马钢冷轧平整机封闭方案-1
马钢冷轧轧辊缺陷的分析及防范措施[1]
![马钢冷轧轧辊缺陷的分析及防范措施[1]](https://img.taocdn.com/s3/m/00a402d5360cba1aa811dad3.png)
第18卷第4期2008年10月 安徽冶金科技职业学院学报Journal of Anhui V ocational C ollege of Metallurgy and T echnology V ol.18.N o.4Oct.2008马钢冷轧轧辊缺陷的分析及防范措施任天宝,严开龙,孟文捷(马钢股份公司第一钢轧总厂 安徽马鞍山 243000)摘 要:分析了马钢冷轧辊缺陷的形成机制,针对冷轧辊产生缺陷的原因,在实际生产中采取了积极有效的措施,避免带有缺陷的轧辊上机使用,大大降低了轧机的非正常停机时间,同时轧辊的吨钢消耗也大幅降低。
关键词:冷轧辊;裂纹;剥落;对策中图分类号:TG 333117 文献标识码:A 文章编号:1672-9994(2008)04-0001-03收稿日期:2008-10-08作者简介:任天宝(1964-),男,马钢股份公司第一钢轧总厂,高级工程师。
轧辊是轧钢生产中的一种大型工具,其性能与质量将直接影响轧机产量和产品质量,其消耗在轧钢生产中占很大比例。
因此,轧辊的使用与管理在冷轧的生产中至关重要。
马钢第一钢轧总厂冷连轧机为四机架六辊UC M (Universal Crown Mill )轧机,设计产量为152.8万t ,其技术从国外成套引进,是目前国内装备水平较高的冷轧机之一。
2004年3月投产以后,我们多次与国内外的轧辊专家进行了技术交流,以提高轧辊的使用和管理水平。
研究冷轧辊缺陷产生的原因,并采取相应的具体措施,以便降低轧辊消耗,对降低成本和稳定生产有着重要的意义。
1 冷轧辊缺陷的主要形式当前我们所使用轧辊来自于日立金属、美国电钢、英国轧辊、中国一重、邢台轧辊和常冶轧辊等几家轧辊生产制造厂,其材质为3Cr ,5Cr 和4CrM o 锻钢。
目前出现的轧辊缺陷按照所产生的形态可以分成软点、剥落(爆辊)和内部裂纹等三大类。
111 轧辊软点轧辊表面的某些地方会显示出比轧辊表面其它地方硬度值变化较大情况。
1200mm双机架平整机轧制力控制系统设计

1200mm双机架平整机轧制力控制系统目录第1章摘要 (3)第2章绪论 (4)第3章硬件部分基本模块介绍 (8)3.1 基本工作原理图 (8)3.2 基本模块介绍 (8)3.2.1应变片传感器 (8)3.2.2A/D转换器模块 (13)3.2.38051单片机芯片介绍 (15)3.2.4 LED数码显示管 (18)3.2.5 D/A转换器 (20)第4章软件部分及其介绍 (23)4.1 数据处理子程序的设计 (23)4.2 数据采集子程序的设计 (24)心得体会 (26)参考文献 (27)摘要平整机的主要作用是消除退火带钢的屈服平台,调制好带钢的力学性能;改善带钢的平直度;使带钢表面具有一定的粗糙度,消除带钢表面的轻微缺陷。
平整机中,轧制力是一个非常重要的控制量,延伸率的调节直接受轧制力的影响,稳定的延伸率控制是保证带钢质量的重要手段。
绪论平整是提高板形质量的重要手段,也是确保冷轧带钢成品质量后一道关键工序。
而平整轧制力的准确计算是解决平整生产时板形问题的关键,平整轧制在保证带钢内部组织性能满足用户需求方面,起着至关重要的作用。
