元器件成型工艺规范
元器件成型工艺规范
元器件成型工艺规范编号:版本:编写:日期:审审核:日期:标准隹化:日期:批准:日期: (共14页,包括封面)文件修订记录1.目的:规范常用通孔插装元器件的成型工艺,加强元件前加工和成型的质量控制,避免和减少元件成型不良和报废,保障元器件的性能,提高产品可靠性。
2.适用范围:本规范仅适用于所有产品的生产操作、品质检验及控制、SOP文件制作依据,规范要求及所引用的规范文件如果与客户要求冲实,按照客户的要求执行。
3.职责与权限:3.1工程部IE工程师和IE技术员负责按本规范制定SOP指导生产加工;3.2品质部IPQC负责按本规范对SOP及生产操作进行查检。
3.3工程部经理负责本规范有效执行。
4.名词解释:4.1元器件引线(Component/Device Lead):从元器件延伸出的用于机械和/或电气连接的单根或绞合金属线,或成型导线。
4.2元器件引脚(Component/Device Pin ):不损坏就难以成形的元器件引线。
4. 3 通孔安装:利用元器件引线穿过支撑基板上孔与导体图形作电气连接和机械固定。
4.4引线折弯:为使元器件便于在印制板上安装固定或消除应力,人为在元器件引线施加外力,使之产生的永久形变。
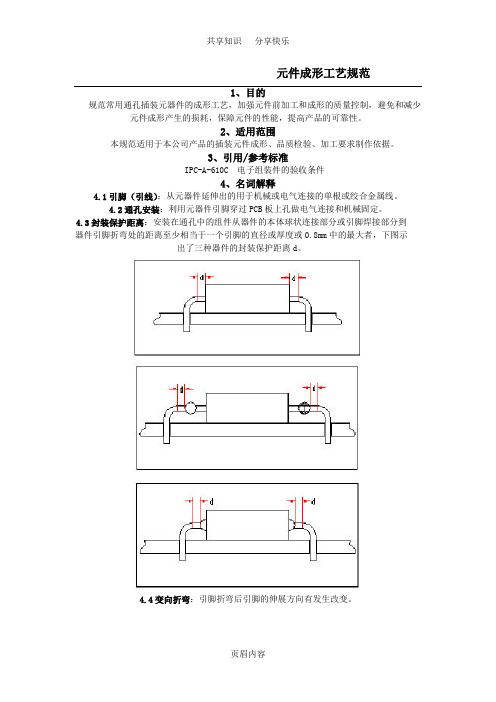
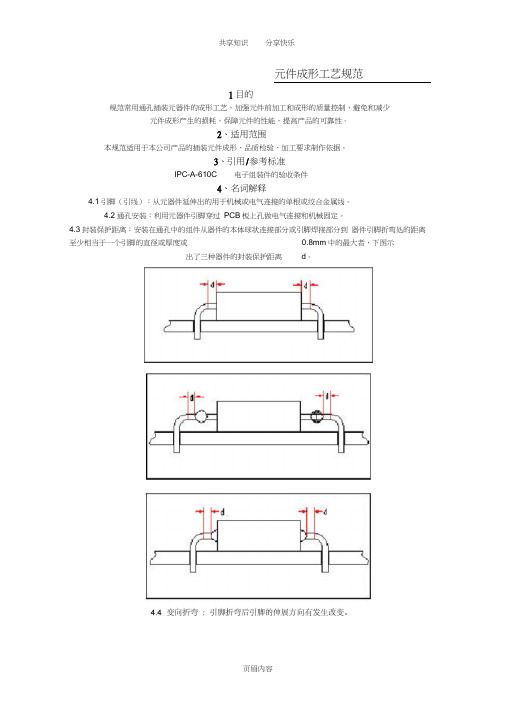
4.5封装保护距离:安装在镀通孔中的组件,从器件的本体、球状连接部分或引线焊接部分到器件引线折弯处的距离,至少相当于一个引线的直径或厚度或0.8mm中的较大者。
下图展示了3种典型元器件的封装保护距离的具体测量方式。
4.6变向折弯:弓I线折弯后引线的伸展方向有发生改变,通常是90°4.7无变向折弯:引线折弯后引线的伸展方向没有发生改变。
非变向折弯通常用于消除装配应力或在装配中存在匹配问题时采用。
如:打Z折弯和打K折弯。
打Z折弯打K折弯4.8抬高距离:安装于印制板上的元器件本体底部到板面的垂直距离。
4.9成形工具:包括尖嘴钳,斜口钳,自制或采购的成形工装等用于元器件成形的所有工具。
5.规范内容:5.1前加工通用作业规范521首次使用的成形工具,需要有相关设计人或领用人的检验签名及准用标签许可,方可使用。
元件成形工艺规范
元件成形工艺规范1、目的规范常用通孔插装元器件的成形工艺,加强元件前加工和成形的质量控制,避免和减少元件成形产生的损耗,保障元件的性能,提高产品的可靠性。
2、适用范围本规范适用于本公司产品的插装元件成形、品质检验、加工要求制作依据。
3、引用/参考标准IPC-A-610C 电子组装件的验收条件4、名词解释4.1引脚(引线):从元器件延伸出的用于机械或电气连接的单根或绞合金属线。
4.2通孔安装:利用元器件引脚穿过PCB板上孔做电气连接和机械固定。
4.3封装保护距离:安装在通孔中的组件从器件的本体球状连接部分或引脚焊接部分到器件引脚折弯处的距离至少相当于一个引脚的直径或厚度或0.8mm中的最大者,下图示出了三种器件的封装保护距离d。
4.4变向折弯:引脚折弯后引脚的伸展方向有发生改变。
4.5无变向折弯:引脚折弯后引脚的伸展方向没有发生改变。
非变向折弯通常用于消除装配应力或在装配中存在匹配问题时采用。
如:打 Z 折弯和打 K 折弯。
4.6抬高距离:安装于PCB板上的元器件本体底部到板面的垂直距离。
5、规范内容5.1准备工作规范5.1.1元件成形全过程必须有静电防护措施。
5.1.2.1一般情况下,元件成形过程中,如果会接触到元件引脚,就必须戴指套。
5.1.2.2个别有散热面的元件,要求不能接触到散热面,也必须戴指套。
5.1.2.3元件手工折弯时的元件持取方法:不能直接持取元件本体而进行管脚折弯,必须持取元件管脚部份进行折弯,同时需要戴指套操作。
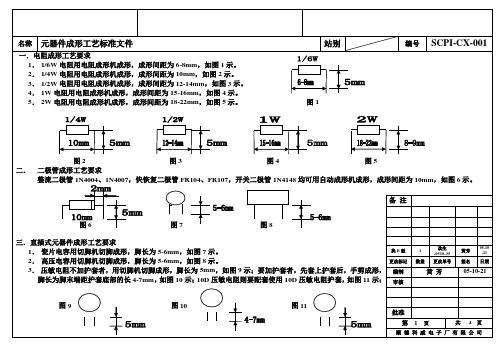
下图是两种成形方式对比,图左是正确的加工方式,图右是错误的加工方式:5.1.3引脚折弯参数选择5.1.3.1封装保护距离d以下是常见元件的封装保护距离封装保护距离引脚直径D或厚度T电阻玻璃二极电解电容功率电晶体管、塑封二极管、电容、电阻TO-220及以下TO-247及以上D(T)<0.8MM 1.0mm 2.0mm 3.0mm 3.0mm 3.0mm0.8MM≤D(T)<1.2MM 2.0mm 3.0mm 4.0mmD(T)≥1.2MM 3.0mm 4.0mm注:以上的封装保护值只是最小值要求。
元件成型规范
制定日期页码第2/10页(1).元件成型管脚长度=元件管脚伸出长度(L)+PCB板厚(T)(2).元件成型管脚长度=元件管脚伸出长度(L)+PCB板厚(T)+抬高于PCB板面高度(H)(3).元件成型管脚长度=元件管脚伸出长度(L)+PCB板厚(T)+抬高于PCB板面高度(H)+元件本体高度(b)4.4 元件成型尺寸标注和要求,必须要充分考虑到生产线操作的可行性,另外对于元件本体损伤的可能性也加以充分考虑,确保加工出来的元件符合IPC-A-610C的标准和客户的要求。
4.4.1 对于所有引线成型元件(立式和卧式)成型都适用,又哦成型的安全距离和空间:a(图中用L表示)元件直径(D)或厚度(T),注意以下要求:当元件直径(D)或厚度(T)≤0.8mm时,内曲线半径(R)为:R=1D当元件直径(D)或厚度(T)0.8mm< D或T<1.2mm时,内曲线半径(R)为:R=1.5D 当元件直径(D)或厚度(T)≥1.2mm时,内曲线半径(R)为:R=2D当设定成型尺寸时,必须要充分考虑上述的成型尺寸要求,避免元件脚变形或是元件本体开裂损伤,对于手工加工或是极其加工安全尺寸要求也不会一致,需要根据实际情况而定。
4.2.2 额定功率<1W的普通电阻,要求电阻本体平贴于PCB板面,电阻两引脚间距对应于PCB板两焊间距(L),PCB板厚(T),卧式成型标准。
成型尺寸:项目允收范围A 85°< a < 95°L1、L2 L1、L2为1.0mm以上L 依插装位置PCB孔距元件成型管脚长度=元件管脚伸出长度(L)+PCB板厚(T)+抬高于PCB板面高度(H)制定日期页码第3/10页成型方式:手工或机器整形(如下图)手工成型时注意手只能持住元件引脚弯折,而非本体机器成型4.4.3对额定功率≥1W的普通电阻,或额定功率<1W的立式成型的普通电阻,要本体底部高于PCB板面1-6mm(h),电阻两引脚间距对应于PCB板两焊盘间距(L),PCB板厚(T)。
