海虹油漆47550
海虹油漆说明书
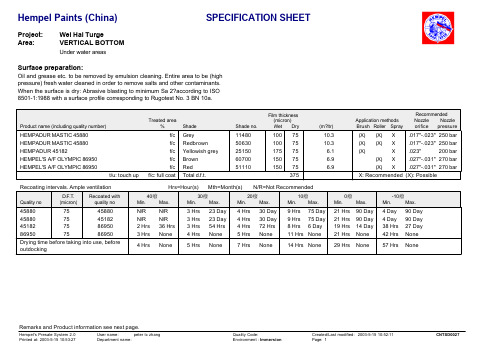
Area:VERTICAL BOTTOMUnder water areasSurface preparation:Oil and grease etc. to be removed by emulsion cleaning. Entire area to be (high pressure) fresh water cleaned in order to remove salts and other contaminants. When the surface is dry: Abrasive blasting to minimum Sa 2?according to ISO 8501-1:1988 with a surface profile corresponding to Rugotest No. 3 BN 10a.Area:EXPOSED STEEL DECKSAnti-skip sandSurface preparation:Oil and grease etc. to be removed by emulsion cleaning. Entire area to be (high pressure) fresh water cleaned in order to remove salts and other contaminants. When the surface is dry: Abrasive blasting to minimum Sa 2?according to ISO 8501-1:1988 with a surface profile corresponding to Rugotest No. 3 BN 10a.Area:AREATYPE NOT SPECIFIEDThe areas where to be applied with 1513 such as bilge tanks etc. Surface preparation:Oil and grease etc. to be removed by emulsion cleaning. Entire area to be (high pressure) fresh water cleaned in order to remove salts and other contaminants. Rusty and damaged areas to be mechanical cleaned to St 3 according to ISO 8501-1:1988.Area:AREATYPE NOT SPECIFIEDE/R floor5214 can only be over coated with 4588 while the paint film still tacky. Otherwise, proper sand paper on entire surface toensure adhesion prior to application.Surface preparation:Oil and grease etc. to be removed by emulsion cleaning. Entire area to be (highpressure) fresh water cleaned in order to remove salts and other contaminants.Rusty and damaged areas to be mechanical cleaned to St 3 according to ISO8501-1:1988.Area:BALLAST TANKSSurface preparation:Oil and grease etc. to be removed by emulsion cleaning. Entire area to be (high pressure) fresh water cleaned in order to remove salts and other contaminants. Rusty and damaged areas to be mechanical cleaned to St 3 according to ISO 8501-1:1988.Hempel Paints (China)SPECIFICATION SHEETProject: Area:Wei Hai TurgeFRESH WATER TANKSSurface preparation:Oil and grease etc. to be removed by emulsion cleaning. Entire area to be (high pressure) fresh water cleaned in order to remove salts and other contaminants. When the surface is dry: Abrasive blasting to minimum Sa 2?according to ISO 8501-1:1988 with a surface profile corresponding to Rugotest No. 3 BN 11.Hempel Paints (China)Wei Hai TurgeProject:。
海虹油漆51440

Issued:
Page: 1 / 2
老人牌环氧厚浆漆47550
表面处理:
新钢材:本品用作中间漆或面漆时,请参阅预涂了硅酸锌底漆或环氧底漆的相关说明书;用作底漆
时,请参阅相关要求。
涂有硅酸锌底漆或喷金属表面:用合适的清洁剂清除油脂等,用高压淡水清除掉盐分和其他污染物.
必须用高压淡水进行清理掉锌盐(白锈),必要时可用硬尼龙刷擦洗。建议喷金属表面应尽快重涂
厚度/稀释:
根据使用目的和区域可以调整漆膜厚度,这将改变涂布率,干燥时间和重涂间隔。 干膜厚度正常
范围为125-200微米。应避免过厚的膜厚。
重涂间隔:
最大重涂间隔应参考涂层配套在使用期间表面所经受的定期浸泡、严重凝露及温度骤变、化学品影
响或磨损等实际情况,其它情况下对于老人牌环氧产品没有最大重涂间隔。如果超过了最大的重涂
-22℃间可获得最佳施工性能。在温暖气候的地方,油漆应当存放在阴凉的地方,油漆最好低于 30℃
下保存。在狭窄空间施工和干燥期间必须大量通风。
预涂油漆:
无,或按规定预涂。
加涂油漆:
无,或按规定预涂。
备注:
耐候性/使用温度:
作为环氧涂料,本品在室外暴露容易粉化。温度升高时,更易对机械损伤和化学作用敏感。
以避免表面污染。
混凝土:用乳化剂清洗润滑剂和其他可能的污染物,再用高压淡水冲洗。最好用喷砂处理掉浮渣层
海虹油漆说明书(模板)
海虹油漆说明书海虹油漆说明书篇一:海虹油漆色卡大全 RA L色号大全RAL1000 R AL1001 RA L1002RAL1003 R AL1004 RA L1005RAL1006 R AL1007 RA L1011RAL1012 R AL1013 RA L1014RAL1015 R AL1016 RA L1017RAL1018 R AL1019 RA L1020RAL1021 R AL1023 RA L1024RAL1027 R AL1028 RA L1032RAL1033 R AL1034 RA L1037RAL201X R AL201X RA L201XRAL201X R AL201X RA L201XRAL201X R AL3000 RA L3007RAL3015 R AL3027 RA L4001RAL4007 R AL5000 RA L5007RAL5013 R AL5020 RA L6000RAL6006 R AL6012 RA L6018RAL6024 R AL6032 RA L7000RAL7006 R AL7013 RA L7024RAL7034 R AL7040 RA L7047RAL8000 R AL8008 RA L8017RAL8028 R AL9001 RA L9007RAL1035 R AL4012 RA L8029RAL3024 R AL3149 RA L1199RAL201X R AL3001 RA L3009RAL3016 R AL3028 RA L4002RAL4008 R AL5001 RA L5008RAL5014 R AL5021 RA L6001RAL6007 R AL6013 RA L6019RAL6025 R AL6033 RA L7001RAL7008 R AL7015 RA L7026RAL7035 R AL7042 RA L8001RAL8011 R AL8019 RA L9002RAL9010 R AL1036 RA L5025RAL9022 R AL3026 RA L6188RAL5163 R AL201X RA L3002RAL3011 R AL3017 RA L3031RAL4003 R AL4009 RA L5002RAL5009 R AL5015 RA L5022RAL6002 R AL6008 RA L6014RAL6020 R AL6026 RA