E+L-纠偏调试手册
E+L-纠偏调试手册
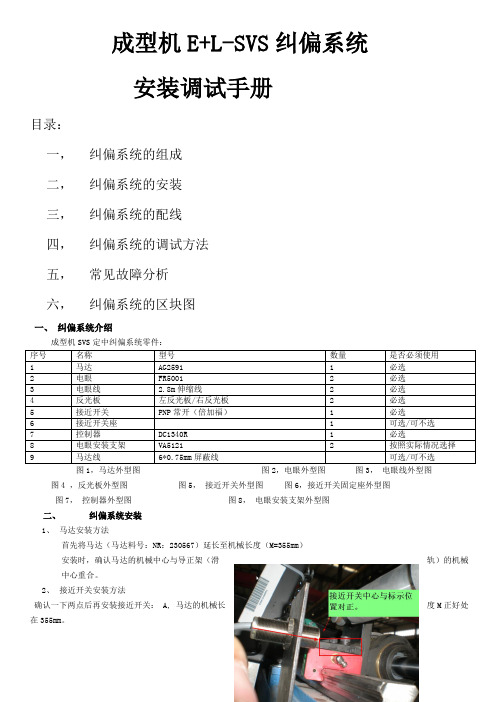
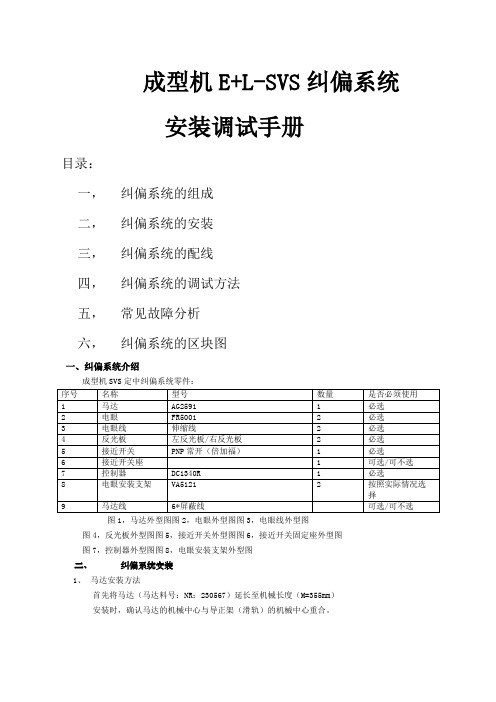
成型机E+L-SVS纠偏系统安装调试手册目录:一,纠偏系统的组成二,纠偏系统的安装三,纠偏系统的配线四,纠偏系统的调试方法五,常见故障分析六,纠偏系统的区块图一、纠偏系统介绍成型机SVS定中纠偏系统零件:图1,马达外型图图2,电眼外型图图3,电眼线外型图图4 ,反光板外型图图5,接近开关外型图图6,接近开关固定座外型图图7,控制器外型图图8,电眼安装支架外型图二、纠偏系统安装1、马达安装方法首先将马达(马达料号:NR:230567)延长至机械长度(M=355mm)安装时,确认马达的机械中心与导正架(滑轨)的机械中心重合。
2、接近开关安装方法确认一下两点后再安装接近开关: A, 马达的机械长度M正好处在355mm。
B,导正辊处的滑块位于滑轨的中心处。
,安装方法:在马达机械长度(M=355mm)状态下,安装铁片边缘在接近开关中间位置,安装高度2-3mm 即可目的:在马达行进过程中,只有一次信号切换,通过计算与接近开关的位置,达到快速回中的目的3、系统配线见附件注意PLC输给E+L纠偏的控制信号与E+L纠偏的电源要共用零点三,纠偏的调试步骤检查E+L电源线和信号线是否为24VDC,确认没问题后,上电。
1、根据马达对RK4004 设定参数(按照以下方法进行检查,若参数不对,则修改) 首先、安装不松手,按一,显下示。
0,继续按,至显示。
3,然后松开,此时显示0,再按至42,完成解锁功能。
其次----设定参数(1)按住不松手,显示。
4 , E+L(2)按住不松手,按至13(纠偏灵敏度),松开,按将其至3.0(3)按住不松手,按至16(自动速度),松开,按至20(4)17参数为回中速度(5)按住不松手,按至24(电机方向),松开,按至1(6)按住不松手,按至25(电机总行程),松开,按至100(7)按住不松手,按至26(电机正行程),松开,按至30(8)按住不松手,按至27(电机负行程),松开,按至-30(9)按住不松手,按至34(编码器解析度),松开,按至8(10)按住不松手,按至35(减速比),松开,按至8(11)按住不松手,按至36(螺杆牙距),松开,按至5(12)按住不松手,按至48(最大电机转速),松开,按至2750(13)按住不松手,按至50(速度_P),松开,按至2.0(14)按住不松手,按至51(速度_I),松开,按至0.1(15)56 电流 4A(2.9时报警Err3)(16)按住不松手,按至57(电机电流),松开,按至2.9(17)按住不松手,按至81(马达极限信号),松开,按至2(18)按住不松手,按至83(回中开关信号),松开,按至-3(19)按住不松手,按至84(自动信号),松开,按至14(20)按住不松手,按至85(对中信号),松开,按至11(更改为15)(21)按住不松手,按至86(手动信号),松开,按至15(更改为11)(22) 97#参数0801(23)按住不松手,按至99(选择双电眼工作),松开,按至1(24)按住不松手,按至3,松开,按至10(给电机做初始化)(25)按住不松手,按此时,执行马达初始化,初始化后,按照上述方法,检查30,31号是否为0。
纠偏控制E+L

Web guiding systems 材料導正系統
功能區
按鍵指示
協助目錄
警告顯示
輸入按鍵
增加值
減少值 確認
導正系統 功能鍵
導正型式 (選擇感應器(電眼))
電動式感應器(電眼) 位置
搖擺功能
多功能控制 驅動單元模式按鈕
自動模式
中心回歸
手動模式
技術資料 DO 20
控制電壓
電壓值
24 V DC
電壓範圍
在輸出及輸入上有明確的排列單元。 分頁功能 - 訊息 - 輸入控制功能 - 操作模式 - 顯示 有 6 種可選擇語言全文顯示。 人類工學功能設計。
藉由使用便利的全文顯示適用的控制選 單,使各種驅動單元明確及單一的回應, 在第一次的使用中,即可容易的控制並 建立參數,使 CAN 網路結構之事件清楚 的傳達於使用者。
Web guiding systems 材料導正系統
Digital Control System 數位控制系統
Command device DO 20
控制裝置 DO 20
使用者的環境是透過機器介面來達成人 與機器的溝通,我們優先採用此人性化 的操作介面。
控制裝置 DO 20 是依照使用者適用性為 其設計觀念,提供下列優點:
20-30 V DC (incl. ripple)輸入電流ຫໍສະໝຸດ 200 mA環境溫度
10 C to 50 C
儲存溫度
-25 C to 80 C
CAN 電壓
5 V (potential-free)
CAN 傳遞速度
250 kBaud
重量
Approx. 0.5 kg
保護等級
控制裝置電箱
IP 54
印刷E+L纠偏说明书LPC&EPC综合说明书_P21-27_

断续线感测
连续线( )及断续线( )感测
边缘( )及色差( )感测
五、按装方式
