世界技能大赛数控车项目
第 46 届世界技能大赛山东省选拔赛数控车

第46届世界技能大赛山东省选拔赛技术文件数控车第46届世界技能大赛山东省选拔赛组委会2019年10月目录1技术描述1.1技术描述∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙41.2能力要求∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙41.3基本知识要求∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙42裁判员和选手2.1裁判长∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙42.2裁判员的条件和组成∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙52.3选手的条件和要求∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙53选拔赛题目3.1试题∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙53.2命题内容∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙63.3题目精度要求∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙83.4题目中的配分比例∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙93.5评分表细则∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙104选拔赛命题方式4.1命题流程∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙124.2最终考题产生的方式∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙125成绩评判方式5.1评判流程∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙125.2评判的硬件设备要求∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙135.3评判的方法∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙135.4裁判员在评判工作中的任务∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙155.5裁判员在评判中的纪律和要求∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙15 6选拔赛的基础设施6.1硬件设备要求∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙166.2软件要求∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙166.3测量工具清单∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙176.4辅助工具清单∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙187比赛样题7.1模块一样题∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙197.2模块二样题∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙208选拔赛安全要求8.1选手安全防护措施要求∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙228.2有毒有害物品的管理和限制∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙228.3医疗设备和措施∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙239选拔赛竞赛流程9.1竞赛流程∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙239.2裁判员的工作内容∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙259.3选手的工作内容∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙269.4赛场纪律∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙2610开放现场的要求10.1对于公众开放的要求∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙2710.2对于赞助商和宣传的要求∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙2711绿色环保11.1环境保护∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙2711.2循环利用∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙271技术描述1.1技术描述数控车加工竞赛是指使用数控车床对金属零件进行的加工技能竞赛,其中也包括用常用的手动工具配合完成的相关工作。
世界技能大赛项目简介

团体
(2人)
3
汽车
技术
汽车技术项目是指在汽修车间进行汽车修理、维护的竞赛项目。比赛中对选手的技能要求主要包括:使用测试仪器测量、检查和诊断管理系统,找出故障并排除;具备系统的逻辑思维能力,能进行电气系统的构建和测试;可完成制动稳定性控制系统、悬挂及转向系统、发动机的机械修理,具备传输装置和组件维护、柴油系统和发动机管理等问题诊断及维护能力。
25
工业
控制
工业控制项目是指根据一个(或部分)工业流程做出的模拟解决方案,进行电气设备和工业自动化元件的安装以及程序设计与调试的竞赛项目。比赛中对选手的技能要求主要包括:进行电气及自动化设备的安装与调试;搭建控制中心,并编写控制程序;诊断设备可能出现的故障,通过工具和软件隔离错误;电路设计,设置参数。
29
机电
一体化
机电一体化项目是指利用机电一体化技术、专业技术规范和标准为行业建立自动化工程系统,并对其进行维护、修理和优化的竞赛项目。比赛中对选手的技能要求主要包括:根据行业需求设计开发机电一体化系统;正确配置和使用工业控制器;利用软件编程控制机器和系统运作;故障分析与修复等。
团体
(2人)
30
移动
机器人
22
数控车
数控车项目是指依据技术图纸编制程序,利用程序控制机床,并选择、配置所需切削刀具,生产回转体零件的竞赛项目。比赛中对选手的技能要求主要包括:了解制造的质量标准,工程及机械工艺;能使用数控系统,并利用CAM软件进行程序编写;选择并使用刀具、支撑工具及机床附件;根据条件采用合适的切削参数及排屑技术;对产品进行检测并生产合格零件。
第45届世界技能大赛福建省选拔赛数控车实操赛题

第45届世界技能大赛福建省选拔赛数控车项目样题试卷福建省人力资源和社会保障厅2018年3月选手须知一、竞赛内容参赛选手在不间断的4个小时,以现场操作的方式,完成以下竞赛任务:完成赛件加工:根据图纸利用现场提供的数控车床、CAD/CAM软件等,按图纸要求完成赛件1、2的加工,赛件由两个零件组成。
