单片机控制的电动机Y—△启动电路优化
电动机Y-△的PLC控制
电动机Y-△的PLC控制电动机Y-△的PLC控制是一种用于控制电动机启动、停止和切换运行方式的方法。
该方法利用可编程逻辑控制器(PLC)作为控制设备,通过对电动机继电器和接触器进行逻辑控制,实现电动机的正向、反向运行以及Y-△起动方式的切换。
Y-△起动是一种常见的电动机启动方式,采用星形(Y)接法与三角(△)接法的结合,实现电动机在起动和运行过程中的电流平衡。
在起动过程中,先将电动机绕组接成星形接法,通过降低电动机的起动电流,减小对电网的冲击。
在电动机达到额定转速后,再将电动机绕组切换至三角接法,实现电动机的正常运行。
在PLC控制电动机Y-△起动过程中,可以使用以下步骤:1. 确定PLC的输入和输出点:输入点用于接收来自外部传感器或按钮的信号,输出点用于控制电动机继电器和接触器的动作。
2. 设计PLC的控制逻辑:根据Y-△起动的控制流程,设计PLC的逻辑控制程序。
可以使用PLC编程软件进行编写,通常使用梯形图或结构化文本语言进行编程。
4. 编写PLC程序:根据控制逻辑设计的要求,编写PLC的控制程序。
根据实际需求,可以添加启动、停止、正向运行、反向运行和Y-△切换等功能。
5. PLC程序的调试和测试:将编写好的PLC程序下载到PLC设备中,进行调试和测试。
通过对控制点的检测和观察,判断PLC的逻辑控制是否符合要求。
6. 优化和完善PLC程序:根据实际运行情况,对PLC程序进行调整和优化。
对于Y-△起动的控制过程,可以根据电动机的负载情况和需要起动的次数进行调整和优化。
1. 自动化程度高:通过PLC控制,可以实现电动机的自动化启动、停止和切换功能,减少人工操作,提高生产效率。
2. 灵活可靠:PLC控制程序可以根据实际需求进行调整和优化,适应不同工况和运行要求。
3. 易于维护:PLC控制系统具有自诊断和错误报警功能,能够及时检测和报告设备故障,方便维护和修复。
4. 成本低廉:相比传统的控制方法,使用PLC控制电动机Y-△起动可以节省设备成本和维护成本,提高经济效益。
单片机控制的电动机Y-△启动电路设计

性的意见。
测量学实验 A : 1 . 水准仪的操作与使用 : 2 .自动安平普通水准测 【 参考 文献 l 1 ] 王宇会, 李锦城. 测量 实验教 学改革【 J J . 实验科学 与技术 , 2 0 1 1 , 9 ( 4 ) : 1 0 0 — 1 0 2 . 量; 3 . 四等水 准测量 ; 4 . 经纬仪 的构造与使用 ; 5 . 全站仪的认识与使用 ; [ [ 2 ] 徐克 科, 王宏 涛. 高校测 量实验教 学体系探 索[ J ] . 实 验技术 与管理 , 2 0 1 1 , ( 0 1 ) : 6 . 全站仪角度和距离测量 ; 7 . 全 站仪施工放样 ; 8 . G P S的认识与使用 。 - 83. 测量学实验 B: 1 .水准仪的操作与使用 ; 2 .自动安平普通水准测 81 [ 3 ] 徐克科, 邓广涛. 高校测量实验教学模式 改革与创新 叨. 实验室科 学, 2 0 1 0 , ( 0 5 ) : 量; 3 . 全 站仪 的认识 与使用 ; 4 . 全站仪 角度和距离 测量 ; 5 . G P S 的认识 2 5 — 2 8 . 与使用
科 技信息
0科教前沿 0
S C I E N C E&T E C H N O L O G Y I N F O R M A T I O N
2 0 1 3年
第1 1 期
在启动 时间设置程序 流程 图中 . s 1键为 电动 机启动 时间设置开 始/ 结束按键 , 第 1次按下 , 设置开始 , 再次按下 . 设 置结束 , S 2键为启 动时间加 1键 , s 3 键 为启动 时间减 1 键 本设计中设计 的启动 时间有 上限值 . 超过上 限值赋予最小值 . 同时设置了启动时间下限值 . 小于下 限值 . 则 赋予最 大值 在按键设置 中注意 了按键 的去抖问题。按键 本身是机械开关 . 由 于机械触点 的弹性 以及 电压突跳等原因 . 在触点闭合或者是断开的瞬 间会 出现 电压抖动 的情况 。 在发生抖动时单 片机很难判别此时按键是 否按下 , 为此 , 本设计进行按键的去抖处 理。 本设计采用软件方法去抖 动, 用延时程序躲过按键抖动 时间( 延 时约 1 0 m s ) . 待信号稳定后再 进
单片机控制的电动机Y-△启动电路优化