元器件引脚成形与切脚工艺、检验规程
元器件引脚成形与切脚工艺、检验工艺规程(手工插装元器件)1.目的1.1.1.1.本规程规定了手工插装电子元器件引脚成形与切脚应满足的工艺要求,以及引脚成形与切脚过程的检验程序。
2.适用范围2.1.1.1.本规程适用于产品分立电子元器件插装前的引脚成形与切脚,规定了元器件引脚成形与切脚的技术要求和质量保证措施,同时也可作为设计、生产、检验的依据。
3.适用人员3.1.1.1.本规程适用于产品生产的工艺人员、电子装联操作人员、质量检验人员等。
4.参考文件4.1.1.1.IPC—A—610D 《电子组件的可接受性》。
4.1.1.2.IPC J-STD-001D 《焊接的电气和电子组件要求》.4.1.1.3.QJ 3171—2003 《航天电子电气产品元器件成形技术要求》。
4.1.1.4.QJ 165A—1995 《航天电子电气产品安装通用技术要求》.4.1.1.5.ANSI/ESD S20.20-2007 《静电放电控制方案》。
5.名词/术语5.1.1.1.功能孔:PCB上用于电气连接的孔。
5.1.1.2.非功能孔:PCB上用于机械安装或固定的孔。
5.1.1.3.支撑孔(Supported Hole):两层及多层PCB上的功能孔,孔壁上镀覆金属,俗称镀通孔。
5.1.1.4.非支撑孔(Unsupported Hole):单层或双层PCB上的功能孔,孔壁上不镀覆金属,俗称非镀通孔.5.1.1.5.淬火引脚(Tempered lead):元器件的引脚经过淬火处理。
6.工艺元器件成形与切脚是整个PCBA生产的首要工序,成形与切脚的质量直接影响后续的产品生产。
6.1.工艺流程6.1.1.成形与切脚的工艺流程图工艺要求工艺流程说明根据元器件的封装、包装形式、本体以及引脚直径、成形类型、成形间距、印制板厚度、切脚长度以及元器件数量等确定成形与切脚的工具或模具,制定元器件成形与切脚明细表;元器件成形与切脚操作人员应按照设计、工艺文件要求对元器件的名称、型号、规格进行确认;根据明细表中的元器件特性及参数,选择元器件成形与切脚的顺序;依据成形顺序使元器件成形与切脚的尺寸调整更加容易控制;根据元器件首件的成形与切脚试验流程操作;首件成形与切脚检验完成后,将不合格的试样单独存放或处理;成形过程中要不定时的对工具或工装成形面的光滑度进行检查,确保成形质量;当元器件数量超过100个时,操作人员必须对最后成形与切脚的10个元器件按照试验检验项进行检验(7.1.2节);成形与切脚后的一般性元器件密闭保存;静电敏感元器件使用防静电容器存放;湿敏元器件要干燥存储(详见元器件存储工艺规程);图6-1元器件成形与切脚工艺流程6.1.2.首件成形与切脚试验6.1.2.1.成形与切脚试验时,要根据成形与切脚明细表的参数要求调整好工具或工装,按图6-2所示流程进行。
元器件引脚成形1

元器件成形、导线处理注意事项
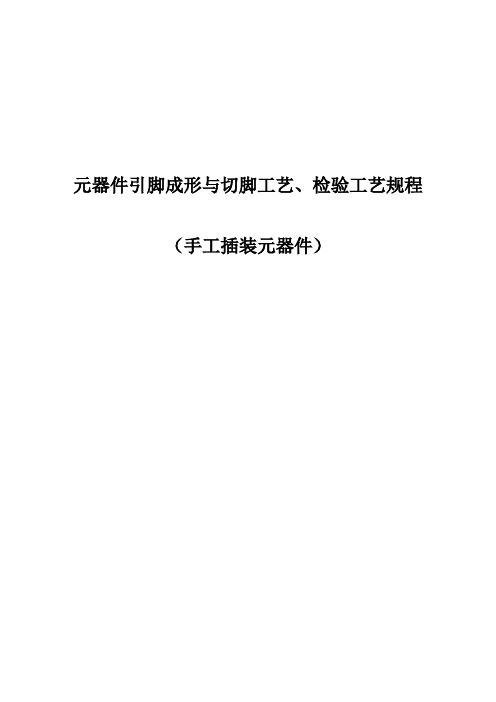
• 1.安装方式 电子元器件成形的安装方式图示及说明如图所示。
安装方式 图示 说 明
贴板安装
引脚容易处理,插装简单,但不利于散热
2~6 cm
悬空安装
引脚长,有利于散热,但插装较复杂
倒装
整形难度高,对散热更加有利,并保证焊接时不会使元 件温度过高
2.标记朝向 引脚成形、安装以后,元器件的标记朝向如图 所示。
标 记 朝 向
ห้องสมุดไป่ตู้
符合习惯 侧前方 朝上 第一色环位置 (由左到右) (由近到远)
标识朝前便于观察
第一环
103
图 解
5K1
根据整形的整体效果对折弯方向不一致的引 脚进行修整
3.引脚成形的技术要求
(1) 引脚成形后,元器件本身不能受伤,不 可以出现模印、压痕和裂纹。 (2) 引脚成形后,引脚直径的减小或变形 不可以超过原来的10% 。 (3) 若引脚上有焊点,则在焊点和元器件 之间不准有弯曲点,焊点到弯曲点之间应 保持2 mm 以上的间距。 (4) 通常各种元器件的引脚尺寸都有不同 的基本要求。
元器件引脚成形
目的: 规范常用通孔插装元器件的成型工艺, 加强元件前加工和成型的质量控制,避免和 减少元件成型不良和报废,保障元器件的性 能,提高产品可靠性。
一、 引脚成形方法和技术要求
• 1.手工整形 手工整形工具主要有镊子和尖嘴钳, 基本步骤及如图所示。
基本步骤 将引脚用镊子铆直
图 示
用尖嘴钳夹住引脚根部,逐个将引脚弯曲
电子元器件工艺要求
XXX W限公司电子元器件工艺守则XX-54-01-B/2文件履历XXX有限公司发布电子元器件工艺守则1.目的本标准对通用工艺、阶段工艺、静电的防护作出了规范,对生产过程中直接或间接影响产品的各种因素进行工艺控制,减少不良率,确保产品质量。
2.范围本程序根据IATF16949:2016、QC080000:2017要求制定,本标准适用于零部件、辅料、产品的贮运,产品的制造过程及在此过程的电子元器件、设备和仪器的静电防护。
3.规范性引用文件ESD20.20(静电防护管理体系标准)4.定义下列定义适用于本标准4.1SMT:表面贴片技术(SurfaceMountTechnology)。
4.2QFP:小型方块平面封装(QuadFlatPackage)。
4.3工艺:将原材料或半成品加工成产品的方法、技术等。
4.4静电:物体表面过剩或不足的静止电荷。
4.5静电放电:在具有不同静电势的两个物体之间的静电的转移。
4.6静电导电材料:具有表面电阻率小于或等于1X105◎或体积电阻率小于或等于1X104a-CM的材料。
4.7绝缘材料:具有表面电阻率大于1X1012欧姆,或体积电阻率大于1X1011a•CM的材料。
4.8ESDS:静电敏感器件,日常操作、试验和运输容易遭受静电场或静电放电所损害的分立器件、集成电路或组件。
4.9静电耗散材料:具有表面电阻率大于1X105◎和小于或等于1X101%,或体积电阻率大于1X10%CM和小于或等于1X1011a-CM勺材料。