二、安全文明参赛要求1.参赛选手应严格遵守竞赛规则和竞赛纪律,服从裁判员和竞赛工作人员的统一指挥安排,自觉维护赛场秩序,不得因申诉或对处理意见不服而停止比赛,否则以弃权处理。
2.参赛选手在比赛过程中,必须穿工作服、防砸防刺穿劳保工作鞋,佩戴护目镜,女选手要求带工作帽,且长发不得外露。
3.竞赛现场提供数控车床、计算机及CAD/CAM软件、竞赛毛坯、工具等,选手不得自带任何纸质资料、存储工具及通讯工具,如出现较严重的违规、违纪、舞弊等现象,经裁判组裁定取消比赛成绩; 选手离开比赛场地时,不得将草稿纸等与比赛相关的纸质物品带离比赛现场。
4.比赛过程中,选手若需休息、饮水或去洗手间,一律计算在比赛时间内。
5.参赛选手必须将全部数据文件存储至计算机指定盘符下,不按要求存储数据,导致数据丢失者,责任自负。
6.当裁判长宣布比赛开始后才可切削操作;比赛距结束前15分钟裁判长对选手作出提示,裁判长宣布比赛结束后,选手应执行完当前语句后立即停止工作,退刀并卸下工件,3分钟之内在现场裁判员陪同下将赛件、试卷上交至收件区收件裁判员处。
7.比赛过程中,选手不得擅自修改机床参数,有特殊需要者,可向裁判长提出申请。
8.比赛过程中,参赛选手须严格遵守相关操作规程,禁止不安全操作和野蛮操作,确保人身及设备安全,并接受裁判员的监督和警示,若因选手个人因素造成人身安全事故和设备故障,不予延时,情节特别严重者,由大赛裁判组视具体情况作出处理决定(最高至终止比赛)并由裁判长上报竞赛监督;若因非选手个人因素造成设备故障,由大赛裁判组视具体情况作出延时处理并由裁判长上报竞赛监督。
第45届世界技能大赛深圳选拔赛数控车项目实施方案
第45届世界技能大赛深圳市选拔赛数控车项目实施方案一、竞赛宗旨贯彻落实《关于做好第45届世界技能大赛广东省选拔赛工作的通知》(粤人社函〔2018〕295号)的精神,做好第45届世界技能大赛深圳选手的选拔,通过竞赛发现人才、展示技能、推广技能。
二、组织机构(一)主办、承办、技术指导单位。
主办单位:深圳市人力资源和社会保障局深圳市教育局承办单位:深圳市宝安职业技术学校深圳市职工教育和职业培训协会技术指导单位:深圳市职业技能鉴定指导办公室(二)成立第45届世界技能大赛深圳市选拔赛数控车项目组委会(以下简称“组委会”),负责指挥和协调选拔赛的各项工作。
主任:赵忠良深圳市人力资源和社会保障局党组成员、副局长许建领深圳市教育局党组成员、副局长成员:朱虹深圳市人力资源和社会保障局职业能力建设处处长唐征勋深圳市职业技能鉴定指导办公室主任冯迪新深圳市教育局职业与终身教育处副调研员胡龙深圳市宝安职业技术学校校长马阳深圳市职工教育和职业培训协会秘书长(三)组委会下设办公室。
主任:唐征勋深圳市职业技能鉴定指导办公室主任副主任:吴映霞深圳市人力资源和社会保障局职业能力建设处副处长李瑄深圳市职业技能鉴定指导办公室副主任冯迪新深圳市教育局职业与终身教育处副调研员刘贵丹深圳市宝安职业技术学校副校长成员:凌文浩、卓良福、邱道权、方少钟、杨茜办公室设在深圳市宝安职业技术学校。
地点为宝安区教育城学府路4号。
联系人:邱道权联系电话:137****0932。
(四)组委会下设各竞赛工作组。
根据竞赛需要和赛事安排,本次选拔赛分别设立专家组、裁判组、赛务组及后勤保障组。
三、竞赛项目及标准(一)竞赛项目。
数控车。
(二)竞赛标准。
采用个人技能操作竞赛形式,参考第44届世界技能大赛有关标准,结合技工院校教学实际,统一组织命题。
具体内容及要求,见《第45届世界技能大赛深圳市选拔赛数控车项目技术文件》(附件1)。
四、参赛选手条件—2—本次选拔赛只接受单位统一报名,且每个单位报名人数不超过4人,凡1997年1月1日以后出生,思想品德优秀,具备相应职业(专业)扎实基本功和技能水平,具有较强学习能力、应变能力以及较好身体素质、心理素质的人员,可由单位统一报名。
世界技能竞赛项目
世界技能竞赛项目
运输与物流(5项):
飞机维修、汽车维修、汽车技术、汽车喷漆、重型车辆维修。
建筑与工艺技术(12项):
砌砖、家具制造、石雕、木工、细木工、园林设计、室内装饰设计、电气技术安装、瓷砖贴面、墙面抹灰和干燥、给排水系统和供暖系统、制冷技术。
制造和工程技术(14项):
数控加工、数控车床、金属加工、创意建模、电子技术、工业控制、机电一体化、移动机器人、模具制造、自动化技术、薄板技术、焊接技术、制造技术团队创意竞赛、机械工程设计-计算机辅助设计。
艺术创作与时装(5项):
服装设计与加工、平面设计、花卉栽培技术、首饰加工、商品展示设计、信息与通信技术、信息网络技术、信息/计算机网络支持、信息/软件应用、胶版印刷技术、网页设计。
社会与私人服务(6项):
美容、护理、烹饪、面点制作、美发、餐饮服务。
轨道车辆技术、移动应用开发、光电技术、增材制造、建筑信息建模、工业设计技术、工业4.0、可再生能源、机器人系统集成等9个项目已通过世界技能组织初步遴选,将有望成为2021年上海第46届世界技能大赛比赛项目。
第44届世界技能大赛汽车技术项目各模块竞赛内容及标准解读(一)

第44届世界技能大赛汽车技术项目各模块竞赛内容及标准解读(一)作者:曾有为来源:《汽车维护与修理·汽修职教》 2017年第8期重庆五一技师学院曾有为世界技能大赛被誉为“技能人才的奥林匹克” ,是世界各国技能人才展示和交流职业技能的最高舞台,迄今为止,已成功举办43届。
第43届世界技能大赛于2015年8月11日~16日在巴西圣保罗举办,中国代表团实现金牌零的突破,取得了5金6银3铜的成绩,这也是我国在此项大赛中获得的最好成绩。
我校选手陈思良在本届大赛的汽车技术项目中,获得了第4名的优异成绩,被重庆长安汽车股份有限公司破格招聘,并被企业破格评为高级技师,享受长安集团副总裁待遇,再次证明企业对高技能人才的求贤若渴和高度重视。
第44届世界技能大赛将于2017年10月14日~19日在阿联酋的首府阿布扎比举办,汽车技术项目作为我国参赛项目之一,其考核模块、竞赛标准及技术规程都较以往发生了重大变化,现予以解读。
1 第44届世界技能大赛汽车技术项目竞赛内容解读第44届世界技能大赛汽车技术项目共分发动机管理系统、发动机优化、悬挂制动系统、转向与四轮定位、车身电器、汽车电路、发动机测试、发动机测量8个模块,每个模块的比赛时间均为3 h,共计100分,下面对上述8个模块分别予以阐述。
1.1 发动机管理系统该模块在8个模块中占15分的分值,由组委会根据主办国的实际设备情况,确定选用汽油机还是柴油机,于最终比赛前1个月向各参赛国公布。
对于汽油机而言,其考核内容包括压力和流量测量、诊断仪的使用(PS90WSC、 505WSC等)、废气再循环系统、三元催化转化器、点火系统、发动机传感器及执行器的故障诊断、电子燃油喷射系统、废气分析及波形测量、发动机起动系统。
对于柴油机而言,其考核内容包括柴油机过滤系统、预热系统、电子控制系统、发动机的相关传感器和执行器、共轨系统、增压系统、发动机起动系统。
无论是汽油机还是柴油机,均要求选手在比赛现场90 min内不使用任何诊断设备及仪器将发动机起动着机,对于不能在规定时间内将发动机起动着机的选手,由组委会专家予以恢复故障将发动机起动着机,选手将被强制性休息15 min,该环节选手不得分,同时15 min的休息时间计入总的3 h比赛时间内。
朱久文:第45届世界技能大赛获奖选手和为参赛工作作出突出贡献的单位及个人名单

