07MnNiMoVDR钢制乙烯球罐的建造技术_袁浩
20000m3容积07MnNiCrMoVDR钢制球形储罐的焊接工艺设计
20000m3容积07MnNiCrMoVDR钢制球形储罐的焊接工艺设计20000m3容积07MnNiCrMoVDR钢制球形储罐的焊接工艺设计1.设计任务书1.1课程设计题目20000m3容积07MnNiCrMoVDR钢制球形储罐的焊接工艺设计1.2本次设计应达到的目的通过本次的设计:1.熟悉07MnNiCrMoVDR低温钢的力学性能和焊接性能。
2.掌握低温钢的焊接性以及焊接参数的选择。
3.掌握球罐的设计方法和设计过程。
4.掌握球罐的焊接工艺及其焊后检验和热处理方式。
1.3本次设计的主要内容及要求1.根据设计题目中产品的结构特点和材料性能,选择焊接方法,确定焊接设备型号;2.根据所确定焊接方法及设备,选择焊接材料,确定焊接规范;3.焊前准备和焊后处理、焊接辅助设备等;4.焊接操作要点及相关注意事项;1.4进度安排第一周:对题目和要求的熟悉,相关资料的查阅以及对资料的梳理。
第二周:对资料进行整合,数据的计算,整体设计。
第三周:设计进行检查纠错的到最终的设计结果,答辩上交设计报告册。
2.07MnNiCrMoVDR性能分析、应用场合、焊接性分析、球形储罐结构和承载特点分析等内容2.107MnNiCrMoVDR性能分析球罐抗氢抗硫钢板,采用电炉炼钢,由废铁炼钢而成,钢质纯净,广泛应用于广泛应用于石油、化工、电站、锅炉等行业,用于制作反应器、换热器、分离器、球罐、油气罐。
2.2应用场合锅炉及压力容器用钢板,广泛应用于石油、化工、电站、锅炉等行业,用于制作反应器、换热器、分离器、球罐、油气罐、液化气罐、核能反应堆压力壳、锅炉汽包、液化石油汽瓶、水电站高压水管、水轮机蜗壳等设备及构件。
2.3焊接性分析由碳当量公式Ceq=C+51/24+M可6+Ni4/o+Cr/5+Mo4/+V/14(%)知: 07MnNiCrMoVDR钢的Ceq=0.48%;由焊接裂纹敏感性组成公式:=C+Si/30+Mn/20+C2r/0+Ni/60+Mo/15+V/10+5B(%);Pcm=0.20%;知:07MnNiCrMoVDR钢的Pcm由07MnNiCrMoVDR钢的Ceq和Pcm并结合表l、表2可以看出O7MnNICrMoVDR 钢的特点是含碳量低(≤0.09%),焊接冷裂纹敏感性低(Pcm≤0.20%),且强度高,韧性好,焊接性优良,产生冷裂纹的倾向小。
07MnNiCrMoVDR钢制乙烯球罐整体热处理
制 造 安 装 07M nNiCrM oVDR钢制乙烯球罐整体热处理Discussion on problems in the int egral heat-treatm ent o f 07M nN iCrM oV DR steel ethylene spherical tanks兰州化学工程公司张建军机械部合肥通用机械研究所窦万波 Based o n the case of the integr al heat-treatm ent of tw o sets of1500m3ethylene spherical tanks w hich lo cated at Lanzho u chemical-industry Corp.T his paper discussed pr oblem s about the heat-treatm ent procedure of07M nNiCr Mo VDR steel,the metho d o f aux iliary heating,and heat-treatment requir em ents o f test plates of WPS.It had mean-ing s to guide the integr al heat-treatm ent of large-sizesd ethylene spherical tanks. 关键词:07M nNiCrM oVDR钢 球罐 整体热处理工艺 方法 1 前言球罐整体热处理是针对制造、安装过程中出现的组对变形、焊接残余应力、焊缝残余氢和接头淬硬倾向等因素进行的旨在改善焊接接头性能、消除残余应力和残余氢、提高球罐运行可靠性的有效措施。
由于07M nNiCr Mo VDR 钢在热处理方面固有的特性,国内学术界曾对07M nNiCr MoV DR钢制造1500m3乙烯球罐中是否需进行整体热处理存在着不同见解,但考虑国外标准,如美国ASM E第一及第二篇、日本JISB8243—1981等标准,对类似钢材都有当壳板厚度大于38mm需进行热处理的规定,我国现行的压力容器技术标准对碳素钢和低合金钢需进行热处理的厚度规定比38m m还要低等等情况,在我国首台国产化的大型乙烯球罐(大庆石化总厂1500m3乙烯球罐)中进行了整体热处理。
07MnNiMoDR丙烯球罐的应用
07MnNiMoDR丙烯球罐的应用介绍了07MnNiMoDR低温压力容器用钢板应用于2500m3丙烯球罐的现场组焊技术。
经过焊接工艺评定选择合理的焊接参数,严格控制焊接热输入及相应工序工艺,球罐各项工艺性能均能满足相关标准的规定,完全能够满足设计及建造要求。
标签:07MnNiMoDR钢;丙烯球罐;焊接2012年,本公司承揽了山东兖矿国泰乙酰化工有限公司新建项目的4台2500m3丙烯球罐的工程,该工程4台球罐全部采用宝山钢铁股份有限公司生产的07MnNiMoDR低温压力容器用钢板。
4台球罐采用常规设计,设计温度:-50/100,设计压力:2.16/F.V,球罐内径:16900mm,容积:2500m3,名义厚度:50mm,结构形式:三带十二柱混合式,共34块球壳版;焊缝长度:430m。
本文结合项目特点,对这四台球罐在安装时应注意的问题进行了介绍。
一、球壳板材料球壳板材料采用宝山钢铁股份有限公司生产的07MnNiMoDR低温压力容器用钢板,符合《压力容器用调质高强度钢板》GB19189-2011标准。
钢板在调质状态下供货,强度高,低温冲击韧性好,焊接冷裂纹敏感系数低。
二、焊接材料该项目主体焊缝焊接材料采用的是由日本进口的LB-65L,该焊条属于高韧性超低氢型焊条,工艺性能好,可进行全位置焊接。
焊条进厂复验时,焊条熔敷金属扩散氢含量平均值为 3.18ml/100g(气相色谱法),-50℃低温冲击时冲击功分别为176J、174J、156J,抗拉强度为620N/mm2,具有良好的抗裂性和低温冲击韧性。
三、焊接工艺评定本公司对于该球罐应用的钢板和焊接材料做了一系列的焊接性试验,掌握了该钢板和焊条的焊接特点。
考虑到该钢板有一定的再热裂纹倾向及施工现场的条件等因素,推荐预热温度控制在100-120°之间。
该钢板在焊接过程中应严格控制其焊接热输入,防止焊接接头处晶粒粗化,从而导致其低温冲击韧性降低。
在一系列的试验中发现,随着焊接热输入的增加,焊缝冲击韧性会有所下降。
石化指标07答疑
56
2 管道
57
2 管道
58
3 储罐
59
3 储罐
60
3 储罐
61 62 63 64 65 66 67 68 69
3 储罐 3 储罐 3 储罐 3 储罐 3 储罐 3 储罐 3 储罐 3 储罐 3 储罐
70
3 储罐
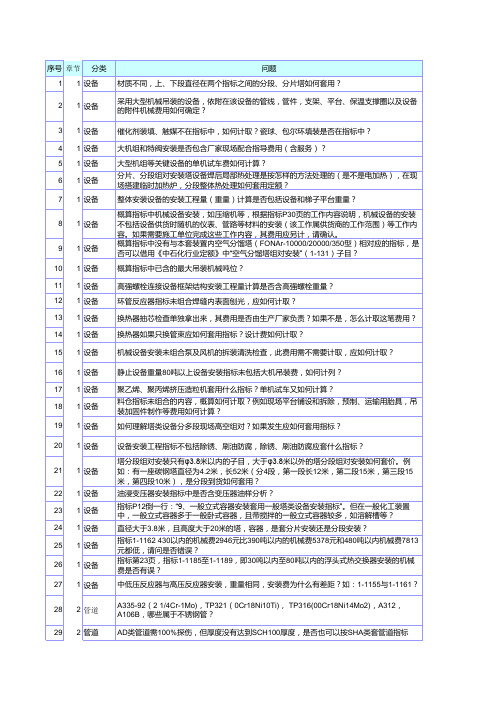
金属罐和气柜的安装子目包括制作和安装费,罐壁等列入主材费,没有设备购置费,在编制 概算时能否将主材加损耗加制作费作为设备费?
