (2) to program the target MCU.The progress bar will indicate the programming process, while the programming status will be reported in the message area (3).3. Programming the MCUP A G E 13W i FiProgramming over WiFiProgramming over the WiFi network is a unique feature provided by CODEGRIP allowing to program the MCU remotely. However, this is an optional feature of CODEGRIP and requires a WiFi license. For more information about the licensing process, please refer to Licensing chapter.To configure CODEGRIP to use the WiFi network, a one-time setup through the USB cable is required. Make sure that the CODEGRIP is properly connected as previously described in Connect to CODEGRIP over USB section of the previous chapter and then proceed as follows.1. WiFi mode setupOpen the CODEGRIP menu (1) nd select the newly unfolded Configuration menu item (2). Click on the WiFi General tab (3).Enable WiFi in the Interface State drop-down menu (4). Choose the Antenna (5) type to match your hardware setup.Select the Station Mode from the WiFi Mode drop-down menu (6).P A G E 14Click on the WiFi Mode tab (1) and fill in the respective fields in the Station Mode section as follows.Type in the WiFi network name in the SSID text field (2) and the WiFi network password in the Password text field (3).Select the security type used by the WiFi network from the Secure Type drop-down menu. Available options are Open, WEP, WPA/WPA2 (4).Click the STORE CONFIGURATION button (5). A pop-up window willdisplay a notification, explaining that the CODEGRIP will be restarted. Click OK button (6) to proceed.2. WiFi network setupP A G E 15W i FiThe CODEGRIP will now be reset. After the ACTIVITY LED stops blinking, the CODEGRIP is ready to be used.Open the CODEGRIP menu (1) and select the newly unfolded Scanning menu item (2).SCAN DEVICES (3) to get a list of available CODEGRIP devices. To connect with your CODEGRIP over WiFi click the WiFi Link button (4). If more then one CODEGRIP is available, identify yours by it's serial number printed on the bottom side.The WiFi Link indicator (5) will turn yellow upon