平整机是冷轧生产变形轧制的最后一道工序,在该工序造成的表面缺陷是不可弥补的。
而将张力分为三段、四段控制,可以很好的解决开卷过程中引起的不可消除的表面划伤。
在平整机中,张力的放大、缩小与分段是通过S 型张力辊来实现的。
通常所用的平整设备的布置形式如图所示。
轧制力:在轧制时轧辊加于轧件使之塑性变形的力。
但通常把轧件作用于轧辊上并通过压下螺丝传递给机架的力称做轧制力,即是轧件加于轧辊的反作用力的垂直分量。
轧制力在我国习惯称做轧制压力或轧制总压力。
图1给出轧辊加于轧件的力,P r为轧制力,它垂直于轧辊表面;T 为摩擦力;L p为变形区水平投影长度。
轧制力是确定轧机强度的基础。
正确计算和测定轧制力,对于设计和使用轧机均有很大意义。
影响轧制力的因素为了便于分析,可把影响因素分为两类:①影响轧件材料在简单应力状态下变形抗力σ0的因素,如化学成分、组织、轧制温度和速度、加工硬化等;②影响变形的应力状态的因素,如轧辊直径、轧件尺寸、表面摩擦、外力(张力或推力)等。
冷轧厂平整工艺规程
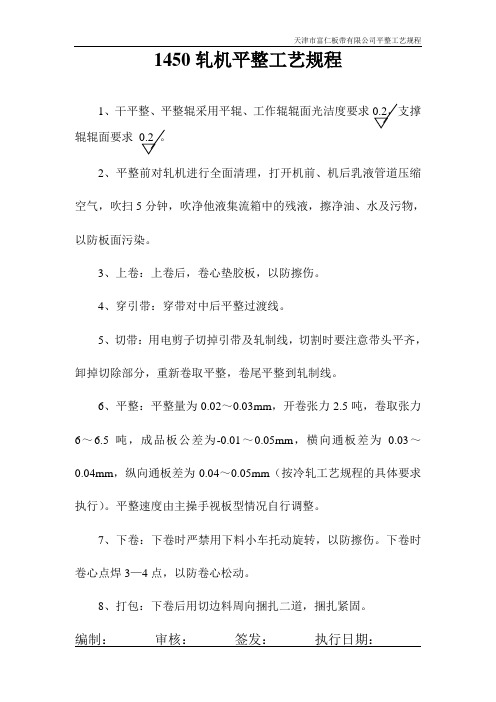
天津市富仁板带有限公司平整工艺规程1450轧机平整工艺规程
1、干平整、平整辊采用平辊、工作辊辊面光洁度要求
辊辊面要求
2、平整前对轧机进行全面清理,打开机前、机后乳液管道压缩空气,吹扫5分钟,吹净他液集流箱中的残液,擦净油、水及污物,以防板面污染。
3、上卷:上卷后,卷心垫胶板,以防擦伤。
4、穿引带:穿带对中后平整过渡线。
5、切带:用电剪子切掉引带及轧制线,切割时要注意带头平齐,卸掉切除部分,重新卷取平整,卷尾平整到轧制线。
6、平整:平整量为0.02~0.03mm,开卷张力2.5吨,卷取张力6~6.5吨,成品板公差为-0.01~0.05mm,横向通板差为0.03~0.04mm,纵向通板差为0.04~0.05mm(按冷轧工艺规程的具体要求执行)。
平整速度由主操手视板型情况自行调整。
7、下卷:下卷时严禁用下料小车托动旋转,以防擦伤。
下卷时卷心点焊3—4点,以防卷心松动。
8、打包:下卷后用切边料周向捆扎二道,捆扎紧固。
编制:审核:签发:执行日期:。
冷轧厂平整机的传动控制系统
冷轧厂平整机的传动控制系统丰超武钢冷轧总厂摘要武钢冷轧总厂的平整机包括单机架平整机机和双机架平整机两条生产线,其传动部分采用了ISA-D全数字化直流调速系统。
本文将以双机架的主传动为例来介绍ISA-D全数字化传动控制技术的特点。
关键词:传动平整机The drive system of The Cold Roll Mill of WISCOFeng chaoThe Cold Roll Mill of WISCOAbstractThe Cold Roll Mill of WISCO includes two lines, which are single stand temper mill and double stand temper mill, they adopt the technology of ISA-D.C regulator drives systems. this paper introduces the main drives of double stand temper mill.Keywords:drive temper mill前言武钢冷轧总厂平整机97年改造后,原来的直流传动模拟调速系统改成AEG 公司的ISA-D全数字传动控制系统;逻辑控制改为Modicon公司的Quantum系列可编程控制器控制。