54 55
2 管道 2 管道
无损检测拍片张数取定表有问题,张数的计算方法一般公式为:焊缝长度除以片子有效长 度(有效长度为150-200左右),SHA、SHD管道指标是否失真? 在工艺管道指标应用中,STD、XS、XXS如何确定壁厚系列(SCH)即管表号。 根据《指标》第二章第一节说明第四条指标使用方法第二项规定,SHA、SHD类管道指标 使用范围包括:“设计压力大于等于4.0MPa,且设计温度大于等于400℃的管道”,同时第四 条指标使用方法第六项又规定,“全厂工艺及供热外管安装,套用其他类相应的指标后,乘 以以下系数:(1)碳钢管道乘以系数0.62”请问此两条说明是否相矛盾?技改技措项目中为 一条DN500的高压蒸汽管道 ,管线长度为1250米,设计压力为4.5 MPa,设计温度为450 ℃,请问该管道安装应如何套用指标子目? 现场钢结构、管道及管支架、储罐采用石英砂喷砂除锈时应如何套用指标子目? 储罐指标中要求一座储罐时,指标人、机要乘1.25系数,若原装置已有储罐,再建一座时, 是否需乘系数? 金属储罐、球形罐、气柜制作安装指标中,套用指标时按设计重量以(吨)计量单位计 算,请问:计算主材时是否按395页中的主材施工损耗系数考虑施工损耗?(主材费中很多 章节都列了主材的施工损耗,应如何考虑?) 金属油罐沉降试验,在概算指标中哪里体现? 对于外浮顶储罐的壁板层数及地板中幅板规格是如何取定的?例如5万立储罐,最少的壁板 为8圈,最多达到11圈,施工费用差距较大?如果实际与指标取值差距过大,应如何计取? 金属储罐中拱顶罐,内浮顶罐,外浮顶罐及气柜的非标设计费如何计取?制作费是否计入 非标设计费中? 对于外浮顶储罐的壁板层数及地板中幅板规格是如何取定的?例如5万立储罐,最少的壁板 为8圈,最多达到11圈,施工费用差距较大?如果实际与指标取值差距过大,应如何计取? 天津乙烯球罐球皮采用宝钢07MnNiMoVDR钢板,委托我方做焊接试验和焊缝工艺评定,新 指标球罐组合焊接试板试验,请解释两者内容界位,便于双方结算产生分岐。 球罐及储罐的消防喷淋系统,有些项目的施工图料表以“套”为单位,实际供货也是供货商成 套供应,该情况下如何套用概算指标? 除了球罐,其他罐体需要整体热处理么? 在编制概算时,设计图纸上储罐重量超过定额编制时储罐重量(指标附表3-2)时,还需要 调整系数吗? 探伤用的防护屏费用应如何计取? 在原罐区如进行油罐清罐,套什么定额子目?
球形储罐施工技术研究
球壳板的下料与成型技术
冷压成型
球壳板的压型顺序由壳板的一端开始冲压,按顺序 排列压点,相邻两压点之间应相互有1/2~2/3的重复率, 以保证两压点之间成型过渡圆滑,如图4-1所示。这种压 型方法可使成型应力分布均匀,并能得到较好的释放效 果,减少成型后的自然变形。
球罐选材
球罐用钢必须具有足够的强度、韧性,并要 求有一定的可焊性。我国建造球罐最初用钢 主要采用Q245R、Q345R、16MnDR、 15MnVR、15MnVNR,适用于200~ 2000m3的球罐,近年来我国研制了WCF62 钢(07MnCrMoVR和07MnNiCrMoVDR) 具有良好的焊接性和低温性能,成为我国大 型球罐建造的主要钢种。
低温球壳板用钢标准
牌号
钢板标准
使用状态 热轧 正火
厚度
Q345R 16MnDR 09 Mn2VDR 07MnCrMoVR 07MnNiCrMoVDR
GB6654 GB3531 GB3531 -------
6-25 6-120 6-36 正火 > 36-100 正火或正火加回火 6-36 调质 16-50 调质 16-50
球形储罐的分类
1.1.按形状分,有圆球形和椭球形。 1.2.按球壳板组合情况分为桔瓣型、足球瓣型和足球桔瓣混 合型三种。球罐基本参数按GB/T17261-1998选取。 1.3. 按球壳板层数分,有单层壳球罐和双层壳罐。 1.4.按球罐支撑方式分,有赤道支柱式、V型支柱式、裙座 支撑式、锥形支撑式、连续基础支撑式和可胀缩支撑式等。 1.5. 按使用的工艺条件分,有高压常温球罐、中压低温球罐、 低压超低温球罐、超高压超低温球罐。 1.6. 按储存的介质分,有储存气体的球罐,储存液化气体球 罐和储存液体球罐。 球罐设计标准主要遵循《压力容器安全技术监察规程》 (1999),GB12337-1998《钢制球形储罐》和GB150《钢 制压力容器》。
球罐课程设计
吉林化工学院油气储运课程设计题目 1000m3液化石油气球罐设计教学院化工与材料工程学院专业班级油气储运0801学生姓名学生学号 08160122指导教师邵宝力2011年 12月 19 日课程设计任务书1、设计题目:1000 m3液化石油气球罐设计2、设计条件:物料:按照自己题目确定地震设防烈度: 8度安装地区:吉林球罐建造场地:Ⅱ类,近震液化石油气密度:580kg/m33、设计任务:储罐设计包括工艺设计和机械设计两部分:(1)工艺设计:是根据化工生产任务提供的工艺条件:包括压力、温度、产量、物料性能等,通过工艺计算和生产经验确定设备的结构型式、设备总体尺寸及管口尺寸和方位。
(2)机械强度设计:是在工艺设计的基础上,进行强度、刚度和稳定性设计和校核计算, 对设备的内、外附件进行选型和结构设计计算,最后绘制设备的装配图和零部件图。
4、设计要求:由于设计参数是每个人各不相同,所以,基本上能够保证学生独立完成任务能力的锻炼,并可在碰到确实需要讨论的个别难题时仍然可以相互讨论,从而培养学生合作解决问题的能力。
课程设计是在课程学习阶段结束后,学生们独立进行的工程设计工作,是总结性的、重要的教学实践环节,其目的是培养学生综合运用所学知识,理论联系实践,分析解决工程实践问题的能力。
本设计学生必须完成一张A2装配图(包括至少四个详图)和编制技术性设计说明书一份。
5、参考书:(1)董大勤,袁凤隐,《压力容器设计手册》化学工业出版社;(2)丁伯民、黄正林,《化工容器》,化学工业出版社出版;(3)徐英、杨一凡、朱萍,《球罐和大型储罐》,化学工业出版社;(4)段常贵,《燃气输配》,中国建筑工业出版社;(5)帅健、丁桂杰,《管道及储罐强度设计》,石油工业出版社。
(6)TSG R0004-2009《固定式压力容器安全技术监察规程》。
油气储运系2011年11月摘要经济发展迅速的今天,球形容器的制造水平也正在高速发展,由于球形容器多数作为有压储存容器,所以称球形容器(简称“球罐”)。
低温钢07MnNiMoDR球罐焊接与热处理质量管理
低温钢07MnNiMoDR球罐焊接与热处理质量管理发布时间:2022-07-16T06:38:44.629Z 来源:《城镇建设》2022年5期(上)作者:管建[导读] 07MnNiMoDR,属于低合金高强度钢。