4.10静电防护操作:指的是要求人们在操作的过程中,具体地说,是在对静电敏感电子产品的加工、制造、安装、运输、失效分析、捆扎、包装、打标示或挂标签等类活动中,用手或工具接触产品时,遵守静电防护的特殊程序和方法,以把由此而引起的静电危害减少到最低限度。
4.11EOS电气过载,是某些额外出现的电能导致元件损害的结果,通常表现为由于工具、设备漏电导致的ESDS器件损伤。
元器件工艺要求文件
合),目的是把电镀形成的锡颗粒熔成焊料合金,提供一层致密的涂层,并消除孔隙。
表 2 列举了各种表面涂层及其制作工艺的优缺点。
表 2 :各种表面涂层的优缺点比较
要求
优点
缺点
备注
锡铅合金涂层
提供与焊料兼容的金相
接近共熔点的合金
兼容性最好
焊料人工浸渍涂层 贮存寿命长
昂贵
共熔合金涂敷
难于控制表面集合几何形状
电镀涂层
较好地控制表面几何形状
锡铅比例对电镀参数敏感
细颗粒电镀可焊性
比浸渍成本低
易受氧化
比粗颗粒的长
电镀涂层回流
锡铅合金电镀
成本增加
关于这种工艺的意
气孔率降低
控制表面几何形状的能力减弱 见分歧较大
为基底金属的可焊性提供反馈
序号 1 2 3 4 5
首次修订
变更内容
版本 A/0
生效日期 2010-8-5
本要求规定了表面贴装元器件和插装元器件的工艺技术要求,以保证所选用的元器件具有良好的工艺性。
2. 适用范围 本技术要求适用于金升阳公司的所有元器件,是对元器件工艺技术的通用要求,只有满足要求的元器件才能被选
用、生产。 本要求将随工艺水平的提高而更新。
3. 引用文件 EIA/IS-47《Contact Terminations Finish for Surface Mount Device》 J-STD-001B《Requirements for Soldered Electrical and Electronic Assemblies》 IEC68-2-69《Solder ability testing of electronic components for surface mounting technology by the wetting balance methods》 EIA-481-A《表面安装器件卷带盘式包装》 IEC286《表面安装器件卷带盘式包装》 IPC-SM-786A《Procedures for Characterizing and Handling of Moisture/Reflow Sensitive Plastic ICs》 J-STD-020《Moisture/Reflow Sensitivity Classification of Plastic Surface Mount Devices》 IPC-SC-60A《Post Solder Solvent Cleaning Handbook》 IPC-AC-62A《Post Solder Aqueous Cleaning Handbook》 IPC-CH-65《Guidelines for Cleaning of Printed Boards and Assemblies 》 IPC-7711《Rework of Electronic Assemblies(Replaces IPC-R-700)》 IPC-7721《Repair and Modification of Printed Boards and Electronic Assemblies(Replaces IPC-R-700) 》 IPC-SM-780《Guidelines for Component Packaging and Interconnection with Emphasis on Surface Mounting》 J-STD-004《Requirement for Soldering Flux》 J-STD-002《solder ability test for component lead, Terminations, Lugs, Terminals and Wires》
元器件成型标准-行标
QB/JU 05.001-2007代替QB/JU9-2004元器件的引线成型尺寸及要求1 范围本标准规定了泛虹公司制造的家用电子产品常用元器件(电阻器、电容器、电感器、二极管、三极管、集成电路、振荡器、保险丝管等)的引线成型的尺寸及要求。
本标准适用于泛虹公司制造的家用电子产品印制电路板的手工安装的元器件引线成型及相应的插入孔径。
本标准不适于自动插件的成型编带要求。
2 引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
SJ2925-88 电视接收机用元器件的引线及导线成型要求3 定义3.1 成型施加一外力,改变元器件引线的原走向或尺寸或形状,形成所要求的几何形状。
3.2 成型跨距/参数(s)元器件引线成型后,引线与引线截断面中心之间的距离(图1、图2)或定义的图形尺寸。
3.3 安装深度/参数(h)元器件引线成型后,引线插入印制线路板过孔部分的有效直线长度(图1、图2) 或定义的图形尺寸。
3.4 元器件主体元器件的外形几何体(长×宽×厚或直径×长)。
3.5 轴向件两根引线沿轴心线从元器件主体两端引出的元器件。
3.6 径向件引线从元器件主体同一端引出的元器件。
3.7 低位安装元器件引线成型后安装到印制线路板上,元器件主体与印制线路板面相贴。
3.8 高位安装元器件引线成型后安装到印制线路板上,元器件主体与印制线路板面保持一定距离.。
24 成型代号组成4.1 引线二维成型代号组成4.2 引线三维成型代号组成4.3 器件类别代号R-电阻类 C-电容器类 L-电感类 V-二极管、三极管、集成电路 G-谐振器、振荡器 F-保险丝管 4.4 成型型式及要求 4.4.1 L 型轴向型元器件低位安装型式,适用于表面温升≤40℃的元器件。
元器件成型标准-行标
QB/JU 05.001-2007代替QB/JU9-2004元器件的引线成型尺寸及要求1 范围本标准规定了泛虹公司制造的家用电子产品常用元器件(电阻器、电容器、电感器、二极管、三极管、集成电路、振荡器、保险丝管等)的引线成型的尺寸及要求。
本标准适用于泛虹公司制造的家用电子产品印制电路板的手工安装的元器件引线成型及相应的插入孔径。