successful connection.Continue with programming the MCU as described in Programming Setup and Programming the MCU sections of the previous chapter.3. Connect to CODEGRIP over WiFiP A G E 16LicensingSome features of the CODEGRIP such as the functionality of the WiFi module, and the SSL security, require licensing. If no valid license is found, these options will be unavailable in the CODEGRIP Suite.Open the CODEGRIP menu (1) and select the newly unfolded License menu item (2).Fill in the user registration information (3). All fields are mandatory in order to proceed with the licensing process.Click on the + button (4) and a dialog window will pop up. Enter your registration code in the text field (5) and click the OK button. The entered registration code will appear in the Registration Codessubsection.P A G E 17L I C E N S I NGAfter a valid registration code(s) is added, click on the ACTIVATE LICENSES button (6). A confirmation window will appear, suggesting that you should reload the CODEGRIP configuration. Click the OK button to close this window.Once the licensing process is successfully completed, the licenses will be permanently stored within the CODEGRIP device.For WiFi license, please visit/codegrip-wifi-license For SSL security license, please visit /codegrip-ssl-license8 1 E G A PP A G E 19/support***************** 02EGAP。
HS98Z单板控制器说明书
一、概述控制器主机为Z-80单板机,4MH时钟,八位字长,采用浮点,整数运算,具有处理旋转,循环,自动短路回退,自动找边中心功能。
有断电保护功能,机内装有镍镉电池,不必调换,使机器能应付突然停电在条件允许时,应充分注意,防尘,防湿,防煤烟。
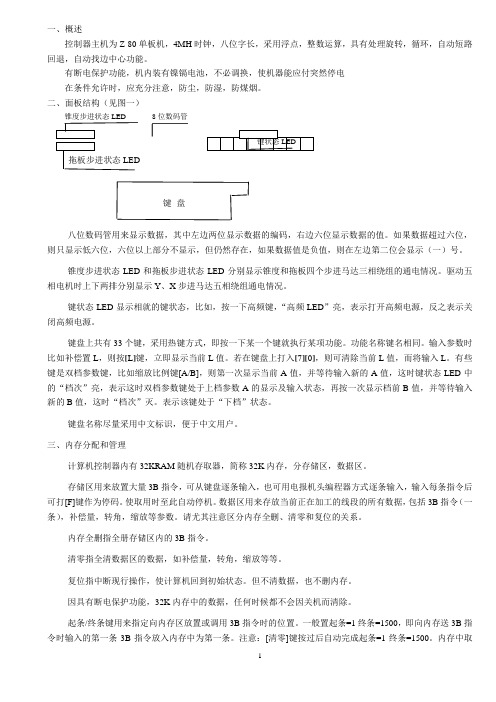
二、面板结构(见图一)8位数码管锥度步进状态LED和拖板步进状态LED分别显示锥度和拖板四个步进马达三相绕组的通电情况。
驱动五相电机时上下两排分别显示Y、X步进马达五相绕组通电情况。
键状态LED显示相就的键状态,比如,按一下高频键,“高频LED”亮,表示打开高频电源,反之表示关闭高频电源。
键盘上共有33个键,采用热键方式,即按一下某一个键就执行某项功能。
功能名称键名相同。
输入参数时比如补偿置L,则按[L]键,立即显示当前L值。
若在键盘上打入[7][0],则可清除当前L值,而将输入L。
有些键是双档参数键,比如缩放比例键[A/B],则第一次显示当前A值,并等待输入新的A值,这时键状态LED中的“档次”亮,表示这时双档参数键处于上档参数A的显示及输入状态,再按一次显示档前B值,并等待输入新的B值,这时“档次”灭。
表示该键处于“下档”状态。
键盘名称尽量采用中文标识,便于中文用户。
三、内存分配和管理计算机控制器内有32KRAM随机存取器,简称32K内存,分存储区,数据区。
存储区用来放置大量3B指令,可从键盘逐条输入,也可用电报机头编程器方式逐条输入,输入每条指令后可打[F]键作为停码。
使取用时至此自动停机。
数据区用来存放当前正在加工的线段的所有数据,包括3B指令(一条),补偿量,转角,缩放等参数。
请尤其注意区分内存全删、清零和复位的关系。