附件第45届世界技能大赛获奖选手和为参赛工作作出突出贡献的单位及个人名单一、第45届世界技能大赛金牌获得者(20人)(一)数控车项目黄晓呈广东省机械技师学院学生(二)车身修理项目徐澳门上海市杨浦职业技术学校教师(三)建筑石雕项目郑权黄山职业技术学院学生(四)砌筑项目陈子烽广州市建筑工程职业学校学生(五)混凝土建筑项目陈君辉广州城建技工学校学生李俊鸿广州城建技工学校学生(六)电气装置项目肖星星江西省电子信息技师学院学生(七)数控铣项目田镇基广东省机械技师学院学生(八)电子技术项目梁攀重庆铁路运输技师学院教师(九)制造团队挑战赛项目彭晨晞陕西飞机工业(集团)有限公司职工陈鑫鹏广东省机械技师学院教师曾祥博广东省机械技师学院学生(十)移动机器人项目胡耿军广州市机电技师学院学生郑棋元云南技师学院学生(昆明云内动力股份有限公司原职工)(十一)综合机械与自动化项目郑玉辉广东省机械技师学院学生(十二)焊接项目赵脯菠中国十九冶集团有限公司职工(十三)水处理技术项目曾璐锋江西环境工程职业学院教师(十四)时装技术项目温彩云广州市白云工商技师学院学生(十五)花艺项目陆亦炜上海市城市建设工程学校(上海市园林学校)学生(十六)美发项目石丹杭州运河技工学校(杭州市拱野区职业高级中学)教师二、第45届世界技能大赛银牌获得者(16人)(一)飞机维修项目叶钟盛江西洪都航空工业集团有限责任公司职工(二)汽车技术项目王桢重庆长安汽车服务有限公司职工(三)家具制作项目吴晋卿扬州汇川成套设备有限公司职工(四)抹灰与隔墙系统项目高宇宙浙江建设技师学院教师(五)管道与制暖项目杨应政安吉高级技工学校学生(六)建筑金属构造项目刘豪中国十九冶集团有限公司职工(七)机电一体化项目殷成浩北京市工业技师学院教师谢虎北京市工业技师学院教师(八)信息网络布线项目韦国发邢台技师学院教师(九)珠宝加工项目陈奇亮佛山顺德区郑敬诒职业技术学校学生(十)商品展示技术项目罗丽萍广东省轻工业技师学院学生(十一)3D数字游戏艺术项目何定钧深圳技师学院学生(十二)美容项目李真芹重庆科技学院学生(十三)糖艺/西点制作项目钟玲轶王森国际咖啡西点西餐学院学生(十四)网络安全项目肖子彤上海交通大学学生冯柱天上海交通大学学生三、第45届世界技能大赛铜牌获得者(5人)(一)工业控制项目贺江涛河南化工技师学院学生(二)工业机械装调项目张维钰江苏省常州技师学院学生(三)塑料模具工程项目卢森锐广东省机械技师学院学生(四)烘焙项目张子阳王森国际咖啡西点西餐学院教师(五)烹饪(西餐)项目蔺永康昆明高级技工学校学生四、第45届世界技能大赛优胜奖获得者(18人)(一)汽车喷漆项目胡斌杭州技师学院教师(二)重型车辆维修项目莫镇安广州市交通技师学院学生(三)木工项目潘永坚广州市轻工技师学院教师(四)精细木工项目翟梓曦广州市轻工技师学院教师(五)园艺项目严迪黄山学院学生温康黄山学院学生(六)油漆与装饰项目李军黄山学院学生(七)制冷与空调项目杨梓浩广州市工贸技师学院学生(八)瓷砖贴面项目张雪枫烟台城乡建设学校学生(九)CAD机械设计项目林楚镇广州市工贸技师学院教师(十)原型制作项目文俊凯广州市技师学院学生(十一)网络系统管理项目梁皓琨广州市工贸技师学院学生(十二)商务软件解决方案项目王一栋邢台技师学院学生(十三)印刷媒体技术项目张在杰上海出版印刷高等专科学校学生(十四)网站设计与开发项目冯家乐上海信息技术学校学生(十五)平面设计技术项目吴俊荣深圳技师学院学生(十六)餐厅服务项目吴佳妮中国东方航空股份有限公司职工(十七)化学实验室技术项目李华健山东化工技师学院学生五、第45届世界技能大赛其余参赛选手(4人)(一)货运代理项目王慧文上海海事大学学生(二)健康和社会照护项目杨梦菁上海健康医学院学生(三)云计算项目姚晋江苏省常州技师学院学生(四)酒店接待项目陈值上海商学院学生六、第45届世界技能大赛中国集训基地(218个)(一)飞机维修项目江西洪都航空工业集团有限责任公司国营芜湖机械厂杭州技师学院成都航空职业技术学院(二)车身修理项目上海市杨浦职业技术学校云南交通技师学院郑州交通技师学院日照市技师学院大连市技师学院(三)汽车技术项目重庆五一高级技工学校杭州技师学院南京交通技师学院新疆交通技师培训学院大连交通技师学院(四)汽车喷漆项目杭州技师学院淮海技师学院安徽汽车应用技师学院贵州交通技师学院广西交通技师学院(五)重型车辆维修项目东风汽车公司高级技工学校广州市交通高级技工学校山东交通技师学院宁都技工学校(六)货运代理项目上海国际港务(集团)股份有限公司山东劳动技师学院广东省交通运输技师学院武汉工商学院(七)建筑石雕项目黄山裁云雕刻文化有限公司云浮市高级技工学校江苏省徐州技师学院重庆市两江职业培训学校(八)砌筑项目中国建筑第五工程局技工学校金昌技师学院广州市建筑工程职业学校(九)家具制作项目广州市轻工高级技工学校江西环境工程职业学院亚振家居股份有限公司(十)木工项目邢台技师学院重庆市万州高级技工学校黑龙江林业职业学院(十一)混凝土建筑项目浙江建设技师学院广州城建技工学校江苏城乡建设职业学院(十二)电气装置项目江苏省盐城技师学院淄博市技师学院北京轻工技师学院江西省电子信息技师学院开封技师学院(十三)精细木工项目广州市轻工高级技工学校上海市城市科技学校(十四)园艺项目安徽润一生态建设有限公司江苏农林职业技术学院广州市公用事业高级技工学校(十五)油漆与装饰项目黄山锐蓝教育科技有限公司重庆科技学院广东省城市建设技师学院(十六)抹灰与隔墙系统项目浙江建设技师学院烟台城乡建设学校重庆建筑高级技工学校中国建筑第五工程局技工学校(十七)管道与制暖项目重庆五一高级技工学校安吉高级技工学校山东工业技师学院江苏省盐城技师学院中铁十三局技师学院(十八)制冷与空调项目广州市工贸技师学院北京电子信息技师学院青岛海洋技师学院新疆生产建设兵团职业技师培训学院(十九)瓷砖贴面项目烟台城乡建设学校浙江建设技师学院郑州市商业技师学院(二十)数控铣项目北京市工业技师学院广东省机械技师学院成都市技师学院甘肃有色金属技师学院中国空空导弹研究院技工学校(二十一)数控车项目北京市工业技师学院广东省机械技师学院黑龙江技师学院福州第一技师学院绍兴市公共实训基地(二十二)建筑金属构造项目中冶建筑研究总院有限公司新疆安装技工学校中国十九冶集团有限公司山东工程技师学院(二十三)电子技术项目广东省技师学院重庆机械电子技师学院宁夏机械技师学院(二十四)工业控制项目铁岭技师学院山东工业技师学院西安技师学院湖北三峡技师学院(二十五)工业机械装调项目江苏省常州技师学院广东省技师学院天津市机电工艺学院(二十六)制造团队挑战赛项目中国空空导弹研究院江苏省常州技师学院广东省机械技师学院西飞技师学院(二十七)CAD机械设计项目广州市工贸技师学院苏州技师学院山东劳动技师学院龙岩技师学院晋城技师学院(二十八)机电一体化项目天津职业技术师范大学附属高级技术学校中国宝武钢铁集团有限公司人才开发院北京市工业技师学院安徽芜湖技师学院海南省技师学院(二十九)移动机器人项目北京市工贸技师学院南京技师学院广州市机电技师学院安徽六安技师学院云南技师学院(三十)塑料模具工程项目广东省机械技师学院宁波技师学院湖南工贸技师学院肥城市高级技工学校海南省技师学院(三十一)综合机械与自动化项目广东省机械技师学院天津市职业技能公共实训中心东营市技师学院(三十二)原型制作项目广州市技师学院辽宁丰田金杯技师学院宁波技师学院山东交通技师学院上海市大众工业学校(三十三)水处理技术项目北京市工业技师学院河南化工技师学院南京技师学院(三十四)焊接项目中冶建筑研究总院有限公司首钢技师学院中国十九冶集团有限公司甘肃冶金技师学院西北机械技师学院(三十五)信息网络布线项目天津市电子信息高级技术学校邢台技师学院无锡技师学院云南技师学院兴安盟高级技工学校(三十六)网络系统管理项目广州市工贸技师学院上海海盾安全技术培训中心安徽阜阳技师学院贵州省电子信息技师学院(三十七)商务软件解决方案项目邢台技师学院上海商学院苏州技师学院(三十八)印刷媒体技术项目上海出版印刷高等专科学校江西省印刷高级技工学校漳州理工职业学院(三十九)网站设计与开发项目上海信息技术学校江西省电子信息技师学院广州市工贸技师学院(四十)时装技术项目北京市工贸技师学院广州市白云工商技师学院重庆市工贸高级技工学校常熟服装城集团有限公司(四十一)花艺项目上海市城市建设工程学校(上海市园林学校)湖北生态工程职