本标准不适于自动插件的成型编带要求。
2 引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
SJ2925-88 电视接收机用元器件的引线及导线成型要求3 定义3.1 成型施加一外力,改变元器件引线的原走向或尺寸或形状,形成所要求的几何形状。
3.2 成型跨距/参数(s)元器件引线成型后,引线与引线截断面中心之间的距离(图1、图2)或定义的图形尺寸。
3.3 安装深度/参数(h)元器件引线成型后,引线插入印制线路板过孔部分的有效直线长度(图1、图2) 或定义的图形尺寸。
3.4 元器件主体元器件的外形几何体(长×宽×厚或直径×长)。
3.5 轴向件两根引线沿轴心线从元器件主体两端引出的元器件。
3.6 径向件引线从元器件主体同一端引出的元器件。
3.7 低位安装元器件引线成型后安装到印制线路板上,元器件主体与印制线路板面相贴。
3.8 高位安装元器件引线成型后安装到印制线路板上,元器件主体与印制线路板面保持一定距离.。
24 成型代号组成4.1 引线二维成型代号组成4.2 引线三维成型代号组成4.3 器件类别代号R-电阻类 C-电容器类 L-电感类 V-二极管、三极管、集成电路 G-谐振器、振荡器 F-保险丝管 4.4 成型型式及要求 4.4.1 L 型轴向型元器件低位安装型式,适用于表面温升≤40℃的元器件。
元器件成型工艺规范
5.1.3.3 折弯角度ω折弯类型折弯角度ω(公差+3度),优选值变向折弯90度非变向折弯120度、135度或150度5.1.3.4 偏心距V偏心距是针对非变向折弯而言的参数,对偏心距不规定具体数值。
但必须要保证元器件在其丝印框内,且符合电气间隙与安规要求,同进引脚上无应力存在。
如果偏心距过小(主要针对功率管的引脚成型),我司的模具无法保证成型的偏心距。
给出一个通用的参考值:不小于1.5mm。
5.1.3.5 K值引脚的直径(D)或厚度(T)K值(优选值)D( T )≤0.8mm 2.5 mm0.8mm<D( T )<1.2mm 3.5 mmD( T )≥1.2mm 4.0 mm5.1.4 元器件的成型(主要根据公司的实际情况)5.1.4.1 元件的出脚(指插装后的元件伸出PCB部分的长度)控制在0.5 – 2.5 mm间。
因考虑到模具公差和波峰时的焊锡堆积和拉尖,同时为方便控制加工,将成型元件的出脚长度统一规定为2.0mm。
注意:如果客户对元件出脚有特殊要求,必须按客户要求进行元件成型加工。
如要求出脚为1.0mm,则贴板元件按:板厚+1.0mm控制,抬高元件按:H(抬高高度)+板厚+1.0mm控制;如要求出脚为1.5mm,则贴板元件按:板厚+1.5mm控制,抬高元件按:H(抬高高度)+板厚+1.5mm 控制。
5.1.4.2 具体元器件的成型要求5.1.4.2.1 对1W以下卧式插装的非功率电阻,要求贴板成型,成型尺寸如下图所示:L:电阻所对应的焊盘之孔距;H为电阻的本体的半径;X-Y≤±0.5mm;其它尺寸需满足5.1.3引脚折弯的要求。
5.1.4.2.2 对1W以下立式插装的非功率电阻,要求贴板插装,成型尺寸如下图所示:L:电阻所对应的焊盘之孔距;其它尺寸需满足5.1.3引脚折弯的要求。
5.1.4.2.3 对1W 及1W 以上卧式成型的功率电阻,我司均有要求供应商来料成型,有打K 和扁脚两种抬高方式。
元器件成型规范

竭诚为您提供优质文档/双击可除元器件成型规范篇一:元件成型规范篇二:元件成形工艺规范元件成形工艺规范1、目的规范常用通孔插装元器件的成形工艺,加强元件前加工和成形的质量控制,避免和减少元件成形产生的损耗,保障元件的性能,提高产品的可靠性。
2、适用范围本规范适用于本公司产品的插装元件成形、品质检验、加工要求制作依据。
3、引用/参考标准ipc-a-610c电子组装件的验收条件4、名词解释4.1引脚(引线):从元器件延伸出的用于机械或电气连接的单根或绞合金属线。
4.2通孔安装:利用元器件引脚穿过pcb板上孔做电气连接和机械固定。
4.3封装保护距离:安装在通孔中的组件从器件的本体球状连接部分或引脚焊接部分到器件引脚折弯处的距离至少相当于一个引脚的直径或厚度或0.8mm中的最大者,下图示出了三种器件的封装保护距离d。
4.4变向折弯:引脚折弯后引脚的伸展方向有发生改变。
4.5无变向折弯:引脚折弯后引脚的伸展方向没有发生改变。
非变向折弯通常用于消除装配应力或在装配中存在匹配问题时采用。
如:打z折弯和打k折弯。
4.6抬高距离:安装于pcb板上的元器件本体底部到板面的垂直距离。
5、规范内容5.1准备工作规范5.1.1元件成形全过程必须有静电防护措施。
5.1.2.1一般情况下,元件成形过程中,如果会接触到元件引脚,就必须戴指套。
5.1.2.2个别有散热面的元件,要求不能接触到散热面,也必须戴指套。
5.1.2.3元件手工折弯时的元件持取方法:不能直接持取元件本体而进行管脚折弯,必须持取元件管脚部份进行折弯,同时需要戴指套操作。
下图是两种成形方式对比,图左是正确的加工方式,图右是错误的加工方式:5.1.3引脚折弯参数选择5.1.3.1封装保护距离d以下是常见元件的封装保护距离5.1.3.2折弯内径R根据引脚直径d(圆柱形引脚)和厚度t(四棱柱形引脚)的不同,元器件引脚内侧的折弯半径R的值参考下表由于是内径,那么元器件引脚的相对外径就是R+d(t)。
元件成形工艺规范
元件成形工艺规范1目的规范常用通孔插装元器件的成形工艺,加强元件前加工和成形的质量控制,避免和减少元件成形产生的损耗,保障元件的性能,提高产品的可靠性。
2、适用范围本规范适用于本公司产品的插装元件成形、品质检验、加工要求制作依据。
3、引用/参考标准IPC-A-610C 电子组装件的验收条件4、名词解释4.1引脚(引线):从元器件延伸出的用于机械或电气连接的单根或绞合金属线。
4.2通孔安装:利用元器件引脚穿过PCB板上孔做电气连接和机械固定。
4.3封装保护距离:安装在通孔中的组件从器件的本体球状连接部分或引脚焊接部分到器件引脚折弯处的距离至少相当于一个引脚的直径或厚度或0.8mm中的最大者,下图示出了三种器件的封装保护距离d。
4.5无变向折弯:引脚折弯后引脚的伸展方向没有发生改变。