电动机 的电源通断可 以通过单片机控制的接触器主触头 加 以控制 ,同时电机 的星型启动三角运行的效果可 由单片机
的定 时 来 转 换 。 2 . 5电路 指 示
此设计主要采用发光 二极管作为指示灯,将发光二极管 接在接 口处 ,当两端的电压差超 出自身导通压降时就会开始 工作 , 此时的电流要满足电流和 电压的要求, 并与发光二极管 的 电流相适应 , 二极管才可 以正常发光 。 3单片机控制的电动机 y - A 启动 电路 中的软件设计 3 . 1系统 主 程序 流程 系统设计 的整个过程在系统主程序流程 中的具体表现如 下: 首先 , 可 以对 系 统 进 行初 始 化 , 包 括 地 址 的常 量 定义 、 初 始 化单片机各端 口、 资源分配、 初始化 电动机 的启动时 间和定时 器、 设置推栈指针等 ; 其次, 能够调用启动时间处理程序 , 电动 机的启动时间为十六进制数, 存储在数据缓冲区中, 如果要显 示 出数码 管 , 就 要进 行十 进 制 进 行 区分 , 并 且每 一位 都 存 在 不 同的 单 元 。
对其运作流程的各个步骤给予 了全面 的解说 , 且分析 了各步骤中的电路硬件结构设计 , 就软件程序编制及硬件的整体 试运实施 了深入 的研究 , 从 而达到用弱 电操 控强电的 目标 , 而且运用单体型键盘对马达的启运 实施操控 , 此设计 方案 经历调 配及测试 , 达 到 了设计方案 中的各项 要求。 关键词 单 片机构 电动机启运 电路结构 设计优化 中图分类号 : T M3 4 1 文献标识码 : A 也就是低 电平 , 此时单片机开始工作。L E D 发光二极管在复 位 电路 中主 要 用 来 指 示 电路 电源 是 否 安全 接 通 ,晶 振 电路采 用的是外部无源 晶振 , 晶振值选用 1 2 MHz , 两个谐振 电容取值 为3 0 P F 。
第六章 51单片机控制三相异步电动1[1]
![第六章 51单片机控制三相异步电动1[1]](https://img.taocdn.com/s3/m/7915bf715acfa1c7aa00cc6f.png)
6、 软件流程
系统按下 SB1后, 三相异步电动机为 星型启动经过 30 秒 后转换为三角形启 动,按下 SB2 后异 步电动机待机状态。 程序有 30 秒倒计时 数码显示,每种电 路状态都有相对应 指示灯显示,正常 启动后显示速度。
3 设计总框图
设计采用AT89S52作为主控制芯片,用来驱动继电器的闭合来实现状态 的切换,同时控制状态灯LED与LCD1602显示时间。具体硬件部分由晶振电路、 复位电路、显示电路、键盘电路、电源电路、单片机、驱动电路等组成。
4、主要部分简介
4.1 按键、LED控制部分 4.2 驱动电路部分 4.3 显示部分
4.1 按键、LED控制部分
如图所示,按键与LED状态灯的部分,当按键按下时, 对应的I/O口就检测到为低电平,4个LED灯,处于共阴 连接方式,当对应的I/O口给高电平时就会点亮,其中 LED1为电源指示灯。
4.2 驱动电路部分
P1.0接单片机的输出口,当输出为低电平时,驱动电路导通,KM1 闭合。
2、系统总体设计方案
本设计用发光二极管显示对应的电路状态:红灯亮表示整个系统进入待机 状态,KM1、KM3(Y)及KM2(△)均断开;黄灯亮表示电机星形启动;绿灯亮表示 KM3(Y)断开,KM△闭合,电机进入三角形启动状态。数码管则用来显示30s倒计 时间。
实验功能: 1. 2. 3. 4. 按下SB1后,KM1、KM3(Y)闭合,延时限30s后,KM3(Y)断开,KM2(△)闭合; 按下SB2后,KM1、KM2(△)及KM3(Y)均断开,且进入待机状态; 30s倒计时数码显示后;进入正常运行后,开始速度检测与显示。 每种电路状态有对应指示灯闪烁(或显示)。
【控制应用】
星三角启动单片机控制
3-4 电动机Y—△启动PLC控制设计和装调

输入设备 输入端口编号 输出设备 输出端口编号
热继电器KH
X0
接触器KM
Y1
启动按钮SB1
X1
接触器KMY
Y2
停止按钮SB2
X2
接触器KM△
Y3
模块三 自动控制电路装调维修
电动机Y/△启动的PLC接线图
模块三 自动控制电路装调维修
电动机Y/△启动的PLC梯形图
模块三 自动控制电路装调维修
3.在程序视图中可以看到转 换的程序如右。
4.将程序写入(下载)到 PLC。
5.在PLC的I/O端口上连接 按钮及指示灯。
数量
1台
1台 1根
备注
交流电源已连接好, 由开关控制
1个 1个
模块三 自动控制电路装调维修
三、操作步骤和内容
1.启动GX Developer并新建一个文件。 2.用基本逻辑指令,编写能实现电动机Y/△启动的 应用程序。
模块三 自动控制电路装调维修
按照电动机Y/△启动的继电控制电路图作替代设计梯形 图前,首先应确定输入、输出设备与PLC输入、输出端口的 对应关系,也就是进行I/O分配,依据I/O分配表画出PLC接线 图,然后按原控制电路图写出梯形图。
模块三 自动控制电路装调维修
课题4 电动机Y—△启动PLC控制设计和装调
一、操作要求
1.使用基本逻辑指令编写电动机Y—△启动的应用程序。
Байду номын сангаас
2.用按钮、指示灯、监控软件对程序进行模拟调试。
二、操作准备
序号
1
2 3 4 5 6 7
名称
PLC
计算机 编程电缆
按钮 指示灯 剥线钳 压接钳
规格型号 三菱FX2n型
电动机Y-△的PLC控制
电动机Y-△的PLC控制随着工业自动化的不断发展,PLC(可编程逻辑控制器)在各种自动化控制系统中得到了广泛的应用。
而电动机Y-△的控制是工业领域中常见的一种控制方式,通过PLC进行Y-△控制能够提高系统的稳定性和可靠性,本文将围绕电动机Y-△的PLC控制展开讨论。
一、电动机Y-△启动方式电动机Y-△启动方式是一种常用的起动方式,它适用于需求较大的启动情况。
其原理是通过三段串接的绕组连接方式实现电动机的起动。
在起动时将电动机连接成星形连接(Y),然后在启动后切换为三角形连接(△),这样可以有效地减小了电动机的起动电流,降低了对电网造成的冲击和对电动机本身的热损伤。
Y-△启动方式常见于工业设备和机械驱动中。
在传统的电动机Y-△启动方式中,通常需要使用接触器和保护器进行控制。
而通过PLC控制电动机Y-△启动可以实现自动化控制和更加灵活的操作。
PLC控制电动机Y-△启动的原理是利用PLC控制器对电动机的线圈进行控制,实现Y-△的切换操作。
PLC控制电动机Y-△启动的基本流程如下:1. 测量电动机的参数:在实际工程中,需要先了解电动机的额定电压、额定电流、绝缘等级等参数,以便进行合理的控制。
2. 编写PLC程序:根据电动机的参数和需要的控制逻辑,编写相应的PLC程序。
程序包括控制Y-△切换的触发条件、保护逻辑、启动延时等功能。
3. PLC输出控制信号:当控制条件满足时,PLC输出相应的控制信号,控制电动机的线圈切换连接方式。
4. 监测电动机状态:启动后需要监测电动机的状态,例如电流、电压、转速等参数,以确保电动机正常工作,并进行相应的保护措施。
通过以上步骤,利用PLC控制电动机Y-△启动可以实现自动化的起动控制,提高了系统的稳定性和可靠性。
下面以一个简单的实例来说明电动机Y-△的PLC控制方式:假设有一个3相电动机,额定电压为380V,额定电流为20A,需要通过PLC实现Y-△启动控制。
PLC控制器需要连接到电动机的线圈上,同时需要接入相应的传感器来监测电动机的状态。
电动机Y-△起动装置电路的改进