L6034RAL7002 R AL7009 RA L7016RAL7030 R AL7036 RA L7043RAL8002 R AL8012 RA L8022RAL9003 R AL9011 RA L201XRAL5026 R AL9023 RA L6038RAL4171 R AL5177 RA L3003RAL3012 R AL3018 RA L4004RAL4010 R AL5003 RA L5010RAL5017 R AL5023 RA L6003RAL6009 R AL6015 RA L6020RAL6027 R AL6037 RA L7003RAL7010 R AL7021 RA L7031RAL7037 R AL7044 RA L8003RAL8014 R AL8023 RA L9004RAL9016 R AL3032 RA L6035RAL1026 R AL3142 RA L4150RAL5198 R AL3004 RA L3013RAL3020 R AL4005 RA L5004RAL5011 R AL5018 RA L5024RAL6004 R AL6010 RA L6016RAL6021 R AL6028 RA L7004RAL7011 R AL7022 RA L7032RAL7038 R AL7045 RA L8004RAL8015 R AL8024 RA L9005RAL9017 R AL3033 RA L6036RAL201X R AL3138 RA L4199RAL2182 R AL3005 RA L3014RAL3022 R AL4006 RA L5005RAL5012 R AL5019 RA L6005RAL6011 R AL6017 RA L6022RAL6029 R AL7005 RA L7012RAL7023 R AL7033 RA L7039RAL7046 R AL8007 RA L8016RAL8025 R AL9006 RA L9018RAL4011 R AL7048 RA L201XRAL3179 R AL1188 RA L6179篇二:海虹油漆培训课程H EMP EL老人牌Htpen Tr ain ing公开培训课程M dul e Ⅰ 第一册201X目录前言………………………………………………………………………………………………..4 1.HE MPE L老人牌的过去和现在………………………………………………………... 略 2.油漆史…………………………………………………………………………………………略2.1历史性的发展………………………………………………………………………………略2.2现代油漆的使用……………………………………………………………………………略2.3 HE MPE L油漆…………………………………………………………………………..……略 3.什么是油漆?………………………………………………………………………………….5 3.1 粘合剂……………………………………………………………………………………….5 3.2溶剂………………………………………………………………………………………….53.3颜料………………………………………………………………………………………….5 3.4 填充剂……………………………………………………………………………………….5 3.5添加剂……………………………………………………………………………………….54.油漆的生产…………………………………………………………………………………….84.1生产的目的………………………………………………………………………………….8 4.2 4.34.4 4.5 预混合……………………………………………………………………………………….8 分散机/研磨机………………………………………………………………………………9 最后混合(配漆)………………………………………………………………………….9 质量控制和质量保证……………………………………………………………………….9 5.油漆的分类…………………………………………………………………………………….145.1物理干燥型油漆……………………………………………………………………………15 5.2 化学固化型油漆……………………………………………………………………………18 6.HE MPE L老人牌油漆的分类………………………………………………………………..25 6.1产品编号……………………………………………………………………………………256.2颜色编号……………………………………………………………………………………26 6.3 H EMP EL产品名称………………………………………………………………………….26 7.表面处理………………………………………………………………………………………30 7.1杂质…………………………………………………………………………………………307.2清洁过程……………………………………………………………………………………30 7.3 表面轮廓……………………………………………………………………………………31 8.油漆施工………………………………………………………………………………………35 8.1计划和后勤…………………………………………………………………………………358.2工作条件……………………………………………………………………………………35 8.3 小气候………………………………………………………………………………………35 8.4施工方法……………………………………………………………………..……………..358.5施工工艺………………………………………………………………………………..…..36 8.6 重涂间隔…………………………………………………………………………..………..36 . 9.下一册内容……………………………………………………………………………..……..39 9.1 基础培训………………………………………………………………………………..…..39 9.2技巧培训………………………………………………………………………………..…..399.3高级培训/发展………………………………………………………………………..…….39前言“H EMP EL老人牌基础”第一册是第四次修改版本。
海虹油漆15130
老人牌环氧漆15130基料:15139固化剂:95140概 述:老人牌环氧漆15130是一种双组分聚酰胺固化煤焦环氧涂料,漆膜耐磨,耐海水、矿物油等性能良好。
本品不耐多数溶剂,脂肪族溶剂会使漆膜变色。
用 途:可自作底漆,用作严重腐蚀环境下钢板和混凝土的长效保护涂料,作为原油和燃油储罐的内衬可提供优良的保护。
如果暴露于酸性的或温差较大的环境,建议采用老人牌环氧漆15100。
如在-10℃至10℃温度范围的低温使用,建议采用老人牌环氧低温漆15030。
使用温度:干燥:压载舱水中:其他水中:其它液体中:最大耐温90℃(见备注)耐正常海水温度(避免长期浸泡于负温差中) 45℃(无温差)请与海虹老人牌(中国)有限公司联系。
认 证:被”劳氏船级社”、美国船舶局、法国船级社和俄罗斯船舶登记局认可为抗腐蚀涂料。
经英国”纽卡斯尔职业健康协会”测定对谷物无污染。
经挪威海事技术研究院试验,被列为最高类别,B1级。
经德国劳氏船级社认可为压载舱涂料。
物理参数:颜色/色号:黑色/19990 棕色/60430漆 面:半光 半光体积固体含量:70±1 ﹪ 70±1 ﹪理论涂布率: 5.6米2/升(以125微米干膜计) 5.6米2/升(以125微米干膜计)闪 点:25℃ 25℃比 重: 1.3公斤/升 1.3公斤/升表 干:约6小时(20℃) 约5小时(20℃)指 触 干:7-8小时(20℃) 6-7小时(20℃)完全固化:7天(20℃) 7天(20℃)挥发性有机化合物含量(V.O.C):295克/升 300克/升保存期:生产之日起1年(25℃),视储存条件而定。
使用前需机械搅拌。
施工说明:混合比例:基料15139:固化剂95140 = 4:1(体积比)施工方法:无空气喷涂 刷涂(修补)稀 释 剂:08450 08450(最大,体积) (5﹪)(5﹪)混合使用时间:2小时(20℃) 6小时(20℃)喷 孔:0.58毫米喷出压力:20.0兆帕(无空气喷涂资料仅供参考,实用时可以调整。
海虹老人牌涂料的编号

China
油漆知识
• 海虹-老人牌油漆色号的识别:
–第一至第四个号码
• 0 • 1 0000 1000 1001 1999 2001 3001 4001 5001 6001 7001 8001 9001
– 1998
• • • • • • • •
2 3 4 5 6 7 8 9
– – – – – – – –
油漆知识
• 海虹-老人牌油牌号的识别
–第一个号码 (油漆的功能)
• • • • • • • • • • 0 1 2 3 4 5 6 7 8 9 清漆, 稀释剂 钢材/其它金属基体的底漆 非金属基体的底漆 浆状产品, 高固含量材料(填充剂,封闭漆,色浆) 中间漆, 厚浆漆(底漆 / 面漆) 瓷漆, 面漆 工业产品 防污漆 按照客户配套生产/当地生产的产品 各种产品:固化剂, 清洁剂, 木材防腐剂, 脱漆剂等 不是直接组成油漆配套的部分.