管建广东寰球广业工程有限公司广东广州 510000摘要:07MnNiMoDR,属于低合金高强度钢。
特点是焊接裂纹敏感性低,冷裂、热裂纹倾向较小,对焊接热输入较敏感,需要控制焊接预热温度和层间温度。
广泛应用于低温球罐、换热器、分离器、储罐等设备制造。
关键词:焊接工艺;焊接性;热处理前言:国内某炼化一体化项目中间罐区12台乙烯球罐(3000m3、δ=45mm)和5台丙烯球罐(3000m3、δ=45mm),采用07MnNiMoDR 材质钢板。
文中将分享对07MnNiMoDR材质低温球罐焊接过程和热处理过程的质量管理经验,希望能给其他项目提供一些参考。
1 焊接工艺分析根据GB 19189-2011查得07MnNiMoDR主要化学成分及机械性能[1],可以看出其屈服强度大于490MPa,抗拉强度610~730Mpa,属于高强度钢。
因此,现场焊接施工时必须关注钢板的淬硬倾向和焊接性能,钢材的化学成分、厚度、焊接工艺和冷却条件等都会对此产生影响。
由于钢种的化学成分与焊缝热影响区的淬硬和冷裂纹倾向有直接关系,因此有多种根据化学成分间接评估钢种冷裂纹敏感系数的方法。
根据碳当量公式,计算得07MnNiMoDR的最大碳当量:Ceq=0.47%,需要使用低氢焊条并要求焊前进行预热[2]。
2 焊接工艺质量控制2.1 焊接材料的选用依据设计文件要求,选用了型号为LB-65L的高强度钢制低温球罐用超低氢型焊条作为焊接材料,直流反接,可进行全位置焊接。
焊条熔敷金属的化学成分及力学性能(焊接状态)参照 GB/T 32533-2016 的规定进行复验,各项测定值均在规范要求范围内。
LB-65L在使用前应按 GB/T 3965中的相关要求进行熔敷金属扩散氢复验,按批号逐批进行检测并报验。
07MnNiMoDR钢制-50℃乙烯球罐用焊条研制及应用
生产应用,殍07MnNiMoDR钢制-5!°C乙烯球罐用焊条研制及应用蒋军!,房务农!,童天旺"(1.合肥通用机械研究院有限公司,合肥230031#2.昆山京群焊材科技有限公司,江苏昆山215312)摘要:针对07MnNiMoDR钢制-50,乙烯球罐的特点,合理选择渣系,确定Mn-Ni-M。
合金体系,并应用微合金化技术,成功研发出相应配套用GERN7M焊条。
对GERN7M焊条进行了一系列工艺性试验和力学性能试验。
结果表明,该焊条全位置下焊接工艺性良好,熔敷金属扩散氢含量极低;在立焊位置40kj/cm下的焊缝金属经长时间焊后热处理,其-50,冲击吸收能量数据仍高于技术条件。
焊缝金属再热裂纹敏感性较低,且热处理,性能力强。
关键词:-50'乙烯球罐;07MnNiMoDR钢;GER-N27M焊条;焊缝金属力学性能中图分类号:TG422.10前言球形储罐(以下简称球罐)与同容积的其他储存容器相比,表、重量、制和,点,化工行应用的一、体存储[I]O对化能源的量,每球罐用于置罐或储存罐,而乙烯球罐由于力高、低、的特点,一的球罐之一乙烯球罐壳体的材料为JFE-日:/比⑴口匚I5MnNiN?DR,07MnNiMoDR及09MnNiDR四种材质[3_6],化乙烯球罐钢化,/8E -HITEN6I0U2L|,出了;I5MnNiN?DR属于-50,钢,由于、强度低,的球罐,性低,用于乙烯球罐的;而09MnNiDR用于-70,乙烯球罐,低,,在内保有量少。
国内部分-50,乙烯球罐均选择性高的07MnNiMoDR来建造,最大容积达3000m A,设计压力为2.I6MPa,采用分析设计的球罐壁厚仅44mm,节约了成本。
该类球罐壳体用钢虽早已实化,但焊条一神钢LB-65L所垄断,、工技术均受制于人,实现配套焊条化的收稿日期:2020-07-27doi:I0.I2073/j.hj.20200727002意义重大。
球罐制造技术-供工程技术人员参考
乙烯球罐制造技术
较高的拉伸性能指标。锻件采用 08MnNiCrMoVD 锻,这些材料均为我厂 首次使用。为顺利完成该球罐制造,重点在原材料检验、球壳板下料、 冲压、净料切割、焊接、热处理等方面进行了严格控制,采用了先进 的工艺和方法,圆满的完成了球罐的制造任务。
1、原材料检验 1)、钢板检验 a、07MnNiCrMoVDR 钢板属调质状态使用,要求对到货钢板逐张进 行力学性能试验,按炉号进行化学成份分析,重点进行了-40℃低温 冲击复验。为保证材料低温性能,该板在 V 型缺口低温冲击试验冲击 功指标上同 GB150-1998 规定相比有了一定的提高(还要求提供了- 50℃冲击试验数据供甲方参考),同时在化学成份上对 S、P 的含量也 有更严格的要求。 表 1 和表 2 中列出了本次用 07MnNiCrMoVDR 钢板同 GB150-1998 附 录 A 规定的对比情况:
JB4730-1994 标准规定Ⅰ级合格;测厚每张板 9 个点,厚度全部≥
43.75mm,在 43.80~46.17mm 之间。
2)锻件检验
a、乙烯球罐采用的锻件为 08MnNiCrMoVD,该锻件在 V 型缺口低
温冲击试验冲击功指标及回火温度的要求上同 JB4727-2000 规定相比
-4-
乙烯球罐制造技术
-9-
乙烯球罐制造技术
区,试样的纵轴线应位于 1/4 板厚处,且缺口轴线须垂直于试板的表
6、焊接 由于 07MnNiCrMoVDR 钢板及 08MnNiCrMoVD 锻件为首次采用,所以 在焊接方面制定了合理的工艺和方法。 1)、必要的焊接性能试验和工艺评定:按规定进行了直 Y 坡口裂 纹试验、斜 Y 坡口裂纹试验,焊后经表面、根部和断面裂纹检查,均 无裂纹。进行了窗形拘束试验,焊后经拘束 72 小时后,按 JB4730-94 进行了 RT、UT、MT 检测,结果全部合格。按 JB4708-2000 及技术条件 进行了 07MnNiCrMoVD+08MnNiCrMoVD、08MnNiCrMoVD +08MnNiCrMoVD 多项焊接工艺评定,工艺评定试板按照产品现场焊后整体热处理工艺 进行了消除应力热处理。焊后消除应力热处理温度为 570±15℃,热处 理恒温时间为 5.5h,升温至 300℃以上时升温速度控制在 50~80℃/h; 降温时降温速度控制在 30~50℃/h,300℃以下自然冷却。 2)工艺评定试板的机械性能试验结果按 JB4708-2000 的规定。焊 接接头的夏比(V 型缺口)冲击试样的缺口分别开在焊缝金属和热影响
07MnNiMoVDR钢制乙烯球罐的建造技术
建造 过程 中质 量控 制进 行 了介 绍 。
瞒向 1 板厚 6 0 7 0 / 4 1— 3
≥4 0 9
≥1 9
—0 5
≥1o ≥7 0 0
d 3 =a
1 球 壳 板 材 料 和 焊 条
11 球 壳 板 材 料 化 学 成 分 和 力 学 性 能 .