电动机Y-△起动装置电路的改进
张伟
【期刊名称】《电世界》
【年(卷),期】2005(46)5
【摘要】电动机Y-△起动装置中,解决主触头KY熔焊粘连有多种方法,我在实际工作中以带分闸线圈的断路器QF用作断开起动装置总电源,并且加入1只时间继电器KT1可靠地解决了起动时KY主触头粘连问题。
具体电路见图1。
原理分析如下:起动时如果主触头发生熔焊,Y-△起动控制箱内控制电路中的时间继电器KT 延时触点动作断开KY线圈电源,KY常开触点1-2未断开,KTl不会失电。
经过数秒延时后,KT1触1-2闭合,线圈QF得电,使断路器跳闸,切断电源,保护了电动机(KT1整定时间比原控制箱内时间继电器KT长数秒)。
【总页数】1页(P19)
【作者】张伟
【作者单位】当涂县姑山矿,243181,安徽,马鞍山
【正文语种】中文
【相关文献】
1.异步电动机Y-△起动控制电路的分析与改进 [J], 戴玉琴
2.对《具有多重保护的笼型电动机Y-△起动电路》的再改进 [J], 吴建刚
3.对《具有多重保护的笼型电动机Y-△起动电路》的改进 [J], 王增华
4.电动机Y-△降压起动控制电路的改进 [J], 李西良;彭小敏
5.笼型异步电动机Y-△起动电路及PLC控制方法 [J], 刘勇;陶波;刘学
因版权原因,仅展示原文概要,查看原文内容请购买。
单片机控制的电动机Y-△启动电路设计

单片机控制的电动机Y-△启动电路设计
李静
【期刊名称】《科技信息》
【年(卷),期】2013(000)011
【摘要】本文介绍了单片机控制的电动机Y-△启动电路设计,该设计实现的功能为:1.控制器为单片机,电动机为三相异步电动机;2.启动时间为3秒;3.由按键设置电动机Y-△运行、停止等功能,为智能控制和精确控制电动机启动提供了有效的解决方案,是一个典型的弱电控制强电的设计.本文对系统各模块进行了详细设计,重点论述了系统各模块的硬件电路设计,对软件设计和软硬件综合调试进行了全面地分析与说明.本设计以单片机STC89C52RC作为主控制器,利用STC89C52RC内部的定时器实现定时启动时间功能,通过控制继电器去控制电动机运行,实现弱电控制强电,以发光二极管作为指示,以两位级联共阴数码管作为显示器显示延时剩余时间,用独立式键盘对电动机启动时间、电运机启动、停止进行控制,具有友好的人机界面.经过设计和调试,本设计的实现了设计任务的各项指标.
【总页数】4页(P68-71)
【作者】李静
【作者单位】桂林电子科技大学,广西桂林541004
【正文语种】中文
【相关文献】
1.电动机Y-△降压启动控制线路的常见故障分析
2.基于PLC控制的带能耗制动Y-△启动电路设计
3.单片机控制的电动机Y-△启动电路优化
4.单片机控制的电动机Y-Δ启动电路设计
5.用单片机改造三相异步电动机Y-△降压启动控制电路研究
因版权原因,仅展示原文概要,查看原文内容请购买。
电动机控制—-Y-△减压起动控制电路

V2
KM2
KT
KM2
KM2
KT
KM2
KM1
KM3Βιβλιοθήκη QS FU1FU2
L1
L2
L3
FR SB2
KM1
定时时间到
FR
KT常闭
断开
U1 V1
W1
KM2线
圈失电
M 3~
W2 U2
V2 KM2
SB1 KM3
KM3
KT
KM1
KM2
KT
KM2
KM2
KM1 KM3
QS FU1
FU2
L1
L2
L3
FR SB2
KM1
KM2主触 头断开
按下SB1
KM2线 圈得电
KM2主触头闭合 KM2常开闭合 KM1线圈得电
KM1主触头闭合 KM1常开闭合
KT线圈得电 KT延时时间到 KT延时常闭断开
KM2主触头断开,解除Y接
KM2线圈失电
KM2常开断开 KM2常闭闭合
KT失电
电机 接成 Y型 减压 起动
KM3线圈得电
KM3常闭断开,对KM2联锁 KM3主触头闭合
KM2常 开闭合
KM2常 闭断开
M 3~
W2 U2
KM1线 圈得电
FR
W1
V2 KM2
SB1 KM1
KM3
KM2 KM3
KT
KT
KM2
KM1
KM2 KM3
QS FU1
FU2
L1
L2
L3
FR SB2
KM1
SB1
KM1主 触头闭合
FR
KM1
KM3
KM1常 U1 V1
PLC控制电动机Y-△启动电路的组装与调试