–举例 HEMPATEX 5643 0 / 3711 0
China
油漆知识
• 海虹-老人牌油漆色号的识别
–第五个号码 (代表含铅的油漆/含铅颜料)
无铅 含铅 – “0” 或 “1” – “6”
–举例 HEMPATHANE TOPCOAT 5510 0 / 3007 0
China
China
油漆知识
• 海虹-老人牌油漆牌号的识别
–第三,四个号码 产品系列号
–第五个号码
标准的公式号
China
油漆知识
• 海虹-老人牌油漆牌号的识别
–举例 • HEMPADUR ZINC 1536 0 / 1983 0
China
油漆知识
• 海虹-老人牌油漆牌号的识别
–举例 • HEMPADUR ZINC 1736 0 / 1983 0
45880-45881 海虹老人牌油漆
老人牌环氧厚浆漆45880/45881高温漆45881: 基料:45889 固化剂:95881低温至中温漆45880: 基料:45889 固化剂:95880概 述:老人牌环氧厚浆漆45880/45881是一种双组份聚酰胺加成物固化的高固体份环氧厚浆涂料,其漆膜坚韧,具有良好的润湿性,可低温固化。
用 途:可自作底漆用于表面容忍性涂层配套,也可在要求低VOC的重防腐涂料配套中作中间漆和/或面漆之用。
根据规格书要求作修补用多用途涂料,用于压载舱和水下船壳以及上述情况下的新钢材等需要极少数产品而非更多使用专用产品的场合。
可指定用于需要延长重涂间隔以加涂聚氨酯面漆的场合(常称为过渡涂层)。
可直接涂在已固化的硅酸锌底漆(GALVOSIL 产品)或金属喷涂表面以减少起泡。
如果环氧涂料用于室外环境下的外观可以接受,则本品也可作为面漆使用。
使用温度:干燥条件下,最高使用温度:120℃认 证:经英国“纽卡斯尔职业健康协会”检测,本品对谷物无害。
符合美国联邦条例第175.300部分关于在内部表面积大于1000米2的空间内运载干食物的的规定。
老人牌环氧厚浆漆45881符合Aramco规定中的第APCS 1,APCS 12,APCS 26和26T条。
根据英国BS 476 Part7:1997(耐火试验)标准,本品归属一级材料。
由丹麦、法国、西班牙、新加坡、马来西亚和印度尼西亚的相关部门根据国际海事组织IMO resolution MSC 61(67)批准老人牌环氧厚浆漆45880为“低火焰传播材料”。
本品获得丹麦、法国、西班牙、新加坡、马来西亚和印度尼西亚的EC型检测认证。
符合EU Directive 2004/42/EC,j子类别(见下页“备注”)。
物理参数:产品号:4588045881颜色/色号:灰色/12170* 灰色/12170*漆 面:半光 半光体积固体含量:77±1 ﹪ 77±1 ﹪理论涂布率: 3.9米2/升(以200微米干膜厚计) 3.9米2/升(以200微米干膜厚计)闪 点:35℃ 35℃比 重: 1.4公斤/升 1.4公斤/升指 触 干:约4小时(20℃) 约3小时(30℃)完全固化:7天(20℃) 5天(30℃)220克/升 220克/升挥发性有机化合物含量(V.O.C):*根据颜色分类列表,可提供其它颜色(包括云母氧化铁色,色号12430)。
涂料排名

1 Akzo Nobel 阿克苏诺贝尔荷兰69.74 木器、工业、船舶涂料和汽车修补漆2 Henkel 汉高德国62.36 粘合剂和密封胶3 ICI Group 卜内门英国58.17 涂料油漆和粘合剂4 Sherwin-Williams 宣威-威廉姆斯美国57.28 建筑、木器涂料、汽车、船舶涂料5 PPG Industries PPG 美国55.66 建筑装饰漆、汽车修补漆和船舶涂料和包装涂料6 DuPont 杜邦美国37.80 粉末涂料、汽车涂料系统7 BASF Coatings 巴斯夫德国27.14 汽车涂料系统和工业涂料8 Valspar 威士伯美国27.13 建筑装饰漆、包装涂料和工业涂料9 RPM 立宾美国22.15 民用和工业涂料10 SigmaKalon 士玛卡龙荷兰22.15 建筑、船舶漆和防腐、工业涂料11 3M 3M 美国20.00 粘合剂和密封胶12 Nippon Paint 立邦漆日本19.00 建筑涂料、木器漆和汽车、防腐涂料13 Kansai Paint 关西涂料日本17.75 汽车涂料、防腐工业涂料14 H.B.Fuller 富乐美国15.12 涂料和粘合剂15 Sika 西卡瑞士12.90 粘合剂、密封胶和化学建材16 Masco 马斯柯美国12.64 建筑、木器涂料和卷材涂料17 COMEX \ 墨西哥12.20 涂料全系列产品包括工业涂料配方18 Rohm and Haas 罗门哈斯美国11.58 粉末涂料、汽车涂料和粘合剂19 Jotun 佐敦挪威10.42 装饰漆、船舶涂料和粉末涂料20 Benjamin Moore 本杰明•摩尔美国10.00 建筑涂料和木器涂料21 AB. Wilh. Becker 瓦尔西•贝克瑞典9.850 木器漆和粉末涂料22 DAW 卡谱乐尔德国9.527 醇酸涂料和丙烯酸涂料23 Hempel 老人丹麦8.144 船舶游艇涂料、防护涂料和容器涂料24 Asian Paints 亚洲涂料印度7.7454 建筑、装饰、工业涂料25 Dai Nippon Toryo 大日本涂料日本6.000 重防腐涂料和汽车涂料26 Tikkurila 迪古里拉芬兰5.6976 装饰和工业用涂料27 Brillux 巴厘岛化学德国5.300 装饰涂料和粘合剂28 Forbo 福禄瑞士5.0554 工业粘合剂29 Orica 澳利卡澳大利亚4.3479 木器漆和粉末涂料30 Barloworld 巴罗世界南非4.040 建筑涂料和汽车涂料31 Arch Arch 美国3.580 木器漆32 Kelly-Moore 凯利•摩尔美国3.580 建筑涂料和工业涂料33 Wattyl 华泰尔澳大利亚3.345 特种防护涂料34 KCC 金刚高丽化学韩国3.120 船舶漆、汽车涂料和容器内壁涂料35 Chugoku Marine Paint 丘果科日本3.100 船舶漆和容器涂料36 Helios Helios 斯洛文尼亚2.859 装饰漆、汽车漆和粉末涂料37 Dyrup 戴鲁普丹麦2.8096 建筑涂料38 Dunn-Edwards 杜恩-爱德华兹美国2.8000 建筑涂料39 Yasar 雅茨土耳其2.750 建筑涂料和汽车涂料40 Berger 伯爵印度2.640 装饰漆41 Sico 西古加拿大2.5778 装饰漆和粘合剂42 Dainippon Ink and Chemical 大日本油墨化学日本2.5443 粘合剂、密封胶和涂料43 National Paints 国家油漆约旦2.3493 建筑、船舶和汽车涂料44 Flugger 福乐阁丹麦2.2864 建筑涂料和木器漆45 Rock Paint 石头日本2.2479 汽车漆46 CIN 赛涅葡萄牙2.217 建筑、船舶和防护涂料47 Yung Chi Paint and Varnish 永记造漆中国台湾2.205 建筑、船舶和防火涂料48 Altana 阿尔塔纳德国2.180 涂料和密封胶49 Ameron 亚美龙美国2.100 工业涂料和船舶漆50 Renner 雷纳巴西12.090 建筑涂料和木器漆51 Grebe Group Grebe 德国2.0175 工业涂料52 DPI 得彩韩国1.900 建筑、重工业涂料53 Shinto Paint 锡托日本1.7189 建筑、汽车涂料54 Cloverdale Paint 科洛德加拿大1.620 建筑装饰涂料55 Tigerwerk 虎威奥地利1.600 粉末涂料56 M.A.B. Paints MAB 美国1.500 建筑涂料57 Industrias Titan Industrias Titan 西班牙1.490 装饰涂料和粉末涂料58 Tohpe Tohpe 日本1.4287 涂料油漆59 Ace Paint 艾斯美国8.144 建筑装饰涂料60 Vogel Paint 弗戈美国1.400 建筑涂料和特种涂料61 Boero Group Boero 意大利1.330 装饰涂料和船舶图涂料62 Toa Paints Toa 泰国1.300 建筑装饰涂料和粉末涂料63 Spraylat 普锐美国1.250 工业涂料64 Empils 安培斯俄罗斯1.150 装饰涂料65 RedSpot 红点美国。
油漆培训资料-海虹老人ppt课件

29
磨料分类
钢丸 金属磨料 棱角砂
钢丝段
ISO11124
非金属磨料
铜矿渣 金刚玉
石榴石 镍矿渣 石英砂
ISO11126
30
金属磨料分类
棱角砂 金属磨料 钢丸
钢丝段
31
钢砂、钢丸、钢丝段
表面凝露
▪ 相对湿度高会导致溶剂蒸发差
8
油漆施工条件 – 露点