B l CF L 6O _2
R V R A R 1 L及 J E— T N 1 U L钢 。 随 着 本 E E C 60 F HIE 6 0 2
院 与 上 海 宝 钢 集 团 公 司 合 作 研 制 开 发 的 一 O℃ 用 5 0 Mn i V R ( 6 0 F L ) ( 7 N Mo D B 1 C — 2 以下 简称 “ 6 0 F B 1C —
B6 CF— O L2
球 壳 板 材 料采 用 上 海 宝 钢 生 产 的 B 1 C — 2钢 60 F L 板 ,该钢 通 过 了全 国锅炉 压力 容器 标 准化技 术 委员会
B l CF I 6 0 — 2
OU L E乙 — l
—
翻
的认 证 ,可作 为一 0℃调质 高强 钢使 用 。 其化 学 成分 5
扩建工程的 1 8台低 温球 罐 ,其 中包 括 2台首 次采 用 B 1 C — 2钢 建造 的一 Oo 0 I乙烯 球 罐 .设 计 6O F L 5 20 01 C T
S i
Mn
P
S
N i
C r
Mo
V
P 唧
C
0. 5— 120 1 .  ̄ ≤ ≤ 0. 一 2O 0 1 0. 2 ̄ . 0 ̄ 0 O 9 0 ≤ O- O 3 ≤ 0. ≤ O. 2l 59 40 16O 0. 0 0. 0 0 5 . 02 O1 . O O_0 O. 6 3 0
乙烯球罐产生裂纹的原因分析及处理措施
乙烯球罐产生裂纹的原因分析及处理措施摘要:在石油化工生产装置中,乙烯球罐是比较重要的一类存储设备,大型高参数球罐和高强度钢在球罐制造中得到了广泛的应用。
通对国内外对石油化工生产装置中乙烯球罐的安全事故分析和开罐检查结果表明,发生事故的乙烯球罐的应力腐蚀开裂主要发生在焊接接头处。
为此,球罐安装施工技术人员要提高乙烯球罐施工技术水平,加强乙烯球罐施工的全面质量过程管理,加强对球罐钢材料的冲击韧性、焊接性的管控,特别是要对应力腐蚀抗力提出更高的要求,以提高乙烯球罐的质量和安全性。
关键词:球罐、容器、开裂、缺陷乙烯球罐是石油化工生产装置中的一种承受内部压力的容器。
因乙烯原料的特殊性,不允许乙烯球罐有裂纹,如线性或平面缺陷。
一旦检测到缺陷,应通过无损检测去除、修复和确认。
由于球罐具有容量大、承压能力强等特殊优点,为了保证球罐的安全使用,对球罐的性能提出了很高的要求。
近年来,国家有关部门对球罐的设计、制造、安装、使用、检验、维修和改造等方面都有严格的规定,以确保球罐的安全性能。
1 乙烯球罐开裂的原因1.1 球罐裂缝的形成焊接过程中产生冷裂纹的主要原因是钢的硬化倾向、焊接接头中的氢含量和分布以及焊接接头的约束应力。
当冷却速度较快时,HAZ中会出现大量的贝氏体和马氏体。
特别是形成粗孪马氏体时,其缺口敏感性增加,脆性严重,在焊接应力作用下会产生冷裂纹。
此外,由于扩散氢的富集,淬火脆化区出现微裂纹。
裂纹尖端形成的三维应力区通过诱导氢扩散得到富集,使微裂纹扩展为宏观裂纹,即延迟裂纹,即冷裂纹。
因此,使用的电极必须按批号重新检测,扩散氢含量应小于6ml/100g,使用前必须烘干。
一般需要焊前预热和焊后缓冷,严格控制焊前预热和焊后加热温度;此外,焊接过程中球壳板组产生的约束力无法释放,焊接层之间产生裂纹;为了保证组与组之间的间隙,在装配球罐的上板、下板和圆周缝时,需要对各板进行调整。
坦克组的技术能力取决于人员。
球罐内局部产生装配应力,焊接过程中产生的微裂纹在装配应力作用下扩展为裂纹。
1500m3丙烯球罐的建造工艺及其技术要点
1 500m3 丙烯球罐的建造工艺及其技术1. 球罐概况长岭炼化分公司的 1 500 耐丙烯球罐采用武汉钢铁公司生产的WCF - 62 ( 07MnCrMoVR )钢材建造,该项工程已竣工投人使用。
球罐概况见下表。
2. 材料性能1500 耐丙烯球罐选用了新型材料WCF - 62 (低焊接冷裂纹敏感性高强钢),其屈服强度为490 MPa ,使得球罐的设计壁厚大大减薄,不仅减轻了球罐重量,而且节省了投资。
该材料的化学成分和力学性能见下表。
WCF-62(07 Mn CrMoVR )钢板的化学成分l %WCF-62 ( 07MnCrMllVR ) 钢板的力学性能球壳板采用冷压成型.以长度为3m的样板(比标准规定的长度为2m 的样板严格)进行曲率控制和检查,完全满足标准所规定的公差要求,此钢材的冷成型性能良好。
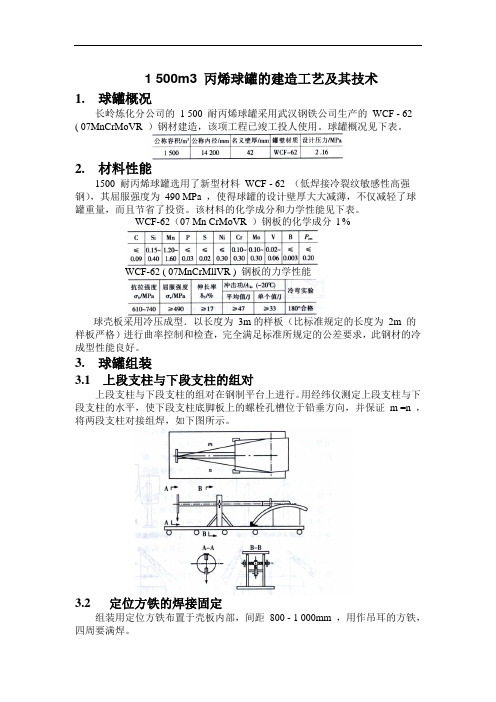
3. 球罐组装3.1 上段支柱与下段支柱的组对上段支柱与下段支柱的组对在钢制平台上进行。
用经纬仪测定上段支柱与下段支柱的水平,使下段支柱底脚板上的螺栓孔槽位于铅垂方向,并保证m =n ,将两段支柱对接组焊,如下图所示。
3.2 定位方铁的焊接固定组装用定位方铁布置于壳板内部,间距800 - 1 000mm ,用作吊耳的方铁,四周要满焊。
3.3 脚手架制作安装内部脚手架采用伞形架,中心柱用D325 mm* 12 mm的钢管制作,伞形脚手架固定于其上,共分 6 层,每层铺设跳板,作为操作平台。
外部脚手架采用单排结构,钢管用扣件联结并铺设跳板。
防护棚用钢管预制成“目”字型片状结构,分片吊装,组合为多边形框架结构,其外部覆盖篷布,达到防火、防风、防雨的目的,如下图所示。
脚手架结构示意3.4 球壳板的组装球罐由混合式四带组成:赤道带、上温带、上极带、下极带,见下图。
采用散装法施工。
球壳板的吊装顺序为:赤道带板→上温带板→下极带边缘板(相当于下寒带)→什上极带边缘板(相当于上寒带)→下极带中侧板→上极带中侧板→升上极带中心板→下极带中心板。
乙烯球罐及罐区设计要点分析
乙烯球罐及罐区设计要点分析张园园【摘要】根据某蜡化乙烯罐区的设计,从乙烯球罐的设计参数、材料的选择、乙烯的气化输送、罐区的安全及气体回收等方面,分析乙烯球罐及罐区的设计要点,提出设计应考虑的问题及建议.【期刊名称】《化工设计》【年(卷),期】2011(021)001【总页数】4页(P10-13)【关键词】乙烯球罐;罐区;设计要点【作者】张园园【作者单位】中国石化集团宁波工程有限公司,宁波,315103【正文语种】中文随着我国经济的稳步快速发展,石油化工产品的消费量明显提高,化工原料的需求量逐步增大,越来越多的炼油型石化企业增上了乙烯装置,炼油和化工一体化已经成为大型石化企业发展的模式。
炼油型石化企业的储运罐区也由过去单一的常温储存形式,发展为低温和常温混合储存的形式。
过去大型乙烯球罐受钢材制造能力等因素限制,多采用进口钢材和设计。
随着国产低温钢的研发和生产,目前乙烯球罐用钢正在逐步国产化,各种乙烯球罐及罐区的设计也越来越多。
2007年某蜡化规划增上一套渣油催化热裂解装置(CPP)及下游配套装置和罐区,其中,乙烯罐区储存能力 7500 m3,包括乙烯储存能力 6000m3,乙烷储存能力 1500m3。
该项目 2007年底完成基础设计,2008年完成详细工程设计,2009年完成施工建设,并一次投产成功。
某蜡化乙烯罐区主要包括 2000m3乙烯球罐 3座,1500m3乙烷球罐 1座;乙烯气化输送系统;乙烯气回收系统及乙烯临时卸车系统。
低温球罐最重要的设计参数是设计温度和设计压力。
在储存过程中,尽管球罐有保冷设施,但总会吸收环境中的热量使介质气化,导致球罐内的压力升高,因此,低温球罐的设计温度和压力需要根据球罐的材质、介质的性质及工艺要求综合确定。