业技术学院杭州第一技师学院(四十二)平面设计技术项目深圳技师学院杭州轻工技师学院(四十三)珠宝加工项目广州南华工贸高级技工学校深圳技师学院北京市工艺美术高级技工学校(四十四)商品展示技术项目广东省轻工业高级技工学校上海工艺美术职业学院北京市工贸技师学院(四十五)3D数字游戏艺术项目深圳技师学院北京市新媒体技师学院广西机电技师学院(四十六)烘焙项目王森国际咖啡西点西餐学院重庆市商务高级技工学校东莞市技师学院北京轻工技师学院海南省三亚技师学院(四十七)美容项目重庆城市管理职业学院南京集红堂彩妆职业培训学校武汉海峡萧氏美容发展有限公司广东省轻工业高级技工学校(四十八)糖艺/西点制作项目王森国际咖啡西点西餐学院北京轻工技师学院中山市技师学院安徽新东方烹饪技工学校江西省工贸高级技工学校(四十九)烹饪(西餐)项目北京市工贸技师学院宁波市古林职业高级中学上海蓝带厨艺职业技能培训学校重庆市商务高级技工学校吉林省工商技师学院(五十)美发项目重庆五一高级技工学校杭州运河技工学校(杭州市拱墅区职业高级中学)北京市新媒体技师学院乌鲁木齐市特别特职业技能培训学校山东蓝翔高级技工学校(五十一)健康和社会照护项目上海健康医学院广州市轻工高级技工学校河南医药技师学院重庆市卫生技工学校山东医药技师学院(五十二)餐厅服务项目上海市南湖职业学校杭州第一技师学院广州市轻工高级技工学校盘锦福德汇餐饮管理有限公司(五十三)网络安全项目上海海盾安全技术培训中心青岛市技师学院成都东软学院(五十四)云计算项目江苏省常州技师学院沈阳东软睿道教育服务有限公司海南省技师学院(五十五)酒店接待项目上海商学院潍坊市技师学院苏州市电子信息技师学院安徽金寨技师学院(五十六)化学实验室技术项目山东化工技师学院上海信息技术学校重庆市玉琪睿医药科技有限公司七、第45届世界技能大赛中国技术指导专家(242人)(一)飞机维修项目徐剑锋(组长)江西航空技师学院高级讲师孙建英中国飞行试验研究院研究员江善元南昌航空大学飞机维修教研室主任(二)车身修理项目叶建华(组长)上海交运汽车修理职业技能培训中心高级技师花文兵卡尔拉得汽车系统(北京)有限公司培训师俞俊上海市现代音乐职业学校教务主任(三)汽车技术项目郭七一(组长)重庆长安汽车股份有限公司动力研究院总工程师李雷重庆工业职业技术学院教师王兆海深圳职业技术学院教师杨宪福重庆电子工程职业学院教师(四)汽车喷漆项目张小鹏(组长)庞贝捷漆油贸易(上海)有限公司培训及售后总监、技师陈郁涛浙江奥达通汽车销售有限公司钣喷技术总监(五)重型车辆维修项目刘庆华(组长)湖北东风汽车技师学院正高级实习指导教师、高级技师蔡昶文广州市交通技师学院副院长刘海峰山东交通技师学院汽车学院院长李健成森达美信昌机器工程(广东)有限公司工程师周志宏安徽蚌埠技师学院教师(六)货运代理项目吕秀文(组长)上港集团物流有限公司国际货运分公司总经理李凤成中远海运化工物流有限公司副总经理宋军东方航空物流有限公司货站事务部副总经理朱荣上港集团物流有限公司国际货运分公司初级经济师杨佳俊重庆直通国际物流有限公司副总经理(七)建筑石雕项目方韶(组长)黄山裁云雕刻文化有限公司高级技师崔圣逢江苏省徐州技师学院工艺美术学院院长易宗成重庆市两江职业培训学校建筑石雕项目专家工作室教师刘彦江西现代技师学院设计学院院长陈若山广州市建筑工程职业学校教师(八)砌筑项目雷定鸣(组长)长沙建筑工程学校高级工程师盛良中建五局技工学校副校长景兆华甘肃金昌技师学院实训主任何新德湖南建筑高级技工学校实训主任王维西安建筑工程技师学院教师(九)家具制作项目刘晓红(组长)顺德职业技术学院教授江功南东莞职业技术学院教师、高级工艺美术师曹永宏亚振家居股份有限公司高级定制事业部总经理、工程师刘泳生广州市轻工技师学院教师、高级技师邵国亮扬州汇川成套设备有限公司总经理(十)木工项目张志刚(组长)黑龙江林业职业技术学院家居工程学院院长、教授张琦辽宁林业职业技术学院木材工程学院副院长崔鹏邢台技师学院木工项目实习指导教师陈秋宇重庆万州技师学院教师王艳福黑龙江林业职业技术学院家居工程学院家居设计与制造专业主任巫晓金广州市轻工技师学院木工项目实习指导教师(十一)混凝土建筑项目刘建忠(组长)江苏苏博特新材料股份有限公司副总工程师、研究员级高级工程师钱晓倩浙江大学教授席金虎上海建工集团二建集团副总工程师(十二)电气装置项目王大江(组长)ABB(中国)有限公司高级工程师刘进峰江苏省盐城技师学院教授级高级讲师、高级技师(十三)精细木工项目余继宏(组长)东华大学服装与艺术设计学院副教授缪晓东南京米立方文化创意有限公司总经理项国平上海市城市科技学校副校长、高级讲师梁宇滔广州市轻工技师学院岭南艺术产业系主任、高级讲师(十四)园艺项目赵昌恒(组长)黄山学院副教授曹仁勇江苏农林职业技术学院副院长杨蕾广州市公用事业技师学院城市建设产业系主任马涛黄山学院园林教研室副主任伍全根黄山学院高级工程师(十五)油漆与装饰项目陈尚勇(组长)黄山学院副教授、黄山锐蓝教育科技公司总工程师李莉重庆科技学院副教授邓泰广东省城市建设技师学院教授杨恩德重庆科技学院教授刘元元黄山学院艺术学院讲师、国家一级装饰美工师(十六)抹灰与隔墙系统项目张守生(组长)山东省烟台信邦建筑装饰工程有限公司高级技师徐震浙江建设技师学院讲师、技师张国胜河南建筑职业技术学院讲师许家瑞浙江建设职业技术学院工程师(十七)管道与制暖项目李本勇(组长)中国建筑第八工程局有限公司教授级高级工程师叶锏安吉高级技工学校实训部主任严开淋重庆五一高级技工学校教师郑新浪江苏省盐城技师学院教研科主任(十八)制冷与空调项目李川(组长)广州市工贸技师学院高级技师、一级实习指导教师叶翠安广东交通职业技术学院海事学院院长、高级工程师、高级技师柯军约克广州空调冷冻设备有限公司人力资源部主管、工程师、技师冼星文广州市工贸技师学院教师、高级技师(十九)瓷砖贴面项目于建友(组长)于建友国家级技能大师工作室高级工程师、高级技师王广志烟台城乡建设学校副校长郭正恩郑州商业技师学院系主任倪淑芳南通市通州区建筑职工中等专业学校教务处主任(二十)数控铣项目鲁宏勋(组长)中国空空导弹研究院高级技师何跃北京市工业技师学院高级技师涂勇河南职业技术学院副教授、机电工程学院副院长孙立德马吉森精机中国培训学院院长(二十一)数控车项目宋放之(组长)北京航空航天大学高级工程师王展超北京市工业技师学院高级技师王小芳河南平原光电有限公司高级工程师徐国胜天津职业技术师范大学副教授(二十二)建筑金属构造项目马德志(组长)中冶建筑研究总院有限公司教授级高级工程师秦荣健山东工程技师学院高级实习指导教师夏琦男宁波技师学院高级技师(二十三)电子技术项目黄鑫(组长)广东易工厂科技有限公司高级技师李杰天津职业技术师范大学教授唐建东深圳职业技术学院教授王为民广东省技师学院正高级讲师(二十四)工业控制项目闫虎民(组长)天津职业技术师范大学教研室主任、高级实验师袁海嵘西门子工厂自动化工程有限公司项目经理宁康波西门子工厂自动化工程有限公司工程师(二十五)工业机械装调项目宋军民(组长)江苏省常州技师学院正高级讲师杨全利天津职业技术师范大学教师柏世杰铁岭技师学院机械工程系副主任戴文博江苏省常州技师学院教师(二十六)制造团队挑战赛项目周春雷(组长)中国空空导弹研究院技工学校高级工程师邵志永中国空空导弹研究院高级技师孙红伟航空工业无线电电子研究所工程师(二十七)CAD机械设计项目杨伟群(组长)北京航空航天大学工程训练中心副教授林泽生广州市工贸技师学院高级技师温广云欧特克软件公司华南区工程师(二十八)机电一体化项目李全利(组长)天津职业技术师范大学教授黄伟明广东省自动化与信息技术转移中心主任高海华费斯托(中国)有限公司高级工程师翟津天津市滨海新区塘沽第一职业中等专业学校正高级讲师(二十九)移动机器人项目郑桐(组长)天津职业技术师范大学系主任、高级实验师闫毅平北京市工贸技师学院系主任林佳鹏广州慧谷动力科技有限公司工程师(三十)塑料模具工程项目李克天(组长)广东工业大学教授李明广东省机械技师学院