FE 5002 为 E+L 最新款高感度电眼,故按装时须特别注意其感测角度以及需要非常稳固之机械连杆。
1.按装角度示意图如下:
位置设定
材料 材料
校正规
感测轮
材料
调整螺丝
角度相同
校正规定位点
22
Erhardt + Leimer (Hangzhou) Co.,Ltd
二、外部结构
请参阅下图所示:
导正标准
线条感测 (深线白底)
线条感测 (浅线深底)
光学镜头 扩散灯
高光度 LED 灯
边缘感测 色差感测
操作面板
电眼连接线插座
三、指示光点说明
FE 5002 电眼(传感器)会在下方投射出三道橙色光点及一道红色光点,如下图所示:
1.橙色光点: 用来指示 FE5002 电眼感测区域。如果被测点或线超出此范围,则电眼 无法对被测点或线进行感测。
2.红色光点: 用来指示被测点或线位置。如果被测点或线在工作区域内左/右移动, 则红色光点会跟随被测点或线左/右移动。
橙色光点 红色光点
21
Erhardt + Leimer (Hangzhou) Co.,Ltd
LPC & EPC 综合说明书
四、运用范例
FE 5002 电眼可做线条感测追踪(深线白底/浅线深底)、边缘/色差追踪(由于被测边缘在感测轮上,故被测边缘 与感测轮即形成色差面),一般运用范例如下图所示:
Erhardt + Leimer (Hangzhou) Co.,Ltd
LPC & EPC 综合说明书
E+L纠偏调试手册

成型机E+L-SVS纠偏系统安装调试手册目录:一,纠偏系统的组成二,纠偏系统的安装三,纠偏系统的配线四,纠偏系统的调试方法五,常见故障分析六,纠偏系统的区块图一、纠偏系统介绍成型机SVS定中纠偏系统零件:图1,马达外型图图2,电眼外型图图3,电眼线外型图图4 ,反光板外型图图5,接近开关外型图图6,接近开关固定座外型图图7,控制器外型图图8,电眼安装支架外型图二、纠偏系统安装1、马达安装方法首先将马达(马达料号:NR:230567)延长至机械长度(M=355mm)安装时,确认马达的机械中心与导正架(滑轨)的机械中心重合。
2、接近开关安装方法确认一下两点后再安装接近开关: A, 马达的机械长度M正好处在355mm。
B,导正辊处的滑块位于滑轨的中心处。
,安装方法:在马达机械长度(M=355mm)状态下,安装铁片边缘在接近开关中间位置,安装高度2-3mm 即可目的:在马达行进过程中,只有一次信号切换,通过计算与接近开关的位置,达到快速回中的目的3、系统配线见附件注意PLC输给E+L纠偏的控制信号与E+L纠偏的电源要共用零点三,纠偏的调试步骤检查E+L电源线和信号线是否为24VDC,确认没问题后,上电。
1、根据马达对RK4004 设定参数(按照以下方法进行检查,若参数不对,则修改)首先、安装不松手,按一下,显示。
0,继续按,至显示。
3,然后松开,此时显示0,再按至42,完成解锁功能。
其次----设定参数(1)按住不松手,显示。
4 , E+L(2)按住不松手,按至13(纠偏灵敏度),松开,按将其至3.0(3)按住不松手,按至16(自动速度),松开,按至20(4) 17参数为回中速度(5)按住不松手,按至24(电机方向),松开,按至1(6)按住不松手,按至25(电机总行程),松开,按至100(7)按住不松手,按至26(电机正行程),松开,按至30(8)按住不松手,按至27(电机负行程),松开,按至-30(9)按住不松手,按至34(编码器解析度),松开,按至8(10)按住不松手,按至35(减速比),松开,按至8(11)按住不松手,按至36(螺杆牙距),松开,按至5(12)按住不松手,按至48(最大电机转速),松开,按至2750(13)按住不松手,按至50(速度_P),松开,按至2.0(14)按住不松手,按至51(速度_I),松开,按至0.1(15)56 电流 4A(2.9时报警Err3)(16)按住不松手,按至57(电机电流),松开,按至2.9(17)按住不松手,按至81(马达极限信号),松开,按至2(18)按住不松手,按至83(回中开关信号),松开,按至-3(19)按住不松手,按至84(自动信号),松开,按至14(20)按住不松手,按至85(对中信号),松开,按至11(更改为15)(21)按住不松手,按至86(手动信号),松开,按至15(更改为11)(22)97#参数0801(23)按住不松手,按至99(选择双电眼工作),松开,按至1(24)按住不松手,按至3,松开,按至10(给电机做初始化)(25)按住不松手,按此时,执行马达初始化,初始化后,按照上述方法,检查30,31号是否为0。
E+L EPC纠偏系统说明书