非变向折弯通常用于消除装配应力或在装配中存在匹配问题时采用。
如:打Z折弯和打K折弯。
4.6抬高距离:安装于PCB板上的元器件本体底部到板面的垂直距离。
5、规范内容5.1准备工作规范5.1.1元件成形全过程必须有静电防护措施。
5.121 —般情况下,元件成形过程中,如果会接触到元件引脚,就必须戴指套。
5.122个别有散热面的元件,要求不能接触到散热面,也必须戴指套。
5.1.2.3元件手工折弯时的元件持取方法:不能直接持取元件本体而进行管脚折弯,必须持取元件管脚部份进行折弯,同时需要戴指套操作。
F图是两种成形方式对比,图左是正确的加工方式,图右是错误的加工方式:5.1.3引脚折弯参数选择5.1.3.1 封装保护距离d5.1.3.2 折弯内径R根据引脚直径D (圆柱形引脚)和厚度 T (四棱柱形引脚)的不同,元器件引脚内侧的折弯由于是内径,那么元器件引脚的相对外径就是 + ()。
的夹角。
5.1.3.4偏心距V:对于存在特殊装配关系或者电气绝缘的元器件,通常使用非变向折弯引脚6、元件成形6.1轴向元器件的成形(指同一轴线上两端引出引脚的元器件,比如色环电阻)通常按照在板面的装配方式不同,可以分为卧装成形、立装成形两种;如果没有特殊说明,以卧式水平安装在电路板上的具有轴向引脚的元件的主体必须大体上处于两个安装孔的中间位置。
电子器件工艺要求规范

元器件工艺技术要求规范1目的 (1)2适用范围 (1)3定义 (1)4职责 (1)5引用和参考的相关标准 (1)6术语 (2)7要求 (2)7.1元器件管脚表面涂层要求 (2)7.2表面贴装器件封装 (3)7.3表面贴装器件的共面度要求 (3)7.4工作温度 (3)7.5可焊性要求 (4)7.6耐焊接热 (4)7.7外型尺寸及重量要求 (4)7.8相关尺寸 (5)7.9封装一致性要求 (5)7.10潮湿敏感器件要求 (5)7.11防静电要求 (6)7.12器件包装及存储期限的要求 (6)7.13加工过程要求 (7)7.14清洗要求 (8)7.15返修要求 (8)8说明 (8)9参考资料 (8)10相关附件、文件、记录 (8)10.1附件 (8)10.2文件 (8)10.3记录 (8)1 目的元器件的工艺性对于生产加工和产品质量非常重要,是必不可少的一项性能指标,为了使元器件符合焊接、加工制造质量要求,要求所选用的元器件满足产品生产工艺的一致性,对SMT 元器件供应商所供的产品工艺性作出统一规范,本要求规定了表面贴装元器件和插装元器件的工艺技术要求,以保证所选用的元器件具有良好的工艺性。
2 适用范围对元器件工艺技术的通用要求,只有满足要求的元器件才能被选用、生产。
本要求将随工艺水平的提高而更新。
3 定义无4 职责采购部门、质量部门根据本技术要求选用的元器件及其供应商进行监督和管控,确保被选用及生产的元器件是满足工艺技术要求的。
5 引用和参考的相关标准EIA/IS-47《Contact Terminations Finish for Surface Mount Device》J-STD-001B《Requirements for Soldered Electrical and Electronic Assemblies》IEC68-2-69《Solderability testing of electronic conponents for surface mounting technology by the wetting balance methods》EIA-481-A《表面安装器件卷带盘式包装》IEC286《表面安装器件卷带盘式包装》IPC-SM-786A《Procedures for Characterizing and Handling of Moisture/Reflow Sensitive Plastic ICs》J-STD-020《Moisture/Reflow Sensitivity Classification of Plastic Surface Mount Devices》IPC-SC-60A《Post Solder Solvent Cleaning Handbook》IPC-AC-62A《Post Solder Aqueous Cleaning Handbook》IPC-CH-65《Guidelines for Cleaning of Printed Boards and Assemblies 》IPC-7711《Rework of Electronic Assemblies(Replaces IPC-R-700)》IPC-7721《Repair and Modification of Printed Boards and Electronic Assemblies(Replaces IPC-R-700) 》IPC-SM-780《Guidelines for Component Packaging and Interconnection with Emphasis on Surface Mounting》J-STD-004《Requirememt for Soldering Flux》J-STD-002《Solderability tests for component leads,terminations,lugs,terminals and wires》6 术语略7 要求7.1 元器件管脚表面涂层要求本项对表面贴装与插装元器件的要求相同。
元器件成形工艺标准文件
换B版
1
改生-0510-35
黄芳
05-10-21
更改标记
数量
更改单号
签名
日期
编制
黄芳
05-10-21
审核
批准
第4页
共4页
顺德科威电子厂有限公司
2.高压电容用切脚机切脚成形,脚长为5-6mm,如图8示。
3.压敏电阻不加护套者,用切脚机切脚成形,脚长为5mm,如图9示;要加护套者,先套上护套后,手剪成形,脚长为脚末端距护套底部的长4-7mm,如图10示;10D压敏电阻则要配套使用10D压敏电阻护套,如图11示:
图9图10图11
备注
换B版
1
改生-0510-35
九.发光二极管成形要求
发光二极管用切脚机成型,脚长根据具体机型而定,成型后,按相应机型,工艺要求插装到线路板后,露出板底脚长为1.5-2.5mm。
图12图13图14图15
图16图17图18