正高级讲师余水晶海南省技师学院高级讲师王明敏浙江省宁波技师学院高级技师陈涛湖南省工贸技师学院技师马海宾山东省肥城市高级技工学校高级实习指导教师王罕广东省技师学院教师、高级技师李伟国广东省机械技师学院高级技师(三十一)综合机械与自动化项目谢晓红(组长)广东省机械技师学院副院长、正高级讲师李卫铳广州里工实业有限公司执行总裁贺琼义天津职业技术师范大学高级实验师张振广东省机械技师学院高级实习指导教师(三十二)原型制作项目熊志勇(组长)华南理工大学副教授邓国安广州汽车集团有限公司高级工程师赵晓霞广州市技师学院高级讲师、技师(三十三)水处理技术项目王湛(组长)北京工业大学环能学院博士生导师柳旭国中国石化北京北化院燕山分院高级工程师刘涛碧水蓝天环境科学研究院(聊城)有限公司工程师储晓峰费斯托(中国)有限公司应用工程师(三十四)焊接项目刘景凤(组长)中冶建筑研究总院有限公司教授级高级工程师谢琦中冶建筑研究总院有限公司教授级高级工程师尹长华中国石油天然气管道科学研究院副总工程师(三十五)信息网络布线项目卢勤(组长)天津市电子信息技师学院教师梁嘉伟天津市电子信息技师学院教师徐鹏天津市电子信息技师学院系主任(三十六)网络系统管理项目田钧(组长)佛山职业技术学院副教授、高级工程师曾旭东华为技术有限公司企业人才生态发展部、大学合作部副部长吴多万广州市工贸技师学院高级讲师、高级技师樊亦胜公安部第三研究所助理研究员王皓宇海南省技师学院讲师杨俊中国移动通信集团江苏有限公司交换网运行维护工程师黄道金广东初越网络技术有限公司工程师、技师(三十七)商务软件解决方案项目韩素华(组长)邢台技师学院教授孟庆华上海商学院副教授王卫红河北经贸大学教授陈道喜苏州技师学院高级讲师(三十八)印刷媒体技术项目。
第42届世界技能大赛技术文件
世界技能大赛项目说明目录项目一数控车 0项目二数控铣 (12)项目三机械工程设计-CAD (27)项目四焊接 (40)项目五美发 (62)项目六网站设计 (76)项目七机电一体化 (86)项目八车身维修 (97)项目九汽车技术 (11213)项目十汽车喷漆 (12526)项目十一电气装置 (14041)项目十二建筑用金属加工 (15758)项目十三钣金技术 (16869)项目十四飞机维修 (18081)项目十五制造团队挑战赛 (191192)项目十六砌筑 (208)项目十七瓷砖贴面 (2190)项目十八胶印 (23233)项目十九园艺 (24445)项目二十模具制造 (25758)项目二十一制冷与空调 (26869)项目二十二信息网络技术 (27990)项目二十三糖果/面点制作 (2890)项目二十四移动机器人 (30102)根据技术委员会的决议,依据大赛章程,议事规则及竞赛规则,国际技能组织对世界技能大赛中本项技能做出如下最低要求。
技术说明包括以下内容:1 简介2 能力和工作范围3 测试项目4 技能管理和沟通5 评测6 具体技能的安全规定7 材料和设备8 面向参观者和媒体的技能推介Liam Corcoran技术委员会主席项目一数控车1 简介1.1 名称和技能说明1.1.1 技能名称:数控车1.1.2 技能描述数控车床技术是指利用数控车床对工件进行金属切削加工来生产回转体零件的一种加工方法。
数控车工必须依据技术图纸编制程序,利用程序控制机床,并选择、配置所需切削刀具,来制造所需的零件,精度达到0.01毫米。
(近乎人头发的1/8)。
数控车床编程是人们使用熟知的控制系统,或/并利用CAM软件来进行程序的编写。
数控车工能操作数控系统和进行程序的编写,按照图纸要求生产出最终合格产品,这种零件广泛应用于金属制造行业,比如汽车、工具、模具,航空乃至航天工业。
1.2 应用范围1.2.1专家及参赛者必须了解本技术描述。
2022世赛数控车项目全国选拔赛技术工作文件(修改)

2022年中国技能大赛——第44届世界技能大赛数控车项目全国选拔赛技术工作文件1.数控车竞赛项目技术描述1.1数控车加工竞赛是指使用数控车床对金属零件进行的加工技能竞赛,其中也包括用常用的手动工具配合完成的相关工作。
参赛选手需要根据技术图纸进行数控编程、刀具选择、安装刀具、设定刀偏等工作,去加工含有 IT6级精度和大于IT6级精度的回转体工件。
数控车竞赛项目允许在机床数控系统上直接编写程序,也可以利用CAM软件来进行自动编程。
1.2竞赛能力要求参赛选手必须熟练掌握机械制图的相关知识;参赛选手必须熟练掌握相关数控车床编程指令和操作技能;参赛选手必须熟练掌握数控车削刀具选择、安装、调试和使用的操作技能;参赛选手必须熟练掌握常用手工量具的操作技能。
参赛选手必须熟练掌握计算机辅助创造软件中数控车削自动编程的操作技能;参赛选手必须掌握数控车工相关的基础理论知识。
必须具备基础理论知识的应用能力。
参赛选手必须了解中国国家标准中机械加工的精度等级、尺寸公差、形位公差、尺寸链计算等相关知识;参赛选手必须遵守选拔赛制定的安全防护条例和相关环境保护要求;2.数控车项目竞赛范围及要求数控车竞赛是在普通数控车床上利用三爪夹盘和相应的车削刀具,使用计算机自动编程软件或者手工编程方法,在规定的时间内按照图纸要求完成零件的外圆、内孔、沟槽、内外罗纹等基本加工要素的实际操作竞赛。
本次全国选拔赛需要考核2个模块。
模块1的材料为硬铝合金,模块2的材料为中碳钢。
竞赛分两天进行。
每位选手每天完成1个模块的加工任务。
两个模块各配分50分,合计总分为100分。
本届全国选拔赛要求选手加工模块1时,在发那科数控系统的机床上进行。
加工模块2时,在西门子数控系统的机床上进行。
在世界技能大赛全国选拔赛中,理论知识以及软件操作不单独列为考核项目。
只进行实操考试。
3.参赛选手要求3.1选手年龄1995年1月1日以后出生的人员;3.2技能水平具备数控车工中级或者以上职业资格技能水平;3.2选手要求思想品德优秀,遵守纪律,身心健康;4.裁判员要求〔目前仅供参考,详见届时发布的全国选拔赛技术文件4.1裁判长由数控车项目技术牵头人担任;4.2裁判员来源于各支参赛队。
第45届世界技能大赛全国选拔赛比赛项目简介.doc
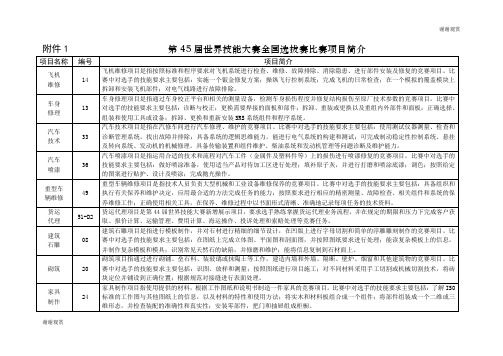
附件1第45届世界技能大赛全国选拔赛比赛项目简介项目名称编号项目简介飞机维修14飞机维修项目是指按照标准和程序要求对飞机系统进行检查、维修、故障排除、消除隐患、进行部件安装及修复的竞赛项目。
比赛中对选手的技能要求主要包括:实施一个钣金修复方案;操纵飞行控制系统;完成飞机的日常检查;在一个模拟的覆盖模块上拆卸和安装飞机部件;对电气线路进行故障排除。
车身修理13车身修理项目是指通过车身校正平台和相关的测量设备,检测车身损伤程度并修复结构损伤至原厂技术参数的竞赛项目。
比赛中对选手的技能要求主要包括:诊断与校正;更换需要焊接的面板和部件;拆卸、重装或更换以及重组内外部件和面板;正确选择、组装和使用工具或设备;拆卸、更换和重新安装SRS系统组件和程序系统。
汽车技术33汽车技术项目是指在汽修车间进行汽车修理、维护的竞赛项目。
比赛中对选手的技能要求主要包括:使用测试仪器测量、检查和诊断管理系统,找出故障并排除;具备系统的逻辑思维能力,能进行电气系统的构建和测试;可完成制动稳定性控制系统、悬挂及转向系统、发动机的机械修理,具备传输装置和组件维护、柴油系统和发动机管理等问题诊断及维护能力。
汽车喷漆36汽车喷漆项目是指运用合适的技术和流程对汽车工件(金属件及塑料件等)上的损伤进行喷漆修复的竞赛项目。
比赛中对选手的技能要求主要包括:做好喷涂准备,使用适当产品对待加工区进行处理;填补原子灰,并进行打磨和喷涂底漆;调色;按照给定的图案进行贴护、设计及喷涂;完成抛光操作。
重型车辆维修49重型车辆维修项目是指技术人员负责大型机械和工业设备维修保养的竞赛项目。
比赛中对选手的技能要求主要包括:具备组织和执行有关保养和维护决定,应用最合适的方法完成任务的能力;按照要求进行相应的精密测量、故障检查、相关组件和系统的保养维修工作;正确使用相关工具,在保养、维修过程中以书面形式清晰、准确地记录每项任务的技术资料。