国内现有部分大型乙烯球罐的温度和压力参数见表 1[1]。
从表 1看出:乙烯球罐的操作温度一般为 -36~-27℃,设计温度从 -31℃有逐步降低的倾向,这主要是考虑乙烯球罐出现不正常低温工况时,使球罐有一定的抗过冷能力;球罐的操作压力是操作温度下的饱和压力,球罐设计压力为2.16~2.2 MPa(G)。
毕业设计---2000立方米大型乙烯球罐的设计[管理资料]
![毕业设计---2000立方米大型乙烯球罐的设计[管理资料]](https://img.taocdn.com/s3/m/f8a68ca1f01dc281e43af075.png)
第一章绪论近几十年来球形容器在国外发展很快,我国的球形容器的引进和建设在七十年代才得到了飞速发展。
通常球形容器作为大体积增压储存容器,在各工业部门中作为液化石油气和液化天然气,液氨,液氮,液氢及其他中间介质并存,也有作为压缩空气,压缩气体贮存。
在原子能工业中球形容器还作为安全壳(分隔有辐射和无辐射区的大型球壳)使用。
总之随着工业的发展,球形容器的使用范围也就必然会越来越广泛。
由于球形容器多数作为有压贮存容器,故又称球罐。
球形容器的特点球形容器与常用的圆筒型相比具有以下的一些特点:,即在相同作用容量下球形容器所需钢材面积最小。
即在相同直径相同压力下,采用相同钢板时,球形容器的板厚只需圆筒形容器板厚的一半。
,且可向高度发展,有利于地表面积的利用。
由于这些特点,再加上球形容器基础简单,外观漂亮,受风面积小等等,使球形容器的应用得到扩大。
球形容器分类球形容器可按不同方式,如储存温度,结构形式等分类。
按贮存温度分类:球形容器一般用于常温或低温,只有极个别场合,如造纸工业用的蒸煮球等,使用温度高于常温。
(1) 常温球形容器如液化石油气,氨,煤气,氧氮等球罐一般这类球罐的压力较高,取决于液化气的饱和蒸汽压或压缩机的出口压力。
他的设计温度大于-20度。
(2) 低温球罐这类球罐的设计温度低于常温(即〈=120度),一般不低于-100度,压力偏于中等。
(3)深冷球罐设计球罐在-100度以下。
往往在介质液化点以下贮存,压力不高,有时为常压。
由于对保冷要求高,常采用双层球壳。
之间。
目前国内使用的球罐,设计温度一般在-40C~50C按形状分有圆球形,椭球形,水滴形或上述几种形式的混合。
圆球形按分瓣方式分有桔瓣式,足球瓣式,混合瓣式等,圆球形按支撑方式分有支柱式,裙座式,半C里式,V形支撑式。
国内外球罐建造进展球罐作为一种工业贮存介质的压力容器,仅开始于本世纪的三十年代。
在三十年代出现的工业球罐,特点是:容量小,结构粗笨,耗材高,施工技术差,施工管理也差,,没有形成专业化生产,大部分是分散单片生产,主要采用热压球壳板,铆接结构。
球罐计算公式

1设计条件设计压力:p=2.2MPa 设计温度:-40℃水压试验压力:PT =1.25P[][]tσσ=2.75MPa球壳内直径:Di=12300mm(1000m³)储存物料:乙烯充装系数:k=0.9地震设防烈度:7度基本风压值:450基本雪压值:450支柱数目:8支柱选用:¢426×9钢管 10钢拉杆选用:¢159×6钢管球罐建造场地:Ⅱ类土地、近震、B类地区2球壳计算2.2计算压力设计压力:p=2.2MPa球壳各带的物料液柱高度:h1=324.9㎜h2=7158.4㎜h3=9891.7㎜物料密度:ρ=453㎏/m³重力加速度:g=9.81m/s²球壳各带的计算压力:9210-⨯+=g h P P i ci ρ1c P =2.2+324.9×453×9.81×-910=2.201MPa2c P =2.2+7158.4×453×9.81×-910=2.232MPa 3c P =2.2+9891.7×453×9.81×-910=2.244MPa2.2 球壳各带的厚度计算 球壳内直径:Di=12300㎜设计温度下球壳材料07MnNiCrMoVDR 的许用应力:[]=tσ=203MPa焊缝系数:¢=1厚度附加量:C=21C C +=1.1+1=2.1㎜[]C P -4D P 1c tic11+=φσδd =201.21203412300201.2-⨯⨯⨯=35.53㎜[]C P -4D P c2tic22d +=φσδ=232.21203412300232.2-⨯⨯⨯=36.00㎜[]C P -4D P 3c tic33d +=φσδ=244.21203412300244.2-⨯⨯⨯=36.19㎜取球壳名义厚度δn=38㎜ 3球壳质量计算球壳平均直径:=cp D 12338㎜ 球壳材料密度:=1ρ7850㎏/m ³ 充装系数:k=0.9水的密度: =3ρ1000㎏/m ³球壳外直径:D 0=12536㎜ 基本雪压值:q=450N/㎡ 球面的积雪系数: C S =0.4 球壳质量:1m =-91n 210⨯ρδπcpD =π⨯12338²⨯38⨯7850⨯-910=142657 kg 物料质量:2m =9-23106⨯κρπi D =6π⨯12300²⨯453⨯0.9⨯-910=397241 kg 液压实验时液体的质量:3m =932106-⨯ρπi D =6π⨯12300⨯1000⨯-910 =974348kg 积雪质量:4m =620104-⨯S qC D gπ=81.94⨯π⨯12536²⨯450⨯0.4⨯-910=2264 kg保温层质量: 5m =12920kg ; 支柱和拉杆的质量: 6m =10121kg ; 附件质量: 7m =7150kg 。
低焊接裂纹敏感性钢07MnNiMoDR的组织性能研究
低焊接裂纹敏感性钢07MnNiMoDR的组织性能研究冯路路; 张敬忠; 居峰; 李锡陆; 乔文玮; 鲁修宇【期刊名称】《《材料与冶金学报》》【年(卷),期】2019(018)004【总页数】6页(P274-279)【关键词】低焊接裂纹敏感性钢; 07MnNiMoDR; 调质工艺; 组织性能; 铁素体【作者】冯路路; 张敬忠; 居峰; 李锡陆; 乔文玮; 鲁修宇【作者单位】荆楚理工学院机械工程学院湖北荆门 448000; 江苏华能电缆股份有限公司江苏高邮 225613; 武汉钢铁 (集团) 研究院武汉 430080【正文语种】中文【中图分类】TG142当前存储乙烯、丙烯等气体的容器越来越大,由400 m3到现在的2000 m3,在低温常压下存储此类气体需要大型化的设备和先进的制冷技术.通常的存储方式为常温加压法,此方法要求钢材具有较高的强度和优异的低温冲击韧性,以及较低的裂纹敏感指数和较强的止裂能力[1].张雲飞等人[2]对低焊接裂纹敏感性钢07MnNiMoDR的奥氏体连续冷却转变曲线进行了研究,确定了其转变规律.邸洪双等人[3]则对610 MPa级大型储罐用钢进行了研制,成功试制出强度级别为610 MPa 的储罐用钢.石昆等人[4]则研究了调质态07MnNiMoDR钢的断裂机制,得到了其低温冲击韧性离散性的原因是因为大小晶粒的不均匀分布.关于07MnNiMoDR钢的热处理生产工艺研究,相关的文献报道很少,为明确其合理的热处理生产工艺,本文结合生产实际对低焊接裂纹敏感性钢的调质工艺对组织性能的影响进行了研究,提出了合理的淬火温度和回火温度,为工业生产提供了可参考的技术依据.1 实验材料及方法实验用钢坯经铁水预处理脱硫、转炉、LF炉、RH炉和连铸等工序冶炼而成,其化学成分如表1所示,碳含量为0.075 %,P控制在0.010 %以下,S控制在0.003 %以下,添加了微合金元素Nb、V和Ti细化晶粒,同时V还可以在回火时起到析出强化的效果, Ti可以固定钢中游离态的氮[N],降低钢的应变时效敏感性,改善焊缝热影响区的韧性,Cr和Mo用来提高钢材的淬透性,添加Ni元素降低钢材的韧脆转变温度,确保钢板在-50 ℃具有良好的冲击韧性.