备注
换B版
1
改生-0510-35
黄芳
05-10-21
更改标记
数量
更改单号
签名
日期
编制
黄芳
05-10-21
审核
批准
第2页
共4页
顺德科威电子厂有限公司
e
名称
元器件成形工艺标准文件
站别
编号
SCPI-CX-001
十.三端稳压器安装散热器的工艺要求。
涂有均匀适量硅脂的三端稳压器用M3×6的螺丝固定在散热器上,三端稳压器应紧贴散热器,且两者应互相平行,请参见图19示:
(三端稳压器、散热器的规格请参见相应的工艺文件,螺丝规格若没有特别说明均使用M3×6的螺丝)
e
元件成型规范
制定日期页码第2/10页(1).元件成型管脚长度=元件管脚伸出长度(L)+PCB板厚(T)(2).元件成型管脚长度=元件管脚伸出长度(L)+PCB板厚(T)+抬高于PCB板面高度(H)(3).元件成型管脚长度=元件管脚伸出长度(L)+PCB板厚(T)+抬高于PCB板面高度(H)+元件本体高度(b)4.4 元件成型尺寸标注和要求,必须要充分考虑到生产线操作的可行性,另外对于元件本体损伤的可能性也加以充分考虑,确保加工出来的元件符合IPC-A-610C的标准和客户的要求。
4.4.1 对于所有引线成型元件(立式和卧式)成型都适用,又哦成型的安全距离和空间:a(图中用L表示)元件直径(D)或厚度(T),注意以下要求:当元件直径(D)或厚度(T)≤0.8mm时,内曲线半径(R)为:R=1D当元件直径(D)或厚度(T)0.8mm< D或T<1.2mm时,内曲线半径(R)为:R=1.5D 当元件直径(D)或厚度(T)≥1.2mm时,内曲线半径(R)为:R=2D当设定成型尺寸时,必须要充分考虑上述的成型尺寸要求,避免元件脚变形或是元件本体开裂损伤,对于手工加工或是极其加工安全尺寸要求也不会一致,需要根据实际情况而定。
4.2.2 额定功率<1W的普通电阻,要求电阻本体平贴于PCB板面,电阻两引脚间距对应于PCB板两焊间距(L),PCB板厚(T),卧式成型标准。
成型尺寸:项目允收范围A 85°< a < 95°L1、L2 L1、L2为1.0mm以上L 依插装位置PCB孔距元件成型管脚长度=元件管脚伸出长度(L)+PCB板厚(T)+抬高于PCB板面高度(H)制定日期页码第3/10页成型方式:手工或机器整形(如下图)手工成型时注意手只能持住元件引脚弯折,而非本体机器成型4.4.3对额定功率≥1W的普通电阻,或额定功率<1W的立式成型的普通电阻,要本体底部高于PCB板面1-6mm(h),电阻两引脚间距对应于PCB板两焊盘间距(L),PCB板厚(T)。
元件成型的规范要求
5.4未注公差均按±0.5mm。
5.5成型时不允许从元器件引线的根部直接弯折。规定弯折处距离元器件主体≥1.0mm。
5.6成型后的引线
5.6.1不得有扭曲现象,引线上不得有明显压坏和其他伤痕。
5.6.2折弯处的痕迹规定不超过0.25d的凹陷(d为引线直径)。
文件修订履历
版次
修訂章节
修订内容
修訂頁次
制/修訂部門
修訂日期
修訂者
A0
全部
新版發行
全部
生产工程
2018.06.28
冉明华
发放部门:
總經理室財務行政中心營運行政中心
質量監控中心企業管理辦公室
財務部IT信息部船務部業務部研發中心生產部
生產工程部PMC部採購部審計部規劃部品質檢驗
品質保證商照項目貿易部集團聯絡專員人力資源部行政後勤部安全環保部標管部
适用元器件
径向型(电容、发光二极管、三极管、红外接收器)
应用环境
元器件表面温升≤40℃
元器件的外形尺寸
备注
*为成型三极管类、无极性电容字符面或红外接收器类的工作面定向
6.6 ZR型
ZR型
成型代号
电容类CZR-s×h
径向二极管类VZR-s×h
三极管类VZR-s×h
电感类LZR-s×h
标定成型跨距/参数(s)
編制/修订:冉明华
审核:宋国清
批准:高波
1.0目的
规范元器件来料成型操作的方法和流程,消除元器件成型时应力造成的损伤,提高产品可靠性,提高产品质量,防止出现批次质量事故。
2.0适用范围
本规范规定了元器件引线成型生产中人、机、料、法、环的工艺要求和质量检测中的管理要求、质量控制方法、元器件引线成型方式和技术要求。本规范适用于印制板厚度为1.0~1.6mm,用手工插件的元器件(包括电阻器、电容器、电感器、二极管、三极管、集成电路、振荡器、保险丝管保险管)引线成型。适用于本公司所有产品,包括内、外发产品。
电子元器件工艺要求

XXX有限公司电子元器件工艺守则XX-54-01-B/2文件履历X X X有限公司发布电子元器件工艺守则1.目的本标准对通用工艺、阶段工艺、静电的防护作出了规范,对生产过程中直接或间接影响产品的各种因素进行工艺控制,减少不良率,确保产品质量。
2.范围本程序根据IATF16949:2016、QC080000:2017要求制定,本标准适用于零部件、辅料、产品的贮运,产品的制造过程及在此过程的电子元器件、设备和仪器的静电防护。
3.规范性引用文件ESD 20.20(静电防护管理体系标准)4.定义下列定义适用于本标准4.1 SMT:表面贴片技术(Surface Mount Technology)。
4.2 QFP:小型方块平面封装(Quad Flat Package)。
4.3工艺:将原材料或半成品加工成产品的方法、技术等。
4.4 静电:物体表面过剩或不足的静止电荷。
4.5 静电放电:在具有不同静电势的两个物体之间的静电的转移。
4.6 静电导电材料:具有表面电阻率小于或等于1×105Ω或体积电阻率小于或等于1×104Ω·CM的材料。
4.7 绝缘材料:具有表面电阻率大于1×1012欧姆,或体积电阻率大于1×1011Ω·CM的材料。
4.8 ESDS:静电敏感器件,日常操作、试验和运输容易遭受静电场或静电放电所损害的分立器件、集成电路或组件。
4.9静电耗散材料:具有表面电阻率大于1×105Ω和小于或等于1×1012Ω,或体积电阻率大于1×104Ω·CM和小于或等于1×1011Ω·CM的材料。
4.10静电防护操作:指的是要求人们在操作的过程中,具体地说,是在对静电敏感电子产品的加工、制造、安装、运输、失效分析、捆扎、包装、打标示或挂标签等类活动中,用手或工具接触产品时,遵守静电防护的特殊程序和方法,以把由此而引起的静电危害减少到最低限度。