本文将以双机架为例介绍其改造后采用的数字调速系统。
一、 双机架平整机传动控制系统概况1.1 双机架平整机概况平整的目的是消除带钢明显的屈服平台,改善带钢的机械性能和带钢的平直度;使带钢表面达到一定的粗糙度。
双机架平整机主要平整镀锡线带板,同时也可以平整普板;全线包括开卷机、入口S辊、一机架、二机架、出口S辊、卷取机,详细情况见下图。
开卷机入口S辊一机架二机架出口S辊卷取机图1 双机的工作示意图1.2 双机传动控制系统的特点双机架平整机包括16台直流电机,直流传动系统共12套(有的是两台电机并联或串连),总容量为9252KW,各电机的控制要求如下表所示。
冷轧平整机恒轧制力控制

的。Ⅲ 但在实际生产过程 中恒延伸率控制系统却 受到激光测速仪 、编码器等测量设备的准确 性
和 稳 定 性 以及 轧制 环 境 的影 响 ,控 制 系 统 时 常
作者 :蒋 才灵 ,大学学历 ,助理 Z - 程 师,现从 事冷
轧 板 带 生产 管 理 工作 ,车 间副 主任 。
相应的修正系数后求得模型设定值 。各种修正
系 数 以表 格 的形 式存 储 于系 统 中 。表格 中 没 有
பைடு நூலகம்
对应数据时则以线性插值法求 出。该模 型较全
面 考 虑 了各 种 因 素 的影 响 ,且 是 以经 验 系 数 为
主要 参数 进 行计 算 的l 2 l 。系 统还 具有 在 线 自学 习
或 离 线学 习功 能 ,系 统通 过 自学 习的 功 能 ,把
J I ANG C a i l i n g CHE N Ha i AI Xi n x i n g
( C o l d - r o l l e d S t r i p Mi l 1 )
Abs t r a c t : The c o n s t a nt r o l l i n g f o r c e c o n t r o l mo d e a nd i t s a p pl i c a t i o n e f f e c t s u nd e r t h e c o nd i t i o n s o f
1 前 言
柳 钢冷 轧 1 4 5 0 m m单 机 架 四辊 平整 机 组 采
出 现不 稳 定 的情 况 。因此 ,需 要 在 恒延 伸 率 控 制 的基 础 上 开 发 恒 轧制 力 控 制 模 式 ,以 恒 轧 制
用 下 工 作 辊 传 动 ,采 用 了液 压 压 下 HG C 自动
冷轧板带连续退火机组平整设备选择
六辊 平整 机 , 一 种 是 单 机 架 四辊 平 整 机 +拉 矫 另 ( 使带钢表面具有一定的粗糙度。 3 ) ・ 机。 平整能消除带钢屈服平台 , 有利于提高板带的 22 设备 功能 比较 .
表 2列 出了平 整 机 型设 备 功 能 比较 。与 四辊
收稿 日期 :02- 1- 1 2 1 0 0
钢带 经过再结 晶退 火处 理后 , 通过 平整工 序 主 要是 达到 以下三个 目的 。 ( 消除 带钢退 火后 出现 的屈 服 平 台 以及 由此 1 )
带来的滑移线。改善带钢的力学和工艺性能。 ( 改善带钢的平直度( 2 ) 板形 ) 。
连续退火的平整机型式主要有两种, 一种是单机架
1 钢带平整 的作用
1 1 单机架 平整 的作用 .