货运代理51-D2货运代理项目是第44届世界技能大赛新增展示项目,要求选手熟练掌握货运代理业务流程,并在规定的期限和压力下完成客户获取、报价计算、运输管理、费用计算、海运操作、投诉处理和索赔处理等竞赛任务。
人力资源社会保障部关于确定第42届世界技能大赛中国技术指导专家技术翻译和教练名单的通知

附件第42届世界技能大赛中国技术指导专家技术翻译和教练名单一、第42届世界技能大赛中国技术指导专家(一)焊接项目张友权(组长)中国工程建设焊接协会高级工程师段斌中冶建筑研究总院有限公司高级工程师陈小艺中国石油天然气第一建设公司高级技师周树春中国十九冶职教中心高级技师(二)建筑金属加工项目马德志(组长)中冶建筑研究总院有限公司高级工程师曹红霞大庆工程建设公司培训中心焊接中心高级工程师韩永安中冶建筑研究总院有限公司高级工程师许立新上海宝冶集团有限公司钢结构分公司副总经理刘定律中国十九冶高级技工学校高级技师(三)印刷媒体技术赵蕊(组长)海德堡深圳印刷媒体技术中心经理左致宇海德堡深圳印刷媒体技术中心高级讲师韦灵武海德堡深圳印刷媒体技术中心印前技术指导(四)糖果/糕点制作项目曹继桐(组长)北京吉诺高食品技术推广中心有限公司1经理成圳王森西点西餐咖啡学院技师姜川上海亿成食品技术总监(五)飞机维修项目徐朝梁(组长)中航工业直升机设计研究所副总设计师黄长庚中航工业昌河飞机工业(集团)有限责任公司副总工艺师阎德喜中航工业哈尔滨飞机工业(集团)有限责任公司工程师(六)制造团队挑战赛项目周春雷(组长)中航工业空空导弹研究院高级工程师袁名伟天津职业技术师范大学副教授刘学文中航工业洛阳电光设备研究所高级工程师吴利民中航工业无线电电子研究所高级工程师(七)CAD机械设计项目杨伟群(组长)北京航空航天大学副教授黄惠廉广东省轻工职业学校教师赵德勤广州市工贸技师学院机电系副主任(八)车身修理项目叶建华(组长)上海交运汽车修理职业技能培训中心高级技师康健卡尔拉得公司中国区项目经理2沈伟忠上海森那美汽车销售服务有限公司技师(九)汽车喷漆项目张小鹏(组长)庞贝捷漆油贸易(上海)有限公司培训总监陈浩庞贝捷漆油贸易(上海)有限公司项目经理袁强庞贝捷漆油贸易(上海)有限公司培训主任(十)网站设计项目穆斌(组长)同济大学软件学院教授陈立准广州市工贸技师学院网站开发与维护专业教师丁浩上海乐惠信息科技有限公司工程师秦勤上海金仕达多媒体有限公司工程师赵俊卿上海信息技术学校计算机系教师(十一)汽车技术项目郭七一(组长)长安汽车动力研究所总工程师朱军中国汽车工业协会技术服务专委会技术总监蒋金波北京祥龙博瑞汽车服务(集团)有限公司高级工程师袁雷杭州技师学院高级技师(十二)模具制造项目宋小春(组长)华南理工大学机械与汽车工程学院副教授陈言秋北京航空航天大学副教授王朝誉深圳梦工场精密模具有限公司总经理3谢力志上海-深圳润品教仪开发中心董事长王永信西安交通大学快速制造研究中心(十三)制冷与空调项目高华增(组长)广州市工贸技师学院高级讲师赵先美广东技术师范学院教授周子成广东省制冷学会技术咨询委员会副主任、教授刘文利广东省机械技师学院高级讲师(十四)电气装置项目雷云涛(组长)天津职业技术师范大学工程实训中心教授张春芝北京工业职业技术学院副教授狄建雄南京工业职业技术学院能源学院院长、教授刘进峰江苏省盐城技师学院教务教研处处长、教授仲葆文上海电机学院高级工程师(十五)数控车项目宋放之(组长)北京航空航天大学高级工程师徐国胜天津职业技术师范大学高级工程师王小芳河南平光机械厂高级工程师杜海清浙江工业职业技术学院高级讲师(十六)数控铣项目鲁宏勋(组长)中航工业空空导弹研究院高级工程师、高级技师徐国权江苏省盐城技师学院高级讲师4朱永亮北京市工业技师学院高级讲师卓良福深圳市宝安职业技术学校高级技师(十七)砌筑项目王旭(组长)南京高等职业技术学校土木工程系主任、副教授杨正民南京高等职业技术学校副校长(十八)信息网络布线项目卢勤(组长)天津电子信息职业技术学院教授王公儒西安开元电子实业有限公司董事长、高级工程师尹岗福禄克网络公司(上海)高级工程师于一民天津中德职业技术学院高级工程师(十九)机电一体化项目李全利(组长)天津职业技术师范大学教授黄伟明广东省自动化与信息技术转移中心高级工程师陈亚林南京工业职业技术学院副教授高海华费斯托(中国)有限公司工程师翟津天津市滨海新区塘沽中等专业学校高级讲师、高级技师(二十)移动机器人项目崔世钢(组长)天津职业技术师范大学教授田立国天津职业技术师范大学副教授5李吉功天津职业技术师范大学副教授郑桐天津职业技术师范大学高级实验师(二十一)美发项目吉正龙(组长)吉正龙发型形象设计培训学校校长何先泽重庆市形象艺术职业学校校长马志伟四川国际标榜职业技术学院高级技师(二十二)瓷砖贴面项目汪俊波(组长)烟建集团有限公司副总工程师张耀征烟台市住房和城乡建设局高级工程师杨毅风烟台市建筑科学技术研究所高级工程师于建友于建友国家级技能大师工作室负责人二、第42届世界技能大赛中国技术翻译(一)焊接项目吴素君北京航空航天大学材料科学与工程学院教授(二)建筑金属加工项目王景志国焊培(北京)技术服务有限公司(三)印刷媒体技术项目左致宇海德堡深圳印刷媒体技术中心高级讲师(四)糖果/糕点制作项目林泉北京食必客投资顾问中心顾问(五)飞机维修项目岳颖林中航工业昌河飞机工业(集团)有限责任公司6高级工程师(六)制造团队挑战赛项目张天光中航工业空空导弹研究院研究员(七)CAD机械设计项目宋洪侠大连理工大学机械工程学院副教授(八)车身修理项目俞俊上海市杨浦职业技术学校教师(九)汽车喷漆项目杨春红上海交通职业技术学院教师(十)网站设计项目赵俊卿上海信息技术学校讲师(十一)汽车技术项目韩建保北京理工大学机械与车辆学院教授(十二)模具制造项目刘庆昌爱义模具设计制造有限公司总经理(十三)制冷与空调项目林小越广州市工贸技师学院教师(十四)电气装置项目曾幸江苏省盐城技师学院讲师(十五)数控车项目袁万宏西门子(中国)有限公司高级工程师(十六)数控铣项目7朱琦德玛吉(中国)双螺杆制造公司工程师(十七)砌筑项目冯钧南京高等职业技术学校讲师(十八)信息网络布线项目李伟健藤仓(中国)有限公司工程师(十九)机电一体化项目黄伟明广东省自动化与信息技术转移中心主任(二十)移动机器人项目郭炽亚费斯托(中国)有限公司工程师(二十一)美发项目李秋玲广州市标榜发型美容职业培训学校教师(二十二)瓷砖贴面项目韩春磊烟建集团国际公司工程师三、第42届世界技能大赛教练(一)焊接项目周树春(组长)中国十九冶职教中心高级技师董留寨中国石油天然气第一建设公司高级技师任江五冶集团上海有限公司焊接技术分公司经理王启峰山东电力建设第二工程公司高级技师(二)建筑金属加工项目刘定律(组长)中国十九冶高级技工学校高级技师王阿鬲中国工程建设焊接协会副秘书长8(三)印刷媒体技术项目左致宇(组长)海德堡深圳印刷媒体技术中心高级讲师季寅海德堡深圳印刷媒体技术中心印刷技术指导韦灵武海德堡深圳印刷媒体技术中心印前技术指导刘铎海德堡深圳印刷媒体技术中心印前技术指导李树章上海泛彩图像设备有限公司Shoots软件技术专家(四)糖果/糕点制作项目曹继桐(组长)北京吉诺高食品技术推广中心有限公司经理贾振清北京金融街洲际酒店厨师长李芳芳北京吉诺高食品技术推广中心有限公司厨师长(五)飞机维修项目黄长庚(组长)中航工业昌河飞机工业(集团)有限责任公司副总工艺师宋永磊中航工业直升机设计研究所高级工程师李锦华中航工业昌河飞机工业(集团)有限责任公司高级工程师陈伟东中航工业昌河飞机工业(集团)有限责任公司高级工程师苗德健中航工业昌河飞机工业(集团)有限责任公司高级工程师(六)制造团队挑战赛项目9袁名伟(组长)天津职业技术师范大学副教授赵晓明中航工业空空导弹研究院高级技师陆云龙中航工业空空导弹研究院高级技师刘昌军中航工业空空导弹研究院高级技师王勇中航工业