元件成型工艺标准规范
+\深圳市宁中通信科技有限公司SHENGZHEN NINGZHONG COMMUNICATION TECHHNOLOGY;COLTD.文件编号WI-EPD-426文件名称元件成型工艺规范拟定单位项目部见效日期2016-10-12页次1/29版次A/0本规范使用于公司产品的生产操作、质量检验及控制、SOP文件制作依照,规范要求及所引用的规范适用范围文件若是与客户要求矛盾,依照客户的要求执行。
更正记录版本号日期更正记录制作确认赞同A/02016-10-12初次刊行制作确认赞同+\深圳市宁中通信科技有限公司SHENGZHEN NINGZHONG COMMUNICATION TECHHNO;L OGYTD. CO文件编号WI-EPD-426文件名称元件成型工艺规范拟定单位项目部见效日期2016-10-12页次2/29版次A/0+\1.目的规范常用通孔插装元器件的成型工艺,加强元件前加工和成型的质量控制,减免和减少元件成型不良和报废,保障元器件的性能,提高产品可靠性,同时提高器件加工的效率。
2.适用范围本规范使用于公司产品的生产操作、质量检验及控制、 SOP文件制作依照,规范要求及所引用的规范文件若是与客户要求矛盾,依照客户的要求执行。
3.职责项目部 IE 工程师和 IE 技术员负责按本规范拟定MOI,指导生产加工;品管部 IPQC/QA负责按本规范对 MOI 及生产操作进行检查。
研发工程师负责按本规范的成型要求设计器件封装和LAYOUT。
工程部经理负责本规范有效执行。
4.名词讲解4.1 引线(引脚):从元器件延伸出的用于机械或电气连接的单根或绞合金属线。
4.2 通孔安装:利用元器件引线穿过支撑基本上孔与导体图形作电气连接和机械固定。
4.3 封装保护距离:安装在通孔中的组件从器件的本体球状连接部分或引线焊接部分分到器件引线折弯处的距离最少相当于一个引线的直径或厚度为中的最大者,以下图示出了三种器件的封装保护距离d。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三阶文件元器件成型工艺规范版本: A 版页数:第2页共13页1.目的:规范常用通孔插装元器件的成型工艺,加强元件前加工和成型的质量控制,避免和减少元件成型不良和报废,保障元器件的性能,提高产品可靠性。
2.适用范围:本规范仅适用于所有产品的生产操作、品质检验及控制、SOP文件制作依据,规范要求及所引用的规范文件如果与客户要求冲实,按照客户的要求执行。
3. 职责与权限:3.1工程部IE工程师和IE技术员负责按本规范制定SOP,指导生产加工;3.2 品质部IPQC负责按本规范对SOP及生产操作进行查检。
3.3 工程部经理负责本规范有效执行。
4.名词解释:4.1元器件引线(Component/Device Lead):从元器件延伸出的用于机械和/或电气连接的单根或绞合金属线,或成型导线。
4.2元器件引脚(Component/Device Pin):不损坏就难以成形的元器件引线。
4.3通孔安装:利用元器件引线穿过支撑基板上孔与导体图形作电气连接和机械固定。
4.4引线折弯:为使元器件便于在印制板上安装固定或消除应力,人为在元器件引线施加外力,使之产生的永久形变。
4.5封装保护距离:安装在镀通孔中的组件,从器件的本体、球状连接部分或引线焊接部分到器件引线折弯处的距离,至少相当于一个引线的直径或厚度或0.8mm中的较大者。
下图展示了3种典型元器件的封装保护距离的具体测量方式。
三阶文件元器件成型工艺规范版本: A 版页数:第3页共13页4.6变向折弯:引线折弯后引线的伸展方向有发生改变,通常是90°4.7无变向折弯:引线折弯后引线的伸展方向没有发生改变。
非变向折弯通常用于消除装配应力或在装配中存在匹配问题时采用。
如:打 Z 折弯和打 K 折弯。
打Z折弯打K折弯4.8抬高距离:安装于印制板上的元器件本体底部到板面的垂直距离。
4.9成形工具:包括尖嘴钳,斜口钳,自制或采购的成形工装等用于元器件成形的所有工具。
5. 规范内容:5.1前加工通用作业规范操作过程中的静电防护参考《防静电系统管理规范》5.2成形工具的校验5.2.1首次使用的成形工具,需要有相关设计人或领用人的检验签名及准用标签许可,方可使用。
5.2.2已经有使用历史的成形工具,再次使用前要校验或调节,满足成形尺寸的参数要求后方可使用。
5.2.3成形工具在使用一定时间或成形一定数量的元器件后,必须按照工装使用说明校验或调节,满足成形尺寸的参数要求后方可使用。
5.3元器件的持取5.3.1在成形过程中,除极特殊情况下,手工持取元器件一般是持取元器件本体,禁止持取元器件引线,以防止污染元器件引线,从而引起焊接不良,如果直接持取必须有戴指套。
三阶文件元器件成型工艺规范版本: A 版页数:第4页共13页5.3.2对于电阻,二极管,电容等非功率半导体元器件,其本体一般没有金属散热器,所以可以直接持取本体;对于功率半导体元器件,如TO-220,TO-247封装的元器件,手工持取元器件本体时,禁止触摸其散热面,以免影响散热材料的涂敷或装配,如绝缘膜因其它杂质而破损失效及陶瓷基片破裂。
5.3.3器件手工折弯时的元件持取方法:不能直接持取本体而进行管脚折弯,必须持取元件管脚部份进行折弯,同时需要戴指套操作。
下图是两种成型方式对比:正确的持取元器件折弯。
以TO-220封装元件为例,尖嘴钳在距离本体适当的位置(通过d,R计算后的距离)夹紧引线,然后在引线一侧施加适当压力折弯引线(满足装配要求的折弯角度),如图1。
错误的持取元器件折弯。
以TO-220封装元件为例,手在本体端施加压力,这有可能引起引线与本体之间的破裂,而这种损伤在外观检查很难发现,甚至有可能在产品的短期使用也无法发现,如图2。
图1 图25.3.4对于小批量验证加工可以使用手工折弯成形,而批量大于等于30pcs的产品或者量产及中试,不能手工折弯成形。
5.4引脚折弯及参数的选择注意:引线打K时,通常要求凸起部分一般不能超出元器件的丝印最大外框(Placement层),同时要保障引线间距满足电气间隙的要求,对于实在无法满足的在试验验证没有问题后才可以超出元器件的丝印外框。