表 1 。
( 单机架六辊平整机。 1 )
() 2 单机架 四辊 平整 机 。 (单 机架 四辊平 整机 +拉矫 机 。 3 ) 具有 代表性 的连 续退 火 机 组 的平 整设 备 型式 如表 一所 述 。由此表 可 以看 出 , 目前 国内用 于钢带
关键词 : 冷轧; 拉矫; 平整; 汽车板; 板 家电
中图分 类号 :G 3 . 文献标 识码 : 文章编 号 : 7 99 2 1 )1— 0 1— 3 T 337 2 B 1 2— 94(02 O 02 0 6 马钢 ( 肥 ) 司在 建薄板 深加 工项 目一 150 合 公 5 深 冲性 能 , 板 面各方 向性 能均匀 。 且 J
21 年第 1 02 期
万 能凸度轧 机 ( M) 因此 六 辊 平 整 机 具 有 优越 UC , 的辊缝 调整 能力 , 保 持辊 缝 具 有 足够 的 刚度 , 能 对 钢 带板形 调控功 能优 于 四辊 平整机 。另外 。 六辊 平
冷轧平整机轧制线调整装置故障分析及优化

《 工 业 控 制 计算  ̄} 2 0 1 4年第 2 7卷第 7期 反 馈 信 号来 指示 轧制 线 完 全 到 位 。 当限 位 损 坏 时 , 轧 制 线 无 法 停 止 , 直 至 轧 制 线 电 机 过 流 跳 电 。 新 增 轧 制 线 位 置 实 际 值 ( P a s s l i n e P o s A c t ) 4  ̄ 0 . 5即 认 为 回退 到 位 的 逻 辑 , 减 少 轧 制 线 回退 的行 程 。优 化 后 的 程 序 逻 辑 如 图 3所 示 :
编 码 器计 数 出 现误 差 。 将 打 开高 度 变 为可 变 值 , 减 少 丝杆 螺母 在 同一 位 置 的 磨 损ຫໍສະໝຸດ , 提高编码器精度 。 /
变 频 电机 DS编 码 器 丝 杆 螺母
os 码 器
2 ) 修改轧制线位置设定值 。 对轧制线换辊位置设定值和设定值
的最 小 限幅进 行 了修 改 ,即程 序 中 P l &P a r . P o s R c h a g参 数 由一 0 . 5
A d j u s t me n t D e v i c e i n C o l d R o l l i n g P l a n t
尹 君 ( 上海 交通 大 学电子信 息与 电气工程 学院 电气工程 系, 上海 2 0 0 0 3 0 )
摘 要 针 对 宝 钢 不锈 冷 轧平 整 机 轧 制 线 调 整 装 置 的 丝杆 螺母 卡 死故 障分 析 了卡 死 的 原 因。通 过 对 控 制 系统 进 行 修 改 和 优 化 ,
i br a t i on Se que n ce i n s t r u c t i on a n d o t h e r mea s ur es , r edu c e f a i l u r es, en h an c e e s t a bi l i t y o f e qui pm e n t ope r a t i on
冷轧平整机轧制线调整装置故障分析及优化

!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
(上接第 51 页)
作效率,广泛地应用于实际工业系统中。
图 6 T 型加速法 在 L3 段时保证加在步进电机上的脉冲频率逐渐减小,并且保证 在 L1 上升段及 L3 下降段控制频率变化小于步进电机的响应频 率变化。 这样,有效的提高了步进电机开环系统的定位精度,减 小了系统误差。 6 结束语
图 1 轧制线结构俯视图 经过长时间运行, 平整机轧制线调整装置曾发生过两次丝 杆螺母卡死的故障,严重的影响了机组正常生产,给企业带来较 大的损失。
2 工作辊受力和丝杆螺母卡死原因分析