空空导弹研究院高级技师(七)CAD机械设计项目黄惠廉(组长)广东省轻工职业学校教师熊志勇华南理工大学设计学院副教授黄奕广州市工贸技师学院讲师温广云AUTODESK广州大区技术支持工程师(八)车身修理项目叶建华(组长)上海交运汽车修理职业技能培训中心高级技师王明辉上海市杨浦职业技术学校高级技师姒志裕上海市汽车修理有限公司技师花文兵卡尔拉德优胜汽车修复系统(北京)有限公司技师宣峰江苏省无锡汽车工程中等专业学校教师(九)汽车喷漆项目吴越(组长)上海交通职业技术学院教师曹胤刚上海交通职业技术学院教师吕志强西上海奥杰汽车销售服务有限公司汽车维修主管10陈志民庞贝捷漆油贸易(上海)有限公司华中区培训经理吴振境上海和业汽车配件有限公司总经理周越杭州佳丽汽车油漆有限公司技术总工(十)网站设计项目穆斌(组长)同济大学软件学院教授陈立准广州市工贸技师学院网站开发与维护专业教师丁浩上海乐惠信息科技有限公司工程师秦勤上海金仕达多媒体有限公司工程师赵俊卿上海信息技术学校计算机系教师陈昀深圳技师学院教师(十一)汽车技术项目郭七一(组长)长安汽车动力研究所总工程师李虎重庆长安汽车股份有限公司高级技师王兆海深圳职业技术学院汽车与交通学院汽车运用技术专业主任、副教授(十二)模具制造项目宋小春(组长)华南理工大学机械与汽车工程学院副教授李明广东省机械技师学院竞赛部部长李淑宝广东省机械技师学院高级讲师袁军深圳技师学院高级讲师徐新华宁波技师学院设计应用系系主任11(十三)制冷与空调项目高华增(组长)广州市工贸技师学院高级讲师李川广州市工贸技师学院高级技师刘爱初广州市机电技师学院高级技师(十四)电气装置项目雷云涛(组长)天津职业技术师范大学工程实训中心教授王春阳江苏省盐城技师学院电气工程系主任、高级实习指导教师李建军江苏省盐城技师学院高级技师孙怀荣江苏省盐城技师学院电气工程系教研科科长、高级技师张锦荣江苏省盐城技师学院维修电工技师(十五)数控车项目徐国胜(组长)天津职业技术师范大学高级工程师应跃浙江工业职业技术学院高级技师王展超北京工业技师学院高级技师滕超广州机电高级技工学校高级技师陈亚岗江苏省盐城技师学院高级技师(十六)数控铣项目鲁宏勋(组长)中航工业空空导弹研究院高级工程师、高级技师朱永亮北京市工业技师学院高级讲师12何跃北京市工业技师学院教师全春林北京市工业技师学院高级技师孟庆东佛山市南海技师学院副系主任程振宇南京技师学院高级技师马玉良广东省机械高级技工学校高级技师邵树峰浙江工业职业技术学院技师(十七)砌筑项目冯庭福(组长)南京高等职业技术学校培训部高级技师王旭南京高等职业技术学校土木工程系主任、副教授陈志广南京高等职业技术学校培训部主任(十八)信息网络布线项目于一民(组长)天津中德职业技术学院高级工程师王启蒙天津市电子信息高级技术学校高级教师李金旺天津市电子信息高级技术学校高级实习教师(十九)机电一体化项目翟津(组长)天津市滨海新区塘沽中等专业学校高级讲师、高级技师伍思洪广州市机电技师学院一级实习指导教师严惠江苏信息职业技术学院讲师徐伟天津职业技术师范大学附属高级技校二级实习指导教师魏海翔广东省中山市技师学院高级工程师13刘思远苏州高等职业技术学校助教(二十)移动机器人项目郑桐(组长)天津职业技术师范大学高级实验师陈志亮天津职业技术师范大学实验师王永亮天津职业技术师范大学实验师(二十一)美发项目何先泽(组长)重庆市形象艺术职业学校校长何满满重庆市塑美造型技术总监徐勇重庆市何先泽形象艺术职业学校教育总监(二十二)瓷砖贴面项目于建友(组长)于建友国家级技能大师工作室负责人张守生烟台市新空间装饰有限公司经理14。
谁能决胜于世界技能舞台——第41届世界技能大赛六大赛项技术点评

OCCUPATION2012 0212特别策划S PECIAL COVERAGE在第41届世界技能大赛上,我国6名选手分别参加了数控车、数控铣、CAD机械设计、美发、网站设计、焊接6个项目的比赛,取得了良好成绩,参赛选手总平均分(524分)在51个参赛代表队中排名第二,仅次于排名第一的韩国(526分,其参加了46个项目)。
在这个世界技能舞台上,决胜靠什么?中国队的指导专家和集训教练对我国参赛的6个赛项进行了精彩的技术点评,还原给你一个真实的技能大赛。
谁能决胜于世界技能舞台?——第41届世界技能大赛六大赛项技术点评数控车项目:没有最精确,只有更精确我们数控车选手的特点是反应速度很快,动作频率很快,识图能力、编程能力都很强,机床操作非常熟练。
虽然首次参赛就获得了优良的成绩,但是也让我们看到了与世界强国的差距以及自身存在的问题。
训练水平有差距我国选手平时训练水平还不符合世界高水平比赛的要求。
我国选手的名次为第8名,排在前面的日本、韩国、泰国的选手得分为97、96、95,这就意味着在激烈的竞赛环境下,4个工件上总共120多个尺寸精度、位置精度、粗糙度的要求,他们只丢了2~3个尺寸要求。
可以看出他们平时训练的准确率应该接近100%,而我们的选手只能在90%左右。
再加上竞赛中环境和心理状态的变化,会使得这种准确率再打折扣。
因此,在今后的训练中一定要把质量放在第一位。
工件的难度系数再高,如果没有质量的保证就等于没有完成。
希望今后国内的竞赛、鉴定、培训和教学都能坚持质量第一的原则,一定要克服浮躁心理,踏实做事,精益求精,树立和培养质量意识。
不可小视的工具箱本次数控项目的竞赛实际上是一次装备的竞赛。
以国内大赛水平来衡量,我们训练中用的装备已经属于顶级设备了,但是到达赛场才知道,我们与一些国家相比还是存在差距的。
曾经有个故事:在清朝时期,日本海军军官参观北洋水师时,用白手套在军舰的栏杆上擦了一把,发现手套上沾了些油污,那个军官就对自己的兵说“这场战争我们会赢”。
世界技能大赛数控车项目

基础技能培训: 包括机械制图、 材料力学、数控 编程等基础知识 的学习。
专业技能培训:针 对世界技能大赛数 控车项目进行的专 业技能培训,包括 车削加工技术、数 控机床操作、工件 加工精度控制等方 面的训练。
心理素质培训: 培养选手在比赛 过程中保持冷静、 自信,具备应对 压力和挫折的能 力。
团队协作能力培 训:培养选手在 团队中发挥协作 精神,提高团队 整体竞争力。
竞赛成果:为数 控车行业的发展 提供了有力支持
世界技能大赛数控 车项目技术要求
熟练掌握数控编程技术,能够 根据图纸要求进行编程。
熟悉数控车床的操作系统,能 够熟练操作数控车床。
掌握刀具的选用、安装、调整 及刀具补偿的设定。
具备加工工艺分析能力,能够 根据加工要求制定合理的加工 工艺。
掌握数控编程的基本原理和概念 熟悉常用的数控编程语言和指令 能够根据加工需求进行合理的工艺安排和程序优化 具备对复杂零件进行数控编程的能力,并能够进行加工过程的模拟与优化
添加项标题
参赛选手需要具备高超的数控车削技能,包括机械制图、材料 加工、刀具选择、切削参数优化等方面的知识和技能。
添加项标题
世界技能大赛数控车项目不仅要求选手具备全面的技能,还需 要在比赛中展现出良好的团队合作精神和职业道德。
添加项标题
通过参与世界技能大赛数控车项目,各国选手可以互相学习、 交流和切磋技艺,共同推动数控车削技术的发展和创新。
起源:20世纪40年 代,为提高工业生 产效率而诞生
发展:从机械加工 领域逐渐扩展到数 控加工领域
现状:成为世界技 能大赛的重要项目 之一,技术水平要 求高
未来:随着工业4.0 和智能制造的发展 ,数控车项目将更 加重要
参赛国家数量: 超过50个
世界技能大赛数控车项目

•2)切槽粗加工参数设置
•3)镗孔粗加工参数设置
•4)端面槽粗加工参数设置
•5)镗孔精加工参数设置
•6)外圆精加工参数设置
•7)切槽精加工参数设置
•8)端面槽精加工参数设置
•3.Mastercam技巧设置
•1)快捷键功能设置
•2)右键功能设置
•3)切削参数设置
•端面槽车刀及刀片
•2.铝件加工:车刀及刀片选用
•切槽粗车刀及刀片
•切槽精车刀及刀片
•(二)量具清单