E+L-EPC纠偏系统说明书本说明适用于德国E+L纠偏常规产品目录E+L-EPC纠偏系统说明书 (1)一、E+L-EPC纠偏系统总体说明 (3)二、E+L-EPC纠偏系统所需零件说明 (4)三、E+L-EPC纠偏系统机械安装说明 (5)3.1、控制器的安装 (5)3.2、电眼的安装 (5)3.2.1、通过EPC纠偏应用场合确认电眼安装位置 (5)3.2.2电眼的安装要求 (6)3.3、电机的安装 (6)3.3.1、确定电机型号 (6)3.3.2、确定电机机械中心 (7)3.3.3、调整电机机械中心 (7)3.3.4、安装电机 (7)3.4接近开关的安装 (7)3.4.1、接近开关感应片 (7)3.4.2、接近开关安装位置 (7)四、E+L-EPC纠偏系统配线说明 (10)4.1确认电压 (10)4.2、电机线布线要求 (10)4.3、E+L布线要求 (10)五、E+L-EPC纠偏面板说明 (10)六、E+L-EPC纠偏系统参数设定 (11)6.1、CAN网络群组地址设定 (11)6.1.1、RK4004地址设定 (11)6.1.2、FR5001电眼地址设定 (12)6.2、RK4004参数设定 (13)七、E+L-EPC纠偏系统试车 (15)八、E+L-EPC纠偏系统维护及故障说明 (15)8.1、EPC纠偏系统日常维护 (15)8.2、通过RK4004错误码信息来解决故障 (15)8.3、通过FR5001电眼错误码信息来解决故障 (16)九、附件 (17)附件一、电机尺寸图附件二、电机参数值附件三、EPC标准接线图纸附件四、RK4004控制板参数设定手册一、E+L-EPC纠偏系统总体说明我们将用一个电眼检测材料边缘来纠偏的纠偏系统称为EPC(Edge psoition control),以下简称EPC。
我们将用两个电眼检测材料中心来纠偏的纠偏系统成为CPC(Center position control),以下简称CPC。
EL纠偏调试手册

E L纠偏调试手册Standardization of sany group #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN#成型机E+L-SVS纠偏系统安装调试手册目录:一,纠偏系统的组成二,纠偏系统的安装三,纠偏系统的配线四,纠偏系统的调试方法五,常见故障分析六,纠偏系统的区块图一、纠偏系统介绍成型机SVS定中纠偏系统零件:图1,马达外型图图2,电眼外型图图3,电眼线外型图图4,反光板外型图图5,接近开关外型图图6,接近开关固定座外型图图7,控制器外型图图8,电眼安装支架外型图二、纠偏系统安装1、马达安装方法首先将马达(马达料号:NR:230567)延长至机械长度(M=355mm)安装时,确认马达的机械中心与导正架(滑轨)的机械中心重合。
2、接近开关安装方法确认一下两点后再安装接近开关:A,马达的机械长度M正好处在355mm。
B,导正辊处的滑块位于滑轨的中心处。
,安装方法:在马达机械长度(M=355mm)状态下,安装铁片边缘在接近开关中间位置,安装高度2-3mm即可目的:在马达行进过程中,只有一次信号切换,通过计算与接近开关的位置,达到快速回中的目的3、系统配线见附件注意PLC输给E+L纠偏的控制信号与E+L纠偏的电源要共用零点三,纠偏的调试步骤检查E+L 电源线和信号线是否为24VDC,确认没问题后,上电。
1、根据马达对RK4004设定参数(按照以下方法进行检查,若参数不对,则修改)首先、安装不松手,按一下,显示。
0,继续按,至显示。
3,然后松开,此时显示0,再按至42,完成解锁功能。
其次----设定参数(1)按住不松手,显示。
4,E+L(2)按住不松手,按至13(纠偏灵敏度),松开,按将其至(3)按住不松手,按至16(自动速度),松开,按至20(4) 17参数为回中速度(5)按住不松手,按至24(电机方向),松开,按至1(6)按住不松手,按至25(电机总行程),松开,按至100(7)按住不松手,按至26(电机正行程),松开,按至30(8)按住不松手,按至27(电机负行程),松开,按至-30(9)按住不松手,按至34(编码器解析度),松开,按至8(10)按住不松手,按至35(减速比),松开,按至8 (11)按住不松手,按至36(螺杆牙距),松开,按至5(12)按住不松手,按至48(最大电机转速),松开,按至2750(13)按住不松手,按至50(速度_P),松开,按至(14)按住不松手,按至51(速度_I),松开,按至(15)56电流4A时报警Err3)(16)按住不松手,按至57(电机电流),松开,按至(17)按住不松手,按至81(马达极限信号),松开,按至2 (18)按住不松手,按至83(回中开关信号),松开,按至-3(19)按住不松手,按至84(自动信号),松开,按至14(20)按住不松手,按至85(对中信号),松开,按至11(更改为15)(21)按住不松手,按至86(手动信号),松开,按至15(更改为11)(22) 97#参数0801(23)按住不松手,按至99(选择双电眼工作),松开,按至1(24)按住不松手,按至3,松开,按至10(给电机做初始化)(25)按住不松手,按此时,执行马达初始化,初始化后,按照上述方法,检查30,31号是否为0。
E+L纠偏器8201调试

线性CCD相机 DO 8201
第二部分 使用说明
Seite
1
14.04.2015
SCH-DO_8201-020-EN-02
1.
概述
2.
说明事项
使用说明
3. 4. 5. 6.
边部配置 宽度测量 保存/备份/恢复备份 诊断
Seite
2
14.04.2015
SCH-DO_8201-020-EN-02
照相机的视野范围可以被划分为几个区域, 被叫做edge search regions.
1. 2.