实验钢的焊接裂纹敏感指数Pcm值为0.19%,低于标准0.22%的要求.表1 实验用钢的化学成分(质量分数)Table 1 Chemical composition of the steel samples (massfraction) %CSiMnPSAltNbVTiCrNiMoFePcm0.0750.251.44 0.0070.0020.0390.0250.0420.0120.200.400.20Bal.0.19其中:Pcm=w(C)+w(Si)/30+w(Mn+Cu+Cr)/20+w(Ni)/60+w(Mo)/15+w(V)/10+5w( B)钢坯轧制在4 300 mm双机架宽厚板轧机上完成,钢板目标厚度为48 mm.将轧制后的钢板采用火切的方式分为4块,按照1#、 2#、 3# 、4#进行编号,采用配备了淬火机的辊底式氩气保护辐射加热炉进行钢板的淬火和回火,热处理工艺如表2所示, 1#、 2#和4#样品对比不同的淬火温度对组织性能的影响, 2#和3#样品对比相同淬火温度下不同回火温度对组织性能的影响.表2 实验用钢的热处理参数Table 2 The parameters of heat treatment of the steel samples编号淬火工艺回火工艺加热温度℃保温时间min加热温度℃保温时间min1#870406001802#900406001803#900406301804#93040600180对淬火态和回火态的实验钢取样观察金相显微组织和力学性能的测定,采用光学显微镜(Olympmus PEM3-3)观察实验钢的微观组织形貌.2 实验结果与讨论2.1 淬火后钢样品的金相显微组织实验钢淬火态的金相显微组织如图1所示,870 ℃淬火时由于加热温度与Ac3温度基本相同,奥氏体化不完全,加热形成的部分奥氏体在淬火时发生切边转变为马氏体组织,最终转变为未溶铁素体+马氏体组织,如图1(a)所示;钢板厚度1/4处和厚度1/2处组织差异不大,均为未溶铁素体+大量的碳化物组成,碳化物分布在铁素体基体和晶界上[6],如图1(b)和(c)所示.900 ℃淬火时,钢板近表面的组织同样为铁素体和马氏体组织,但是铁素体组织要少于870 ℃淬火的试样,如图1(d)所示;钢板厚度1/4处和厚度1/2处的组织差异不大,铁素体的数量同样明显低于870 ℃淬火的试样,转变组织为粒状贝氏体+铁素体组织,如图1(e)和(f)所示.930 ℃淬火时,由于实验钢完全奥氏体化,钢板近表面由于较高的冷却速度发生马氏体相变,转变为马氏体组织,如图1(g)所示;钢板厚度1/4处和厚度1/2处组织中粒状贝氏体的比例进一步的增大,依然存在少量的铁素体,但是铁素体的等轴状形貌已经消失[8],形成了板条状或者针状的铁素体形貌,说明随着淬火加热温度的提高,钢板厚度方向的淬透性逐渐提高,同时厚度方向上组织差异性逐渐变小,如图1(h)和(i)所示.2.2 回火后钢样品的金相显微组织1#、2#和4#实验钢回火加热温度为600 ℃,3#实验钢回火加热温度为630 ℃,保温时间均为180 min,回火后光学显微组织如图2和图3所示.从图2中可以看出, 1#、 2#和4#实验钢在高温回火后钢板近表面、厚度1/4处和厚度1/2处组织差异性进一步缩小,钢板近表面淬火时出现的马氏体组织在回火时发生分解转变为铁素体+珠光体的混合组织,形成回火索氏体;而淬火时形成的铁素体+粒状贝氏体的混合组织在回火时,粒状贝氏体中的碳在回火过程中扩散至α铁素体外部,碳化物聚集在铁素体的基体或者晶界上[9],同时铁素体的形貌遗传了淬火组织中铁素体的形貌.对比分析可以看出, 1#、 2#和4#实验钢600 ℃回火后得到的室温组织差异不大,尤其是厚度1/4处和厚度1/2处,均为大量的渗碳体、合金碳化物均匀弥散的分布在铁素体基体或晶界上[9].图1 淬火后的钢样品的光学显微组织Fig.1 Optical micrographs of steel samples after quenching(a)—1#近表面; (b)—1#厚度1/4处; (c)—1#厚度1/2处; (d)—2#近表面; (e)—2#厚度1/4处; (f)—2#厚度1/2处; (g)—4#近表面; (h)—4#厚度1/4处; (i)—4#厚度1/2处.图2 600 ℃回火后,钢样品的光学显微组织Fig.2 Optical micrographs of steel samples after tempering (a)—1#近表面; (b)—1#厚度1/4处; (c)—1#厚度1/2处; (d)—2#近表面; (e)—2#厚度1/4处; (f)—2#厚度1/2处;(g)—4#近表面; (h)—4#厚度1/4处; (i)—4#厚度1/2处.图3 3#630 ℃回火后,钢样品的光学显微组织Fig.3 Optical micrographs of 3# sample after tempering(a)—3#近表面; (b)—3#厚度1/4处; (c)—3#厚度1/2处.3#实验钢经900 ℃淬火630 ℃回火后的光学显微组织如图3所示,钢板近表面淬火时形成的马氏体发生分解转变为回火索氏体组织,形成铁素体和回火索氏体组织的混合组织,与2#实验钢对比分析可以看出,3#实验钢由于回火温度较高,碳化物的析出的数量也较多[10],如图3(a)和图2(d)所示;钢板厚度1/4处同样的均转变为碳化物+铁素体的混合组织,但是3#实验钢630 ℃回火后多边形铁素体的数量要高于600 ℃回火多边形铁素体的数量[11],说明随着回火温度的升高,碳的长程扩散更加明显,碳化物出现聚集长大的现象,铁素体开始发生合并重组,逐渐向多边形铁素体转变,如图3(b)所示;而钢板厚度1/2处的显微组织与厚度1/4处类似,多边形铁素体的数量更多,尺寸更大[12],如图3(c)所示.2.3 不同热处理工艺下钢样品的力学性能图4为1#、 2#和4#实验钢淬火后的强度性能对比图,从图4中可以看出,实验钢厚度1/4处和厚度1/2处的屈服强度均随着淬火温度的升高逐渐升高,抗拉强度波动不大,未出现明显的升高.由此可知,随着淬火温度的升高,大量析出的碳化物在发生塑性变形时对铁素体中位错的移动起到了阻碍、钉扎的作用,从而提升了实验钢的屈服强度,表现为实验钢930 ℃淬火后屈服强度优于900 ℃,900 ℃淬火后屈服强度优于870 ℃.图4 钢样品不同淬火温度下的强度性能Fig.4 Strength properties of tested steel at different quenching temperatures1#、 2#和4#实验钢回火后力学性能如图5所示,实验钢的屈服强度在回火后得到了提升,而抗拉强度基本未出现明显的变化,维持在一个较高的水平.而对比分析-50 ℃低温冲击韧性,钢板厚度1/4的韧性随着淬火温度的提高而略有提高,但是钢板厚度1/2处的低温冲击韧性随着淬火温度的提高则出现了明显的下降.因此淬火温度应该选择2#实验钢的900 ℃.