由图 2 轧制线受
力分析可以看出,平衡
缸的力和正弯辊力方
向都是与重力垂直相
反的方向,即垂直向上
(假定重力垂直向下);
微 计 算 机 信 息 ,2006 ,5(13 ):143-145 [5]于海生.微型计算机控制技术[M].2 版.北京:清华大学出版社,2009 [6]张 旭 辉.基 于 PC 的 步 进 电 机 多 轴 运 动 控 制 策 略 研 究 [J].机 床 与 液
压 ,2004 ,1 (8 ):55-56 [7]Thearon Willis. Visual Basic 2010 入 门 经 典 [M].北 京 :清 华 大 学
最新平整机工艺简介PPT课件
原料、 成品重量(t) max 32 (包括纸和套 筒)轧辊直来自(mm)730~800
平整机主要工艺参数
参数名称 平整速度(mpm) 最大延伸率(%) 最大轧制压力(KN) 最大张力(KN) 换工作辊时间(min) 装卷时间(min) 装卸套筒时间(min) 主电机功率(KW)
参数数值 600 2 12000 200 ( v=350m/min) 8 6 3.5 400
1.平整机的作用
平整是冷轧不锈钢精整的第一道工序, 也是冷轧的最后一道工序。它不以减小 厚度为目的,而是以改善力学性能,保 证产品的成形加工性、 修正板形,得到 平直的钢板、 根据用户的使用要求,加 工一些特殊表面(光面或麻面)的钢板。
轧制张力对延伸率的影响
轧制张力对平整延伸率有很大影响,对 改进板型也很重要。一般轧制张力大致 为材料抗张强度的30~60%。平整张力 分为入口、出口张力。应根据原板的板 型、卷取情况、延伸率、带钢厚度等调 整。但这两种张力差如果太大时,会产 生滑动现象。另外,工作辊的线速度差 以及工作辊与带钢间的摩擦力也产生张 力,因此要注意控制工作辊的转速。
3.平整道次的选择
平整道次一般为1道次,但也有2~3道 次的。对以上光为主要目的的奥氏体钢, 一般为1道次平整;对以改善力学性能为 主要目的的铁素体钢,一般为多道次平 整。另外,对于薄规格的带钢,一般为 多道次平整。
4. 平整工艺过程
上卷 压头 铲头 穿带至夹送辊 穿带至轧机出口卷取机 带头进钳口
7.平整机主要设备组成
❖ 左卷取机 ❖ 卷纸机 ❖ 夹送辊 ❖ 转向辊 ❖ 带钢清洁刷 ❖ 防皱辊 ❖ 本体
平整机主要设备组成
❖ 防皱辊 ❖ 带钢清洁刷 ❖ 转向辊 ❖ 右卷取机 ❖ 卷纸机 ❖ 皮带助卷器
平整机辊缝控制系统与辊缝值计算

2011年8月(下)平整机辊缝控制系统与辊缝值计算李明(马鞍山钢铁股份有限公司第四钢轧总厂,安徽马鞍山243000)[摘要]介绍了平整机液压辊缝控制系统的构成及主要控制功能,分析了辊缝值的计算方法和影响因素。
[关键词]平整机;辊缝控制;辊缝值计算;影响因素一、平整机工艺控制概况马钢连续退火线采用法国SVAI工艺,由德国Siemens公司负责全线的控制技术,与2005年正式投产。
其主要产品为汽车、家用电器等高档板材产品。
平整做为冷轧最后一道关键工序,起着至关重要的作用。
冷轧平整是一个小压下率的冷轧变形过程,在小变形量范围内对退火带钢进行平整后,可以消除退火过程中产生的屈服平台,改善带钢板型,消除板型缺陷,传递粗糙度至带钢表面。
二、平整机液压辊缝控制系统介绍平整区域的主要设备由前后张紧辊、单机架四辊平整机和出入口防缠、抗皱辊、轧制线辊、出入口张力计辊等设备组成。
为了保证平整机各项功能的控制精度和响应速度,其控制单元专门使用了一个PLC 来实现其功能。
硬件部分包括一块S7-416CPU模板、一块高速处理模板FM458、一块I/O扩展模板EXM438-1和一块通讯扩展模板EXM448。