▪ 空气中饱和水汽开始凝结结露的温度 ▪ 可以根据空气温度、相对湿度由露点计算表得来 ▪ 规则--钢板温度至少高于露点温度3℃
9
油漆施工条件 – 露点
▪ 湿气冷凝会使喷过砂的钢板发生锈蚀 ▪ 涂层间的湿气层会导致早期涂料缺陷—脱落,锈蚀,白化等 ▪ 凝露时间,昼夜温差大的早晨或者黄昏,冬季工件由室外移
0.4-0.8毫米 0.4-1.2毫米 0.2-1.9毫米 1.2-1.9毫米
用于粗糙度为一般的表面喷砂 用于粗糙度为一般的表面喷砂 用于高粗糙度要求,同时有凹坑的旧钢板喷砂 用于高粗糙度要求,同时没有凹坑的新钢板喷砂
38
磨料使用前检查
检查员和操作工应确保:
▪ 磨料的类型和尺寸都符合技术规格书要求 ▪ 遵循指定的循环再使用程序 ▪ 磨料清洁,无湿气 ▪ 磨料远离地面贮存
表面粗糙度实际上增加了油漆与钢板的接触面积 。粗 糙度随着深度、外形和密度而变化。粗糙度的检测方法有: RUGOTEST NO.3/ ISO8503 对比法 Replica Tape and Spring Micrometer 复印法 Dial Surface Profile Gage针表法
海虹老人牌铝银漆产品说明书
be used as an exterior aluminium finish usually within an alkyd system. Can be used as primer, mid coat or finish coat in atmospheric environments. Suitable for properly prepared carbon steel and aluminium substrates.The Application Guide (AG) must be read in conjunction with the relevant specification, Technical Data Sheet reference only one corresponding standard for the substrate being treated.sharp edges, weld spatter and treatment of welds is complete. It is important that all hot work is completedgrades higher than B, but it is practically challenging to ensure specified film thickness on such a rough surface,contamination that can interfere with coating adhesion, and prepare a sound substrate for the subsequent product. Inspect the surface for hydrocarbon and other contamination and if present, remove with an alkaline detergent. Agitate the surface to activate the cleaner and before it dries, wash the treated area using fresh water. Paint solvents (thinners) shall not be used for general degreasing or preparation of the surface forpainting due to the risk of spreading dissolved hydrocarbon contamination. Paint thinners can be used to treat small localized areas of contamination such as marks from marker pens. Use clean, white cotton cloths that are maximum soluble salts (sampled and measured as per ISO 8502-6 and -9) content on a surface are:Areas exposed to (ISO 12944-2):Date of issue: 1 August 2014Page: 1/7Rev.:by Jotun Groupwelds, sharp edges and corners shall conform to minimum grade P2 (ISO 8501-3) Table 1, or as specified. All edges shall have a rounded radius of minimum 2 mm subjected to three pass grinding or equally effectivemethod. Defective welds shall be replaced and treated to an acceptable finish before painting. Temporary weldsactivate the cleaner and before it dries, wash the treated area by Low-Pressure Water Cleaning (LPWC) to Wa 1 (ISO 8501-4) using fresh water. Non-contaminated areas shall be washed down by Low-Pressure Water filler to fill pittings. This should then be done either after the initial surface preparation or after application ofmedium suitable to achieve a sharp and angular surface profile of 30-85 µm, grade Fine to Medium G; Ry5 (ISOproduct and abrasive media and inspected for surface particulate contamination. Maximum contamination level isSuitable methods are disc grinding, hand sanding or hand wire brushing. Ensure the surface is free from mill scale, residual corrosion, failed coating and is suitable for painting. Do not use power wire brushing due to the shall be degreased using an alkaline detergent which is agitated with non-metallic brushes and then fresh water rinsed. The cleaned surface shall be then hand or machine abraded with non-metallic abrasives or bonded fibre machine or hand abrasive pads to remove all surface polish and to impart a scratch pattern to the surface. DoDate of issue: 1 August 2014Page: 2/7Rev.:by Jotun Groupsurface for oil, grease and other contamination and if present, remove with an alkaline detergent. Agitate themortar droppings and loose, chalked and flaking coating. Inspect the surface for oil, grease and othercontamination and if present, remove with an alkaline detergent. Agitate the surface to activate the detergent and before it dries, wash the