图5 不同淬火温度相同回火温度处理后的钢样品的力学性能Fig.5 Mechanical properties of tested steel at different quenching temperatures and the same tempering temperature2#和3#实验钢回火后力学性能对比如图6所示,随着回火温度的提高,屈服强度和抗拉强度均降低,-50 ℃低温冲击韧性得到了提高.随着回火温度的提高,碳在高温状态下具有长程扩散的能力,碳化物出现聚集长大的现象,铁素体晶界发生迁移、合并重组为尺寸更大的多边形铁素体晶粒,因此强度进一步下降.同时钢板厚度1/2处抗拉强度对比厚度1/4处下降的更多,低于了标准要求的 610 MPa,因此回火温度应控制在600 ℃.图6 相同淬火温度不同回火温度处理后钢样品的力学性能Fig.6 Mechanical properties of tested steel at the same quenching temperature and different tempering temperature3 结论(1 ) 实验钢07MnNiMoDR淬火后,钢板近表面发生了部分马氏体转变,出现了马氏体组织,钢板厚度1/4处和厚度1/2处的组织差异不大,为铁素体+粒状贝氏体组织.不同的淬火温度对实验钢的抗拉强度影响不大,屈服强度随着淬火温度的升高而升高,钢板厚度方向组织差异性随着淬火温度的提高而变小.(2 ) 600 ℃温度回火后,实验钢近表面转变为部分回火索氏体组织,钢板厚度方向组织差异性进一步缩小,转变为碳化物+多边形铁素体.实验钢回火后屈服强度提高,抗拉强度基本不变,钢板厚度1/4处-50 ℃低温冲击韧性值随着淬火温度的提高而提高,厚度1/2处的低温冲击韧性则出现了明显的下降,合理的淬火温度为900 ℃.(3 ) 900 ℃淬火后的实验钢,经600 ℃和630 ℃回火后,其室温组织差异不大,均为铁素体基体和晶界上弥散析出大量的碳化物.630 ℃回火低温冲击韧性要优于600 ℃回火的实验钢,但是强度下降的更多,出现了不合格的现象,因此合理的回火温度为600 ℃.参考文献:【相关文献】[1]孙卫华, 王国栋, 陈启祥, 等. 非调质型15万m3石油储备罐体用610 MPa高强度钢板轧制和热处理工艺研究与实践[J]. 钢铁研究学报, 2010,22 (18): 50-54.(Sun Weihua, Wang Guodong, Chen Qixiang, et al. Studies on rolling and heat-treatment technologies of 610MPa HSLA steel plate for 150 000 m3 oil storage tank construction[J]. Journal of Iron and Steel Research, 2010, 22 (18): 50-54.)[2]张雲飞, 赵燕青, 许磊. 07MnNiMoDR 钢奥氏体连续冷却转变曲线[J]. 热加工工艺, 2015, 44(6): 149-154.(Zhang Yunfei, Zhao Yanqing, Xu Lei, et al. Continuous cooling transformation curve of undercooling austenite for 07MnNiMoDR steel[J]. Hot Working Technology, 2015, 44(6): 149-154.)[3]肖桂枝,朱伏先,邸洪双, 等. 610 MPa 级大型石油储罐用高强度钢板的开发[J]. 钢铁研究学报, 2008,20 (11): 55-58.(Xiao Guizhi, Zhu Fuxian, Di Hongshuang, et al. Development of 610 MPa grade high strengthsteel plate for oil storage tank[J]. Journal of Iron and Steel Research, 2008, 20 (11): 55-58.)[4]石昆, 侯洪, 李金富, 等. 调质态07MnNiMoDR钢脆性断裂机制及冲击功离散性[J].东北大学学报(自然科学版),2017,38 (3): 350-355.(Shi Kun, Hou Hong, LI Jinfu, et al. Frittle fracture mechanism and impact energy scattering of quenched and tempered 07MnNiMoDR steel[J]. Journal of Northeastern University( Natural Science), 2017, 38 (3): 350-355.)[5]王黎, 吴涛. 硼对低温球罐用钢板07MnNiMoDR50mm组织与力学性能的影响[J]. 特殊钢, 2013, 34(6): 59-61.(Wang Li, Wu tao. Effect of boron on microstructure and mechanical properties of steel plate 07MnNiMoDR50mm for low temperature spherical tank[J]. Special Steel, 2013, 34(6): 59-61.)[6]Han J, Fu T L, Wang Z D. Effect of different heat exchange zones on microstructure and properties of ultra-heavy steel plate during jet quenching [J]. Steel Research International, 2019, 90 (8): 1-10.[7]Xu P G, Bai B Z, Feng H S, et al. Development of grain boundary allotriomorphic ferirtie granular bainite duplex steel[J].Journal of University of Science and Technology Beijing, 2003,10(2): 39-45.[8]Xu P G, Feng H S, Bai B Z, et al. New duplex microstructure of grain boundary allotriomorphic [J]. Journal of Iron and Steel Research, International, 2002,9 (2): 33-38. [9]卜凡征, 王学敏,陈琳, 等. Ti-Nb-Mo 微合金钢回火过程中纳米碳化物的析出行为及组织演变[J].材料热处理学报, 2015, 36(8): 96-103.(Bu F Z, Wang Xuemin, Chen Lin, et al. Performance of nanosized carbides precipitation and microstructure evolution in tempering process of Ti-Nb-Mo microalloyed steel [J].Transactions of Materials and Heat Treatment, 2015, 36(8): 96-103.)