选择 search region no. (1, 2, …). 配置search region 下拉菜单可以选择, 添加或删除regions
x: End:
Begin:
区域的起始像素
区域的停止像素
白平衡level%以下的区域或白平衡覆盖的区域不包括在
形一起显示
如果某一个镜头的没有开启,那么当前显示波形的界面的状 态是“disabled”
Seite
4
14.04.2015
SCH-DO_8201-020-EN-02
START UP I NSTRUCTION
C . O . L . I N D E TA I L
这个界面是CamX Edge X的界面。可以显示每个相机的两个 下降沿。页面上的信息包括:
Seite
11
14.04.2015
SCH-DO_8201-020-EN-02
START UP I NSTRUCTION
ADDRESS S ETTINGS
每个设备在一个物理网络的IP地址必须是唯一的 连接的设备必须有相同的子网掩码 网关地址是当你想连接到DO通过使用调制解调器,路由 器等时使用。
ELEPC纠偏系统说明书
E+L-EPC纠偏系统说明书本说明适用于德国E+L纠偏常规产品目录E+L-EPC纠偏系统说明书 (1)一、E+L-EPC纠偏系统总体说明 (3)二、E+L-EPC纠偏系统所需零件说明 (4)三、E+L-EPC纠偏系统机械安装说明 (5)3.1、控制器的安装 (5)3.2、电眼的安装 (5)3.2.1、通过EPC纠偏应用场合确认电眼安装位置 (5)3.2.2电眼的安装要求 (6)3.3、电机的安装 (6)3.3.1、确定电机型号 (6)3.3.2、确定电机机械中心 (7)3.3.3、调整电机机械中心 (7)3.3.4、安装电机 (7)3.4接近开关的安装 (7)3.4.1、接近开关感应片 (7)3.4.2、接近开关安装位置 (7)四、E+L-EPC纠偏系统配线说明 (10)4.1确认电压 (10)4.2、电机线布线要求 (10)4.3、E+L布线要求 (10)五、E+L-EPC纠偏面板说明 (10)六、E+L-EPC纠偏系统参数设定 (11)6.1、CAN网络群组地址设定 (11)6.1.1、RK4004地址设定 (11)6.1.2、FR5001电眼地址设定 (12)6.2、RK4004参数设定 (13)七、E+L-EPC纠偏系统试车 (15)八、E+L-EPC纠偏系统维护及故障说明 (15)8.1、EPC纠偏系统日常维护 (15)8.2、通过RK4004错误码信息来解决故障 (15)8.3、通过FR5001电眼错误码信息来解决故障 (16)九、附件 (17)附件一、电机尺寸图附件二、电机参数值附件三、EPC标准接线图纸附件四、RK4004控制板参数设定手册一、E+L-EPC纠偏系统总体说明我们将用一个电眼检测材料边缘来纠偏的纠偏系统称为EPC(Edge psoition control),以下简称EPC。
我们将用两个电眼检测材料中心来纠偏的纠偏系统成为CPC(Center position control),以下简称CPC。
E+L纠偏调试手册
成型机E+L-SVS纠偏系统安装调试手册目录:一,纠偏系统的组成二,纠偏系统的安装三,纠偏系统的配线四,纠偏系统的调试方法五,常见故障分析六,纠偏系统的区块图一、纠偏系统介绍成型机SVS定中纠偏系统零件:图1,马达外型图图2,电眼外型图图3,电眼线外型图图4 ,反光板外型图图5,接近开关外型图图6,接近开关固定座外型图图7,控制器外型图图8,电眼安装支架外型图二、纠偏系统安装1、马达安装方法首先将马达(马达料号:NR:230567)延长至机械长度(M=355mm)安装时,确认马达的机械中心与导正架(滑轨)的机械中心重合。
2、接近开关安装方法确认一下两点后再安装接近开关: A, 马达的机械长度M正好处在355mm。
B,导正辊处的滑块位于滑轨的中心处。
,安装方法:在马达机械长度(M=355mm)状态下,安装铁片边缘在接近开关中间位置,安装高度2-3mm即可目的:在马达行进过程中,只有一次信号切换,通过计算与接近开关的位置,达到快速回中的目的3、系统配线见附件注意PLC输给E+L纠偏的控制信号与E+L纠偏的电源要共用零点三,纠偏的调试步骤检查E+L电源线和信号线是否为24VDC,确认没问题后,上电。
1、根据马达对RK4004设定参数(按照以下方法进行检查,若参数不对,则修改)首先、安装不松手,按一下,显示。
0,继续按,至显示。
3,然后松开,此时显示0,再按至42,完成解锁功能。
其次----设定参数(1)按住不松手,显示。
4 , E+L(2)按住不松手,按至13(纠偏灵敏度),松开,按将其至3.0(3)按住不松手,按至16(自动速度),松开,按至20(4)17参数为回中速度(5)按住不松手,按至24(电机方向),松开,按至1(6)按住不松手,按至25(电机总行程),松开,按至100(7)按住不松手,按至26(电机正行程),松开,按至30(8)按住不松手,按至27(电机负行程),松开,按至-30(9)按住不松手,按至34(编码器解析度),松开,按至8(10)按住不松手,按至35(减速比),松开,按至8(11)按住不松手,按至36(螺杆牙距),松开,按至5(12)按住不松手,按至48(最大电机转速),松开,按至2750(13)按住不松手,按至50(速度_P),松开,按至2.0(14)按住不松手,按至51(速度_I),松开,按至0.1(15)56 电流 4A(2.9时报警Err3)(16)按住不松手,按至57(电机电流),松开,按至2.9(17)按住不松手,按至81(马达极限信号),松开,按至2(18)按住不松手,按至83(回中开关信号),松开,按至-3(19)按住不松手,按至84(自动信号),松开,按至14(20)按住不松手,按至85(对中信号),松开,按至11(更改为15)(21)按住不松手,按至86(手动信号),松开,按至15(更改为11)(22) 97#参数0801(23)按住不松手,按至99(选择双电眼工作),松开,按至1(24)按住不松手,按至3,松开,按至10(给电机做初始化)(25)按住不松手,按此时,执行马达初始化,初始化后,按照上述方法,检查30,31号是否为0。
E+l纠偏