内存全删指全册存储区内的3B指令。
清零指全清数据区的数据,如补偿量,转角,缩放等等。
复位指中断现行操作,使计算机回到初始状态。
但不清数据,也不删内存。
因具有断电保护功能,32K内存中的数据,任何时候都不会因关机而清除。
起条/终条键用来指定向内存区放置或调用3B指令时的位置。
046-单板说明书(中文)

支架,此时应保证光电开关支架保持水平,如果两侧前墙不在同一平 面上则需使用适当的衬垫加以调整从而保证光电开关支架的伸出长 度保持一致。使用 M6×30 的螺栓把光电开关安装在光电开关支架的 内侧。
2)接线 接线时打开机头灯罩,在线路板找到标有“光电开关”字样的接 线端子。使用十字头螺丝刀连接双芯平行信号线的一端。然后将平行 信号线引至墙壁支架处,再并联分成两根信号线,分别接至两只光电 开关的接线端子上。两根信号线不分极性,可随意连接。 四、停电自锁 如果当您的车库处于停电状态,车库门门体位于开门状态时, 可以手动拉动拉绳,使离合器与链接头脱开,然后手动推动门体使其 向下运动至关门位置,门体会自动锁在限位孔(安装工在安装现场根 据门关时离合器提拉块的实际位置用电钻钻一个直径为 8mm 的孔)。 五、维修保养 每月一次检查开门机开、关门行程是否变化,遇障保护是否灵敏, 门体是否平衡良好,并及时进行调整,保持开门机的最佳工作状态。 必要时请专业维修人员进行检修、调试。 六、 技术参数
a、电源电压:AC220V 50Hz b、电机输出扭矩:6N•m/8N•m c、遥控距离:≥20m d、起闭速度:80mm/s
七、常见故障处理
故障现象
故障原因
开门机不能运行,LED •开门机没有接通电
指示灯无显示
源
开门机不能运行,LED •行程调节错误
指示灯快速闪亮
开 门 未 到 位 停 止 运 •门体运行阻力大于
光电开关是一种通过在门洞两侧提供一束不可见光来实现非接 触性安全保护的系统,即当门体在关门过程中如果通道上有人或其他 障碍物阻断光束,门体应立即停下来,然后在两秒钟内反方向运行, 并返回到全开的位置,从而达到安全保护目的。
1)定位光电开关 光电开关支架距离地面的高度为 150mm,并尽可能使其位置远离 门洞,从而避免阳光的照射。使用自攻螺钉或膨胀螺钉固定光电开关
单板机WLT_VGA使用说明

DB9FM 信号定义
引脚号 2 3 5
广州市微嵌计算机科技
母头(面对观察) 线的颜色 黑 橙 黄
信号意义 TX RX GND
电话: 020‐38497067
2007‐1‐21
棕 类 PS/2M 信号定义
WLT_TFT800×600 工业触摸屏 LCD 一体化电脑
GND
路只接 TTL 电平。 z 可由 SPI 口扩展 CAN 智能接口板(winCE 系统内已集成驱动)。 z 由 USB 集线器 AU9254 扩展而来的三个 USB HOST 接口,可同时连接 USB 鼠标,键
盘,及 U 盘。 z 一路 USB DEVICE 接口,支持 Activesync 可以和 PC 机同步通信和联调应用程序。 z 一路 10M 的以太网络接口。 z SD/MMC 接口,支持 SD 卡和 MMC 卡。 z 触摸屏接口,支持表面声波触摸和四线电阻式触摸屏(winCE 系统内已集成驱动)。
或广州永安的 ETT5001S 即可。如果用户想使用其他型号的声波触摸屏可以向我公司定 做驱动。如
公司 成都吉瑞公司
网址
广州永安伟业触摸电脑有限公司
下面以广州永安伟业触摸电脑有限公司的串口显示器(使用 5001S 控制器)为例说 明:
应用领域
工业控制,检测设备,仪器仪表,安全监控,医疗器械,智能终端等产品嵌入式高 端应用。
支持 CAN 方便客户构建现场总线网络。
工作条件
12VDC,电流:500mA 工作温度:‐10℃~70℃
广州市微嵌计算机科技
电话: 020‐38497067
2007‐1‐21
PCB 图及端口介绍
z 可完美支持 WindowsCE .NET 5.0 操作系统。 z 用户可将精力集中在应用程序相关的技术开发上,而无须关心复杂、费心的硬
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第一部分:使用和操作说明HX-Z5(HX-A5)型控制器是HX-Z(HX-ZA)型控制器的升级版。
HX-Z(HX-ZA)型控制器的操作可参照HX-Z5(HX-A5)型控制器使用说明。
HX-A5(HX-ZA)型是直线控制器,阅读使用说明时可省略锥度部分。
第一章概述HX-Z5(HX-A5)线切割电脑控制器采用MSC-52系列单片机为主机,性能稳定,工作可靠,体积小,价格低。
是目前国内性能价格最理想的电火花线切割控制器。
一、主要功能与技术指标1、并行工作:加工控制同时可输入编辑程序和进行快速校零工作。
2、程序容量:2158条加工指令。
3、输入方式:键盘,纸带和直接与编程机通信。
4、最大控制长度和圆弧半径:最大长度为10米,最大圆弧半径为100米。