[10]胡锋, 张晓雪, 车马俊, 等. 心部组织对特厚超高强海工钢力学性能的影响[J]. 金属热处理, 2018,43 (1): 100-104.(Hu Feng, Zhang Xiaoxue, Che Majun, et al. Effect of center microstructure on mechanical properties of extra-thickness ultra-high strength marine steel [J]. Heat Treatment of Metals, 2018, 43 (1): 100-104.)[11]Ju D Y, Deng X H. Modeling and simulation of Iron-Carbon phase transformation during tempering of tteel[J]. Rare Metal Materials and Engineering, 2012, 41(Suppl.1): 6-12.[12]高古辉, 张寒, 白秉哲. 回火温度对Mn系低碳贝氏体钢的低温韧性的影响[J]. 金属学报, 2011, 47(5): 513-519.(Gao Guhui, Zhang Han, Bai Bingzhe. Effect of tempering temperature on low temperature impact toughenss of a low carbon Mn-series bainitic steel[J]. Acta Metallurgica Sinica, 2011, 47(5): 513-519.)。
07MnNiCrMoVDR钢制球罐焊接
07MnNiCrMoVDR钢制球罐焊接
王保海;李爱群
【期刊名称】《中国特种设备安全》
【年(卷),期】2006(22)5
【摘要】某石化厂2台乙、丙烯球罐.是我国首次采用07MnNiCrMoVDR钢自行设计、制造、安装的大型乙烯、丙烯球罐。
球罐设计温度:-30℃;设计压力2.254MPa;操作介质:乙烯、丙稀;容积:1531m^3;属三类压力容器;球壳板厚度:44mm;焊接材料选用上海电力修造总厂生产的J607RH高强度、高韧性、超低氢焊条.球罐焊接全部采用手工焊条电弧焊。
【总页数】3页(P25-27)
【关键词】球罐焊接;钢制;丙烯球罐;设计温度;焊条电弧焊;设计压力;压力容器;材料选用;低氢焊条;石化厂
【作者】王保海;李爱群
【作者单位】中国石油天然气第七建设公司
【正文语种】中文
【中图分类】TQ221.211;TG441.7
【相关文献】
1.09MnNiDR钢制乙烯低温球罐焊接性能的试验研究 [J], 王振兴;沈建成;王宏斌;赵虎庆;许建龙;赵淑霞
2.07MnNiCrMoVDR钢制乙烯球罐整体热处理 [J], 张建军
3.首台-100℃用08Ni3DR钢制3000m3乙烷球罐的制造焊接工艺 [J], 徐亮;章小浒;黄金国;房务农;王清栋;刘文亮
4.07MnNiMoDR钢制4000m3低温球罐焊接质量控制 [J], 陈志明
因版权原因,仅展示原文概要,查看原文内容请购买。
压力容器讲座25日上午刘福录
24.4-2
项
GB12337 与 GB50094 控制值的差异
目 GB12337 GB50094
支柱安装找正后,H≤8m 时,在球罐径向 和周向两个方向的垂直允许偏差Δ mm 碳素钢球壳对接接头应进行 100%射线 或超声检测的厚度 mm 碳素钢应进行焊后热处理的厚度 mm 20R 16MnR 热处理工艺 ℃ 热处理升降温控制起始点 ℃ 压力试验时对液体温度要求 ℃ δ >30 δ n>32 δ >38 δ n>34 Δ ≤10 Δ ≤12
24.7.4隔热﹑保冷 储存液化石油气﹑可燃性气体及有毒气 体的球罐壳体和支柱 , 应设置隔热设施。隔 热设施可采用水喷淋装置或采用不燃性绝热 材料覆盖。降温喷淋装置应设计成可向整个 球罐表面均匀淋水 , 其淋水量按球罐外表面 积的0.03L/S.m2进行计算。 当球罐中储存低温物料(如乙烯﹑液化天 燃气﹑液氨等)时应设置保冷设施 ,保冷结构 应充分防止外界热量侵入储罐本体。保冷材 料的厚度原则上应为保证在外层材料表面不 结露的厚度。保冷结构要在地震﹑风载﹑雨 ﹑消防水的压力影响之下 , 能保证绝热的效 果。
壳体
壳体 向视图
壳体
壳体 向视图
盖板
盖板
盖板
盖板
形柱 支柱 托板 支柱 支柱 支柱 连接板
直接连接
加托板
翻边
形柱
图24.7-1支柱与壳体的连接形式
2.拉杆
拉杆结构有可调式和固定式两种。
支耳 拉杆
支耳 拉杆
松紧节
固定板
可调式 图24.7-3 拉杆的连接形式
固定式
24.7.3平台梯子 球罐外部设有顶部平台,中间平台以及 为了从地面进入这些平台的斜梯﹑直梯或 盘梯。大型球罐为便于检修可在内部设置 旋转的内梯。
GB150-1998《钢制压力容器》
国标委工交函[2004]2号关于批准GB150-1998《钢制压力容器》国家标准第2号修改单的函全国锅炉压力容器标准化技术委员会:你标委会以锅容标委〔2003〕秘字28号文和锅容标委〔2003〕秘字35号文报批的GB150-1998《钢制压力容器》国家标准第2号修改通知单,业经国家标准化管理委员会批准,于2004年4月1日起实施,并在《中国标准化》杂志2004年第3期上公布。
修改单见附件.附件:GB150-1998《钢制压力容器》国家标准第2号修改单二○○四年一月十六日附件:GB150-1998《钢制压力容器》国家标准第2号修改单本修改单经国家标准化管理委员会于2004年1月16日批准,自2004年4月1日起实施.2 引用标准a)删除标准JB2536—80压力容器油漆、包装和运输b)增加以下4个标准:JB/T 4736-2002 补强圈JB/T 4746—2002 钢制压力容器用封头JB/T 4747-2002 压力容器用钢焊条订货技术条件JB/T 4711-2003 压力容器涂敷与运输包装10 制造、检验与验收a)10.1。
2 条中增加新条文:10。
1.2。
1 压力容器用封头的制造、检验和验收还应符合JB/T 4746—2002.10.1。
2.2 在JB/T 4736-2002标准范围内的补强圈还应符合JB/T 4736—2002。
10。
1.2。
3 压力容器用钢焊条应符合JB/T4747-2002.b)10。
10.3条修订为:容器的涂敷与运输包装应符合JB/T 4711—2003.主题词:国家标准修改单函国家标准化管理委员会办公室 2004年2月6日印发录入:芦菁校对:肖寒— 2 —钢制压力容器GB150—1998引言随着科学技术的发展,科技成果的应用,使标准不断完善,在GB150-1998《钢制压力容器》标准的基础上,结合中国国情,合理采用了美国ASME Ⅷ-1卷、日本JISB8370~8285标准的最新成果,修订了原标准的不合理的或与其它标准法规不相吻合的部分内容,制订了GB150—1998《钢制压力容器》标准.在制订GB150—98标准时,遵循了以下几条原则。