PLC控制三相异步电机自锁 电路的组装与调试
基本电气控制线路 的PLC控制
PLC控制三相异步电机正反转 电路的组装与调试
PLC控制三相异步电机Y-△启动 电路的组装与调试
PLC控制多台三相异步电机顺序启动 电路的组装与调试
教学目标与内容
3.教学重点与难点
PLC控制三 相异步电动 机Y-△启动 电路的原理
及接线
重点
难点
PLC控制程 序的编译与
调试
教学过程
一、任务准备
实训前准备 工作及注意
事项
清理
清理场地
清扫
分组
清扫设备现场
把学生分成 各个小组
安全
人员、物品 安全措施
规范
规范与制度
素养
遵守制度 团结协作
节约
对时间、设备、 材料等合理安
排使用
自检
不断对自我 进行检查反 省提高质量
教学过程
二、计划与决策
PLC控制电机Y-△启动电路的组装调试步骤
1.元器件结构原理分析及选择 2.控制原理图分析
3.画元器件安装布置图 4.画PLC控制I/O接线图
5.编写PLC控制程序 6.对照原理图接线 7.把程序写入PLC进行调试 8.通电运行电路、观察试验现象
教学过程
三、实施
1.填表
2.检测
安装 接线 调试 步骤
2.查自锁 3.查联锁
教学成果
成果分享
PLC控制电机Y-△启动工作 原理的理解
PLC控制电路原理图、接 线图及接线工艺的掌握
PLC编程能力的提升
PLC在控制过程中优点的体 会,实践运用能力的提升
11.理解三相异步电机Y-△启动 的原理及应用; 2.掌握PLC控制电机Y-△启动 的原理及I/O接线方法; 3.掌握三菱FX系列PLC的基本 指令应用及编程方法。
电动机Y-△的PLC控制

电动机Y-△的PLC控制电动机是工业生产中常见的动力设备,它广泛应用于各种机械设备和生产线中,为生产提供动力支持。
而在电机的控制过程中,PLC(可编程逻辑控制器)也扮演着重要的角色。
本文将针对电动机Y-△连接方式的PLC控制进行解析,希望能为读者提供一些有用的知识和技巧。
电动机Y-△连接方式是一种常见的三相异步电机启动方式,它主要适用于大功率的交流电动机。
Y-△连接方式在启动时,首先将电动机的线圈接成Y型,通过较低的电压实现启动,然后再切换成△型连接方式,使电动机可以正常运行。
这种方式具有启动电流小、起动转矩大、启动平稳等特点,因此被广泛应用于大型机械设备和生产线中。
在实际的工业控制中,PLC通常被用来控制和监控电动机的启动、停止、速度调节等过程。
通过PLC控制电动机Y-△连接方式,可以实现自动化控制,提高生产效率,减少人力成本,同时还可以保护电动机,延长设备的使用寿命。
下面我们将具体介绍电动机Y-△连接方式的PLC控制实现方法。
我们需要了解Y-△连接方式的电路原理。
Y-△连接方式的线圈接法是将三个绕组两两串联,再并联在一起,形成一个Y型的连接方式。
在启动时,通过连接器或者接触器将电动机的三条线路接成Y型,施加较低的电压进行起动;待电动机转速达到一定数值后,再将线路切换成△型连接,加大电压,使电动机正常运行。
在这一过程中,PLC需要根据实际情况监测电动机的状态,并及时进行切换操作。
我们需要选择适当的PLC型号和控制器。
不同的电动机功率和控制要求,需要选择不同的PLC型号和控制器来实现Y-△连接方式的控制。
一般来说,我们可以选择具有强大控制能力、稳定性高、可编程性强的PLC产品,如西门子、欧姆龙等知名品牌的PLC产品,能够满足Y-△连接方式的控制需求。
接下来是PLC控制程序的编写。
编写PLC控制程序是实现Y-△连接方式控制的关键步骤。
在编写控制程序时,需要考虑到电动机的具体控制过程、启动和切换的时机、故障检测和保护等方面。
电动机Y-△的PLC控制

电动机Y-△的PLC控制
电动机Y-△的PLC控制是一种常见的电动机控制方案,它通过PLC(可编程逻辑控制器)来实现电动机的启动、运行和停止等基本功能。
本文将详细介绍电动机Y-△的PLC控制原理及其实现方式。
1. 原理介绍
电动机Y-△的PLC控制是在电动机的启动过程中,通过PLC来控制电动机的起动方式切换。
即在起动过程中,先使用星型连接(Y)进行起动,待电动机运行达到一定转速后,再切换成三角形连接(△)进行正常运行。
2. PLC控制电动机启动过程
(1)就地控制:通过PLC的输入模块接收运行信号,在PLC的输出模块接通电动机的接触器,实现电动机的就地控制。
(3)就地控制判断:在电动机运行一段时间后,通过PLC的计时器来监测电动机的运行时间。
当电动机运行时间达到设定值时,PLC通过输出模块控制电动机的接触器切换连接方式。
(4)电动机切换:在PLC的输出模块中切换电动机的绕组连接方式,将电动机的绕组从星型连接(Y)切换成三角形连接(△)。
这样电动机就可以正常运行了。
(5)电动机运行:电动机切换完成后,PLC继续监测电动机的运行状态,控制输出模块维持电动机的正常运行。
当需要停止电动机时,PLC能够通过输出模块控制电动机的接触器断开,从而实现电动机的停止。
4. 实现方式
电动机Y-△的PLC控制可以通过编程软件编写PLC的控制逻辑实现。
需要确定好PLC 的输入输出模块,以及控制电动机的接触器。
然后,在编程软件中编写适当的PLC程序,包括输入输出的设定、逻辑控制的设定以及接触器的控制等。
将编写好的程序下载到PLC 中,使其能够运行。
单片机控制的电动机Y-Δ启动电路设计