treated area using plenty of fresh water. When applied on coatings past maximum zinc shop primers must be free of zinc salts (white rust). Corroded and damaged areas must be mechanicallySubstrate temperature560-°C 5-50°C 10-85%• Do not apply the coating if the substrate is wet or likely to become wet• Do not apply the coating if the weather is clearly deteriorating or unfavourable for application or curingDate of issue: 1 August 2014Page: 3/7Rev.:by Jotun GroupThinner/Cleaning solventJotun Thinner No. 2Nozzle tip (inch/1000) :Pressure at nozzle (minimum) :150 bar/2100 psi Pump output (litres/minute) :32:10.9-1.5Several factors influence, and need to be observed to maintain the recommended pressure at nozzle. Among factors causing pressure drop are:- long paint- and whip hoses - low inner diameter hoses - high paint viscosity - large spray nozzle size- inadequate air capacity from compressor15-1970-100Minimum Maximum TypicalDry film thicknessWet film thicknessFilm thickness and spreading rate Theoretical spreading rate204522,5306515255518(μm)(m²/l)application using a painter's wet film comb (ISO 2808 Method 1A). Use a wet-to-dry film calculation table to calculate the required wet film thickness per coat.standard using statistical sampling to verify the actual dry film thickness. Measurement and control of the WFT Date of issue: 1 August 2014Page: 4/7Rev.:by Jotun Groupreducing loss. Application of liquid coatings will result in some material loss. Understanding the ways thatcoating can be lost during the application process, and making appropriate changes, can help reducing material loss.Some of the factors that can influence the loss of coating material are:- type of spray gun/unit used- air pressure used for airless pump or for atomization - orifice size of the spray tip or nozzle - fan width of the spray tip or nozzle - the amount of thinner added- the distance between spray gun and substrate- the profile or surface roughness of the substrate. Higher profiles will lead to a higher "dead volume"- the shape of the substrate targetWalk-on-dry18 h 14 h 10 h 8 h Substrate temperature 5 °C10 °C23 °C40 °C24 h 12 h 8 h6 htackiness. Dry sand sprinkled on the surface can be brushed off without sticking to or causing damage to theextended extended extended extended5 °C10 °C23 °C40 °CDate of issue: 1 August 2014Page: 5/7Rev.:by Jotun GroupPrepare the area through sandpapering or grinding, followed by thorough washing. When the surface is dry the coating may be over coated by itself or by another product, ref. original specification.Always observe the maximum over coating intervals. If the maximum over coating interval is exceeded the surface should be carefully roughened in order to ensure good intercoat adhesion. Damages exposing bare substrate:Remove all rust, loose paint, grease or other contaminants by spot abrasive blasting, mechanical grinding,water and/or solvent washing. Feather edges and roughen the overlap zone of surrounding intact coating. ApplyThe following information is the minimum recommended. The specification may have additional requirements.- Confirm all welding and other metal work, whether internal or external to the tank, has been completed before commencing pre-treatment and surface preparation of the substrate- Confirm installed ventilation is balanced and has the capacity to deliver and maintain the RAQ- Confirm the required surface preparation standard has been achieved and is held prior to coating application - Confirm that the climatic conditions are within recommendation in the AG and held during the application - Confirm the required number of stripe coats have been applied - Confirm each coat meets the DFT requirements of the specification- Confirm the coating has not been