5、间隙补偿:3B直接间隙补偿:补偿量为0-9999um。
6、齿隙补偿:用于提高旧机床的侍传动精度,补偿量为0-49um。
7、数据保护:在切割加工过程中,对被加工程序段和参数数据进行保护,不能进行修改,插入,删除等编辑操作。
8、运行方式:任意角度旋转,平移;指令倒走;比例缩放;快速校零瞬间完成。
9、回退功能:短路自动回退,消除短路后自动转为切割,也可按键手动回退;自动回退等待时间在1-99秒内任意设定。
10、断丝功能:按键控制XYUV四轴返回起始点。
11、清棱功能:段末高频延时消除钼丝滞后,可加工出清棱角工件,高频延时时间在0.1-9.9秒内任意设定。
12、锥度控制:具有一般等锥体加工控制功能和上下异型面加工控制功能。
13、停机控制:加工结束报警并输出机床停机信号。
14、断电保护:断电保存加工程序和加工状态,来电后从掉电处继续往下切割。
15、驱动方式:三相六拍,五相十拍(锥度)任选。
16、电脑传输:应答传输和同步传输兼容使用。
同步传输可根据电脑的速度来快速传输程序。
(此功能只有(HX-Z5,HX-A5)控制器具有)17、坐标自动清零:新工件加工时控制器内部坐标自动回零位,这样便与客户在加工过程的回原点操作。
(此功能只有(HX-Z5,HX-A5)控制器具有)二、系统结构与工作原理1、硬件结构控制器由78E58单片机,存储器,键盘显示电路,通信接口,变频电路与步进驱动电路构成。
2、工作原理控制器有待命,上档和第三功能三种运行状态:在待命状态下可进行程序输入,检查,修改,插入,删除和恢复操作以及执行正割,倒割等功能。
在上档状态下可执行电报头程序输入,编程器数据通信,程序作废,校零;旋转、平移,缩放操作,间隙补偿量的设置等等功能在第三功能状态下操作。
一般线切割控制器的监控与加工运行状态是互斥的,即加工控制时,不能输入加工程序,而该控制器在加工控制的同时可输入其它程序,还可进行快速校零运算:这对用户来说是很有益的。
第二章 操作说明一、开机状态控制器开机,有下列三种显示状态。
1、显示Good 。
此时控制器内部正常,停电保护可靠。
2、显示原有加工状态(计数长度J )。
此时开动机床即可继续进行切割加工。
暂停后,连续按三次3、显示Error 。
表明控制器内部ROM 数据出错,不能按原有状态进行继续加工。
二、控制器键盘布局如下:三、正常待命和指令执行状态下显示在待命状态下,有两种显示状态,正常待命和指令执行状态。
1、正常待命此状态下,控制器只显示一个“P ”值,同时按“X ”或“Y ”键时显示的是总的Y 轴走过的步数,当切换到上档“P.”状态后,按“X ”或“Y ”键时显示的是总的UV 轴走过的步数。
同时此状态下,可以输入据有的功能参数值和控制状态,也可以删除它们。
2、执行状态此状态时的待命状态不再是显示“P ”值,而是显示正在执行的指令的计数长度,即J 值,同时还有指令段号和加工指令。
缩 放 高度 补偿 参数平移 旋转调速7 NR2 8 L1 9 L2 L3 L上 档待 命4 NR45 NR116 NR3 1 SR3 2SR1 3 SR4 0 SR2D 退出通讯 B L4 ()DL 恢复 插入 作废 删除 校零 检查 逆割 进给 暂停 执行 设置 高频J”和“U”之间切换,同时可能数值也在变换,表示控制器在显示下工件面的指令和显示上工件面的指令之间切换;当显示符号“J”时,表示显示的是下工件面的指令,当显示符号“U”时,表示显示的是上工件面的指令。
X”值或“Y”值,并且还有指令特定符。
具体显示的是上工件面还是下工件面,取决于在待命状态时,控制器是处于哪一种状态;若处于显示下工件面状态,则此时显示的是当前正在执行的指令的下工件面的“X”值或“Y”值,若处于显示上工件面状态,则此处显示的是上工件面正在执行的指令的“X”值或“Y”值。
四、程序输入与编辑在显示Good P后可进行程序输入、检查、插入、删除、快速校零等操作,操作时指令段号m,必须输入。
1、键盘输入程序本控制器接受3B格式指令可存放2158条加工指令,指令段号为1~2158。
加工程序可存放在任意段号位置,并可同时存放多个加工程序;在切割加工过程中仍然可以输入。
指令输入步骤为:(1)3B格式指令m X Y J (m为指令段号)开始输入新程序时,首先要输入起始条指令段号。
接着按3B指令的第一个B值即X B值即Y值,再按一次B值即J值,再按SR1-4”、“NR1-4”或“L1-4”;如果该指令是具有特别定义的指令,如“引线”、“回复线”、“最后一条指令”或“等圆弧”、“跳步线”这五种之一的话,则要输入它们的特别定义符,具体详见下面的说明。
到此即完成了一条指令的全部输入过程,若要继续输入下一条指令,可以直接按1。
若要从新的位置开始输入,则必须重新输入指令段号后再按特别定义符(标志符)的说明:◆引线(显示L):斜度加工时也称自斜线在指令后按一次L”,表示该指令为引线。
◆跳步线(显示JL):用于加工跳步模;在执行跳步线时不能装钼丝。