调试,能够 实现设计任务的要求 软件的调试
通过 应用 K E I L软 件 和 I S I S软 件 仿 真 电 路 进
在 我们 生活 中 的各个领 域 随处 可见单 机 来 指示 电路电源 是否安全接通,晶振电路采用 ] 踪迹 :计算机网络通信与数据传输、各种 的 是 外 部 无 源 晶 振 , 晶振 值 选 用 1 2 MHz , 两 ≥ I C卡、轿 车 的安 全系统 、摄 影机 、飞机 个 谐振 电容取值为 3 0 P F 。
文文介 绍 了单 片机 控制 的 电 动机 Y 一△启动 电路设计 ,该设计 是 一 个 以弱 电控 制强 电的设计 , 有 多 方 面的 功能 ,为智 能控 制和 精 确 控 制 电 动 机 的 启 动 提 供 了合 理有 效 的解 决方 案。本 文对 系统 的各 个环 节 进行 了详 细 的 阐述, 并论 述 了各环 节 中的硬 件 电路设 计,针 对软 件设 计 与硬 件 的综合 调试 进行 了全面 的分 析, 以 实现 弱点控 制 强 电为 目的 ,并通 过独 立 式键盘 对 电动机 的 启动 进行调 控 ,该 设 计 经过调 试 和检 测 ,实 现 了设 计任 务的各种指标 。
2 . 5 电路 设 置
机星三 角启动 的定时装置 。同时,对系统的各 个环节进行 了详细 的阐述和 分析 ,论述 了各环
节 中的硬件 电路设计 ,针对软件设计与硬件 的
Y/△起动器控制电路的改进
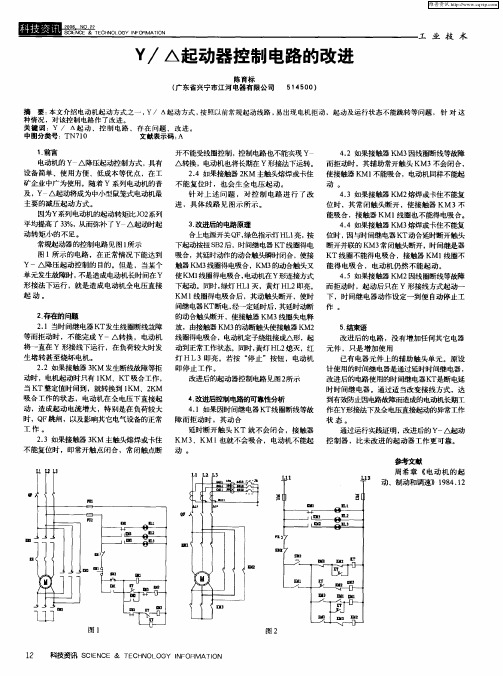
开 不能受线 圈控 制 , 制 电路 也不能实现 Y 控 △转 换 ,电动机也将 长期在 Y形接法 下运转 。 24如果 接触器 2 . KM 主触 头熔焊或 卡住 不能 复 位时 ,也会 生 全 电 压起 动 。 针 对 上 述 问题 ,对 控 制 电路 进 行 了改 进 ,具 体 线路 见 图示 所示 。
3改进后的电路原理 . 合上 电源开关 Q , 色指示 灯 H 1 , F绿 L 亮 按 下起 动按扭 s 2 , 间继 电器 K B后 时 T线 圈得 电 吸合 ,其延时 动作 的动合触头瞬时闭合 , 使接 触器 K 线 圈得 电吸合 ,K 的动合触头又 M3 M3 使 K 线圈得 电吸合 , M1 电动机 在 Y形连接方式 下起 动。同时 , 绿灯 HL 灭 ,黄灯 HL 即亮 。 1 2 KM 1 圈得 电吸合后 ,其 动触头断开 ,使时 线
作 。
5结束语 . 改进后 的 电路 ,没 有增 加任 何其 它 电器 元 件 ,只是 增加 使 用 已有 电器 元件 上 的辅助 触头 单元 。原设 计使用 的时间继 电器是通过延 时时 间继 电器 , 改进 后的 电路使 用的时 间继 电器 K 是断 电延 T 时时 间继 电器 。通 过适 当改 变接 线方式 ,达 4改进 后控制电路的可 靠性分析 . 到有效防止 因电路故障而造成的 电动机l期 工 长 4 1如果 因时 间继 电器 K . T线 圈断 线等故 作在Y形接 法下及全 电压直接起 动的异常 工作 障 而拒 动 时 ,其 动合 状态。 工作 。 延时 断开 触头 KT 就 不会 闭合 ,接 触器 通过运行 实践证 明 , 改进后的 Y 一△起动 23 如果 接触器 3 . KM 主 触头熔焊或 卡住 KM 3 、KM 也 就不 会吸 合 ,电动机 不 能起 控制 器 ,比未改 进 的起 动 器工 作更 可靠 。 l 不 能复位 时 ,即 常开 触点 闭合 机 的 起 电
电动机Y-△的PLC控制
电动机Y-△的PLC控制电动机Y-△启动器是一种常用的驱动电动机的控制装置,它通过PLC控制系统实现对电动机的启动、停止和转换运行方式等操作。
本文将介绍电动机Y-△启动器的工作原理、PLC控制系统的组成以及控制程序的设计等内容。
一、电动机Y-△启动器的工作原理1.电动机Y-△启动器是一种用于控制三相异步电动机的起动电路,它采用了Y-△两种起动方式的组合,能够在启动时降低电动机的起动电流,提高起动的平稳性。
2.在起始时,电动机的三相绕组接成Y形连接,起动电流较大,但起动转矩较小,可以实现电动机快速启动。
3.当电动机达到一定速度时,控制器切换电动机的运行方式,使三相绕组变为△形连接,此时电动机的电流和转矩均会增大,实现电动机的正常运行。
二、PLC控制系统的组成PLC控制系统由PLC主机、输入/输出模块、通信模块、编程器和外部设备等组成。
1.PLC主机:是PLC控制系统的核心部件,负责控制整个系统的运行,接收输入信号、处理逻辑运算并输出控制信号。
2.输入/输出模块:负责将外部信号转换为PLC可以识别的信号,以及将PLC输出的信号转换为外部设备可以接受的信号。
3.通信模块:负责PLC与上位机或其他设备的通信,实现数据传输和监控功能。
4.编程器:用于编写和修改PLC控制程序,通过编程器可以将控制程序下载到PLC主机中运行。
5.外部设备:包括传感器、执行器、显示器等,与PLC控制系统进行交互,实现对电动机和其他设备的控制。
三、PLC控制程序的设计PLC控制程序是指通过编程器编写的一系列指令,用于控制电动机和其他设备的运行。
下面是一个简化的电动机Y-△控制程序设计示例:1.初始化:设置PLC主机的各个参数,并初始化输入/输出模块和通信模块。
2.读取输入信号:使用输入模块读取电动机的各个传感器的状态,如电动机的运行状态、转速、温度等。
3.判断启动条件:根据读取的输入信号,判断电动机是否满足启动条件,如温度是否过高、电流是否过大等。
Y-△降压起动电路的改进设计