adversely affected by rain or any other agency during curing- Observe adequate coverage has been achieved on corners, crevices, edges and surfaces where the spray gun cannot be positioned so that its spray impinges on the surface at 90°- Observe the coating is free from defects, discontinuities, insects, spent abrasive media and other contamination- Observe the coating is free from misses, sags, runs, wrinkles, fat edges, mud blistering, blistering, obvious pinholes, excessive dry spray, heavy brush marks and excessive film build - Observe the uniformity and colour are satisfactoryAll noted defects should be fully repaired to conform to the coating specification.CautionThis product is for professional use only. The applicators and operators shall be trained, experienced and have the capability and equipment to mix/stir and apply the coatings correctly and according to Jotun's technical documentation. Applicators and operators shall use appropriate personal protection equipment when using this product. This guideline is given based on the current knowledge of the product. Any suggested deviation to suit the site conditions shall be forwarded to the responsible Jotun representative for approval before commencing the work.For further advice please contact your local Jotun office.Health and safetyPlease observe the precautionary notices displayed on the container. Use under well ventilated conditions. Do not inhale spray mist. Avoid skin contact. Spillage on the skin should immediately be removed with suitable cleanser, soap and water. Eyes should be well flushed with water and medical attention sought immediately.Colour variationSome coatings used as the final coat may fade and chalk in time when exposed to sunlight and weathering effects. Coatings designed for high temperature service can undergo colour changes without affectingperformance. Some slight colour variation can occur from batch to batch. When long term colour and gloss retention is required, please seek advice from your local Jotun office for assistance in selection of the most suitable top coat for the exposure conditions and durability requirements.Accuracy of informationAlways refer to and use the current (last issued) version of the TDS, SDS and if available, the AG for this product. Always refer to and use the current (last issued) version of all International and Local Authority Standards referred to in the TDS, AG & SDS for this product.Date of issue: 1 August 2014Page: 6/7Rev.:by Jotun GroupReference to related documentsThe Application Guide (AG) must be read in conjunction with the relevant specification, Technical Data Sheet (TDS) and Safety Data Sheet (SDS) for all the products used as part of the coating system.When applicable, refer to the separate application procedure for Jotun products that are approved toAS/NZS = Australian/New Zealand StandardsUV = Ultravioletmin = minutes TDS = Technical Data Sheet AG = Application Guide psi = unit of pressure, pounds/inch²h = hours RH = Relative humidity (% RH)ISO = International Standards OrganisationNACE = National Association of Corrosion Engineersmg/m² = milligrams per square metre d = days° = unit of angleSDS = Safety Data SheetPPE = Personal Protective Equipment DFT = dry film thickness °C = degree Celsius g/kg = grams per kilogram SSPC = The Society for Protective CoatingsEPA = Environmental Protection Agencyg/l = grams per litreµm = microns = micrometresWFT = wet film thicknessMCI = Jotun Multi Colour Industry (tinted colour)UK = United KingdomBar = unit of pressureVOC = Volatile Organic Compoundm²/l = square metres per litreEU = European Union ASTM = American Society of Testing and Materials PSPC = Performance Standard for Protective Coatings RAQ = Required air quantityThe