JL”,表示该指令为跳步线。
◆等圆弧加工指令(显示DL)P标有该符号的指令在斜度加工时都作等圆弧处理。
DL”,表示该指令为等圆弧加工。
◆暂停符/回复线(显示END):与引线对应使用。
D单独使用,表示暂停符。
END”,表示该指令为回复线。
◆停机符(显示AEND):有时也与引线配合使用兼作回复线功能。
在指令后按两次AEND”,表示该指令为最后的指令,当执行完这条指令后,控制器将输出关机床信号。
注意:每个程序中可设置暂停指令,输入完毕则必须在程序末设置停机指令。
设置步骤为按停机符,END)或全停符,AEND)。
(2)在加工时输入程序加工时,16位显示器显示当前加工状态。
按待命键显示当前加工状态,再按数字键(输入指令起始段号)显示器左4位显示输入的起始段号,此时可按3B格式输入指令:一条输入完后按B键段号自动加1,接着可输入下一条指令。
到段末后一定要输入停机符D或DD。
(3)在显示Good状态时输入程序按待命键显示器显示P,再按数字键输入起始段号后可按3B格式输入指令。
2.检查B值即X B值即Y B值即J后则显示加工方向和加工指令,如是特别定义的指令,则同时显示该指令的特别定义符。
到此该指令已检1,同时显示下一条指令的第一个B5秒后,控制器会自动显示下一项内容,与按检查键的效果相同。
3.插入(显示提示符InC)若要在某个段号处插入一条指令,同时将该段号后面的指令向后移动一条,则可以使用插入功能。
具INC“,表示已插入成功,此时该段号处的指令为空,再使用键盘输入指令法将需要插入的指令输入到该段号处即可。
4.删除(显示提示符DEL)若要将某个段号处的指令删除,同时将后面的指令向前移过来,则可以使用此功能,具体操作为:在DEL”,表示已删除成功,此时该段号处已经是后面的一条指令。
5.修改以要修改的段号为段号,按输入指令的方法把这条指令修改为正确的指令。
另外在检查的时候发现这条指令没有停机符,可按6.作废若要将某一段段号内的指令全部作废,使它们全部无效,则可以使用此作废功能,具体操作为:在待命状态下,再输入要作废程序段的起始段号后按显示“「”符号,再接着输入这段的结束段号后按号内的所有指令作废后返回到待命状态。
7.恢复若要将先前已经作废的基本段段号内的指令全部恢复成有效指令,则可以使用恢复功能,具体操作为:示“「”符号,再接着输入这段的结束段号后按将该段内的指令全部恢复后返回到待命状态。
注意:只有先前已经用作废功能作废的指令,才能用恢复功能将其恢复。
8.快速校零所谓快速校零,就是对整个加工程序终点位移量计算,以检测加工图是否封闭,从而验证程序是否正确。
当将一段完整的指令输入到控制器后,在加工开始前,一般都要作封闭性检查,即检查该段指令的图形是否封闭,以确认加工出来的工件是否正确;因为一般工件的轮廓线都应是封闭的。
如果使用人工计算,则工作量太大;如果在机床上模拟加工一遍,则可能时间太长,而快速校零功能就是为此设计。
它可以自动计算出并显示出某段指令的终点到起点的距离,即快速又准确。
当用户需要检查某个指令段的封闭性时,立即开始由输入的起始段号计算起,显示器跟踪显示已经计算到的指令段号,一直自动计算到结束段号后停下来,显示出计算的起始段号和结束段号,以使用户检查是否正确,再按一下任何键,就显示出计算出来的终点到起点的距离;左边的数值是X方向的距离,右边的数值是Y方向的距离。
注意:当有斜度加工时,第一条指令必须是引线,快速校零可以加补偿量,加补偿校零与不加补偿校零可能有点不同,这是因为四舍五入法的关系,但是只要不影响精度,就可切割加工;另当带补偿切割时不能校零,不加补偿加工时可以在任意时候、任意条指令校零;校零末段号以停机符DD为界。
例:从200P.,按200,左面显示以200开始至停机符的段号,当校零结束,左右显示换位,按任意键,显示器左面八位显示X值、右面八位显示Y值。
9.纸带输入和编程机通信本控制器能与各种类型的编程机直接通信。
使用该方式可以接收与纸带读入器完全兼容的数据接口,即“8421”码,但不能直接联接纸带读入器,必须加装驱动接口。
目前市面上流行的“OXY”自动编程软件和“YH”自动编程软件即是该接口,本控制器可以直接与它相联。
首先将传输线(该线必须按规定配套制作)的一端插入本控制器的通讯口,另一端插入计算机的并行端口,然后将本控制器置为通讯等待状态:具体为:①应答通讯:(此种通讯方式应把编程软件的输出方式设置为:数据方式底电平有效;联机方式为应答传输)P.机的自动编程软件启动到“传数控程序”功能,让计算机开始发送指令即可。
②同步通讯:(此种通讯方式应把编程软件的输出方式设置为:数据方式高电平有效;联机方式为同步传输)P.机的自动编程软件启动到“穿数控程序(或穿数控纸带)”功能,让计算机开始发送指令即可。
在控制器接收过程中,显示器不停地变换显示接收到的指令,在接收完一条指令后,指令段号会自动加1,直到最后一条指令输入停机符“DD”后即自动返回到待命状态,表示通讯传送完成。