纠偏群组位置0.5参数说明号码 参数名称 默认值最小值最大值单位 功能说明..2. 复归功能设定 00 0无功能1将系统恢复成客户端设定值2将系统恢复成内部设定值..3. 特殊功能设定00 0无功能1控制器重新激活2储存参数值10马达执行初始化11电眼调整器初始化12依据规格书内此轮初始马达13马达导正标准快照22储存应用参数42开启延伸设定44回存用户设定98清除内存内错误讯息99清除内存内资料..4.软件版本.1.3 中立带 2 ‐2000 2000 mm 导正器比例带 当材料偏移多少时DC马达以最高速运转 若导正过于不精准时减小此值 若导正不稳定时增加此值.1.6 自动速度150 1000 Mm/s自动模式下最大追踪速度.1.7 移动速度 100 1000 Mm/s定位模式下最大移动速度.1.8 手动速度 151 1000 Mm/s手动模式下的移动速度.1.9 侦测速度 11 1000 Mm/s当超出设定门阀时的移动速度.2.4 马达方向00 10时正常1反向.2.5 马达移动总行程 2000 3270 mm 校正时马达总移动范围正负为100时 总移动行程200mm进入群组操作(参数更改完成后,1分钟即自动离开设定系统)操作按钮 显示状态 说明 SETUP+ 或. . 0. 进入系统或 . . 5. 1 2表示EPC电眼3表示LPC 电眼、4 前有‐号表现无装置5表示控制器入RK004. . 5. 进入群组5SETUP+ 或. . 0. 选择想查看的参数位置0.0 显示此参数位置的参数值或耿直参数值中位设定手动状态下 按手动 移动居中(进烘箱和出烘箱料膜料边与导向辊端面距离相同) 按SETUP+ 进入设定系统(显示 或 ) 再SETUP+ 一下 断电 重新上电后查看中位是否准确。
EL纠偏调试手册
成型机E+L-SVS纠偏系统安装调试手册目录:一,纠偏系统的组成二,纠偏系统的安装三,纠偏系统的配线四,纠偏系统的调试方法五,常见故障分析六,纠偏系统的区块图一、纠偏系统介绍成型机SVS定中纠偏系统零件:1 马达AG2591 1 必选2 电眼FR5001 2 必选3 电眼线 2.8m伸缩线 2 必选4 反光板左反光板/右反光板 2 必选5 接近开关PNP常开(倍加福) 1 必选6 接近开关座 1 可选/可不选7 控制器DC1340R 1 必选8 电眼安装支架VA5121 2 按照实际情况选择9 马达线6*0.75mm屏蔽线可选/可不选图1,马达外型图图2,电眼外型图图3,电眼线外型图图4 ,反光板外型图图5,接近开关外型图图6,接近开关固定座外型图图7,控制器外型图图8,电眼安装支架外型图二、纠偏系统安装1、马达安装方法首先将马达(马达料号:NR:230567)延长至机械长度(M=355mm)安装时,确认马达的机械中心与导正架(滑轨)的机械中心重合。
2、接近开关安装方法确认一下两点后再安装接近开关: A, 马达的机械长度M正好处在355mm。
B,导正辊处的滑块位于滑轨的中心处。
,安装方法:在马达机械长度(M=355mm)状态下,安装铁片边缘在接近开关中间位置,安装高度2-3mm 即可目的:在马达行进过程中,只有一次信号切换,通过计算与接近开关的位置,达到快速回中的目的3、系统配线见附件注意PLC输给E+L纠偏的控制信号与E+L纠偏的电源要共用零点三,纠偏的调试步骤检查E+L电源线和信号线是否为24VDC,确认没问题后,上电。
1、根据马达对RK4004 设定参数(按照以下方法进行检查,若参数不对,则修改)首先、安装不松手,按一下,显示。
0,继续按,至显示。
3,然后松开,此时显示0,再按至42,完成解锁功能。
其次----设定参数(1)按住不松手,显示。
4 , E+L(2)按住不松手,按至13(纠偏灵敏度),松开,按将其至3.0 (3)按住不松手,按至16(自动速度),松开,按至20(4)17参数为回中速度(5)按住不松手,按至24(电机方向),松开,按至1(6)按住不松手,按至25(电机总行程),松开,按至100(7)按住不松手,按至26(电机正行程),松开,按至30(8)按住不松手,按至27(电机负行程),松开,按至-30(9)按住不松手,按至34(编码器解析度),松开,按至8(10)按住不松手,按至35(减速比),松开,按至8(11)按住不松手,按至36(螺杆牙距),松开,按至5(12)按住不松手,按至48(最大电机转速),松开,按至2750(13)按住不松手,按至50(速度_P),松开,按至2.0(14)按住不松手,按至51(速度_I),松开,按至0.1(15)56 电流 4A(2.9时报警Err3)(16)按住不松手,按至57(电机电流),松开,按至2.9(17)按住不松手,按至81(马达极限信号),松开,按至2(18)按住不松手,按至83(回中开关信号),松开,按至-3(19)按住不松手,按至84(自动信号),松开,按至14(20)按住不松手,按至85(对中信号),松开,按至11(更改为15)(21)按住不松手,按至86(手动信号),松开,按至15(更改为11)(22) 97#参数0801(23)按住不松手,按至99(选择双电眼工作),松开,按至1(24)按住不松手,按至3,松开,按至10(给电机做初始化)(25)按住不松手,按此时,执行马达初始化,初始化后,按照上述方法,检查30,31号是否为0。
印刷E+L纠偏说明书LPC&EPC综合说明书_P1-11_
莱默尔(杭州)机电设备有限公司Erhardt+Leimer (Hangzhou) Co., Ltd.目 录1 功能介绍1.1 LPC 系统 (4)1.2 EPC 系统 (5)2 运用范例2.1 LPC/EPC 系统 (6)2.2 REELING STATION (7)2.3 PIVOTING FRAME (8)3 各系统配套件介绍3.1 LPC 电眼感测装置3.11 探线/边型: F E 5002 电眼(群组位罝0.3)…………………..9 3.2 EPC 电眼感测装置3.21 探边型: F R 5001 电眼(群组位置0.1/0.2)………………..10 3.22 探边型: F X 4030 电眼(群组位置0.1/0.2)………………..10 3.3 控制装置3.31 D C 1340控制器(用于100W 以下M o t o r ),群组位置0.5…...11 3.4 驱动装置3.41 A G 2491驱动器(240N ,25m m /s ,±12/25/50m m ).........................12 3.42 A G 2591驱动器(1000N /2500N ,24/10m m /s ,±25/50/75/100m m )......12 3.43 A G 2691驱动器(3000/5300N ,19/10m m /s ,±50/75/100/175m m )......13 3.44 A G 4081驱动器(250N ,21m m /s ,±6/25/50m m )..........................13 3.45 A G 4591驱动器(1000N ,24m m /s ,±25/50/75/100) (14)3.46 A G 4691驱动器(3000N ,25m m /s ,±25/50/75/100).....................14 3.47 A G 5791驱动器(10000N ,25m m /s ,±50/100/150/200/300m m )........15 3.48 A G 5891驱动器(20000N ,10m m /s ,±50/100/150/200/300m m )........15 3.49 A G 6791驱动器(10000N ,25m m /s ,±50/100/150/200/300m m )........16 3.50 A G 6891驱动器(20000N ,10m m /s ,±100/150/200/300m m )............16 3.5 中心回归装置 (17)以上红色记号处为此份说明书之重点部份以上红色记号处为此份说明书之重点部份4 各系统配套件功能键/指示灯说明4.1感测装置4.11 F E 5002电眼………………………………………………………19 4.12 F R 5001 / F X 4030电眼………………………………………… 20 4.2控制装置5 LPC 系统操作说明................................................... 21 6 EPC 系统操作说明................................................... 28 7 各装置群组位置及参数值运用说明.................... 29 8 各装置参数表 (34)9按装及试车说明 (53)10各装置尺寸图 (58)11 选配系统说明 / 公司信息…………………………………………..684.整套系统均采用数字式控制,因此可与计算机或PLC系统联机,可单点多机控制,亦可单机多点控制。
EL纠偏调试手册

E L纠偏调试手册集团标准化办公室:[VV986T-J682P28-JP266L8-68PNN]成型机E+L-SVS纠偏系统安装调试手册目录:一,纠偏系统的组成二,纠偏系统的安装三,纠偏系统的配线四,纠偏系统的调试方法五,常见故障分析六,纠偏系统的区块图一、纠偏系统介绍成型机SVS定中纠偏系统零件:图1,马达外型图图2,电眼外型图图3,电眼线外型图图4 ,反光板外型图图5,接近开关外型图图6,接近开关固定座外型图图7,控制器外型图图8,电眼安装支架外型图二、纠偏系统安装1、马达安装方法首先将马达(马达料号:NR:230567)延长至机械长度(M=355mm)安装时,确认马达的机械中心与导正架(滑轨)的机械中心重合。
2、接近开关安装方法确认一下两点后再安装接近开关: A,马达的机械长度M正好处在355mm。
B,导正辊处的滑块位于滑轨的中心处。
,安装方法:在马达机械长度(M=355mm)状态下,安装铁片边缘在接近开关中间位置,安装高度2-3mm 即可目的:在马达行进过程中,只有一次信号切换,通过计算与接近开关的位置,达到快速回中的目的3、系统配线见附件注意PLC输给E+L纠偏的控制信号与E+L纠偏的电源要共用零点三,纠偏的调试步骤检查E+L电源线和信号线是否为24VDC,确认没问题后,上电。
1、根据马达对RK4004 设定参数(按照以下方法进行检查,若参数不对,则修改)首先、安装不松手,按一下,显示。
0,继续按,至显示。
3,然后松开,此时显示0,再按至42,完成解锁功能。
其次----设定参数(1)按住不松手,显示。
4 , E+L(2)按住不松手,按至13(纠偏灵敏度),松开,按将其至(3)按住不松手,按至16(自动速度),松开,按至20(4)17参数为回中速度(5)按住不松手,按至24(电机方向),松开,按至1(6)按住不松手,按至25(电机总行程),松开,按至100(7)按住不松手,按至26(电机正行程),松开,按至30(8)按住不松手,按至27(电机负行程),松开,按至-30(9)按住不松手,按至34(编码器解析度),松开,按至8(10)按住不松手,按至35(减速比),松开,按至8(11)按住不松手,按至36(螺杆牙距),松开,按至5(12)按住不松手,按至48(最大电机转速),松开,按至2750(13)按住不松手,按至50(速度_P),松开,按至(14)按住不松手,按至51(速度_I),松开,按至(15)56 电流 4A时报警Err3)(16)按住不松手,按至57(电机电流),松开,按至(17)按住不松手,按至81(马达极限信号),松开,按至2(18)按住不松手,按至83(回中开关信号),松开,按至-3(19)按住不松手,按至84(自动信号),松开,按至14(20)按住不松手,按至85(对中信号),松开,按至11(更改为15)(21)按住不松手,按至86(手动信号),松开,按至15(更改为11)(22)97#参数0801(23)按住不松手,按至99(选择双电眼工作),松开,按至1(24)按住不松手,按至3,松开,按至10(给电机做初始化)(25)按住不松手,按此时,执行马达初始化,初始化后,按照上述方法,检查30,31号是否为0。
EL纠偏调试手册
成型机E+L-SVS纠偏系统安装调试手册目录:一,纠偏系统的组成二,纠偏系统的安装三,纠偏系统的配线四,纠偏系统的调试方法五,常见故障分析六,纠偏系统的区块图一、纠偏系统介绍成型机SVS定中纠偏系统零件:图1,马达外型图图2,电眼外型图图3,电眼线外型图图4,反光板外型图图5,接近开关外型图图6,接近开关固定座外型图图7,控制器外型图图8,电眼安装支架外型图二、纠偏系统安装1、马达安装方法首先将马达(马达料号:NR:230567)延长至机械长度(M=355mm)安装时,确认马达的机械中心与导正架(滑轨)的机械中心重合。
2、接近开关安装方法确认一下两点后再安装接近开关:A,马达的机械长度M正好处在355mm。
B,导正辊处的滑块位于滑轨的中心处。
,安装方法:在马达机械长度(M=355mm)状态下,安装铁片边缘在接近开关中间位置,安装高度2-3mm即可目的:在马达行进过程中,只有一次信号切换,通过计算与接近开关的位置,达到快速回中的目的3、系统配线见附件注意PLC输给E+L纠偏的控制信号与E+L纠偏的电源要共用零点三,纠偏的调试步骤检查E+L电源线和信号线是否为24VDC,确认没问题后,上电。
1、根据马达对RK4004设定参数(按照以下方法进行检查,若参数不对,则修改)首先、安装不松手,按一下,显示。
0,继续按,至显示。
3,然后松开,此时显示0,再按至42,完成解锁功能。
其次----设定参数(1)按住不松手,显示。