Y △起动装置作为功率较大 (7 K 一 > . W)的△笼型异步 I 的动 、静 触 点 的距 离缩小 到 一定 的程 度 时会 产生 接 通 电 5
M3接 触 器 的分 断 电弧 使 其 分 断 时 间延 电动机 的降压起 动还是非 常普遍 的。 目前通 常采用 的 I 弧 。一 方 面 ,K Y 一△降 压 起 动 的 电路 如 图 1所 示 ,该 电路 经 常发 生 接 : 长 ;另 一方 面 ,KM2接 触器 的接 通 电弧 是其 闭合 时 间提 触 器主 触点 烧毛 、熔 焊 等故 障 。经分 析 ,该 电路 在设 计 l 前 ,当两 者发 生重 叠 时 ,电路 处 于 电弧接 通 状态 ,其 结
2Ha gh uVo a o a a dTeh ia Colg , n z o Z ea g 1 0 8 . n zo ct nl n c nc l e Ha gh u hj n 3 0 1 ,Chn) i l e i ia
Absr c :Y— A e u e —v a e satn sw iey usd i i po rc g s c o u otr I h —A rdu e ta t r d c d ok g tri g i d l e n h we a e ayn hr no sm o . n t eY e c d—v la e sat g cr otg tr n i- i
第 2 3卷 第 3期
21 0 0年 5月
机 电 产 品 开 崖 与 刨崭
D vlp n & In vt no c iey& Ee tcl rd cs e eome t n oai f o Mahn r lcr a o u t i P
V1。 . o 3o . N3 2
May . . 201 0
电动机Y-△的PLC控制

电动机Y-△的PLC控制电动机是工业生产中常见的动力设备,其使用广泛而且非常重要。
在电动机控制方面,通过PLC控制电动机Y-△起动是一种常见的方法。
电动机Y-△起动是指在起动过程中,先将电动机连接成星型,以减小起动电流,再改变接线为三角形运行,提高转矩和效率的启动方式。
在实际应用中,可以通过PLC对电动机Y-△起动进行精确的控制,提高效率和安全性。
PLC(Programmable Logic Controller 可编程逻辑控制器)是一种用于控制工业过程和机械设备的数字计算机。
它可以通过编程来控制不同的电气和机械设备,实现自动化控制过程。
在电动机Y-△的PLC控制中,PLC可以实现对电动机起动过程的精确控制,包括起动顺序、时间控制、电流监测等功能,实现更安全、可靠的电动机起动。
电动机Y-△的PLC控制可以实现起动顺序的精确控制。
传统的电动机Y-△起动需要手动调节接线来实现星形和三角形的切换,而通过PLC控制可以根据实际需要设定起动顺序,无需人工干预,实现自动化控制。
这样可以提高起动的精确度和稳定性,减小人为因素对电动机起动的影响,提高设备的可靠性。
PLC控制还可以实现对电动机起动过程中电流的监测和控制。
在电动机起动过程中,会产生较大的启动电流,需要对电流进行实时监测和控制,避免过大的启动电流对设备和电动机造成伤害。
通过PLC控制,可以实时监测电动机的电流,并根据设定的电流阈值进行控制,保证电动机起动过程中电流的安全范围,提高设备的安全性和可靠性。
除了以上的功能,PLC控制还可以实现对电动机Y-△起动过程中的各种参数进行实时监测和记录,包括电流、电压、温度等参数。
这些参数可以用于设备运行状态的监测和分析,及时发现设备运行异常,预防故障发生,保护设备和电动机的安全运行。
电动机Y-△的PLC控制是一种现代化的、先进的电动机控制方式。
通过PLC控制,可以实现对电动机起动过程的精确控制,提高设备的稳定性和安全性。
基于PLC的Y-△降压起动电路改进设计

I p o e sg f △ Re u e - ot g t r n r ut m r v d De in o Y- d c d v l e S a t g Ci i a i c
L U a — n Xio c
( a ghuV ct nl n eh i l o ee H n zo 10 8 C ia H n zo oa oa a dT cnc U g , a ghu3 0 1 , hn ) i aC
额定 电流的 3 % 选用 ; 角形 接 触器 可按 电动 机 额 3 三 定 电流的 5 %选 用 。这样 的分 析 虽然 正 确 , 没 有 8 但
图 1 Y △ 降 压 起 动 电 路 图 -
考虑 Y△转换时, 形接触器 K 一 星 M3主 触 点 的起 动
考 虑到 电动机 为起 动状 态 。三 相异 步 电动机 的起 动
即便 按 图 2 b方 式 接 线 , 过 星 形 接触 器 K 3主触 流 M
图 1主 电路 中 K 2与 图 3 M a电动机 定 子绕 组 的 接 线所 示 , 流过 K 主 触 点 的 为 电动 机 的 相 电流 , M2
点 的电流 约为额 定 电流 的 0 8—14倍 。此 外 , 要 . . 还
电流 为 额 定 电 流 的 4—7倍 , 流 过 星 形 接 触 器 所
电流要 比额定 电 流大 。因此 , 星形 接触 器 K M3仍 应 按 电动机 的额 定 电流进 行选 择较 可靠 。
( )三角 形接 触器 K 3 M2主触点接 线 的改进
K M3主触 点 的 电流约 为额 定 电 流 的 13— .5倍 。 . 23
现将接线 方式 改 为图 2 b方式 , 这样 , 流过 K 3主 触 M
电动机Y-△的PLC控制