其中S7-416CPU主要负责各种控制模式切换、连锁和逻辑信号、换辊顺控以及液压站的控制;FM458则包含了延伸率控制器、液压辊缝控制器和弯辊控制器,通过对各种控制参数的设定和优化、达到稳定的调节输出功能;I/O扩展模板直接读取现场的轧制力缸和弯辊缸的位置、压力信号,通过内部LEBus与高速处理模板FM458实现快速的数据传输。
平整液压辊缝控制系统简称HGC,它主要由外部给定、调节器输出、传动侧和操作侧各一个伺服阀、两个液压缸(做为执行机构)、两个高精度MTS位置传感器(检测液压缸活塞的位移量)和四个压力传感器(分布在液压缸的活塞侧和活塞杆侧)等部分构成。
它的控制分为四个主要功能:1)位置控制:位置控制主要用于平整机架打开和关闭未达到最小轧制力时辊缝的平行控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
马钢冷轧机组平整机封闭施工方案
一、工程概况:
对马钢冷轧机组平整机进行封闭,在平整机周围安装4根立柱和横梁,对现有平台向四周扩展,用钢板和塑料软帘机卷帘门进行封闭,主要工作如下:入口侧:采用钢板制作对开式检查门进行封闭。
出口侧:采用塑料软帘进行封闭。
传动侧:上部采用钢板,下部采用塑料软帘进行封闭。
工作侧:采用不锈钢卷帘门及钢板进行封闭。
平台:向四周扩展,增加盖板和栏杆,用钢板封闭四周栏杆,制作、安装铭牌,同时楼梯相应改变位置。
平台上安装平整机运行状态指示灯,罩壳内部增设照明灯。
二、施工工机具的准备:
接到施工任务后,施工负责人要和生产厂的负责人一同到现场落实、确认施工内容、场地环境,然后根据现场的施工内容落实施工班组,做好对施工人员的技术交底。
对设备和材料进行审核,检查是否还有遗漏的材料,工程中使用的设备和材料在开工前都需要提前进行检查确认,对不合适的材料要做到尽早发现、尽早解决,保证正式开工后施工能够顺利进行。
配备好各项指标完好的施工机具,做好施工机具的检验、维护,确保工程能够顺利进行。
施工用工机具计划见下表:
施工用工机具计划表
三、劳动力配置:
根据本次封闭安装工程的工作量、现场实际情况等,制定出此次的劳动力的计划,并按照此计划组织劳动力的进场。
劳动力配备计划见下表:
四、施工顺序及施工方法
1、材料运到现场后,按图纸进行钢结构的制作加工,使用无齿锯进行切割工字钢及角钢,使用电钻对立柱底板进行钻孔,预先按照图纸将立柱(使用结构用方钢150×150)制作好。
2、待8根立柱制作好后,根据现场实际情况确定好立柱的位置,使用电钻在现场的基础上钻孔,埋入M20的膨胀螺栓,然后使用行车将立柱吊起,安装到制定位置,紧固膨胀螺栓,固定立柱,用麻绳将固定好的立柱绑好,防止立柱受力倾倒。
3、立柱安装完毕后,开始搭设脚手架,然后根据现场实际测量出立柱的距离,对护罩横梁(使用结构用方钢150×100)进行下料加工,然后安装横梁,位置都确定好后对各个连接处进行焊接,形成封闭护罩的基本构架。
4、使用气割割除平整机平台上原来的安全护栏,把这些安全护栏重新焊接到护罩的横梁上,不足的护栏重新制作后焊接到护罩横梁上。
5、根据原有平整机平台和新安装的护罩横梁之间的尺寸,制作盖板(使用6mm厚的钢板制作),然后铺设到平台上的空当里,在上面铺设10mm厚的橡胶板,这些盖板在检修时可以很方便的拆除,方便对下面设备的更换吊装施工。
6、封闭施工的原则时先进行使用钢板封闭需用进行焊接施工的部位,最后安装塑料软帘。
接下来进行平整机入口侧的封闭施工,有了立柱和横梁之后,根据现场设备的实际位置和情况,用钢板制作封闭板和对开式的铁门,在检修时可以很方便地打开铁门进行检修,平常不检修时可以起到封闭的作用。
7、接下来进行工作侧的封闭工作,工作侧主要采用了不锈钢卷帘门进行阀门,在卷帘门两边的其余部分使用了钢板封闭,根据生产厂提出的要求,为了可以顺利换辊,卷帘门的开口宽度必需保证在4440以上,这个宽度是在前期的立柱安装时保证的,立柱位置保证了这个范围后,找来卷帘门厂家的技术人员,把卷帘门安装的要求向他说明,然后让卷帘门厂家安装我们提出的要求制作卷帘门。