4,E+L(2)按住不松手,按至13(纠偏灵敏度),松开,按将其至(3)按住不松手,按至16(自动速度),松开,按至20(4)17参数为回中速度(5)按住不松手,按至24(电机方向),松开,按至1(6)按住不松手,按至25(电机总行程),松开,按至100 (7)按住不松手,按至26(电机正行程),松开,按至30 (8)按住不松手,按至27(电机负行程),松开,按至-30 (9)按住不松手,按至34(编码器解析度),松开,按至8 (10)按住不松手,按至35(减速比),松开,按至8(11)按住不松手,按至36(螺杆牙距),松开,按至5(12)按住不松手,按至48(最大电机转速),松开,按至2750 (13)按住不松手,按至50(速度_P),松开,按至(14)按住不松手,按至51(速度_I),松开,按至(15)56电流4A时报警Err3)(16)按住不松手,按至57(电机电流),松开,按至(17)按住不松手,按至81(马达极限信号),松开,按至2 (18)按住不松手,按至83(回中开关信号),松开,按至-3 (19)按住不松手,按至84(自动信号),松开,按至14(20)按住不松手,按至85(对中信号),松开,按至11(更改为15)(21)按住不松手,按至86(手动信号),松开,按至15(更改为11)(22) 97#参数0801(23)按住不松手,按至99(选择双电眼工作),松开,按至1 (24)按住不松手,按至3,松开,按至10(给电机做初始化)(25)按住不松手,按此时,执行马达初始化,初始化后,按照上述方法,检查30,31号是否为0。
E+L EPC纠偏系统说明书 2013

E+L-EPC纠偏系统说明书本说明适用于德国E+L纠偏常规产品目录E+L-EPC纠偏系统说明书 (1)一、E+L-EPC纠偏系统总体说明 (3)二、E+L-EPC纠偏系统所需零件说明 (4)三、E+L-EPC纠偏系统机械安装说明 (5)3.1、控制器的安装 (5)3.2、电眼的安装 (5)3.2.1、通过EPC纠偏应用场合确认电眼安装位置 (5)3.2.2电眼的安装要求 (6)3.3、电机的安装 (6)3.3.1、确定电机型号 (6)3.3.2、确定电机机械中心 (7)3.3.3、调整电机机械中心 (7)3.3.4、安装电机 (7)3.4接近开关的安装 (7)3.4.1、接近开关感应片 (7)3.4.2、接近开关安装位置 (7)四、E+L-EPC纠偏系统配线说明 (10)4.1确认电压 (10)4.2、电机线布线要求 (10)4.3、E+L布线要求 (10)五、E+L-EPC纠偏面板说明 (10)六、E+L-EPC纠偏系统参数设定 (11)6.1、CAN网络群组地址设定 (11)6.1.1、RK4004地址设定 (11)6.1.2、FR5001电眼地址设定 (12)6.2、RK4004参数设定 (13)七、E+L-EPC纠偏系统试车 (15)八、E+L-EPC纠偏系统维护及故障说明 (15)8.1、EPC纠偏系统日常维护 (15)8.2、通过RK4004错误码信息来解决故障 (15)8.3、通过FR5001电眼错误码信息来解决故障 (16)九、附件 (17)附件一、电机尺寸图附件二、电机参数值附件三、EPC标准接线图纸附件四、RK4004控制板参数设定手册一、E+L-EPC纠偏系统总体说明我们将用一个电眼检测材料边缘来纠偏的纠偏系统称为EPC(Edge psoition control),以下简称EPC。
我们将用两个电眼检测材料中心来纠偏的纠偏系统成为CPC(Center position control),以下简称CPC。
E+L摄像机快速调整校正手册
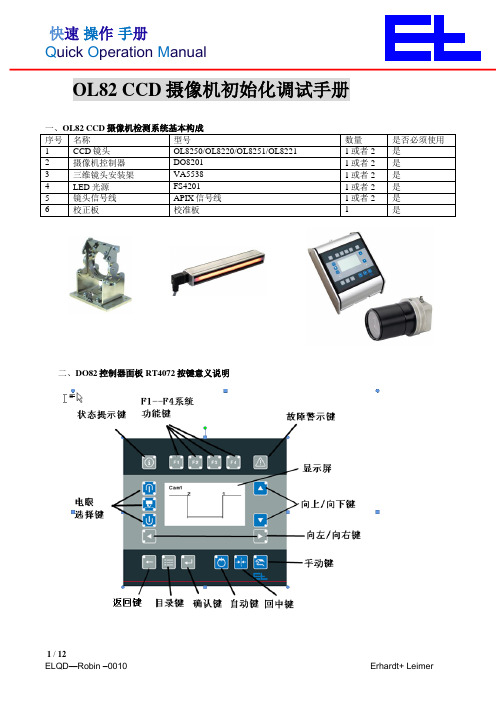
OL82 CCD摄像机初始化调试手册序号名称型号数量是否必须使用1 CCD镜头OL8250/OL8220/OL8251/OL8221 1或者2 是2 摄像机控制器DO8201 1或者2 是3 三维镜头安装架VA5538 1或者2 是4 LED光源FS4201 1或者2 是5 镜头信号线APIX信号线1或者2 是6 校正板校准板 1 是二、DO82控制器面板RT4072按键意义说明三、OL82摄像机大体调整步骤如下:1,通过RT4072面板,查看OL82镜头的波形,并通过调整镜头OL82三维调整架的位置,来调整出一个类似圆弧状的OL82镜头视野波形。
2,当调整完OL82镜头的波形之后,在镜头视野范围内(材料运行位置中心位置)放上校正模板,来校正初始化一下镜头。
3,设定镜头有效工作范围,测试纠偏器的动作是否正常。
四、DO82 系统校正如下:1﹚,系统操作界面对于DO82-RT4072面板存在两个界面,一是系统操作界面,无法修改OL82镜头的相关系统参数配置,仅能查看OL82镜头一下基本重要信息状态。
此时仅向左键或者向右键有效,其他按键锁住。
另外一个是系统编辑界面。
可以修改配置OL82镜头的相关系统参数配置。
对于DO82控制器的操作菜单为循环显示模式。
界面1是系统模式界面,显示镜头1的波形及硬件状态界面2是显示镜头2的波形及硬件状态,‘disabled’是指当前镜头2没有使用或者硬件不存在。
界面3是同时显示镜头1和2的波形。
界面4是显示镜头1第一个边的信息,例如:当前位置值,焦距值,CAN网络地址。
界面5是显示镜头1第二个边的信息,例如:当前位置值,焦距值,CAN网络地址。
界面6是显示镜头2第一个边的信息,例如:当前位置值,焦距值,CAN网络地址。
界面7是显示镜头2第二个边的信息,例如:当前位置值,焦距值,CAN网络地址。
界面8是显示镜头的实测材料的宽度及宽度监视状态。
其中宽度显示1和2是镜头1的宽度值。
E+L-EPC纠偏系统说明书-2013

E+L-EPC纠偏系统说明书本说明适用于德国E+L纠偏常规产品目录E+L-EPC纠偏系统说明书 (1)一、E+L-EPC纠偏系统总体说明 (3)二、E+L-EPC纠偏系统所需零件说明 (4)三、E+L-EPC纠偏系统机械安装说明 (5)3.1、控制器的安装 (5)3.2、电眼的安装 (5)3.2.1、通过EPC纠偏应用场合确认电眼安装位置 (5)3.2.2电眼的安装要求 (6)3.3、电机的安装 (6)3.3.1、确定电机型号 (6)3.3.2、确定电机机械中心 (7)3.3.3、调整电机机械中心 (7)3.3.4、安装电机 (7)3.4接近开关的安装 (7)3.4.1、接近开关感应片 (7)3.4.2、接近开关安装位置 (7)四、E+L-EPC纠偏系统配线说明 (10)4.1确认电压 (10)4.2、电机线布线要求 (10)4.3、E+L布线要求 (10)五、E+L-EPC纠偏面板说明 (10)六、E+L-EPC纠偏系统参数设定 (11)6.1、CAN网络群组地址设定 (11)6.1.1、RK4004地址设定 (11)6.1.2、FR5001电眼地址设定 (12)6.2、RK4004参数设定 (13)七、E+L-EPC纠偏系统试车 (15)八、E+L-EPC纠偏系统维护及故障说明 (15)8.1、EPC纠偏系统日常维护 (15)8.2、通过RK4004错误码信息来解决故障 (15)8.3、通过FR5001电眼错误码信息来解决故障 (16)九、附件 (17)附件一、电机尺寸图附件二、电机参数值附件三、EPC标准接线图纸附件四、RK4004控制板参数设定手册一、E+L-EPC纠偏系统总体说明我们将用一个电眼检测材料边缘来纠偏的纠偏系统称为EPC(Edge psoition control),以下简称EPC。