information in this document is given to the best of Jotun's knowledge, based on laboratory testing and practical experience. Jotun's products are considered as semi-finished goods and as such, products are often used under conditions beyond Jotun's control. Jotun cannot guarantee anything but the quality of the product itself. Minor product variations may be implemented in order to comply with local requirements. Jotun reserves the right to change the given data without further notice.Users should always consult Jotun for specific guidance on the general suitability of this product for their needs and specific application practices.If there is any inconsistency between different language issues of this document, the English (United Kingdom)Date of issue: 1 August 2014Page: 7/7Rev.:by Jotun Group。
海虹油漆产品目录大全(2)

老人牌丙烯酸封闭底漆266CN
老人牌硅树脂中间过渡漆27302
老人牌有机硅修补漆27500
海虹牌水性标线漆28000
海虹牌水性标线漆28100
海虹牌水性标线漆28200
海虹牌热熔标线涂料29000
海虹牌热熔标线漆29021
海虹牌热熔标线漆29022
海虹牌热熔标线漆29030-10000/2C066
老人牌环氧富锌漆1536W
老人牌环氧漆15400(耐化学品)
老人牌防静电漆15403
老人牌防静电漆15404(碳系与非碳系都可用)
老人牌环氧漆15500(酚醛环氧耐化学品)
老人牌环氧漆15553(磷酸锌)
老人牌环氧漆 15554(磷酸锌)
老人牌快干环氧漆15560
老人牌环氧漆15570(含云母成分)
海虹油漆老人牌环氧清漆 0515C
海虹油漆老人牌环氧封闭漆05970
海虹油漆老人牌环氧封闭漆05990-00000清漆
海虹油漆老人牌抗紫外线清漆06520
海虹油漆08080稀释剂(面漆稀释剂)
海虹油漆08230 醇酸系列稀释剂
海虹油漆08450环氧漆通用稀释剂
海虹油漆08510稀释剂
老人牌聚氨酯管道漆 3569N
老人牌环氧漆35740
老人牌环氧漆35760
老人牌防静电漆35770
老人牌玻璃鳞片环氧漆35851/35853
老人牌超强环氧漆35870(玻璃鳞片漆)
老人牌小浮雕漆38260
4
老人牌醇酸中间漆42460
老人牌中间漆424CN
老人牌超薄型防火涂料43600
海虹老人牌油漆
概 述:
基料:15569 固化剂:97560 老人牌快干环氧漆 15560 是一种双组份聚胺加成物固化的环氧涂料,干燥极快。本品含 有磷酸锌。
用 途:
作为老人牌环氧漆配套的快干底漆或中间漆,尤其适用于快速重涂的厂房内施工场合。
如要求遵守 VOC 含量符合规定,本品也可用于现场施工。
牌公司材料安全说明》,并遵守有关国家或当地政府的安全规定。避免吸入和吞服,避
免接触皮肤和眼睛。必须采取预防措施防火、防爆及保护环境。只可在通风良好的情况
下施工本品。
老人牌快干环氧漆 15560
表面处理:
新钢材(干燥条件下):喷砂至 Sa2.5 级。必要时使用车间底漆作临时保护。最后涂漆前,
必须彻底清理掉储存和装配期间破损的车间底漆及形成的污染物。使用老人牌快干环氧
漆 老人牌水性丙烯酸 1小时 2小时 1 小时
漆58030
1.5小时 1.5 小时
10天 3天 24 小 8 小
时时
*如果一般维修包括有大的总干膜厚度的环氧配套,最小重涂间隔可以方便地加倍。
**暴露于轻微大气环境下,用老人牌环氧牌漆和老人牌聚氨酯漆重涂时,无最大重涂间隔。用其
他油漆重涂时,请向海虹老人牌(中国)有限公司咨询。
含量(V.O.C):
355克/升
*另一种颜色:根据颜色分类列表,另有红色 /50630。
施工说明:
混合比例:
基料 15569:固化剂 97560 = 4:1(体积比)
施工方法:
无空气喷涂
空气喷涂
刷涂
稀 释 剂:
08450
08450
08450
(最大用量):
5﹪
15﹪
海虹油漆(Hempel)之油漆维修施工工艺

海虹油漆(Hempel)之油漆维修施工工艺---维修工艺总则:施工质量的控制是油漆系统实现油漆的防腐系统设计效果及外表美观的重要环节,所以应严格按照油漆所要求的工艺进行施工。
本工艺是为根据艇架防腐施工所制定的油漆维修施工工艺。
维修施工程序一、了解漆病成因:桔纹油漆形成桔纹的主要原因,如下:1.1,油漆浓度太高,固体含量太高。
1.2,稀释剂调配不均匀,而造成局部油漆稀释不开。
1.3,固化剂没搅拌均匀,局部不干燥,也会形成桔纹。
1.4,喷枪气压调得过小或过大,或是空压机里空气水份过多。
二、结合现场实际漆病成因,按如下维修处理总则:应首先去除油脂和盐份,然后使用动力工具打磨至ST2.5级并确保过渡区域平滑后,按配套逐层修补到规定膜厚。
2.1眼睛观察,并用手指触摸漆膜,确认油漆是否完全干燥。
若油漆未能干燥,就用风扇来吹,以加速油漆的干燥。
切不可过烤箱来烧烤。
2.2在确保油漆充分干燥的前提下,开始处理表面油污,根据SSPC-SP1规范,清除表面的油、水、脂、盐、切削液、防冻剂等化学试剂。
是否存在油、脂污染的检测方法的标准ISO8502-7目前正在编制中还未正式出版,一般可以选择下列方法进行现场确定:1)用水喷在表面上,若25秒内水在表面上形成水珠,则怀疑有油、脂或不溶于水的物质存在。
2)先用蘸有异丙醇的棉布擦拭需检查的表面,然后将棉布中的异丙醇搅进容器里,再将其过滤后加进2-3倍的蒸馏水并静止20分钟,如果试样变浑,说明被检查的表面有油脂。
3)用粉笔以相同的压力通过怀疑有油的区域,粉笔在有油区域痕迹很淡,如下图:●小面积油、脂的去除方法为:用蘸有溶剂的抹布(或回丝)擦拭污染表面使油、脂得到充分的溶解,然后用干净的抹布(或回丝)揩干,擦拭要进行三四次,每次都要使用干净的抹布(或回丝)。
●大面积油、脂污染的去除方法为:在污染表面喷淋工业金属清洁剂(一种水溶性的碱性乳化剂),浸5分钟后,用硬毛刷或拖布刷洗表面使油、脂能得到充分的反应,再用淡水冲净。
Intergard 475HS环氧油漆说明书

一种低VOC含量、高固体份,双组份厚浆型环氧树脂漆。
可提供传统型颜料品种,也可用云母氧化铁为颜料,来增强覆涂性能。
产品说明作为厚膜型环氧涂料,用于多种环境中,例如:海上结构物、石化厂、造纸厂和桥梁,提高各种防腐蚀涂料体系的屏蔽保护作用。
作为防腐蚀涂料漆系的一部分,适用于维修保养和新建结构物。
含有云母氧化铁的品种,可改善长期复涂性,便于在制作工厂施工,然后运输至现场进行最终复涂。
设计用途浅灰云母氧化铁 及一定范围的其它颜色 哑光 80%干膜厚100-200微米 (4-8密耳) 相当于 湿膜厚125-250微米 (5-10密耳)在125微米干膜厚度和所述体积固体份的情况下,6.40 平方米/公升在 5 密耳干膜厚度和所述体积固体份的情况下,257 平方英尺/美制加仑允许适当的损耗系数无气喷涂, 空气喷涂, 刷涂, 滚涂涂装数据INTERGARD 475HS颜色光泽体积固体份典型厚度理论涂布率实际涂布率施工方法干燥时间温度表干硬干最小最大¹ 参见国际油漆公司工业防护漆部门的《定义与略缩语》使用聚硅氧烷面漆时,最长复涂间隔时间将缩短。
关于详细情况,请向国际油漆工业涂料公司咨询。
如固化温度较高,可选用其它固化剂。
关于详细情况,请见“产品特性”一节。
推荐面漆重涂间隔-5°C (23°F) 150 分钟48 小时48 小时 无限制¹5°C (41°F) 90 分钟16 小时16 小时 无限制¹10°C (50°F) 80 分钟14 小时13 小时 无限制¹15°C (59°F) 75 分钟10 小时10 小时 无限制¹25°C (77°F)60 分钟5 小时5 小时无限制¹A组份 34°C (93°F); B组份 31°C (88°F); 混合后 33°C (91°F)2.1 千克/升 (17.5 磅/加仑)法规符合性数据闪点(典型)产品重量挥发性有机化合物关于更多详细资料,请见关于“产品特性”的章节1.72 磅/加仑 (207 克/升)美国环境保护局第24号方法92 克/公斤欧共体溶剂排放指令含量1999年第13号委员会指令159 克/升 中国国家标准 GB 23985第1 页,共 4页发行日期:2019/5/9Protective Coatings所有待涂表面应清洁、干燥且无污染物。