制作好的卷帘门在现场进行安装,利用厂房内的行车将卷帘门起吊至安装高度,确定卷帘门的位置后,焊接滑轨,施工人员站在搭好的脚手架上将卷帘门安装就位。
卷帘门安装好后,剩余的部分根据实际尺寸对钢板下料,安装焊接,把工作侧封闭完毕。
8、接下来开始安装驱动侧的封闭,驱动侧的封闭比较简单,在万向接轴上方
焊接钢板进行封闭,在钢板下方万向接轴的两侧再在安装塑料软帘,可以完成驱动侧的封闭。
然后对出口侧进行封闭,在出口侧的横梁上安装塑料软帘,完成出口侧的封闭。
9、四面都封闭完成以后,开始对罩壳内部安装隔音材料,隔音材料的安装方
法拟采用类似于冷轧厂的退火炉内的保温棉锚固订的形式,在隔音材料外面包上不锈钢板,为了达到隔音效果,不锈钢板需要在表面上均匀钻孔处理。
10、接下来进行电气安装,包括护罩内部安装四盏检修照明灯和再工作侧的
立柱上安装运行状态指示灯。
所以施工完毕后,拆除脚手架。
五、安全施工保证措施
1、施工前对所有施工人员进行书面和口头安全交底,施工班组每天必须进行班前安全交底,施工人员应树立安全第一的思想。
2、施工区域应设明显的警戒标志,非施工人员不得随意进出。
3、现场周围的孔洞、深沟要加临时盖板或设置明显标志,以防施工人员失足坠落。
4、施工人员进入施工现场必须穿戴好劳保用品,高空作业必须系好安全带,并根据不同情况搭设梯登、吊栏或脚手架。
5、搬运设备、材料时,施工人员要相互提醒,统一协调行动,防止砸伤手脚及误伤事故发生。
6、氧气瓶、乙炔瓶相距5米以上,与明火相距10米以上。
7、搭设的脚手架必须牢固稳妥,经检查无误后方可利用。
8、施工现场的临时配电和电动工具必须进行检查,漏电保护器必须按规定配置。
9、使用的吊具(如钢丝绳、卡扣等)必须按规定使用,使用前应确认其完好性,不得带病投入使用。
10、夜间施工光线不足时,需设置足够的临时照明,照明电压按有关规定执行。
11、特殊工种必须持证上岗,且按操作规定施工。
12、施工现场应设置必要的消防器材,以防火灾发生。
13、高空电焊作业时,地面要设专人监护。
14、动火作业,必须在施工前办理动火证并采取相应防火措施,必须配备灭火器,
并派专人监火。
15、施工要搭设脚手架和跳板时,跳板两端要绑扎牢靠,确认安全后方可施工。
六、文明施工保证措施
1、材料进厂后摆放整齐,不得占用安全通道。
2、安装区域内,施工中用的辅助材料,用完后及时收回,有用材料认真堆放,
杂物应及时清理,保证场地整洁。
3、所有的施工废料应及时清运走,现场应做到工完料清,搞好文明施工。
4、每天上下班应对自己的施工区域进行清扫,以保证一个良好的施工环境。
5、严格遵守宝钢对文明施工要求的有关规定。
6、施工用工机具要摆放整齐,标识齐全。
七、施工进度计划:
施工进度计划表
八、主要设备、材料需用量见下表:
封闭结构改造主要设备、材料需用量见下表(1)
说明:此施工材料为计划需要量,实际施工过程中部分材料会有所增补。
封闭电气改造主要设备、材料需用量见下表(2)
说明:以上施工材料可能有漏项根据实际情况进行调整,防爆灯型号仅供参考,可根据现场防爆等级选型,建议控制箱委托制作。
九、主要工作量:
封闭改造主要制安工作量:
十、附图:
1、平整机结构封闭安装示意图(图1-8)
2、平整机封闭电气改造原理图(图9)
平整机封闭电气改造原理图(信号指示灯)
1、两盏指示灯带闪光控制电路
卷帘门限位ST K 绿灯运行指示灯黄灯停机及换辊指示灯信号闪光继电器FU 熔断器QS 空气开关
2、三盏指示灯控制电路
卷帘门限位
N L 220V 黄灯停机指示灯
绿灯运行指示灯兰灯换辊指示灯K 信号闪光继电器FU 熔断器QS 空气开关。