电动机Y-△的PLC控制电动机Y-△启动控制是一种常见的电动机启动方式,它通过在星型联接和角型联接之间切换来控制电动机的启动。
常见的控制方式是使用PLC来实现对电动机Y-△启动的控制。
本文将介绍电动机Y-△的PLC控制原理、电路设计以及程序编写等内容。
1. 电动机Y-△启动原理电动机Y-△启动是将电动机初始时是星形连接,启动之后切换成角形连接,以此来减小电动机启动时的起动电流。
星形联接时,各绕组对地电压和相电压之比为1:√3;而角形联接时,各绕组对地电压和相电压之比为1:3。
切换成角形联接后,电动机的起动电流会减小至原来的1/3。
2. 电动机Y-△的PLC控制电路设计电动机Y-△的PLC控制电路主要包括输入模块、输出模块以及PLC主控模块。
输入模块用于接收外部的启动信号,输出模块用于控制电动机的Y-△切换,PLC主控模块则负责处理各种信号并控制输出模块的状态。
输入模块通常使用接近开关或按钮来实现启动信号的输入,当接近开关或按钮闭合时,表示开始启动电动机;当接近开关或按钮断开时,表示停止启动电动机。
输出模块通常使用接触器或继电器来实现对电动机的Y-△切换。
当PLC主控模块接收到启动信号时,会关闭星角转换器,使得电动机在星形联接状态下运行;当PLC主控模块接收到停止信号时,会关闭星角转换器,并同时关闭星型联接,打开角型联接,使得电动机在角形联接状态下运行。
PLC主控模块通常由PLC控制器或者单片机来实现,它需要根据输入信号的状态来判断电动机的运行状态,并控制输出模块的状态。
3. 电动机Y-△的PLC控制程序编写控制电动机Y-△启动的PLC程序编写主要包括输入信号的监测和输出信号的控制。
以下是一个简单的PLC控制程序示例:```IF (启动信号) THEN关闭星型联接;打开角型联接;ELSE打开星型联接;关闭角型联接;ENDIF```在上述程序中,当接收到启动信号时,关闭星型联接并打开角型联接;当接收到停止信号时,打开星型联接并关闭角型联接。
用单片机改造三相异步电动机Y-Δ降压启动控制电路研究