船用油漆介绍

目前船上使用的保养漆主要有四类,分别为醇酸漆、绿化橡胶漆、环氧漆及聚安酯漆。
由于船员对油漆的性质及用处了解不多、认识不够,因此、对油漆出现的一些问题不知所措,甚至使用不当造成经济损失。
下面就油漆的性质、船员保养中遇到的问题及用处介绍如下:一、醇酸漆、氯化橡胶漆、环氧漆、聚安酯漆的性质,优缺点及适用的地方比如下:1、醇酸油漆该种油漆漆膜薄,一般漆膜在40-50微米。
固体含量低、涂布率小、干的慢、一般干燥时间间隔在8-15小时,5度以下油漆不干。
漆膜脆,温差变化大时漆膜会裂纹。
醇酸漆一般用于货舱、甲板、舱盖及生活区建筑等。
该漆不能用于压载水舱及淡水舱。
2、氯化橡胶漆漆膜厚度一般可达40-50微米,固体含量低、漆膜柔软、有弹性及复原性,不受气温的影响。
防锈性能比醇酸漆好,干的快、每度漆的干燥间隔4-6小时,在0度以下不影响干燥。
氯化橡胶漆可用于船壳、甲板等处的防锈。
但该漆不能用于货舱、压载舱、淡水舱及机舱。
3、环氧漆油漆膜厚至少50-80微米不能太薄,油漆厚度可达300微米,固体含量高、涂布率高、难施工。
干的快、不受天气影响,一般-10度以上可以正常施工。
干燥间隔3-6小时。
环氧漆可防锈、防碰及防磨。
该漆可用于船舶各处保养。
但使用该漆前金属表面需喷砂25级。
4、聚安酯漆油漆膜厚一般50微米,表面处理要求低,具有抗风蚀性能,高光泽及良好的耐磨、耐化学品、耐溶剂性能,持久曝露仍易复涂,但该品种价格较高。
聚安酯漆因价格较高,一般用于船壳的干舷部分、生活区、克令吊。
二、船员在实际工作中常因不知原已涂漆的性质而导致油漆用错,如何试出已涂油漆的种类(也就是说如何区别已干燥面漆是醇酸漆、环氧漆及氯化橡胶漆)?首先用一块棉纱或破布浸湿在氯化橡胶的调漆水中,然后将浸湿的棉纱或破布放在准备鉴别的面漆表面,待5分钟后用此块湿棉纱或破布擦被浸湿的油漆表面,如果此油漆表面被融化擦掉,说明此面漆是氯化橡胶面漆。
反之,不融化,擦不掉,说明此面漆是醇酸漆或环氧漆,那么如何区分醇酸漆和环氧漆,这很简单,用敲锈榔头轻敲油漆表面, 油漆皮脱落为醇酸漆;表面坚硬的为环氧漆。
上海国际油漆 VA056 INTERGARD 475HS PART B 材料安全数据手册

INTERGARD 475HS PART B 版本 3版本修订日 12/13/061.化学品及企业标识产品名称INTERGARD 475HS PART B 产品代码EVA056 用途涉及的技术数据仅供专业使用施工方法涉及的技术数据公司名称上海国际油漆有限公司新金桥路1515号浦东 201206电话号码(021) 58993845传真号码(021) 5899036024小时紧急呼叫电话(021)-62679090(上海) *************(全国)2. 危害识别R10 3.3 高闪点易燃液体索取补充材料见第11节所有这些包含产品和操作规程以及使用的信息都是确切的和保证可信的.但Akzo Nobel 不提供这些信息的充分性和正确度方面的担保.Page 1INTERGARD 475HS PART B 版本 3 版本修订日 12/13/063. 成分/组成信息该产品是一种混合物,包含下列危害物质。
成份CAS 号码浓度范围%符号危害术语(*)白云石016389-88-1>50二甲苯001330-20-7 2.5-10Xn R20/21, R38正丁醇000071-36-3 2.5-10Xn R22,,R37/38,R41.R672,4,6-三(二甲氨基甲基)苯酚000090-72-21-2.5Xn R22, R36/38乙二胺000107-15-3<1CR21/22, R34, R42/43其余成份属于非危害性物质.危害术语全文见第16节4. 急救措施一般处理任何有疑问或症状存在时,找医生治疗。
不得给失去知觉的人通过口腔喂食任何东西。
吸入处理将病人移至空气新鲜处,使其保持安静并保暖。
如呼吸不正常或停止,应进行人工呼吸。
如失去知觉,应使其保持安全姿势并立即找医生治疗。
不可喂食任何东西。
眼部接触处理拨开眼睑用清洁的淡水冲洗至少十分钟以上,并找医生治疗。
皮肤接触处理脱去沾污的衣物,采用肥皂水或认可的皮肤清洁剂彻底清洗皮肤。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
老人牌环氧厚浆漆47550
基料:47559
固化剂:97400
概述:老人牌环氧厚浆漆47550是一种双组份、高固体分的环氧厚浆漆,能形成坚硬的漆膜,具有良好的润湿性和低温固化性能。
用途: 用于大气环境下作为新建筑物及其维护用的配套的中间漆或底漆;
可直接涂在已固化的硅酸锌表面或喷锌表面以尽可能减少起泡。
使用温度:最大,干燥暴露条件下:140℃
物理参数:
颜色/色号: 灰色/12430(含云母氧化铁颜料)
体积固体含量: 81±1%
理论涂布率: 4.1平米/升(以200微米厚度干膜计)
闪点: 25℃
比重: 1.8公斤/升
表干: 1.5小时(20℃)
指触干: 3小时(20℃)
完全固化: 7天(20℃)
挥发性有机化合物200克/升
含量(V.O.C):
施工说明:
混合比率: 基料47559:固化剂97400=5:1(体积比)
施工方法: 无空气喷涂有气喷涂刷涂
稀释剂: 08450,5% 08450,5% 08450,5%
混合使用期: 1.5小时(20℃)
喷孔: 0.46毫米-0.64毫米
喷出压力: 25兆帕(无空气喷涂资料仅供参考,实用时可以调整)
工具清洗: 老人牌工具清洁剂99610或老人牌稀释剂08450
漆膜厚度: 干膜:200微米
湿膜:250微米
重涂间隔: 根据指标要求
安全: 小心使用本品。
使用前和使用时,请注意包装标签上的注意事项。
此外,还应该遵守有关国家或当地政府规定的安全法规。
避免吸入和吞服,也不要使用本品接触皮肤和眼睛。
必须采取预防措施防
火防爆及环境保护。
只可在通风良好的情况下施工本品。
老人牌环氧厚浆漆47550
表面处理: 新钢材:本品用作中间漆或面漆时,请参阅预涂了硅酸锌底漆或环氧底漆的相关说明书;用作底漆时,请参阅相关要求。
涂有硅酸锌底漆或喷金属表面:用合适的清洁剂清除油脂等,用高压淡水清除掉盐分和其他污染物.
必须用高压淡水进行清理掉锌盐(白锈),必要时可用硬尼龙刷擦洗。
建议喷金属表面应尽快重涂
以避免表面污染。
混凝土:用乳化剂清洗润滑剂和其他可能的污染物,再用高压淡水冲洗。
最好用喷砂处理掉浮渣层
和松散物质,形成一坚实均一的表面,也可用机械方法处理或酸洗的方法处理。
根据相关涂料要求,
用合适的封闭漆封闭表面。
修补与维护:用适当的清洁剂清除油脂,用高压淡水清洗掉盐分和其它污物,用动力工具彻底清理
掉所有受损区域至最少St2.0级(局部修理)或喷砂清理至最少Sa2.0级,最好Sa2.5级。
良好的表
面处理将提高本品的性能。
作为干燥清洁的替代方法,也可用水喷射方法喷射至最少Wa2.5级(ISO
8501-4:2006)(或根据相关指标要求)。
施工前可接受的最大的闪锈度(Hempel标准)为M(ISO
8501-4:2006)。
磨平边角,扫除灰尘。
在点腐蚀表面,过量的盐分残余物需用水喷射或湿喷砂除去,也可采取干喷砂-高压淡水清洗-干燥
-再喷砂的方法。
施工条件:应在干燥清洁的表面施工,温度要高于露点以避免凝露。
仅在施工和固化得以正常进行的-5℃以上温度条件下使用本品。
油漆本身的温度应在15℃以上,但最好低于30℃以确保正确的施工性能,18℃
-22℃间可获得最佳施工性能。
在温暖气候的地方,油漆应当存放在阴凉的地方,油漆最好低于30℃
下保存。
在狭窄空间施工和干燥期间必须大量通风。
预涂油漆:无,或按规定预涂。
加涂油漆:无,或按规定预涂。
备注:
耐候性/使用温度:作为环氧涂料,本品在室外暴露容易粉化。
温度升高时,更易对机械损伤和化学作用敏感。
厚度/稀释:根据使用目的和区域可以调整漆膜厚度,这将改变涂布率,干燥时间和重涂间隔。
干膜厚度正常范围为125-200微米。
应避免过厚的膜厚。
重涂间隔:最大重涂间隔应参考涂层配套在使用期间表面所经受的定期浸泡、严重凝露及温度骤变、化学品影响或磨损等实际情况,其它情况下对于老人牌环氧产品没有最大重涂间隔。
如果超过了最大的重涂
间隔,都需要拉毛表面以确保良好的层间附着力。
注意: 本品仅适用于专业用途。
公布日期: 2012年10月-4755012430。