5.4.1 封装保护距离d下表列出了普通轴向和径向元器件,功率半导体元器件的封装保护距离的最小值:引线的直径D 或者厚度T封装保护距离最小值d塑封二极管电阻玻璃二极管,陶瓷封装电阻、电容, 金属膜电容电解电容功率半导体器件封装类型TO-220及以下TO-247及以上D(T)≤0.8mm 0.8mm 1.0mm 2.0mm 3.0mm 2.0mm 3.0mm0.8mm<D(T)<1.2mm 不小于D或者T2.0mm3.0mm4.0mm / /1.2mm≤D(T)不小于D或者T3.0mm4.0mm / / /注:对功率电晶体,最好是按大小脚台阶距离本体的距离作为封装设计依据和模具制作尺寸,否则,模冶具的设计将非常困难。
以上的封装保护值只是最小值要求。
5.4.2折弯内径R根据引线直径D(圆柱形引线)和厚度T(四棱柱形引线)的不同,元器件引线内侧的折弯半径R的值参三阶文件元器件成型工艺规范版本: A 版页数:第5页共13页下表:引线的直径D或者厚度T 引线内侧的折弯半径R(优选值)D(T)<0.8mm 不小于D或者T(优选值1.0mm)0.8mm≤D(T)≤1.2mm 不小于1.5×直径D或者厚度T(优选值1.5mm,2.0mm)1.2mm<D(T)不小于2.0×直径D或者厚度T(优选值2.5mm,3.0mm)由于是内径,那么元器件引线的相对外径就是R+D(T)。
5.4.3折弯角度ω折弯角度是本次引线折弯后折弯部分的引线与原来未折弯部分引线的夹角,通常该角度大于等于90°小于180°。
折弯角度ω的优选值参考下表:折弯类型折弯角度ω(公差+3°)优选值变向折弯90°非变向折弯120°,135°,150°5.4.4偏心距V对于存在特殊装配关系或者电气绝缘的元器件,例如某些功率元器件装配了散热器,通常使用非变向折弯引线以消除应力,根据引线的直径D或者厚度T的不同,偏心距的选择也有不同的要求(参考无变向折弯图片)。
引线的直径D或者厚度T 偏心距V优选值D(T)<0.8mm 不小于D或者T(优选值1.0,2.0,3.0mm)0.8mm≤D(T)<1.2mm 2.0mm,3.0mm1.2mm≤D(T) 3.0mm,4.0mm5.4.5 K值需要明确的是,K是一个高度值,它不仅跟引线直径D或厚度T有关,还受到折弯内径R和模具的影响,这里提供的是一个经验数据。
引线的直径D或者厚度T K值(MAX)优选值D(T)<0.8mm 2.5mm0.8mm≤D(T)<1.2mm 3.5mm1.2mm≤D(T) 4.0mm5.5轴向元器件的成形5.5.1卧装成形5.5.1.1根据PCB上元器件的孔位中心距离确定元器件的引脚间距。
5.5.1.2如果没有特殊说明,以卧式水平安装在电路板上的具有轴向引线的元件的主体(包括末端的铅封或焊接)必须大体上处于两个安装孔的中间位置。
如下图所示,尽量满足X-Y≤±0.5mm。
5.5.1.3对于非金属外壳封装且无散热要求的二极管(过电流小于2A或功率小于2W)、电阻(功率小于1W)等可以采用卧装贴板成形方式。
明确贴板成形的元器件,波峰焊后最大抬高距离不大于0.7mm。
特征参数如下图。
三阶文件元器件成型工艺规范版本: A 版页数:第6页共13页5.5.1.4对于金属外壳封装(如:气体放电管)或有散热要求的二极管(过电流大于等于2A或功率大于等于2W)、电阻(功率大于等于1W),必须抬高成形。
明确需要抬高成形的元器件,最小抬高距离(h)不小于1.5mm。
特征参数如下图。
5.5.2立装成形5.5.2.1根据PCB上元器件的孔位中心距离确定元器件的引脚间距。
可以通过元器件顶部2个折弯位置的距离来控制引线插件的距离;适用于二极管、电阻、保险管等等。
5.5.2.2除非使用或者借助辅助材料保障抬高和支撑(例如:瓷柱或磁珠),否则如果不折弯本体下部引线,则要求元器件必须垂直板面(或倾斜角度满足相关要求),同时波峰焊后应该保障抬高距离(h)要求大于0.4mm,小于3.0mm。
特征参数如下图。
5.5.2.3通过控制打K或Z的位置可以控制元器件本体距离板面的距离。
特征参数如下图。
三阶文件元器件成型工艺规范版本: A 版页数:第7页共13页5.5.2.4对于功率大于2W以上的电阻,由于打K(Z)成形而造成引线长度不足的,在设计时需要注意本体顶部的伸出引线需要勾焊加长,以满足插件要求。
5.6径向元器件的成形5.6.1立装成形为了防止元器件的封装材料插入焊孔而影响透锡,立装元器件的引线一般需要打K成形。
通常我公司来料的电容已经预成形引线了,对于没有成形的,参考以下成形方式,禁止打Z成形。
通过控制打K的位置可以控制元器件本体距离板面的距离,元器件本体抬高距离板面h不小于1.5mm。
适用于陶瓷封装的压敏电阻,热敏电阻,电容等等。
特征参数如下图。
5.6.2卧装成形适用于陶瓷封装的压敏电阻,热敏电阻,电容、电解电容等,要求波峰焊后元器件至少有一边或一面与印制板接触。
特征参数如下图。
5.6.3功率半导体元器件的立装成形5.6.3.1为防止引线台阶开裂,Z形折弯到引线的台阶的距离必须保证大于等于0.5mm,即没倒角前的卡具凸起距离台阶的最小距离不小于1.0mm(即在引线台阶上下各0.5mm范围内无引线折弯形变)。
下右图明确的指示了具体的Z形折弯到引线台阶的测量方法,它是没有倒角的折弯凸起到台阶的最短距离。
由于在实际的成形卡具上,并没有凸起,取代的是倒角R,同时卡具加工倒角前是有凸起的,所以可以更加准确的设计卡具。
特征参数如下图。
三阶文件元器件成型工艺规范版本: A 版页数:第8页共13页5.6.3.2对于TO-220封装的功率半导体器件允许在引线台阶以上位置折弯,特征参数如下图。
5.6.4功率半导体元器件的卧装成形5.6.4.1分为引线前向和引线后向折弯,特征参数如下图。
5.6.4.2应该根据实际PCB的尺寸选择装配长度H。
5.6.4.3为防止引线台阶开裂,折弯到引线的台阶的距离必须保证大于等于0.5mm,即没倒角前的卡具凸起距离台阶的最小距离不小于1.0mm(即在引线台阶上下各0.5mm范围内无引线折弯形变)。
5.7元器件成形后的检验不连续成形加工的元器件,要求每批次成形的前3~5个元器件必须进行成形后检验。
刚刚校验合格可以使用的工装卡具成形的前3~5个元器件必须进行成形后检验。
5.7.1几何尺寸检验可以通过2个步骤检验成形后的元器件几何尺寸。