我们将用两个电眼检测材料中心来纠偏的纠偏系统成为CPC(Center position control),以下简称CPC。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(5)
(6)
(7)
SET UP
按住__不松手,显示。。4,E+L
SET UP
25
26
(8) 按住
不松手,按
将其至
3.0
至13(纠偏灵敏度),松开
16
24
20
1
SET UP
,按
(电机总行程)
,按至
(电机正行程)
,按至
SET UP
至27(电机负行程),松开
100
30
,按至-30
(9)
按住
SET UP
左反光板/右反光板
2
必选
5
接近开关
PNP常开(倍加福)
1
必选
6
接近开关座
1
可选/可不选
7
控制器
DC1340R
1
必选
8
电眼安装支架
VA5121
2
按照实际情况选择
9
马达线
6*0.75mm屏蔽线
可选/可不选
确认一下两点后再安装接近开关:A,马达的机械长度M正好处
在355mm
B,导正辊处的滑块位于滑轨的中心处。,
如上图,同时按住DEV键和GRP键,约20秒以后电眼指示灯上有两个灯在常亮,后松开DEV键和
GRP键,其中红色区域为电眼的群组号,蓝色区域为电眼的设备号。
对于右侧电眼,按动GRP键,将群组号的指示灯跳到0,之后按动DEV键,将设备号调成1。
对于左侧电眼 按动GRP键,将群组号的指示灯跳到0,之后按动DEV键,将设备号调成2。 等待几秒后电眼会自动重启,电眼地址修改完毕。
如果大于5,将30,31均清0,此时马达回到机械长度,然后调节接近开关铁片位置,使铁片位置介于接近开 关指示灯亮与不亮之间,并将26,27分别设置成30.,
2,检查电眼的地址,顺着材料运行的方向看右侧电眼地址为
或者2为设备号。
(25
此时,
不松手,
-30即可
0.1,左侧电眼地址为0.2., 其中0为群组号,1
商板按键介绍
数码显亍管
参数调节蔭电源指示
EE--±=
则修改
-1
电眼功能选择
LT
1、根据马
RK4004
参数
以下方法进行检查,若参数不对,
首先、安装
SET IIP
SET UP
其次
不松手,按一下
,此时显示0,再按至42,
设定参数
)
0, 显示。
完成解锁功能。
0,继续按:至显示。。3,然后松开
(1)
(2)
(3)
成型机
安装调试手册
目录:
纠偏系统的组成
—> 三, 四, 五, 六,
纠偏系统的安装 纠偏系统的配线 纠偏系统的调试方法 常见故障分析 纠偏系统的区块图
纠偏系统介绍
成型机SVS定中纠偏系统零件:
序号
名称
型号
数量
是否必须使用
1
马达
AG2591
1
必选
2
电眼
FR5001
2
必选
3
电眼线
2.8m伸缩线
2
必选
4
反光板
按
至81
SET UP
(18)
按住
SET UP
■不松手,
△
按
至83
(19)
按住
SET UP
■不松手,
△
按
至84
(20)
按住
SET UP
不松手,
△
按
至85
SET UP
(马达极限信号)
(回中开关信号)
(自动信号)(Βιβλιοθήκη 中信号),松开,松开
按至2
按至-3
(21)
(22)
按住
97#参数0801
不松手,
△
至86
(手动信号)
SET UP
松开
14
松开
11(更改为15)
松开
15(更改为11)
(23)
按住
SET UP
不松手,
至99
(选择双电眼工作),
松开
SET UP
,按至
(24)
按住
SET UP
不松手,
至3,松开
SET UP
,按至10(给电机做初始化)
SET UP
按
按住
执行马达初始化,初始化后,按照上述方法,检查30,31号是否为0。
安装方法:在马达机械长度(M=355mm状态下,安装铁片边缘在 接近开关中间位置,安装高度2-3mm即可
目的:在马达行进过程中,只有一次信号切换,通过计算与接近开关的位置,达到快速回中的目的
3、 系统配线见附件
注意PLC输给E+L纠偏的控制信号与E+L纠偏的电源要共用零点
1L/24V+
N/DV
PE
:r
■
STOP SET UP
二o+
■S
故障一:电机极限指示灯同时在闪烁,请检查RK4004内是否报ERR13,此故障为电机卡住。
请松开电机接头,检查滑轨是否顺畅。如果顺畅,按照调试步骤,检查参数是否正常,若正常,重新 给电机做初始化,即可。
故障二:控制板报ERR10,此故障为电机线断开,检查电机线是否有磨损,或者扯断。
故障三:控制板报ERR7,此故障为右侧电眼故障;或者ERR8,则为左侧电眼故障,请检查电眼线是否有断
开情况。 如正常。 则可能电眼存在问题。更换电眼测试一下。
故障四:操作面板上电眼全遮指示灯和全不遮指示灯同时闪烁,清洁电眼及反光板。
如果还有其他故障,欢迎与我司技术人员联系。
莱默尔(杭州)机电设备有限公司青岛办事处
不松手,
至50(速度_P),松开
SET UP
,按至2.0
,按至0.1
(15)
56
电流4A(2.9时报警Err3)
(16)
按住
SET UP
不松手,按囚至57(电机电流),松开
SIET UP
SET UP
SET UP
至51(速度_1),松开
按住
不松手,
按
(14)
,按至2.9
SET UP
(17)
按住
不松手,
X4£3
4-24V DC
1-24V DC
其3£2X4-O-Jso
+J^v —3
1-.Z4VDC
g
+W—>
5EhlN->MWJT-r>
^8lN->ilaajrT>HSET->
s
5
4
3
**
—
3
r
严
5
UH>
声E
>
i
怦
4
H
E
2
LF
CC
TE翟.fnMn忑畏更g
三,纠偏的调
试步骤
检查E+L电源线和信号线是否为24VDC确认没问题后,上电
不松手,
34
(编码器解析度),松开
SET UP
,按至
(10)
按住
SET UP
—松手,
35
(减速比),松开
SET UP
,按至8
(11)
按住
SET UP
—松手,
36
(螺杆牙距),松开
SET UP
,按至5
(12)
按住
SET UP
不松手,
48
(最大电机转速)
,松开
SET UP
,按至
2750
(13)
按住
SET UP
3,测试马达手、自动及对中动作是否正常。
如果马达方向相反,可以更改24号参数,由1改为0
四,常见故障分析:
对于我司纠偏控制器的故障分析,我们可以根据以下两点:
RT操作面板指示灯意义和RK4004控制板上的错误码信息。
电眼选中指示幻
HBMM
\
电眼全遮指示费乙
电机极限喇
示灯
电眼全不牡耳d
指示灯
s ~~nvk
联系XX:0532-85816162, 传真:0532-85817072