•各类常用工量具(三丰量具 )
•千分尺(0-25、25-50、50-75、75-100)
•大盘头公法线 •千分尺(0-25) •公法线千分尺(0-25、25-50、50-75
)
•叶片千分尺(25-50、50-75) •花键千分尺(25-50、50-75)
•内测千分尺(5-30、25-50) •深度千分尺(0-25)
•壁厚千分尺(0-25)
•数显游标卡尺 •卡尺型千分尺(0-25)
•数显深度尺
•三点内径千分尺
•(三)辅具清单
•软爪(钢、铝)
•软爪修正器
•德国间隙片(Prazisionsfolier)
•SATA 42318 30mm
•BOSCH GDS14.4V-L1
4、最高分与最低分差值必须小于3分 。分差大于3分时:最低者说明原因,重 新打分
专家的分组方式: 由首席专家和副首席专 家指定
•二、工具篇
• 选手工具箱(刀具、量具、辅助工具)
•上 海 天 钢 工 具 车
•(一)刀具清单
•1.钢件加工:车刀及刀片选用
•外圆粗车刀及刀片
•外圆精车刀及刀片
世界技能大赛数控车项目(PPT52页)

切槽粗车刀及刀片
切槽精车刀及刀片
1.钢件加工:车刀及刀片选用 外圆端面车刀及刀片
球头刀及刀片
1.钢件加工:车刀及刀片选用
镗孔车刀及刀片
端面槽刀及刀片
2.铝件加工:车刀及刀片选用
外圆粗车刀及刀片
外圆精车刀及刀片
2.铝件加工:车刀及刀片选用
镗孔精车刀及刀片
端面槽车刀及刀片
2.铝件加工:车刀及刀片选用
3)镗孔粗加工参数设置
4)端面槽粗加工参数设置
5)镗孔精加工参数设置
6)外圆精加工参数设置
7)切槽精加工参数设置
8)端面槽精加工参数设置
3.Mastercam技巧设置
1)快捷键功能设置
2)右键功能设置
3)切削参数设置
操作管理导航器→文件→默认操作→编辑
1、客观评分 - A, B, C 和 E 2、三坐标测量机、粗糙度检测仪完成客观评分要素的检测 3、检测由专业检测员进行,三位专家在场监督、记录与复检
8.主观评分要求
1、主观评分-D 2、专家们将分为三个工作组进行主观 评分
3、每组5位专家:对每一评分点逐一 打分,最高10分、最低1分,去除最高分 和最低分(同一会员专家不参与自己选 手的打分,但可以观看)
切槽粗车刀及刀片
切槽精车刀及刀片
(二)量具清单
各类常用工量具(三丰量具)
千分尺(0-25、25-50、50-75、75-100)
大盘头公法线 千分尺(0-25) 公法线千分尺(0-25、25-50、50-75
)
24
叶片千分尺(25-50、50-75) 花键千分尺(25-50、50-75)
25
重力表座及百分表
磁力表座及杠杆百分表
世界技能大赛集训选手选拔技术规则
2016年中国技能大赛—第44届世界技能大赛数控车项目广东省选拔赛技术工作文件1.数控车竞赛项目技术描述1.1数控车加工竞赛是指使用数控车床对金属零件进行的加工技能竞赛,其中也包括用常用的手动工具配合完成的相关工作。
参赛选手需要根据技术图纸进行数控编程、刀具选择、安装刀具、设定刀偏等工作,去加工含有IT6级精度和大于IT6级精度的回转体工件。
数控车竞赛项目允许在机床数控系统上直接编写程序,也可以利用CAM软件来进行自动编程。
1.2竞赛能力要求1.2.1参赛选手必须熟练掌握机械制图的相关知识;1.2.2参赛选手必须熟练掌握相关数控车床编程指令和操作技能;1.2.3参赛选手必须熟练掌握数控车削刀具选择、安装、调试和使用的操作技能;1.2.4参赛选手必须熟练掌握常用手工量具的操作技能。
1.2.5 参赛选手必须熟练掌握计算机辅助制造软件中数控车削自动编程的操作技能;1.2.6参赛选手必须掌握数控车工相关的基础理论知识。
必须具备基础理论知识的应用能力。
1.2.7参赛选手必须了解中国国家标准中机械加工的精度等级、尺寸公差、形位公差、尺寸链计算等相关知识;1.2.8参赛选手必须遵守选拔赛制定的安全防护条例和相关环境保护要求;2.数控车项目竞赛范围及要求数控车竞赛是在普通数控车床上利用三爪夹盘和相应的车削刀具,使用计算机自动编程软件或手工编程方法,在规定的时间内按照图纸要求完成零件的外圆、内孔、沟槽、内外螺纹等基本加工要素的实际操作竞赛。
在世界技能大赛全省选拔赛中,理论知识以及软件操作不单独列为考核项目。
只进行实操考试。
本次全省选拔赛考核2个模块。
模块1的材料为硬铝合金,模块2、模块3的材料为中碳钢,模块2和模块3有配合要求。
竞赛分三天进行。
每位选手每天完成1个模块的加工任务。
模块1配分34分,模块2模块3合计配分66分,合计总分为100分。
3.参赛选手要求3.1选手年龄 1995年1月1日以后出生的人员;3.2技能水平具备数控车工中级或以上职业资格技能水平;3.2选手要求思想品德优秀,遵守纪律,身心健康;4.裁判员要求4.1裁判长由数控车项目技术牵头人担任;4.2裁判员来源于各参赛队,承担选拔赛裁判工作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(三)辅具清单
软爪(钢、铝)
软爪修正器
德国间隙片(Prazisionsfolier)
SATA 42318 30mm
BOSCH GDS14.4V-L1
重力表座及百分表
磁力表座及杠杆百分表
便携式粗糙度仪
高度尺
陶 瓷 块 规
三、加工篇
1.刀具参数设置
外圆刀
球头刀 端面槽刀 镗孔刀 切槽刀
1)外圆刀各参数
镗孔车刀及刀片
端面槽刀及刀片
2.铝件加工:车刀及刀片选用
外圆粗车刀及刀片
外圆精车刀及刀片
2.铝件加工:车刀及刀片选用
镗孔精车刀及刀片
端面槽车刀及刀片
2.铝件加工:车具清单
各类常用工量具(三丰量具)
千分尺(0-25、25-50、50-75、75-100)
世界技能大赛数控车工项目
一、规则篇
1.加工图纸
2.评分标准
2.评分标准
3.毛坯用料
考核分两个模块,具体技术要求如下:
第一模块为单件,材料为硬铝合金。第二模块为单件,材料为中 碳钢。毛坯规格型号如表所示。
4.加工要素
5.公差等级要求
6.加工不包含要素
7.客观评分要求
1、客观评分 - A, B, C 和 E 2、三坐标测量机、粗糙度检测仪完成客观评分要素的检测 3、检测由专业检测员进行,三位专家在场监督、记录与复检
8.主观评分要求
1、主观评分-D 2、专家们将分为三个工作组进行主观 评分
3、每组5位专家:对每一评分点逐一 打分,最高10分、最低1分,去除最高分 和最低分(同一会员专家不参与自己选 手的打分,但可以观看)
4、最高分与最低分差值必须小于3分。 分差大于3分时:最低者说明原因,重新 打分
专家的分组方式: 由首席专家和副首席专 家指定
2)球头刀参数设置
3)断面槽刀参数设置
4)镗孔刀参数设置
5)切槽刀参数设置
2.切削加工参数设置
1)外圆粗加工参数设置
2)切槽粗加工参数设置
3)镗孔粗加工参数设置
4)端面槽粗加工参数设置
5)镗孔精加工参数设置
6)外圆精加工参数设置
7)切槽精加工参数设置
8)端面槽精加工参数设置
3.Mastercam技巧设置
大盘头公法线 千分尺(0-25) 公法线千分尺(0-25、25-50、50-75
)
叶片千分尺(25-50、50-75) 花键千分尺(25-50、50-75)
内测千分尺(5-30、25-50)
深度千分尺(0-25)
壁厚千分尺(0-25)
数显游标卡尺 卡尺型千分尺(0-25)
数显深度尺
三点内径千分尺
1)快捷键功能设置
2)右键功能设置
3)切削参数设置
操作管理导航器→文件→默认操作→编辑
二、工具篇
• 选手工具箱(刀具、量具、辅助工具)
上 海 天 钢 工 具 车
(一)刀具清单
1.钢件加工:车刀及刀片选用
外圆粗车刀及刀片
外圆精车刀及刀片
台湾益诠
1.钢件加工:车刀及刀片选用
切槽粗车刀及刀片
切槽精车刀及刀片
1.钢件加工:车刀及刀片选用 外圆端面车刀及刀片
球头刀及刀片
1.钢件加工:车刀及刀片选用