收输出 4TTL 门电流。
③ P2 口:P2 口 是 一 个
内部提供上拉电阻的 8 位双
图 2 单片机工作流程图
向 I/O 口,P1 口缓冲器能接 收输出 4TTL 门电流。
④ P3 口:P3 口是一个内部提供上拉电阻的 8 位双向 I/
O 口,P1 口缓冲器能接收输出 4TTL 门电流。
P3 口也可作为 STC89C52RC 的一些特殊功能口。
按钮来实现要设定的数值。两个顺序的编码之间,只有一个 代码发生改变,即‘1’变为‘0’或‘0’变为‘1’。因此 在两数的变换过程中所产生的误差也不超过‘1’,只可读 相邻两个数的其中一个。还能有效地消除单值性的误差。
(3)数码管。7 段数码管有共阴和共阳两种接法,其中 共阴极数码管的公共引脚接电源负极,共阳数码管的公共引 脚接电源的正极。
STC89C52 单片机,这是一款
非 常 普 通 的 单 片 机, 这 里 主
要运用它进行数据的处理再
进行输出,如图 2。
单片机常用引脚介绍:
① P0 口:P0 口为一个 8
位开路双向 I/O 口,每个角
可接收 8TTL 的门电路。
② P1 口:P1 口 是 一 个
内部提供上拉电阻的 8 位双
向 I/O 口,P1 口缓冲器能接
关键词:单片机;三相异步电动机;控制 中图分类号:TG581 文献标识码:A 文章编号:1671-0711(2019)09(上)-0129-02
1 三相异步电动机继电器 - 接触器式 Y-Δ 降压启动控制元 器件布置图
图 1 三相异步电动机继电器 - 接触Biblioteka 式 Y-Δ 降压启动控制 元器件布置图
数码管的常用输出: 共 阴 0-F:0x3f、0x06、0x5b、0x4f、0x66、0x6d、 0x7d、0x07、0x7f、0x6f、0x77、0x7c、0x39、0x5e、 0x79、0x71 共 阳 0-F:0xc0、0xf9、0xa4、0xb0、0x99、0x92、 0x82、0xf8、0x80、0x90、0x88、0x83、0xc6、0xa1、 0x86、0x8e (4)继电器。5V 继电器的内部有 1 组线圈引脚、1 组 常开触点和 1 组常闭触点。 2.3 三相异步电动机 Y-Δ 降压启动控制主电路
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
单片机控制的电动机Y—△启动电路优化
作者:吴京昊吴金朋
来源:《科教导刊·电子版》2016年第32期
摘要文章阐释了由单片式机构操控的电动机设备Y-△启运电路结构设计,此项设计内容是一种用弱电操控强电运作方案的设计过程,其具备多项效能,给智能型操控及精准操控马达设备的启运赋予了科学实用的操作方案。
另外对其运作流程的各个步骤给予了全面的解说,且分析了各步骤中的电路硬件结构设计,就软件程序编制及硬件的整体试运实施了深入的研究,从而达到用弱电操控强电的目标,而且运用单体型键盘对马达的启运实施操控,此设计方案经历调配及测试,达到了设计方案中的各项要求。
关键词单片机构电动机启运电路结构设计优化
中图分类号:TM341 文献标识码:A
0引言
在我们活动周边的各个角落时常遇见单机片的身影:当代微机网络讯息传送、各类智能型IC卡片、轿车机构中的安全装置、快速摄影设备、飞机结构中的各类操作仪器,并且还有目前的电子型宠物及儿童遥控玩具,均脱离不了单片机构的独特功能。
在当金的工业领域中,电动马达的星三角式启运方法的运用极为普遍,随着高科技人工智能化技术广泛应用,工业领域中亦迎来了大量自动化程度很高的设备,现在把过去只能靠人工来调控的电动马达启运的职能托付给了单片型机构,不但消除了很多不当情况出现的可能性,而且也增大了电动马达的运转工效。
1单片机构操控的电动马达Y- 启运电路结构的整体设计目标选择
第一需先设计出一款由单片型机构操控的电动型马达Y- 启运过程方案,拟定用3秒的启运时限,且利用按键操作电动马达Y- 实施运行过程的开始及停止。
此项设计内容的主要规则及关键因素是:其操控装置需运用对应型单机片结构;电动马达的配备须选取三相式异步交流型电动设备;正5V型电源应当配置对应三顶点不能变化稳压式集成装置来完成;在利用弱电操控强电程序模块结构中选取 DC5V型继电装备;在电动马达运转程序模块中需选取电压220V的交流式接触部件;凸显出其模块需配置两位数级的联共阴型数码管;安装模块应当依靠单体式操作键盘来实现方案设定及调配;其指令型模块要选取相异色彩的闪光二极管器件实施操控步骤。
根据上述任务设计的要求,经分析探讨,基于单片机定时器系统的设计中包括的内容有:电源模块、定时模块、控制器模块、显示模块、设置模块以及指示模块。
2针对单片型机构操控的电动马达Y- 启运电路流程中各步骤的硬件型结构设计
2.1电源型模块电路结构
此型设计方案利用+5V直流型电压来作为供电电源,通常而言,直流型稳压式电源的基本构成元素包括电源类变压装置、整流型滤波功能电路及稳压型直流电路。
电源型变压装置是将交流型电力系统中数值为220V的常规电压转变成其所设计的数值,把交流型电压利用整流型电路来转变成具有脉动特征的直流型电压,由于脉动型的直流电路电压脉动曲线中包含有大数量的纹波型变化,在电力网络电压产生波动,其电机温度及动力负载额度出现变化时,其稳压型电路可以持续维持直流型电压的恒定数值,配置外输电压是+5V 类型的三顶点集成电路稳压装置,其变压装置可把电力系统中220V 的常规型电压转换成+9V型电路电压,依托闪光型二极管进行桥式整流过程之后,接到LM7805系统的的接入端点。
2.2电平复位及晶振型电路结构
单片机在平时复位端电平是 0,单片机复位主要通过按键高电平复位,该设计中的复位电路既能用于操作复位,也能实现上电复位。
通电时,电极两端可看做短路,RESET 端电压逐渐下降,也就是低电平,此时单片机开始工作。
LED 发光二极管在复位电路中主要用来指示电路电源是否安全接通,晶振电路采用的是外部无源晶振,晶振值选用12MHz,两个谐振电容取值为30PF。
2.3弱电控制强电电路
电气触头可通过电流,可以把强电接触器的线圈直接接在弱电继电器触头上,如果弱电继电器触头可通过电流,可在其上加一个中间继电器以控制强电。
2.4电动机运行模块电路
电动机的电源通断可以通过单片机控制的接触器主触头加以控制,同时电机的星型启动三角运行的效果可由单片机的定时来转换。
2.5电路指示
此设计主要采用发光二极管作为指示灯,将发光二极管接在接口处,当两端的电压差超出自身导通压降时就会开始工作,此时的电流要满足电流和电压的要求,并与发光二极管的电流相适应,二极管才可以正常发光。
3单片机控制的电动机Y- 启动电路中的软件设计
3.1系统主程序流程
系统设计的整个过程在系统主程序流程中的具体表现如下:首先,可以对系统进行初始化,包括地址的常量定义、初始化单片机各端口、资源分配、初始化电动机的启动时间和定时器、设置推栈指针等;其次,能够调用启动时间处理程序,电动机的启动时间为十六进制数,存储在数据缓冲区中,如果要显示出数码管,就要进行十进制进行区分,并且每一位都存在不同的单元。
3.2程序设计和软件调试
程序流程图设计好之后就可以根据流程图编写程序了,该设计采用汇编语言编写,经调试,能够实现设计任务的要求。
软件的调试通过应用KEIL软件和ISIS软件仿真电路进行操作和控制,应用KEIL软件调试后会生成HEX 文件,先对设计中的各个环节进行调试,再对主程序进行调试,最后将各部分程序连接起来进行整体调试。
4结语
本文结合锁相频率合成技术和单片机及红外控制技术,设计了一种微波视频监控系统。
经测试表明,系统监控灵敏度高,画面清晰,并且应用灵活,简单可靠、功耗小、成本低、抗干扰能力强、具有广阔的市场前景。
参考文献
[1] 陆闯.一体化便携式高频逆变空气等离子切割机的研制[D].北京:北京工业大学,2013.
[2] 郭庆.异步电动机直接转矩开环控制研究[D].陕西:西安科技大学,2013.
[3] 黄开.基于AVR单片机的柜式空气净化器控制系统设计与研究 [D].安徽:合肥工业大学,2013.
[4] 孙爱如.基于单片机控制的三级式恒功率金卤灯电子镇流器[D]. 广东:华南理工大学,2012.。